
Effects of Ultra-Low Temperatures on the Mechanical Properties and Microstructure Evolution of a Ni-Co-Based Superalloy Thin Sheet during Micro-Tensile Deformation


Abstract
:1. Introduction
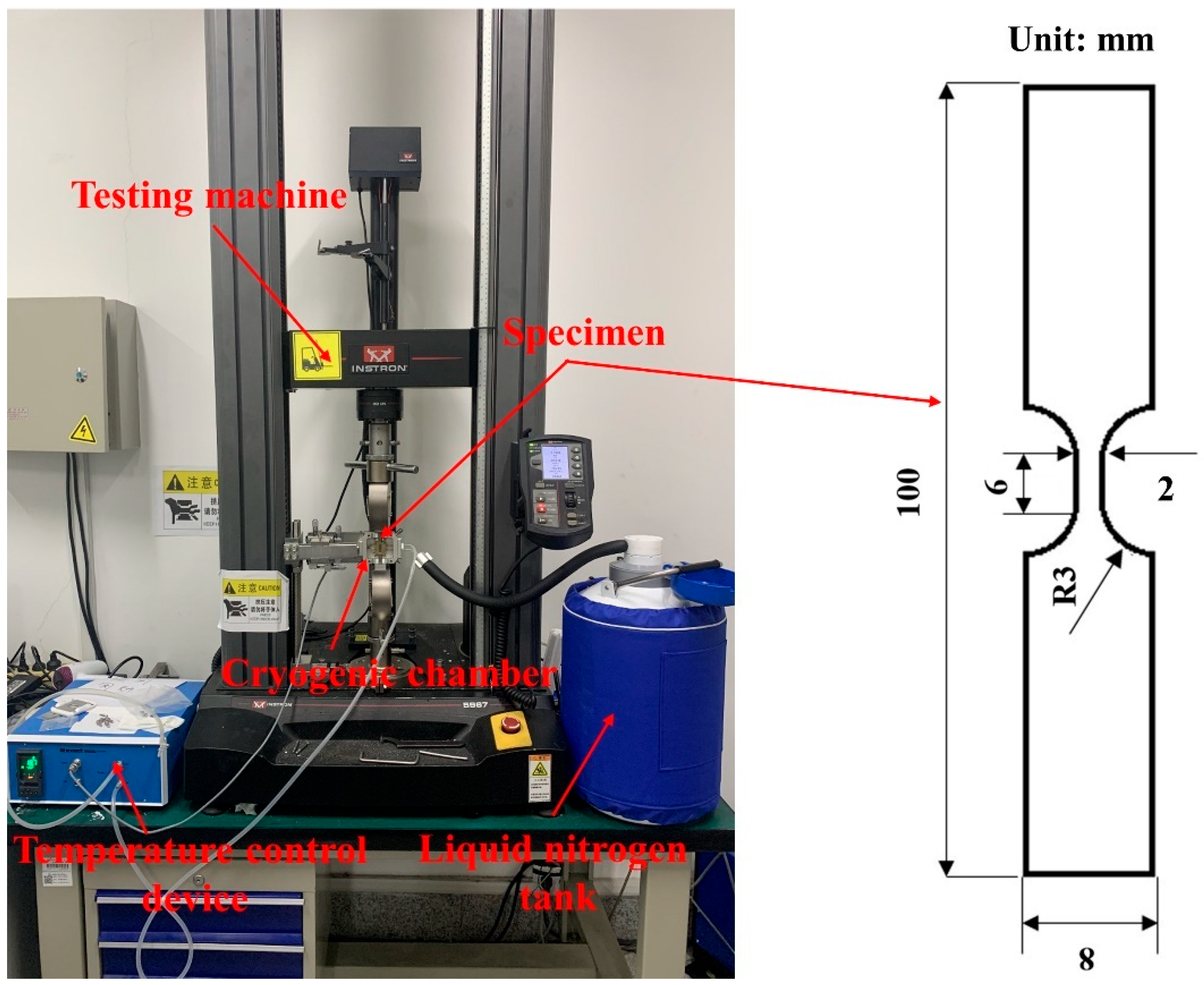
2. Materials and Methods
3. Results and Discussion
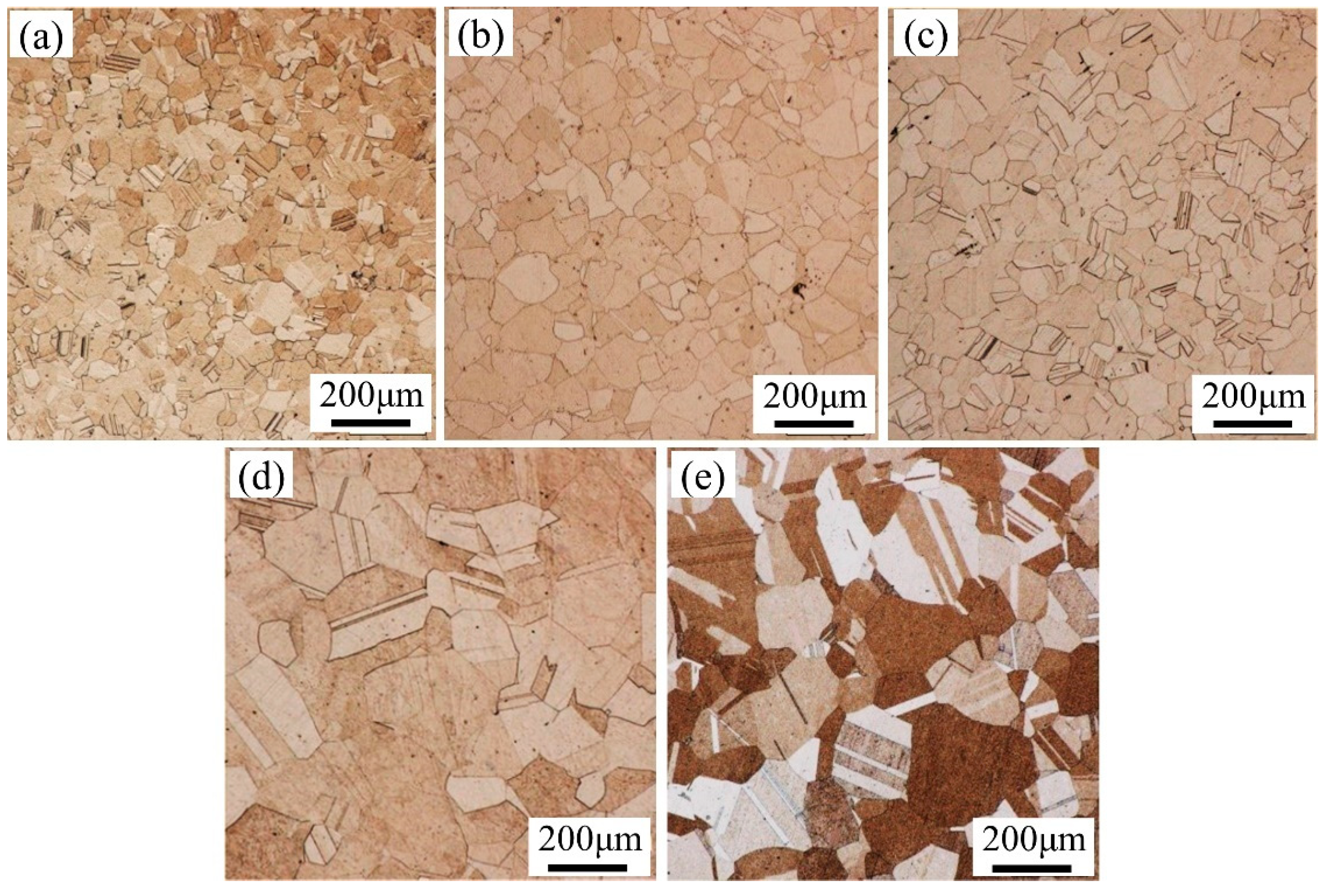
3.1. Microstructures
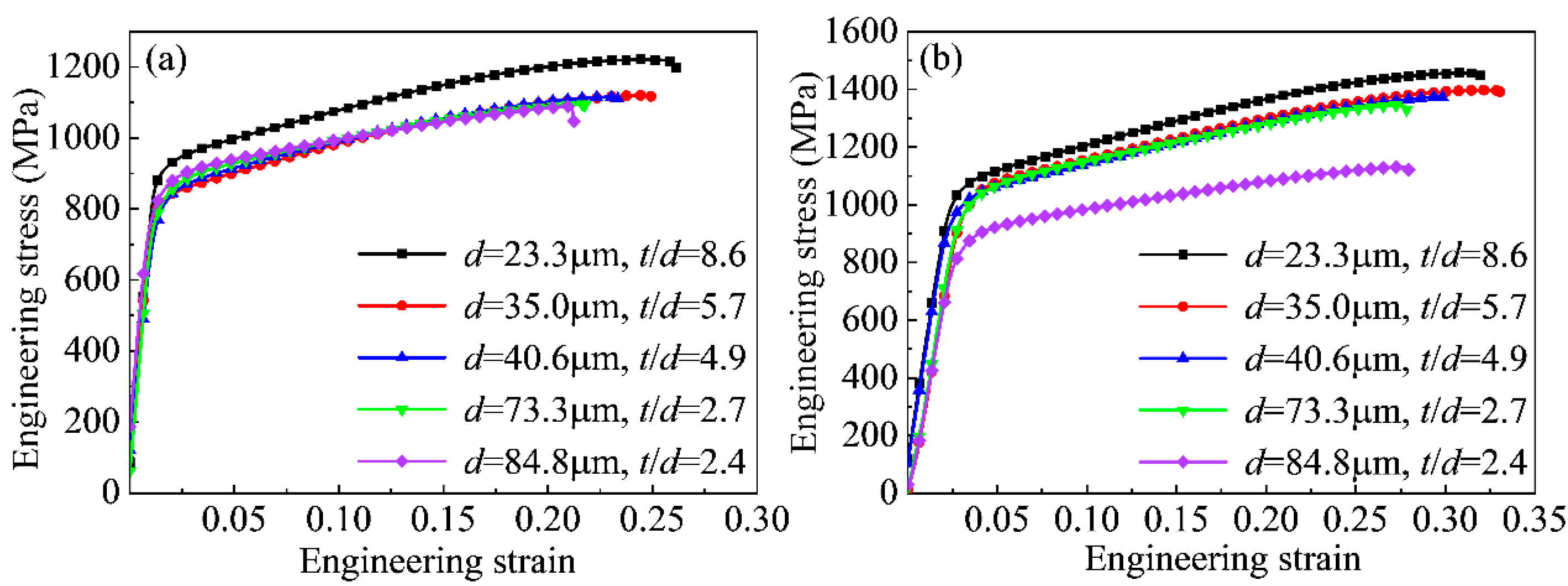
3.2. Tensile Properties
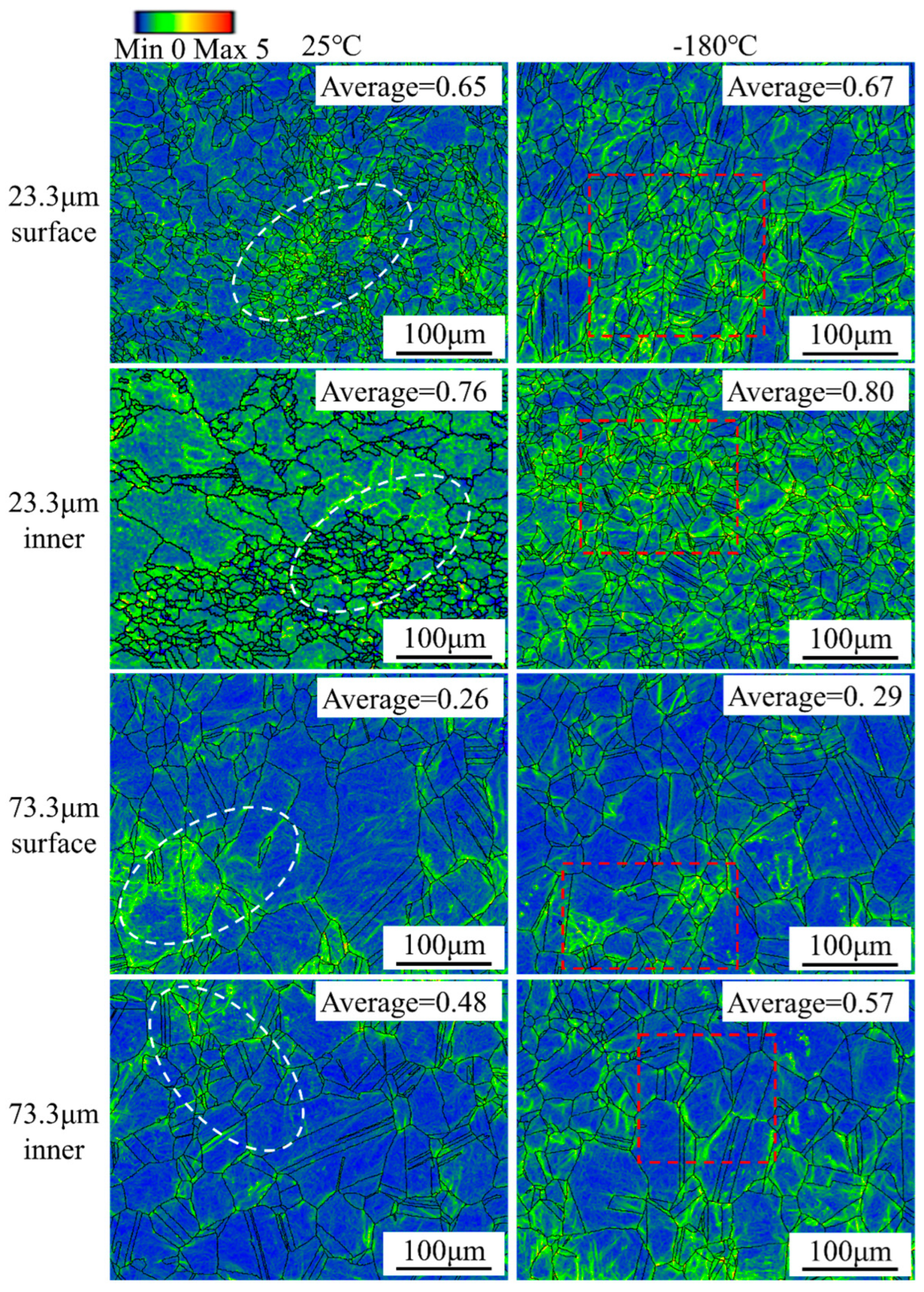
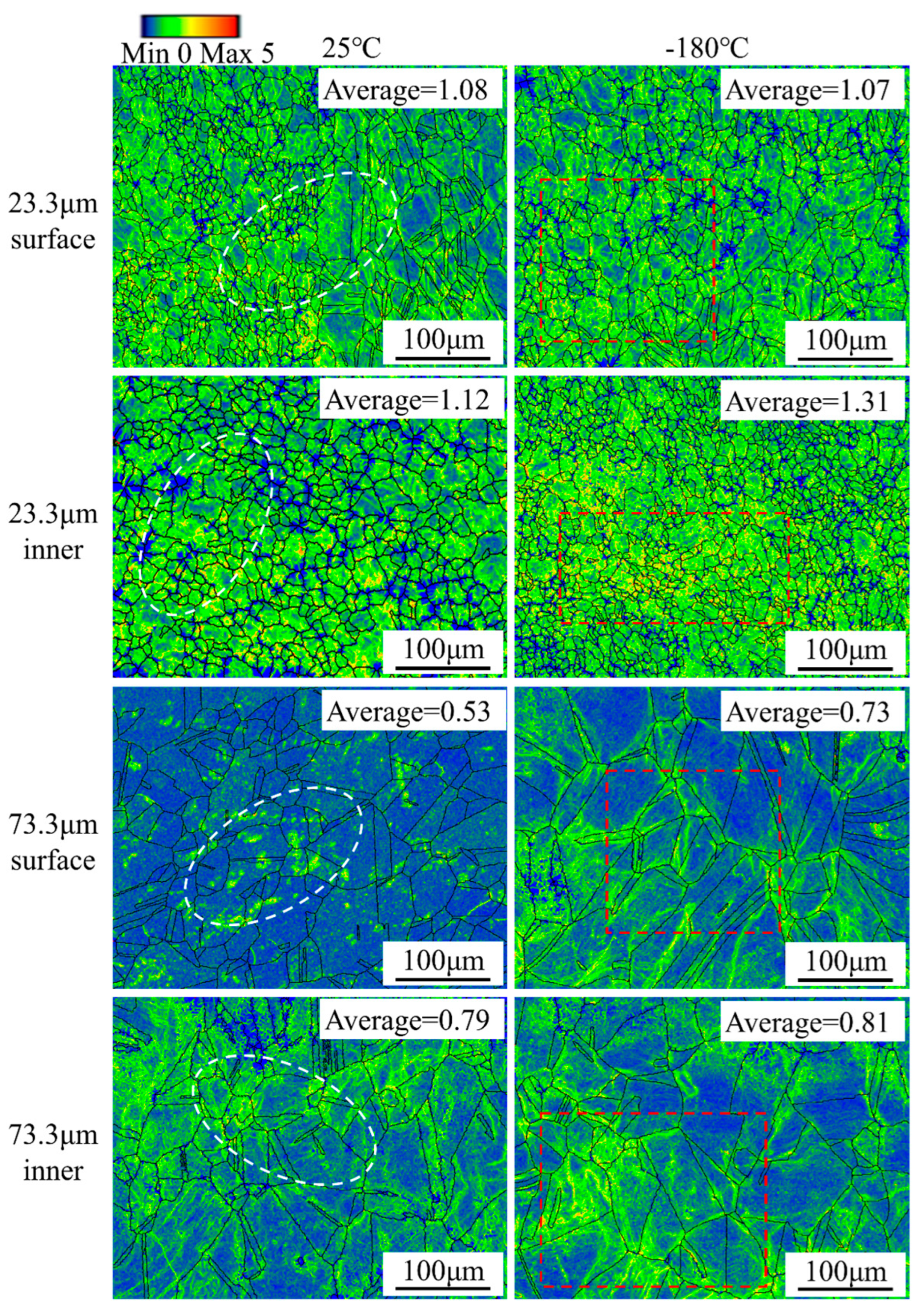
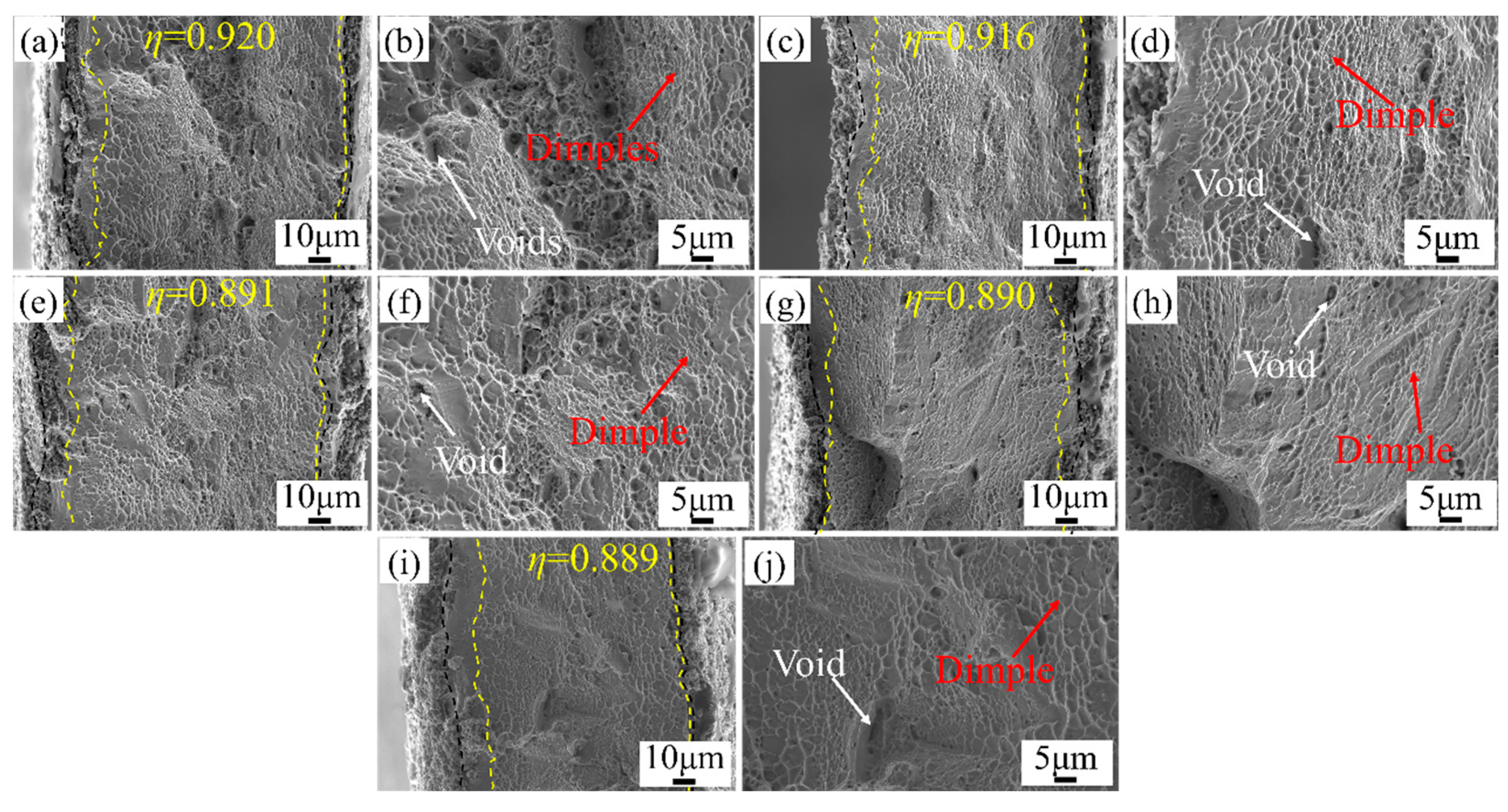
3.3. Plastic Deformation Mechanism
4. Conclusions
- (1)
- Different grain sizes were controlled with high-temperature solution treatment, and the average grain size of the Ni-Co-based superalloy increased from 23.3 μm to 84.8 μm and the feature size decreased from 8.6 to 2.4 with increasing solution temperature.
- (2)
- The flow stress decreased significantly with increasing grain size and increased significantly with decreasing deformation temperature. When t/d decreased from 8.6 to 2.4, the tensile strength σb decreased from 1221 MPa to 1090 MPa, the yield strength σs decreased from 793 MPa to 622 MPa, and the elongation decreased from 0.26 to 0.21 at room temperature. When t/d decreased from 8.6 to 2.4, σb decreased from 1458 MPa to 1132 MPa, σs decreased from 917 MPa to 730 MPa, and the elongation decreased from 0.31 to 0.28 at ultra-low temperatures.
- (3)
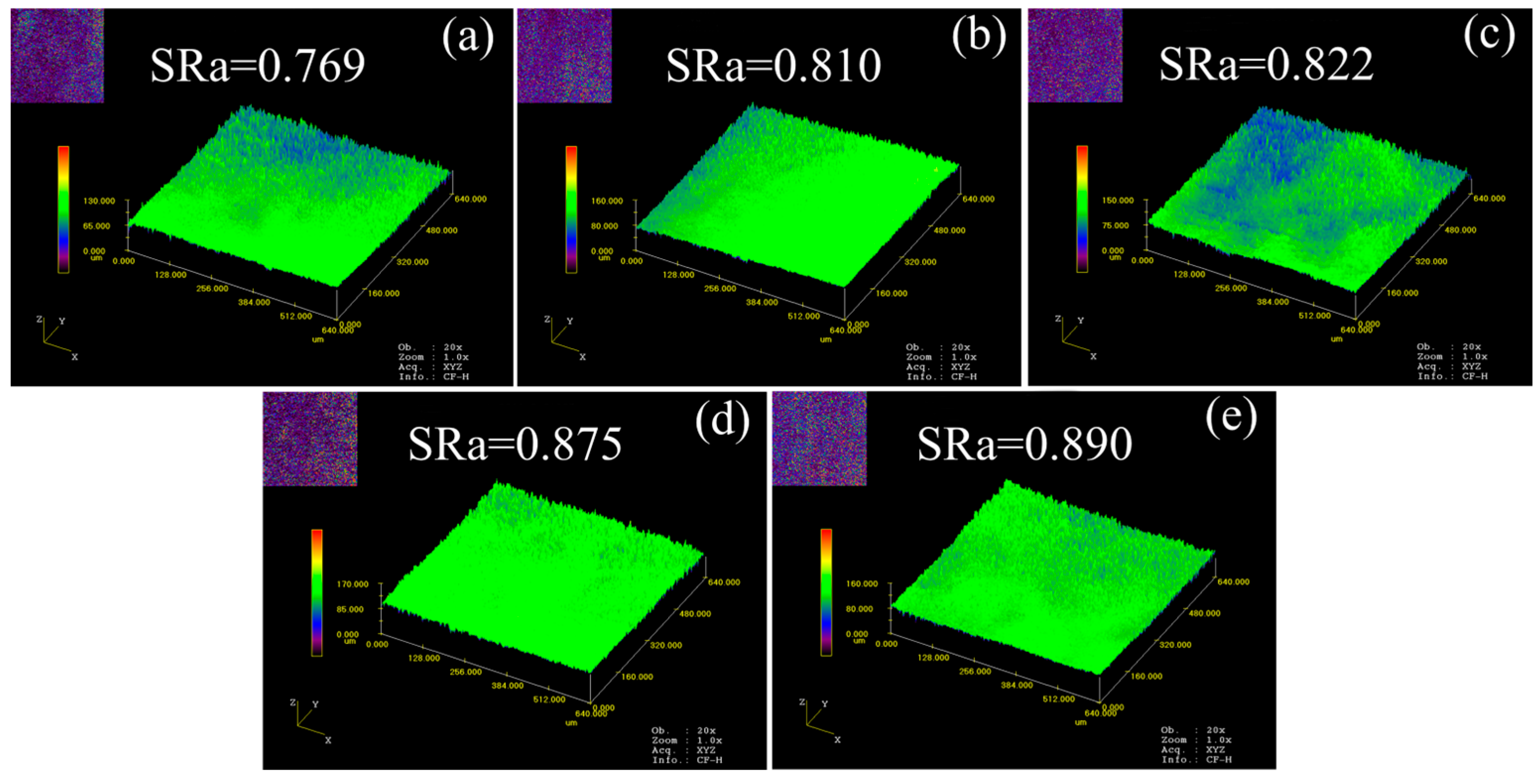
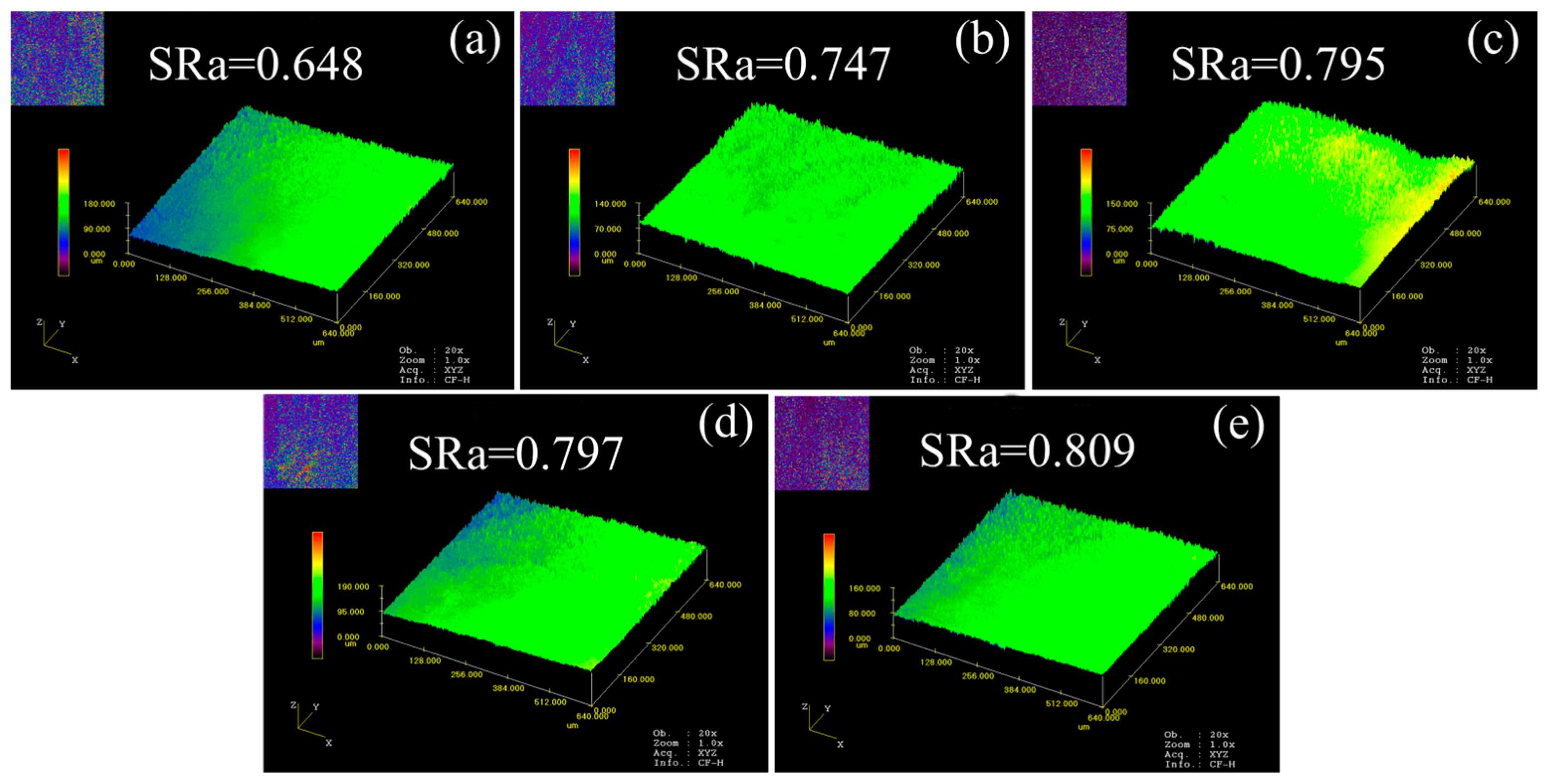
- The surface roughness of the specimen increased with decreasing t/d and decreased with decreasing deformation temperature. Ultra-low temperatures enhanced the plastic deformation ability of the alloy. When t/d decreased from 8.6 to 2.4, the surface roughness of the specimen increased from 0.769 to 0.890 at room temperature and increased from 0.648 to 0.809 at ultra-low temperatures.
- (4)
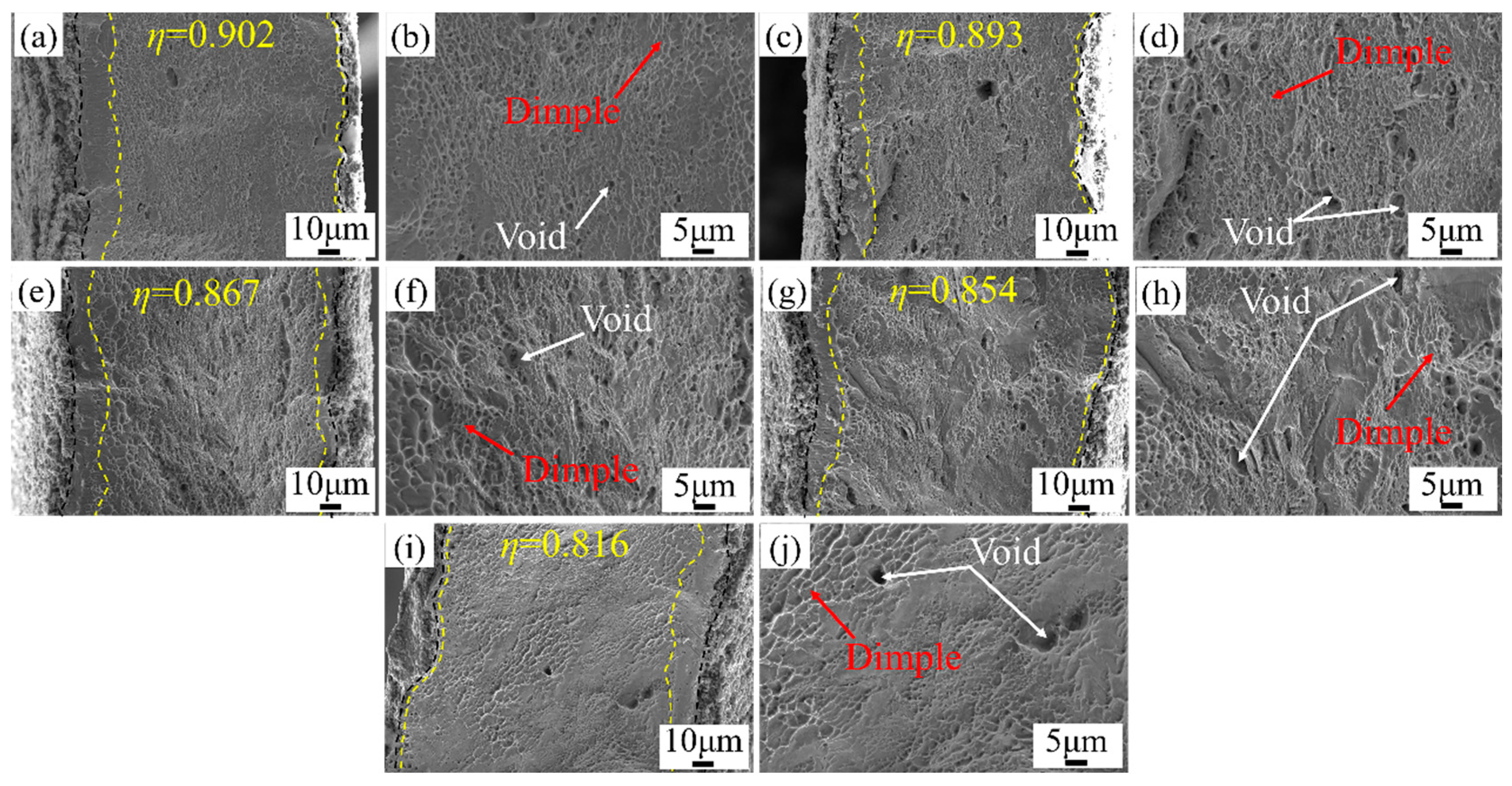
- The coupled effects of surface roughening caused by free surface grains and hindered dislocation movement induced by grain boundaries during plastic deformation resulted in strain localization, causing fracture failure of the Ni-Co-based superalloys.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Geiger, M.; Kleiner, M.; Eckstein, R.; Tiesler, N.; Engel, U. Microforming. CIRP Ann. 2001, 50, 445–462. [Google Scholar] [CrossRef]
- Engel, U.; Eckstein, R. Microforming-from basic research to its realization. J. Mater. Process. Tech. 2002, 125, 35–44. [Google Scholar] [CrossRef]
- Zheng, J.Y.; Liu, H.; Fu, M.W. Size effects on process performance and product quality in progressive microforming of shafted gears revealed by experiment and numerical modeling. Adv. Manuf. 2023, 11, 1–20. [Google Scholar] [CrossRef]
- Huynh, T.; Mehta, A.; Graydon, K.; Woo, J.; Park, S.; Hyer, H.; Zhou, L.; Imholte, D.D.; Woolstenhulme, N.E.; Wachs, D.M.; et al. Microstructural development in Inconel 718 nickel-based superalloy additively manufactured by laser powder bed fusion. Metallogr. Microstruct. Anal. 2022, 11, 88–107. [Google Scholar] [CrossRef]
- Hewidy, M.; Salem, O. Integrating experimental modeling techniques with the Pareto search algorithm for multiobjective optimization in the WEDM of Inconel 718. Int. J. Adv. Manuf. Technol. 2023, 129, 299–319. [Google Scholar] [CrossRef]
- Chen, Y.; Xu, J.; Guo, B.; Shan, D. Effect of pulsed current-assisted tension on the mechanical behavior and local strain of nickel-based superalloy sheet. Materials 2023, 16, 1589. [Google Scholar] [CrossRef]
- He, D.G.; Lin, Y.C.; Tang, Y.; Li, L.; Chen, J.; Chen, M.S.; Chen, X.M. Influences of solution cooling on microstructures, mechanical properties and hot corrosion resistance of a nickel-based superalloy. Mater. Sci. Eng. A 2019, 746, 372–383. [Google Scholar] [CrossRef]
- Yuan, Y.; Gu, Y.F.; Osada, T.; Zhong, Z.H.; Yokokawa, T.; Harada, H. A new method to strengthen turbine disc superalloys at service temperatures. Scr. Mater. 2012, 66, 884–889. [Google Scholar] [CrossRef]
- Xu, H.; Zhang, Z.J.; Zhang, P.; Cui, C.Y.; Jin, T.; Zhang, Z.F. The synchronous improvement of strength and plasticity (SISP) in new Ni-Co based disc superalloys by controling stacking fault energy. Sci. Rep. 2017, 7, 8046. [Google Scholar] [CrossRef]
- Zhu, C.Z.; Zhang, R.; Cui, C.Y.; Zhou, Y.Z.; Yuan, Y.; Yu, Z.S.; Liu, X.; Sun, X.F. Effect of Ta Addition on the Microstructure and Tensile Properties of a Ni-Co Base Superalloy. Metall. Mater. Trans. A 2021, 52, 108–118. [Google Scholar] [CrossRef]
- Al-Hammadi, R.A.; Zhang, R.; Cui, C.Y.; Zhou, Z.J.; Zhou, Y.Z. Effect of strain rate on microstructure evolution of a fine-grained γ+ γ’ Ni-Co-base superalloy during superplasticity. Mater. Charact. 2023, 203, 113112. [Google Scholar] [CrossRef]
- Nishikawa, H.; Habib, K.; Furuya, Y.; Hara, T.; Osada, T.; Kawagishi, K. Short fatigue crack growth mechanism in Ni-Co based superalloy at elevated temperatures and in oxidative atmospheres. Mater. Sci. Eng. A 2023, 885, 145655. [Google Scholar] [CrossRef]
- Eichenhüller, B.; Engel, U.; Geiger, M. Microforming and investigation of parameter interactions. Prod. Eng. Res. Dev. 2010, 4, 135–140. [Google Scholar] [CrossRef]
- Geiger, M.; Geißdörfer, S.; Engel, U. Mesoscopic model: Advanced simulation of microforming processes. Prod. Eng. Res. Dev. 2007, 1, 79–84. [Google Scholar] [CrossRef]
- Singh, M.; Sharma, S.; Muniappan, A.; Pimenov, D.Y.; Wojciechowski, S.; Jha, K.; Dwivedi, S.P.; Li, C.; Królczyk, J.B.; Walczak, D.; et al. In situ micro-observation of surface roughness and fracture mechanism in metal microforming of thin copper sheets with newly developed compact testing apparatus. Materials 2022, 15, 1368. [Google Scholar] [CrossRef]
- Liu, Y.Z.; Wan, M.; Meng, B. Multiscale modeling of coupling mechanisms in electrically assisted deformation of ultrathin sheets: An example on a nickel-based superalloy. Int. J. Mach. Tools Manuf. 2021, 162, 103689. [Google Scholar] [CrossRef]
- Zhang, H.M.; Chen, R.; Jing, V.; Li, N.; Jiang, Z.Y. Size effect on deformation behavior and fracture in a pure copper microtensile test. Strength Mater. 2021, 53, 539–549. [Google Scholar] [CrossRef]
- Eichenhueller, B.; Egerer, E.; Engel, U. Microforming at elevated temperature—Forming and material behaviour. Int. J. Adv. Manuf. Technol. 2007, 33, 119–124. [Google Scholar] [CrossRef]
- Bernd-Arno, B.; Hans, C.; Pavel, P. Effect of temperature and strain rate on friction factor during microforming of AW-6082 AL-alloy. Int. J. Mater. Form. 2009, 2, 613–616. [Google Scholar] [CrossRef]
- Bulut, O.; Acar, S.S.; Yalçinkaya, T. The influence of thickness/grain size ratio in microforming through crystal plasticity. Procedia Struct. Integr. 2022, 35, 228–236. [Google Scholar] [CrossRef]
- Meng, B.; Cao, B.N.; Wan, M.; Wang, C.J.; Shan, D.B. Constitutive behavior and microstructural evolution in ultrasonic vibration assisted deformation of ultrathin superalloy sheet. Int. J. Mech. Sci. 2019, 157–158, 609–618. [Google Scholar] [CrossRef]
- He, W.; Meng, B.; Zheng, L.; Yang, Y.; Wan, M. Size effect on the cyclic deformation behavior of superalloy ultrathin sheet: Characterization and multiscale modelling. Int. J. Plast. 2023, 163, 103566. [Google Scholar] [CrossRef]
- Gau, J.T.; Principe, C.; Wang, J. An experimental study on size effects on flow stress and formability of aluminm and brass for microforming. J. Mater. Process. Technol. 2007, 184, 42–46. [Google Scholar] [CrossRef]
- Peng, L.; Xu, Z.; Gao, Z.; Fu, M.W. A constitutive model for metal plastic deformation at micro/meso scale with consideration of grain orientation and its evolution. Int. J. Mech. Sci. 2018, 138–139, 74–85. [Google Scholar] [CrossRef]
- Nie, D.M.; Lu, Z.; Zhang, K.F. Grain size effect of commercial pure titanium foils on mechanical properties, fracture behaviors and constitutive models. J. Mater. Eng. Perform. 2017, 26, 1283–1292. [Google Scholar]
- Zhao, D.; Fan, J.; Wang, J.; Liang, X.; Wang, Q.; Chen, Z.; Zhang, Z.; Tang, B.; Kou, H.; Li, J. Influence of silicide and texture on the room temperature deformation size effect of Ti65 alloy sheets/foils and its constitutive model modification. Mater. Sci. Eng. A 2022, 856, 143999. [Google Scholar] [CrossRef]
- Zhu, C.; Xu, J.; Yu, H.; Shan, D.; Guo, B. Size effect on the high strain rate micro/meso-tensile behaviors of pure titanium foil. J. Mater. Sci. Technol. 2021, 11, 2146–2159. [Google Scholar] [CrossRef]
- Kang, J.; Liu, X.; Xu, M. Plastic deformation of pure copper in ultrasonic assisted micro-tensile test. Mater. Sci. Eng. A 2020, 785, 139364. [Google Scholar] [CrossRef]
- Fu, M.W.; Chan, W.L. Geometry and grain size effects on the fracture behavior of sheet metal in micro-scale plastic deformation. Mater. Des. 2011, 32, 4738–4746. [Google Scholar] [CrossRef]
- Wang, J.L.; Fu, M.W.; Shi, S.Q. Influences of size effect and stress condition on ductile fracture behavior in micro-scaled plastic deformation. Mater. Des. 2017, 131, 69–80. [Google Scholar] [CrossRef]
- Li, H.G.; Che, P.C.; Yang, X.K.; Huang, Y.J.; Ning, Z.L.; Sun, J.F.; Fan, H.B. Enhanced tensile properties and wear resistance of additively manufactured CoCrFeMnNi high-entropy alloy at cryogenic temperature. Rare Met. 2022, 41, 1210–1216. [Google Scholar] [CrossRef]
- Ming, K.; Li, B.; Bai, L.; Jiang, P.; Wu, X.; Zheng, S.; Wang, J. Dynamically reversible shear transformations in a CrMnFeCoNi high-entropy alloy at cryogenic temperature. Acta Mater. 2022, 232, 117937. [Google Scholar] [CrossRef]
- Pei, B.; Fan, J.P.; Wang, Z.; Yang, H.J.; Qiao, J.W.; Bi, Z.N.; Gan, B. Excellent combination of strength and ductility in CoNiCr-based MP159 alloys at cryogenic temperature. J. Alloys Compd. 2022, 907, 164144. [Google Scholar] [CrossRef]
- Fan, X.B.; Yuan, S.J. Innovation for forming aluminum alloy thin shells at ultra-low temperature by the dual enhancement effect. Int. J. Extrem. Manuf. 2022, 4, 033001. [Google Scholar]
- Rokilan, M.; Mahendran, M. Sub-zero temperature mechanical properties of cold-rolled steel sheets. Thin Wall. Struct. 2020, 154, 106842. [Google Scholar] [CrossRef]
- Xi, R.; Xie, J.; Yan, J.B. Mechanical properties of Q690E/Q960E high-strength steels at low and ultra-low temperatures: Tests and full-range constitutive models. Thin Wall. Struct. 2023, 185, 110579. [Google Scholar] [CrossRef]
- Zang, M.C.; Niu, H.Z.; Liu, S.; Guo, R.Q.; Zhang, D.L. Achieving highly promising strength-ductility synergy of powder bed fusion additively manufactured titanium alloy components at ultra-low temperatures. Addit. Manuf. 2023, 65, 103444. [Google Scholar] [CrossRef]
- Levings, J.; Sritharan, S. Effects of cold temperature and strain rate on the stress-strain behavior of ASTM A706 grade 420 (60) steel reinforcement. J. Mater. Civ. Eng. 2012, 24, 1441–1449. [Google Scholar] [CrossRef]
- ASTM A706/A706M-09; Standard Specification for Low Alloy Steel Deformed and Plain Bars for Concrete Reinforcement. ASTM International: West Conshohocken, PA, USA, 2009.
- Yan, J.B.; Liew, J.R.; Zhang, M.H.; Wang, J.Y. Mechanical properties of normal strength mild steel and high strength steel S690 in low temperature relevant to Arctic environment. Mater. Des. 2014, 61, 150–159. [Google Scholar] [CrossRef]
- Schneider, R.; Grant, R.J.; Schlosser, J.M.; Rimkus, W.; Radlmayr, K.; Grabner, F.; Maier, C. An investigation of the deep drawing behavior of automotive aluminum alloys at very low temperatures. Metall. Mater. Trans. A 2020, 51, 1123–1133. [Google Scholar] [CrossRef]
- Grabner, F.; Österreicher, J.A.; Gruber, B.; Papenberg, N.; Gerstner, F.; Kirnstötter, S.; Schlögl, C.M. Cryogenic forming of Al-Mg alloy sheet for car outer body applications. Adv. Eng. Mater. 2019, 21, 1900089. [Google Scholar] [CrossRef]
- Yuan, S.J.; Cheng, W.J.; Liu, W.; Xu, Y.C. A novel deep drawing process for aluminum alloy sheets at cryogenic temperatures. J. Mater. Process. Technol. 2020, 284, 116743. [Google Scholar] [CrossRef]
- Fan, X.B.; Chen, X.S.; Yuan, S.J. Novel forming process for aluminum alloy thin shells at ultra-low temperature gradient. Int. J. Mach. Tools Manuf. 2023, 185, 103992. [Google Scholar] [CrossRef]
- Cao, J.; Krishnan, N.; Wang, Z.; Lu, H.; Liu, W.K.; Swanson, A. Microforming: Experimental investigation of the extrusion process for micropins and its numerical simulation using RKEM. J. Manuf. Sci. Eng. 2005, 126, 642–652. [Google Scholar] [CrossRef]
- Wright, S.I.; Nowell, M.M.; Field, D.P. A review of strain analysis using electron backscatter diffraction. Microsc. Microanal. 2011, 17, 316–329. [Google Scholar] [CrossRef] [PubMed]
- Meng, B.; Fu, M.W. Size effect on deformation behavior and ductile fracture in microforming of pure copper sheets considering free surface roughening. Mater. Des. 2015, 83, 400–412. [Google Scholar] [CrossRef]
- Xu, Z.T.; Peng, L.F.; Fu, M.W.; Lai, X.M. Size effect affected formability of sheet metals in micro/meso scale plastic deformation: Experiment and modeling. Int. J. Plast. 2015, 68, 34–54. [Google Scholar] [CrossRef]
- Liao, K.C.; Chen, C.L. Investigation of surface roughness of aluminum alloy sheet based on crystalline plasticity model. Comp. Mater. Sci. 2010, 49, S47–S53. [Google Scholar] [CrossRef]
- Lo, S.W.; Yang, T.C.; Shih, Z.M.; Lin, S.C. Effects of surface roughening on asperity flattening. Tribol. Lett. 2009, 35, 67–75. [Google Scholar] [CrossRef]
- Noell, P.J.; Carroll, J.D.; Boyce, B.L. The mechanisms of ductile rupture. Acta Mater. 2018, 161, 83–98. [Google Scholar] [CrossRef]
- Barsoum, I.; Faleskog, J. Rupture mechanisms in combined tension and shear-experiments. Int. J. Solids Struct. 2007, 44, 1768–1786. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Heat Treatment Regime | 1150 °C/4 h | 1150 °C/6 h | 1150 °C/8 h | 1200 °C/2 h | 1200 °C/4 h |
|---|---|---|---|---|---|
| d (μm) | 23.3 | 35.0 | 40.6 | 73.3 | 84.8 |
| t/d | 8.6 | 5.7 | 4.9 | 2.7 | 2.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, Q.; Wang, M.; Sun, Y.; Zhang, L.; Qin, H.; Zhang, P. Effects of Ultra-Low Temperatures on the Mechanical Properties and Microstructure Evolution of a Ni-Co-Based Superalloy Thin Sheet during Micro-Tensile Deformation. Materials 2023, 16, 6838. https://doi.org/10.3390/ma16216838
Zhu Q, Wang M, Sun Y, Zhang L, Qin H, Zhang P. Effects of Ultra-Low Temperatures on the Mechanical Properties and Microstructure Evolution of a Ni-Co-Based Superalloy Thin Sheet during Micro-Tensile Deformation. Materials. 2023; 16(21):6838. https://doi.org/10.3390/ma16216838
Chicago/Turabian StyleZhu, Qiang, Min Wang, Yuying Sun, Linfu Zhang, Heyong Qin, and Peng Zhang. 2023. "Effects of Ultra-Low Temperatures on the Mechanical Properties and Microstructure Evolution of a Ni-Co-Based Superalloy Thin Sheet during Micro-Tensile Deformation" Materials 16, no. 21: 6838. https://doi.org/10.3390/ma16216838
APA StyleZhu, Q., Wang, M., Sun, Y., Zhang, L., Qin, H., & Zhang, P. (2023). Effects of Ultra-Low Temperatures on the Mechanical Properties and Microstructure Evolution of a Ni-Co-Based Superalloy Thin Sheet during Micro-Tensile Deformation. Materials, 16(21), 6838. https://doi.org/10.3390/ma16216838