
Surface-Modified Electrospun Glass Nanofibers from Silane Treatment and Their Use for High-Performance Epoxy-Based Nanocomposite Materials


Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Preparation of Electrospun Glass Nanofibers (EGNFs)
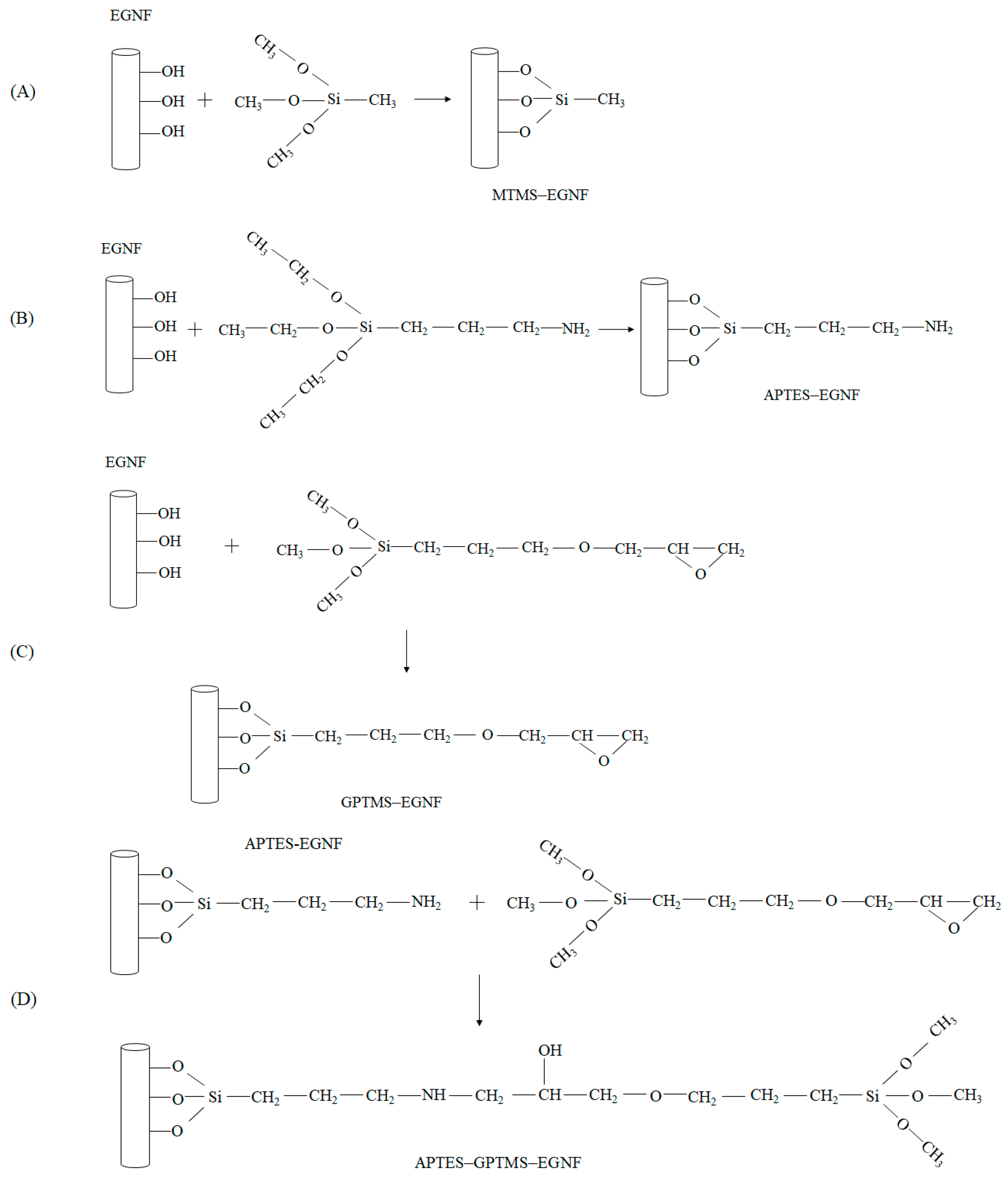
2.3. Surface Modification
2.4. Fabrication of EGNF-Reinforced Epoxy Nanocomposite
2.5. Characterization
3. Results and Discussion
3.1. Morphology
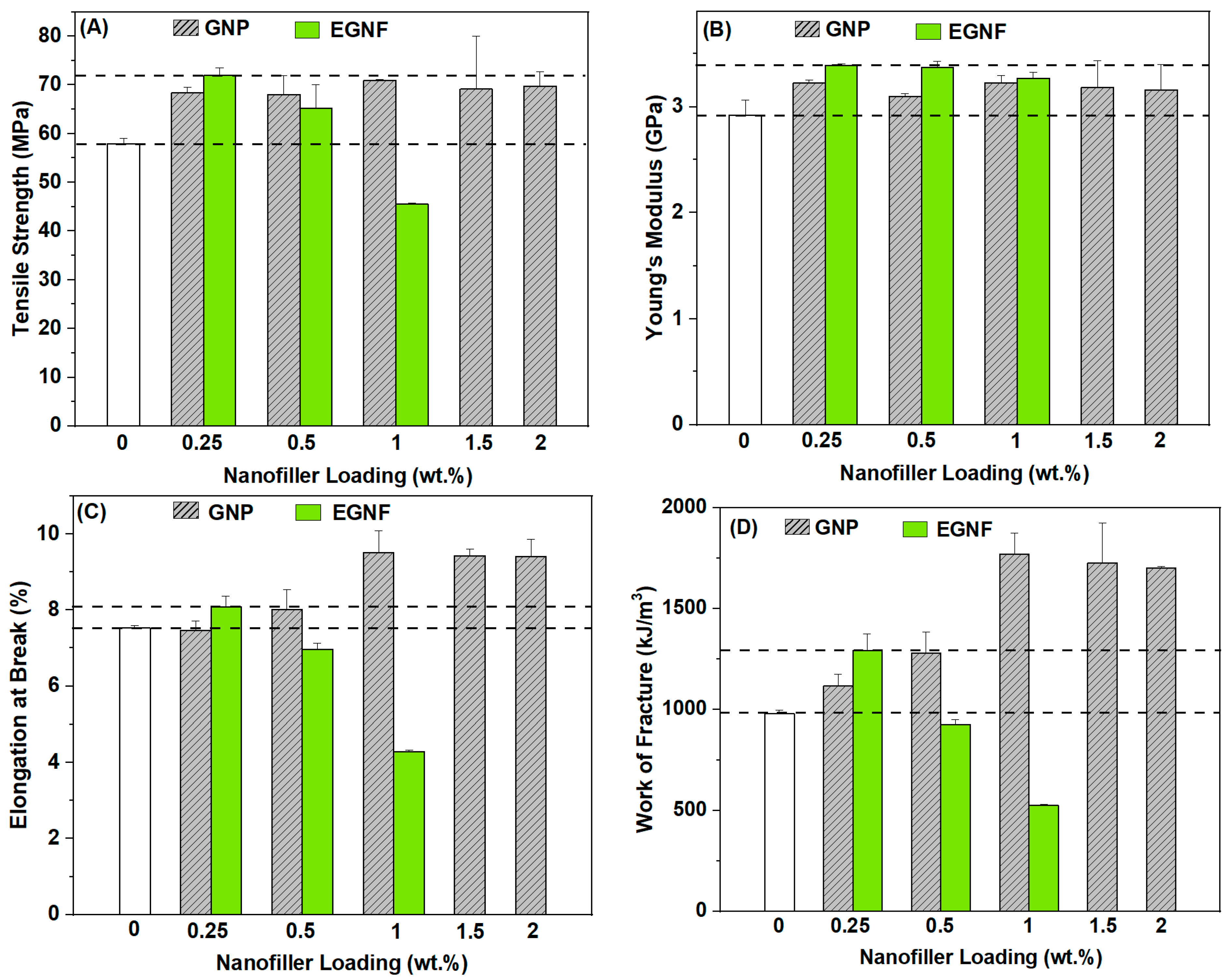
3.2. Reinforcing Effect of Pristine EGNFs
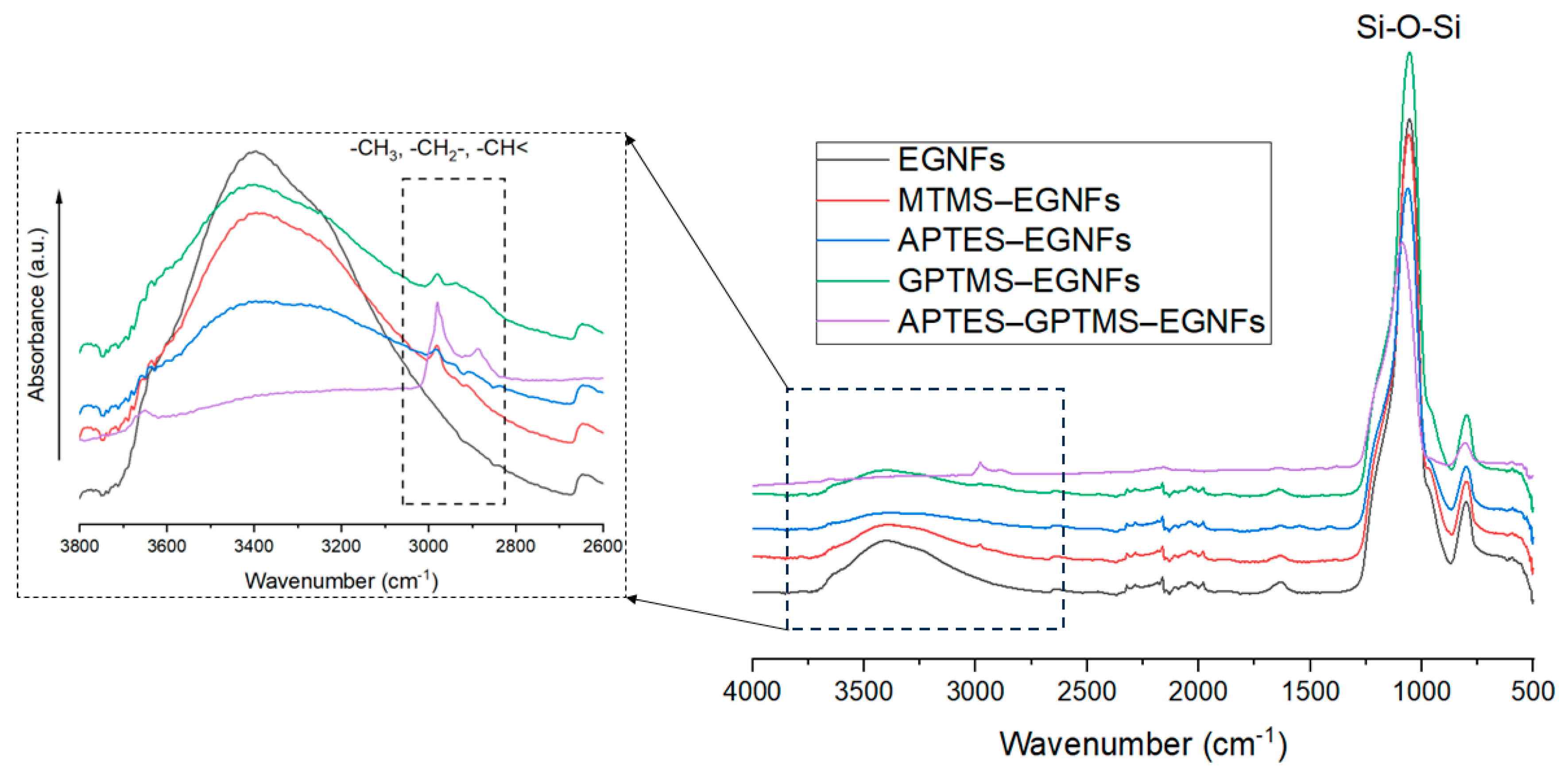
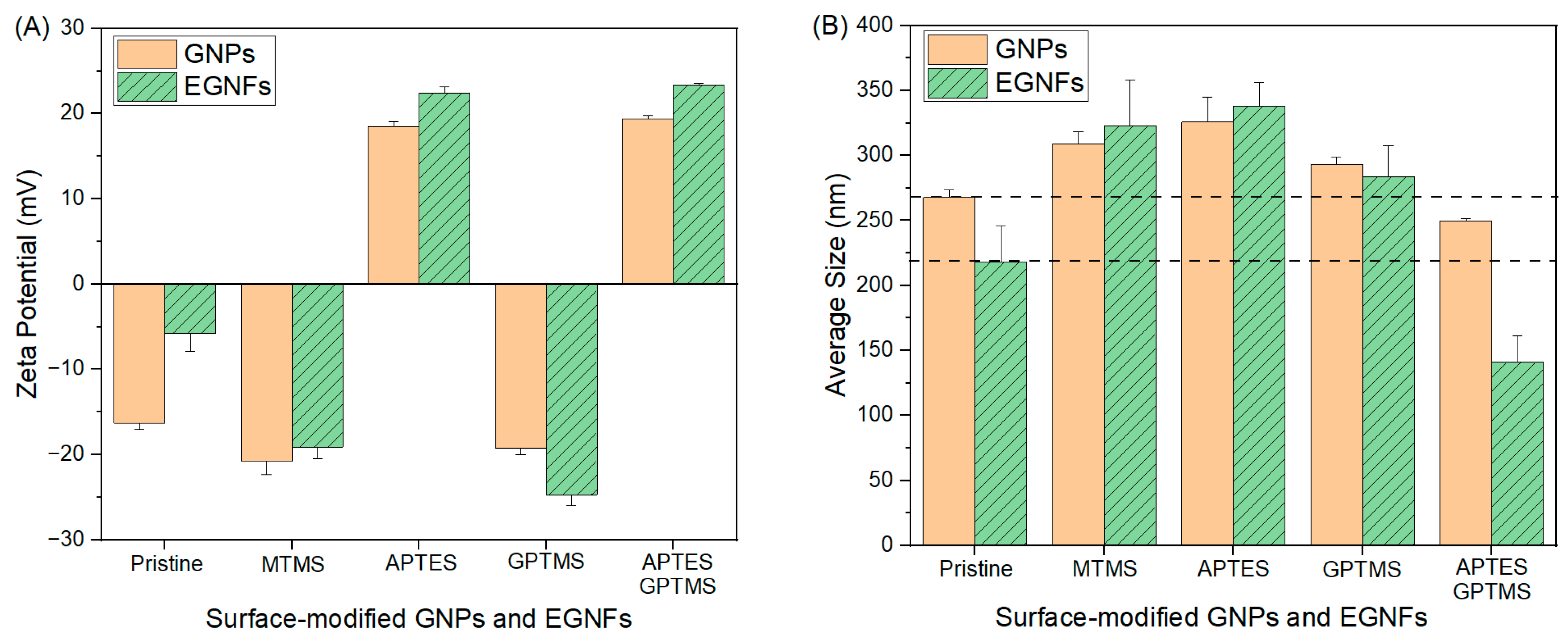
3.3. Characterization of Surface-Modified EGNFs
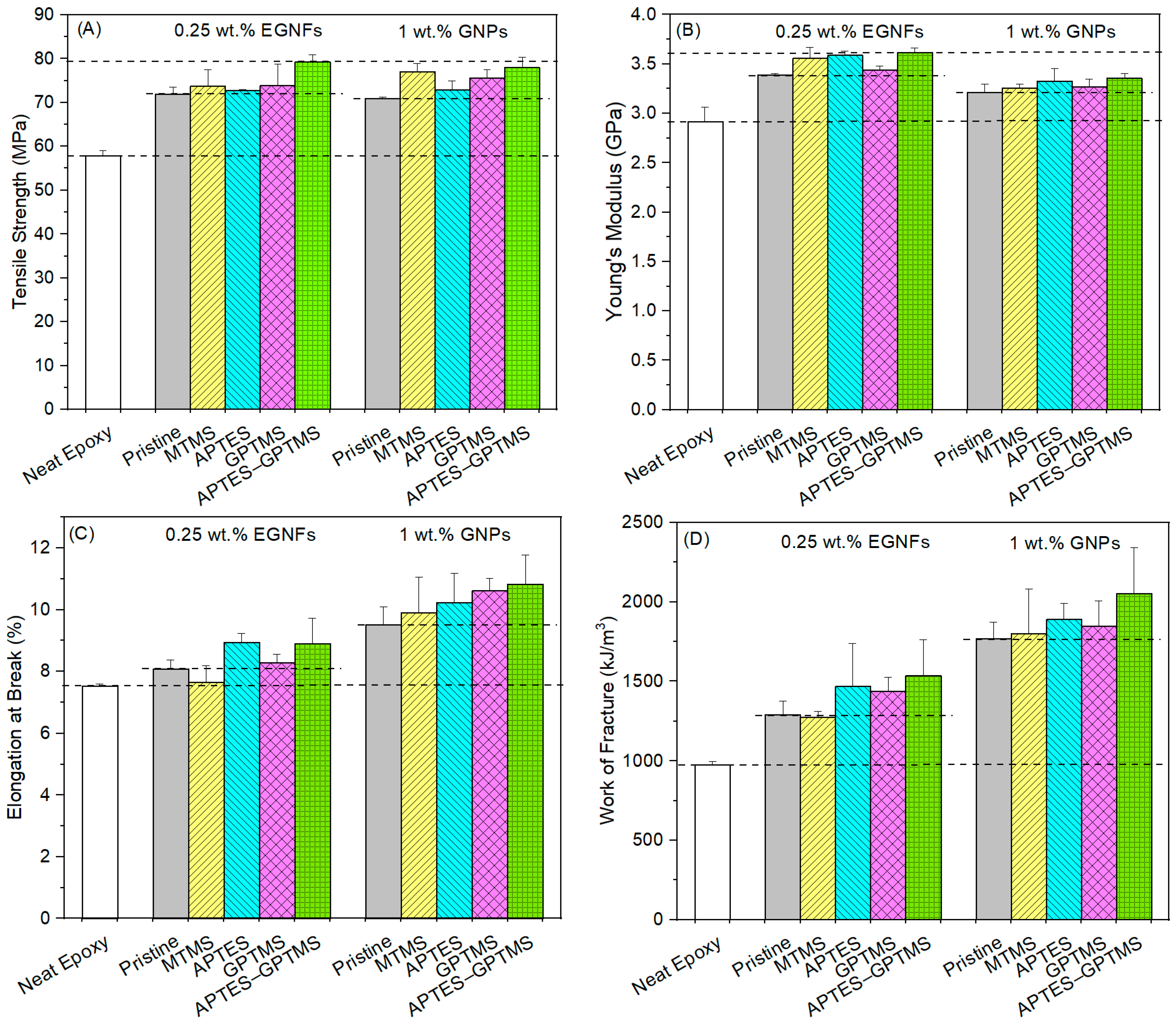
3.4. Reinforcing Effect of the Surface-Modified EGNFs with Silane Coupling Agents Having Different Molecular Chain Lengths in Epoxy Nanocomposites
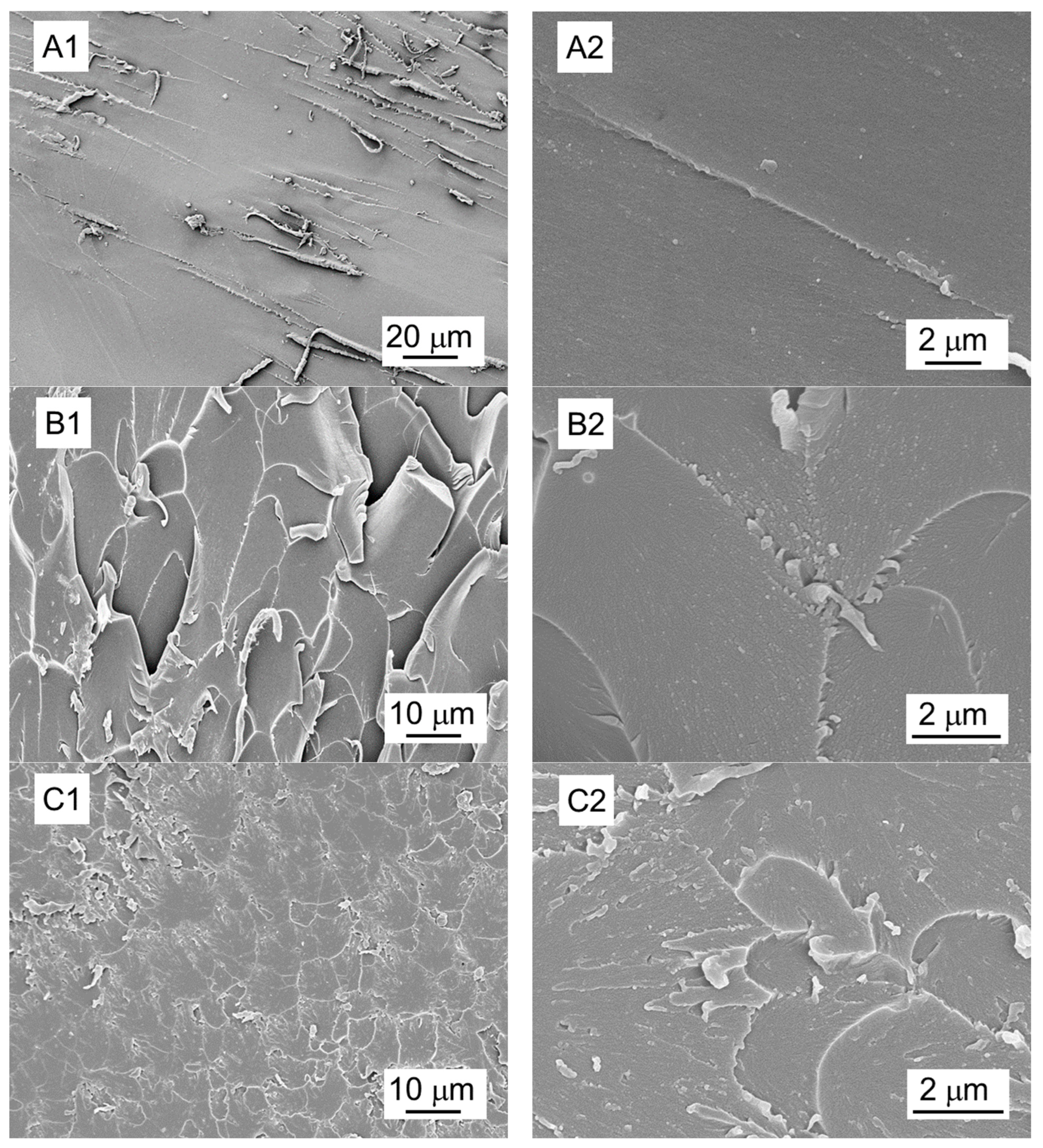
3.5. Fracture Surface of Surface-Modified EGNF-Reinforced Epoxy Nanocomposites and Reinforcing Mechanism
3.6. Thermal Stability of Surface-Modified EGNF-Reinforced Epoxy Nanocomposites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zou, H.; Wu, S.; Shen, J. Polymer/silica nanocomposites: Preparation, characterization, properties, and applications. Chem. Rev. 2008, 108, 3893–3957. [Google Scholar] [CrossRef] [PubMed]
- Sahoo, N.G.; Rana, S.; Cho, J.W.; Li, L.; Chan, S.H. Polymer nanocomposites based on functionalized carbon nanotubes. Prog. Polym. Sci. 2010, 35, 837–867. [Google Scholar] [CrossRef]
- Rafiee, M.A.; Rafiee, J.; Wang, Z.; Song, H.; Yu, Z.-Z.; Koratkar, N. Enhanced mechanical properties of nanocomposites at low graphene content. ACS Nano 2009, 3, 3884–3890. [Google Scholar] [CrossRef] [PubMed]
- Wang, G.; Yu, D.; Kelkar, A.D.; Zhang, L. Electrospun nanofiber: Emerging reinforcing filler in polymer matrix composite materials. Prog. Polym. Sci. 2017, 75, 73–107. [Google Scholar] [CrossRef]
- Dai, Y.; Liu, W.; Formo, E.; Sun, Y. Ceramic nanofibers fabricated by electrospinning and their applications in catalysis, environmental science, and energy technology. Polym. Adv. Technol. 2011, 22, 326–338. [Google Scholar] [CrossRef]
- Esfahani, H.; Jose, R.; Ramakrishna, S. Electrospun ceramic nanofiber mats today: Synthesis, properties, and applications. Materials 2017, 10, 1238. [Google Scholar] [CrossRef]
- Boccaccini, A.R.; Erol, M.; Stark, W.J.; Mohn, D.; Hong, Z.; Mano, J.F. Polymer/bioactive glass nanocomposites for biomedical applications: A review. Compos. Sci. Technol. 2010, 70, 1764–1776. [Google Scholar] [CrossRef]
- Zhao, X.G.; Jin, E.M.; Park, J.-Y.; Gu, H.-B. Hybrid polymer electrolyte composite with SiO2 nanofiber filler for solid-state dye-sensitized solar cells. Compos. Sci. Technol. 2014, 103, 100–105. [Google Scholar] [CrossRef]
- Liu, C.; Wang, S.; Wang, N.; Yu, J.; Liu, Y.-T.; Ding, B. From 1D nanofibers to 3D nanofibrous aerogels: A marvelous evolution of electrospun SiO2 nanofibers for emerging applications. Nano-Micro Lett. 2022, 14, 194. [Google Scholar] [CrossRef]
- Lu, N.; Yan, L.; Ma, Y.; Sun, H.; Zhu, Z.; Liang, W.; Li, J.; Li, A. Electrospun modified SiO2 nanofiber membranes as superamphiphobic self-cleaning filters with high heat stability for efficient particle matter capture. ACS Appl. Nano Mater. 2022, 5, 9871–9881. [Google Scholar] [CrossRef]
- Feng, S.; Ni, J.; Li, S.; Cao, X.; Gao, J.; Zhang, W.; Chen, F.; Huang, R.; Zhang, Y.; Feng, S. Removal of hexavalent chromium by electrospun silicon dioxide nanofibers embedded with copper-based organic frameworks. Sustainability 2022, 14, 13780. [Google Scholar] [CrossRef]
- Sathishkumar, T.P.; Satheeshkumar, S.; Naveen, J. Glass fiber-reinforced polymer composites—A review. J. Reinf. Plast. Compos. 2014, 33, 1258–1275. [Google Scholar] [CrossRef]
- Jiang, S.; Chen, Y.; Duan, G.; Mei, C.; Greiner, A.; Agarwal, S. Electrospun nanofiber reinforced composites: A review. Polym. Chem. 2018, 9, 2685–2720. [Google Scholar] [CrossRef]
- Zhao, Y.; Xu, T.; Ma, X.; Xi, M.; Salem, D.R.; Fong, H. Hybrid multi-scale epoxy composites containing conventional glass microfibers and electrospun glass nanofibers with improved mechanical properties. J. Appl. Polym. Sci. 2015, 132, 42731. [Google Scholar] [CrossRef]
- Abdu, M.T.; Khattab, T.A.; Abdelrahman, M.S. Development of photoluminescent and photochromic polyester nanocomposite reinforced with electrospun glass nanofibers. Polymers 2023, 15, 761. [Google Scholar] [CrossRef] [PubMed]
- Mogharbel, A.T.; Alluhaybi, A.A.; Almotairy, A.R.Z.; Aljohani, M.M.; El-Metwaly, N.M.; Zaky, R. Preparation of lighting in the dark and photochromic electrospun glass nanofiber-reinforced epoxy nanocomposites immobilized with alkaline earth aluminates. ACS Omega 2023, 8, 1683–1692. [Google Scholar] [CrossRef]
- Afrefaee, S.H.; Alnoman, R.B.; Alenazi, N.A.; Alharbi, H.; Alkhamis, K.; Alsharief, H.H.; El-Metwaly, N.M. Electrospun glass nanofibers to strengthen polycarbonate plastic glass toward photoluminescent smart materials. Spectrochim. Acta Part A: Mol. Biomol. Spectrosc. 2023, 302, 122986. [Google Scholar]
- Jin, F.-L.; Li, X.; Park, S.-J. Synthesis and application of epoxy resins: A review. J. Ind. Eng. Chem. 2015, 29, 1–11. [Google Scholar] [CrossRef]
- Saba, N.; Jawaid, M.; Alothman, O.Y.; Paridah, M.T.; Hassan, A. Recent advances in epoxy resin, natural fiber-reinforced epoxy compmosites and their applications. J. Reinf. Plast. Compos. 2016, 35, 447–470. [Google Scholar] [CrossRef]
- Agbo, P.; Mali, A.; Deng, D.; Zhang, L. Bio-oil-based epoxy resins from thermochemical processing of sustainable resources: A short review. J. Compos. Sci. 2023, 7, 374. [Google Scholar] [CrossRef]
- Wang, G.; Yu, D.; Mohan, R.; Gbewonyo, S.; Zhang, L. A comparative study of nanoscale glass filler reinforced epoxy composites: Electrospun nanofiber vs nanoparticle. Compos. Sci. Technol. 2016, 129, 19–29. [Google Scholar] [CrossRef]
- Liu, Y.; Sagi, S.; Chandrasekar, R.; Zhang, L.; Hedin, N.E.; Fong, H. Preparation and characterization of electrospun SiO2 nanofibers. J. Nanosci. Nanotechnol. 2008, 8, 1528–1536. [Google Scholar] [CrossRef] [PubMed]
- Wu, C.L.; Zhang, M.Q.; Rong, M.Z.; Friedrich, K. Silica nanoparticles filled polypropylene: Effects of particle surface treatment, matrix ductility and particle species on mechanical performance of the composites. Compos. Sci. Technol. 2005, 65, 635–645. [Google Scholar] [CrossRef]
- Domun, N.; Hadavinia, H.; Zhang, T.; Sainsbury, T.; Liaghat, G.H.; Vahid, S. Improving the fracture toughness and the strength of epoxy using nanomaterials—A review of the current status. Nanoscale 2015, 7, 10294–10329. [Google Scholar] [CrossRef]
- Zheng, Y.; Ning, R.; Zheng, Y. Study of SiO2 nanoparticles on the improved performance of epoxy and fiber composites. J. Reinf. Plast. Compos. 2005, 24, 223–233. [Google Scholar] [CrossRef]
- Liu, H.; Pierre-Pierre, N.; Huo, Q. Dynamic light scattering for gold nanorod size characterization and study of nanorod-protein interactions. Gold Bull. 2012, 45, 187–195. [Google Scholar] [CrossRef]
- Mousavi, M.; Fini, E. Silanization mechanism of silica nanoparticles in bitumen using 3-aminopropyl triethoxysilane (APTES) and 3-glycidyloxypropyl trimethoxysilane (GPTMS). ACS Sustain. Chem. Eng. 2020, 8, 3231–3240. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nanofiller | Pristine | MTMS | APTES | GPTMS | APTES–GPTMS |
|---|---|---|---|---|---|
| EGNFs | 95 ± 35 | 150.43 ± 81.09 | 155.00 ± 63.89 | 143.50 ± 51.89 | 117.49 ± 63.27 |
| GNPs | 27.32 ± 8.35 | 49.384 ± 7.76 | 54.08 ± 16.08 | 53.15 ± 14.76 | 43.54 ± 10.53 |
| Property | Nanofiller | Pristine | MTMS | APTES | GPTMS | APTES–GPTMS |
|---|---|---|---|---|---|---|
| Strength | EGNFs | 24% | 27% | 26% | 28% | 37% |
| GNPs | 22% | 33% | 26% | 31% | 35% | |
| Stiffness | EGNFs | 16% | 22% | 23% | 18% | 24% |
| GNPs | 10% | 12% | 14% | 12% | 15% | |
| Ductility | EGNFs | 7% | 1% | 19% | 10% | 18% |
| GNPs | 26% | 32% | 36% | 41% | 44% | |
| Toughness | EGNFs | 32% | 31% | 51% | 47% | 57% |
| GNPs | 81% | 84% | 93% | 89% | 110% |
| Nanofiller | Thermal Decomposition Temperature (°C) | |||
|---|---|---|---|---|
| 10% Weight Loss | 20% Weight Loss | 60% Weight Loss | 80% Weight Loss | |
| No nanofiller (neat epoxy) | 377.63 | 386.02 | 410.38 | 451.08 |
| EGNFs at 0.25 wt.% loading | ||||
| Pristine | 381.59 | 390.65 | 414.85 | 473.7 |
| MTMS | 379.95 | 389.5 | 413.65 | 454.1 |
| APTES | 379.96 | 389.93 | 414.2 | 460.41 |
| GPTMS | 380.38 | 390.19 | 414.99 | 460.21 |
| APTES–GPTMS | 378.28 | 389.04 | 413.65 | 464.25 |
| GNPs at 1 wt.% loading | ||||
| Pristine | 381.46 | 390.6 | 415.29 | 462.89 |
| MTMS | 380.6 | 390.16 | 415.41 | 469 |
| APTES | 380.33 | 390.17 | 415.16 | 465.33 |
| GPTMS | 380.86 | 390.46 | 415.05 | 476.19 |
| APTES–GPTMS | 378.73 | 389.48 | 414.22 | 473.78 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mali, A.; Agbo, P.; Mantripragada, S.; Zhang, L. Surface-Modified Electrospun Glass Nanofibers from Silane Treatment and Their Use for High-Performance Epoxy-Based Nanocomposite Materials. Materials 2023, 16, 6817. https://doi.org/10.3390/ma16206817
Mali A, Agbo P, Mantripragada S, Zhang L. Surface-Modified Electrospun Glass Nanofibers from Silane Treatment and Their Use for High-Performance Epoxy-Based Nanocomposite Materials. Materials. 2023; 16(20):6817. https://doi.org/10.3390/ma16206817
Chicago/Turabian StyleMali, Abhijeet, Philip Agbo, Shobha Mantripragada, and Lifeng Zhang. 2023. "Surface-Modified Electrospun Glass Nanofibers from Silane Treatment and Their Use for High-Performance Epoxy-Based Nanocomposite Materials" Materials 16, no. 20: 6817. https://doi.org/10.3390/ma16206817
APA StyleMali, A., Agbo, P., Mantripragada, S., & Zhang, L. (2023). Surface-Modified Electrospun Glass Nanofibers from Silane Treatment and Their Use for High-Performance Epoxy-Based Nanocomposite Materials. Materials, 16(20), 6817. https://doi.org/10.3390/ma16206817