


Possibilities for Efficient Furniture Construction Made of Thin and Ultra-Thin Materials by Using Mitre Joints




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
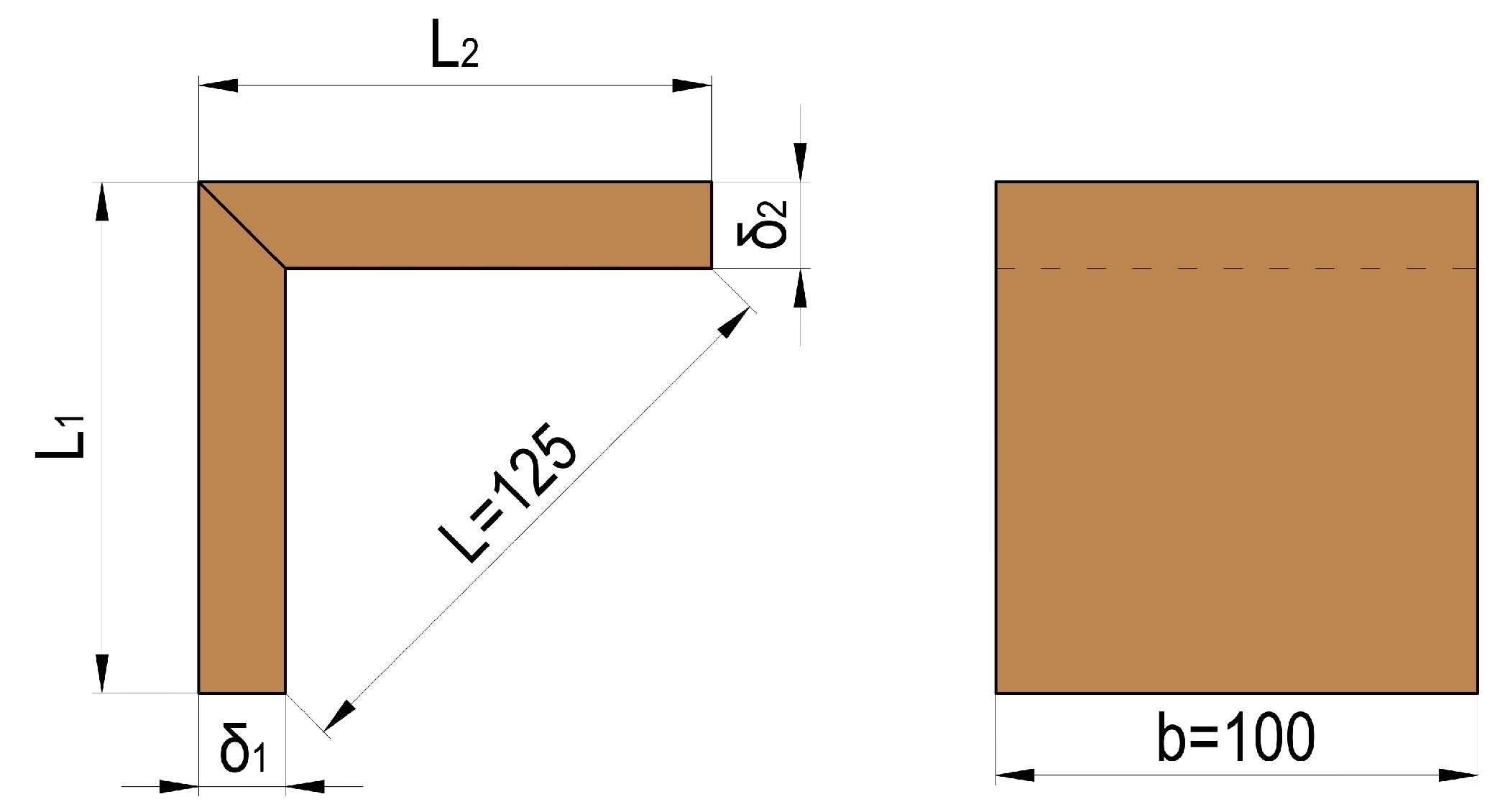
2.2. Type of Joints
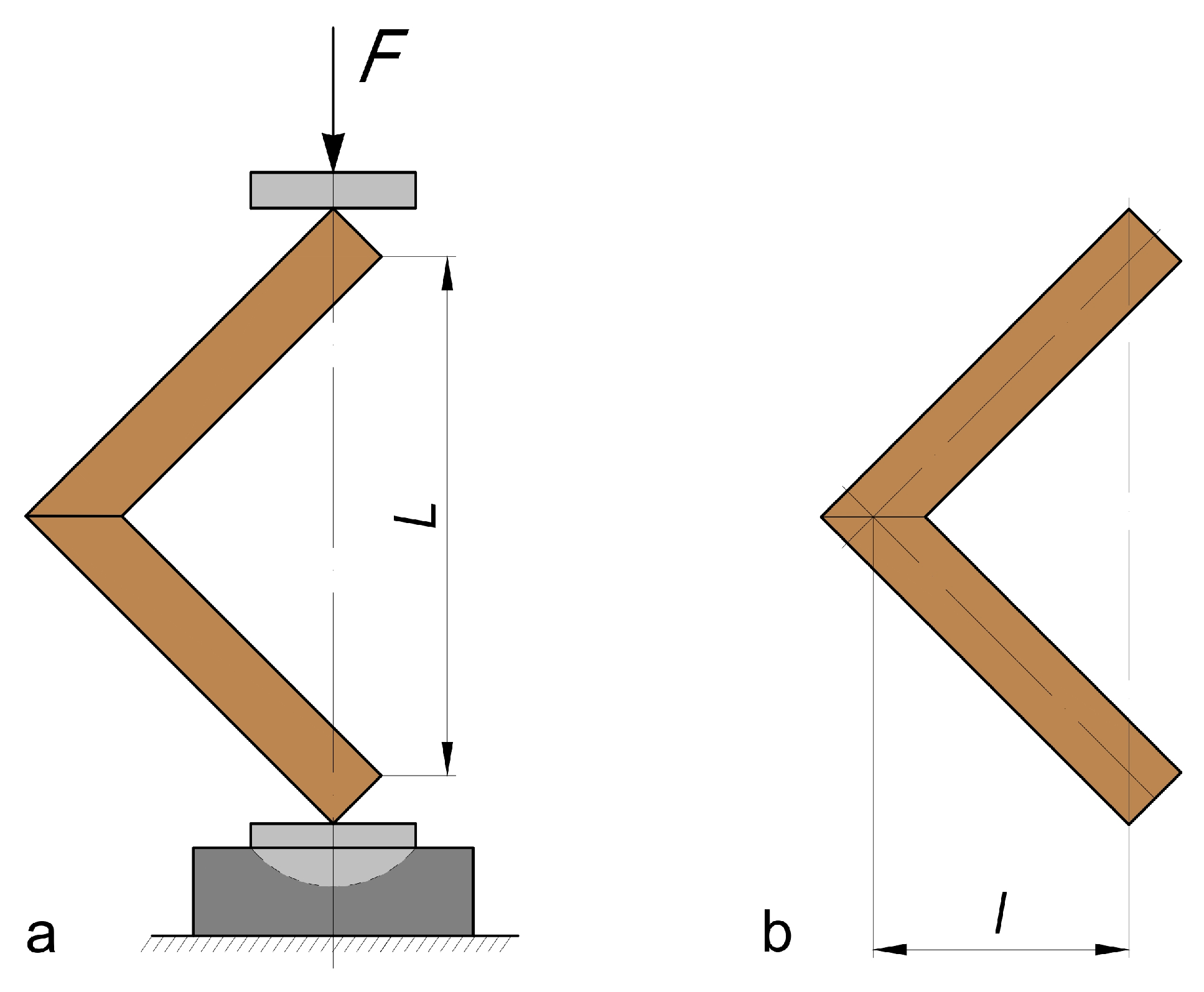
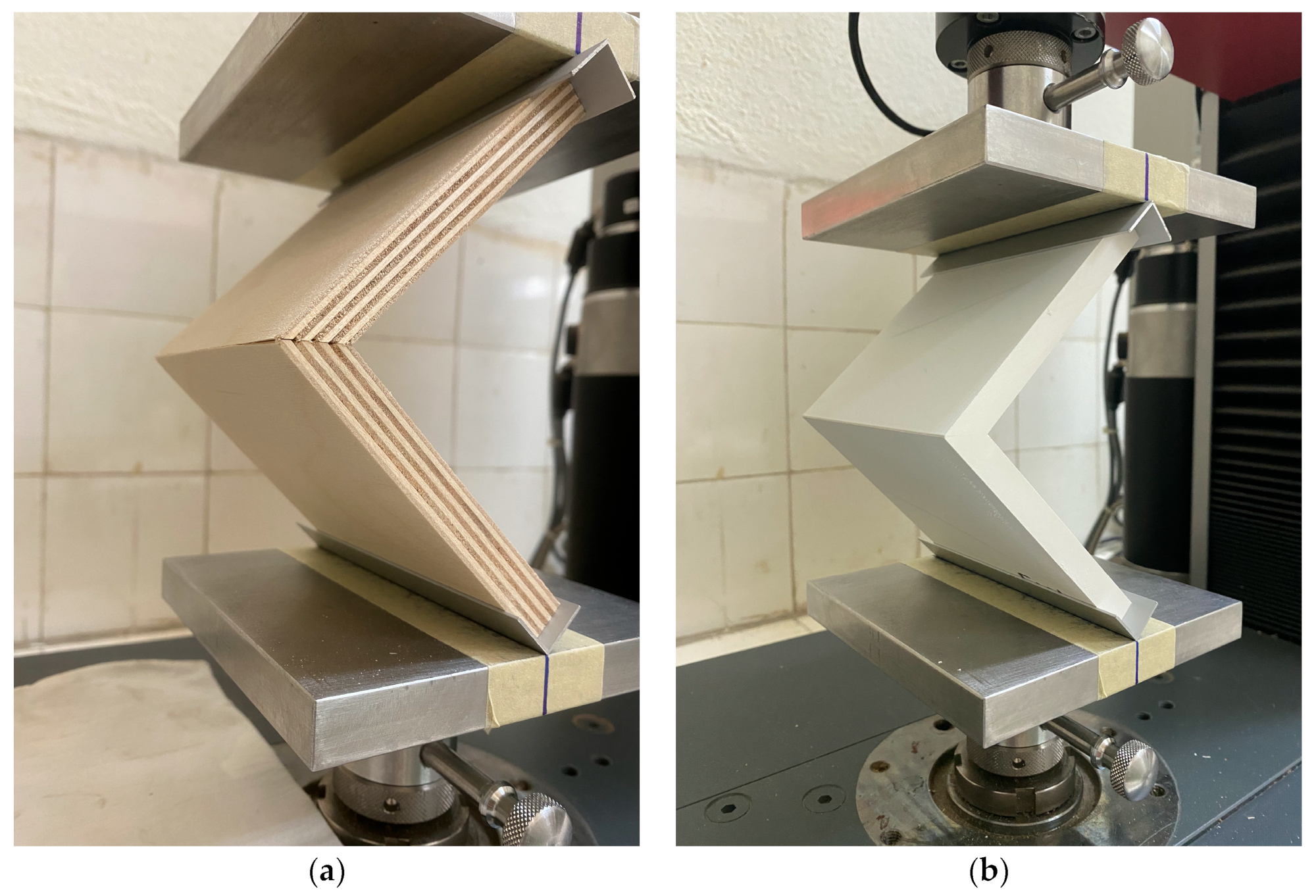
2.3. Test Methods
2.4. Statistical Processing
3. Results
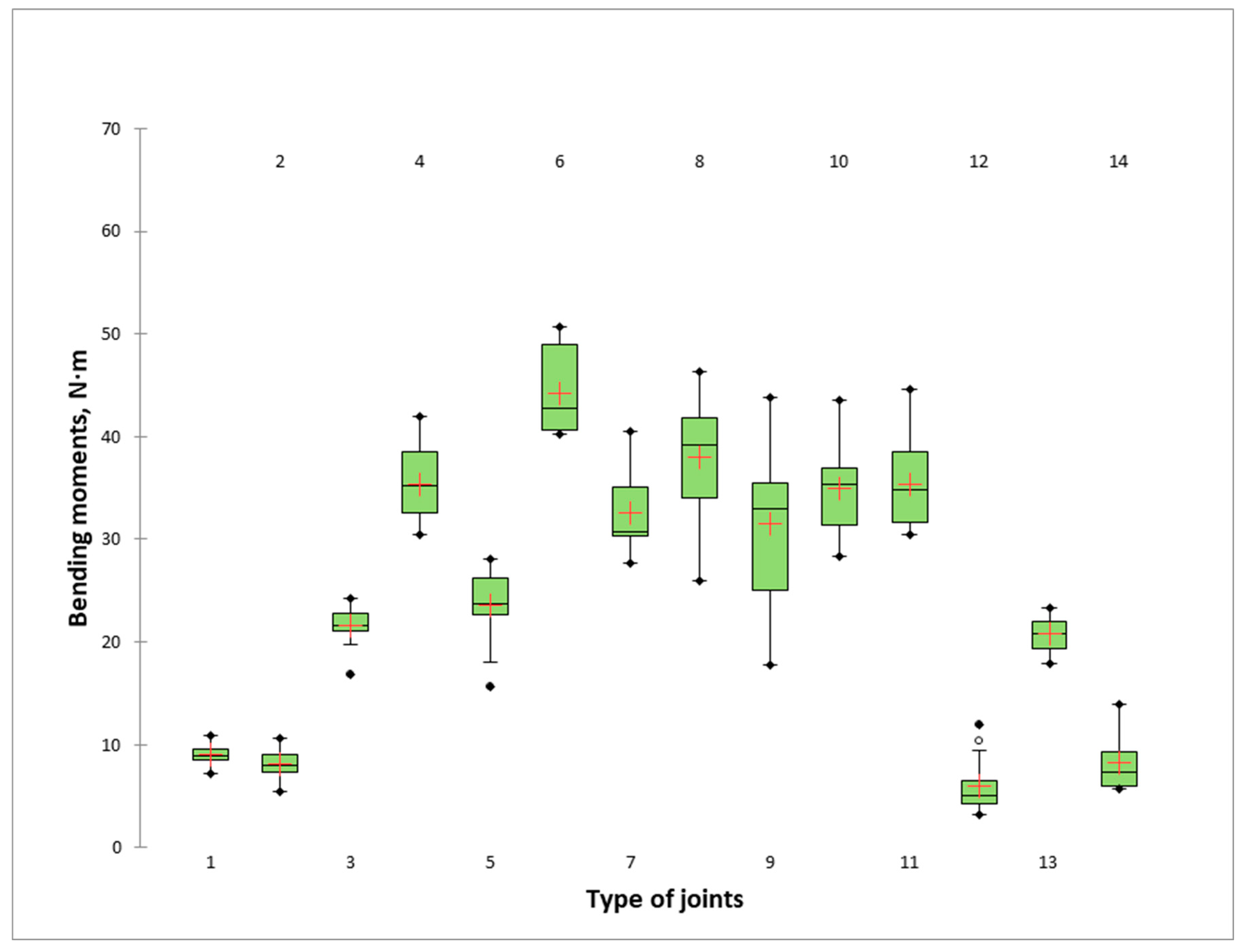
3.1. Bending Moments of the Joints
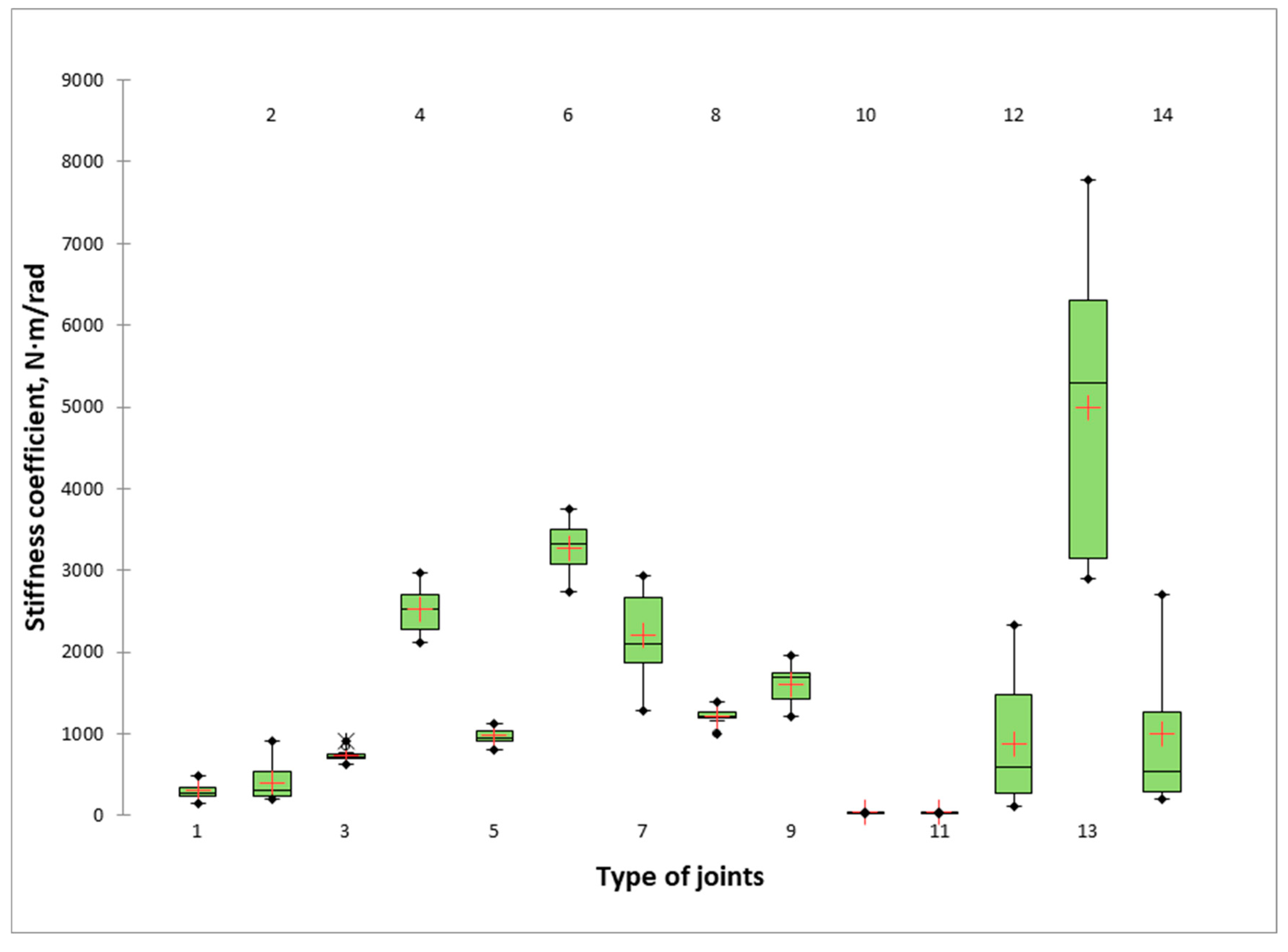
3.2. Stiffness Coefficients of the Joints
4. Discussion
5. Conclusions
- Materials such as 10 mm thick MDF, laminated MDF, 9 mm plywood, laminated 9 mm plywood and 12 mm plywood are particularly suitable for constructing furniture from thin and ultra-thin materials. Their mitre joints have high strength and deformation characteristics.
- A laminated PB with a thickness of 12 mm, which is traditionally among the most-used materials for furniture production, also has relatively good strength and deformation characteristics.
- Glued mitre joints show excellent strength and deformation characteristics and are preferable in furniture made of thin and ultra-thin materials.
- MDF’s lamination significantly influences mitre joints’ strength and deformation characteristics.
- Joints with Lamello biscuits must be bonded over the entire edge of the joined elements for higher strength.
- The stiffness of mitre detachable joints by an eccentric connector with a double-ended bolt is very low, and these joints should be used with caution, even though they have a very high bending strength.
- The type of adhesive and its application play a significant role in the strength and stiffness of mitre joints of structural elements made of compact HPL. When a very high-stiffness joint is required, joints of compact HPL glued with Bison Grisly Extreme are particularly suitable.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Jivkov, V.; Petrova, B. Challenges for Furniture Design with Thin Structural Materials. In Proceedings of the VI International Furniture Congress, KTU Trabzon, Trabzon, Turkey, 2–5 November 2021; pp. 113–123. [Google Scholar]
- Petrova, B.; Jivkov, V. Thin Panel Furniture—Fashion and Challenges. Part I. Types of Thin Materials, Advantages and Disadvantages of their Use. DMT—Design, Materials, Technologies, (XXIV); Bismar: Sofia, Bulgaria, 2022; pp. 34–37. [Google Scholar]
- Jivkov, V.; Elenska-Valchanova, D. Mechanical Properties of Some Thin Furniture Structural Composite Materials. In Proceedings of the 30th International Conference on Wood Science and Technology (ICWST), 70th Anniversary of Drvna industrija Journal, Implementation of Wood Science in Woodworking Sector, Zagreb, Croatia, 12–13 December 2019; pp. 86–94, ISBN 978-953-292-062-8. [Google Scholar]
- Barboutis, I.; Kamperidou, V. Properties of Two Different Thickness 3-Ply Plywood of Tree-of-Heaven Veneers. In Proceedings of the 22nd International Scientific Conference Wood Is Good—EU Preaccession Challenges of the Sector, Zagreb, Croatia, 21 October 2011; Faculty of Forestry, University Of Zagreb: Zagreb, Croatia, 2011; pp. 9–17. [Google Scholar]
- Jivkov, V.; Petrova, B.; Yavorov, N. Comparative Analysis of Physical and Mechanical Properties of Some Thin and Ultra-Thin Wood-Based and Non-Wood-Based Furniture Panels. Innovation in Woodworking Industry and Engineering Design. In Proceedings of the Eleventh International Scientific and Technical Conference “Innovations In Forest Industry and Engineering Design” Inno 2022, Borovets, Bulgaria, 3–5 October 2022; pp. 83–98, ISBN 978-619-7703-01-6. [Google Scholar]
- Fekiač, J.; Svoreň, J.; Gáborík, J.; Němec, M. Reducing the energy consumption of circular saws in the cutting process of plywood. Coatings 2022, 12, 55. [Google Scholar] [CrossRef]
- Vasileiou, V.; Kamperidou, V.; Barboutis, I. Properties of thin 3-ply plywood constructed with tree-of-heaven and poplar wood. In Proceedings of the International Conference ICWSE 2011 “Wood Science and Engineering in the Third Millennium”, Brasov, Romania, 3–5 November 2011, 8th ed.; (No. IKEECONF-2015-2517); Aristotle University of Thessaloniki: Thessaloniki, Greece, 2011. [Google Scholar]
- Zhou, J.; Hu, C.; Hu, S.; Yun, H.; Jiang, G.; Zhang, S. Effects of temperature on the bending performance of wood-based panels. BioResources 2012, 7, 3597–3606. [Google Scholar] [CrossRef]
- Sala, C.M.; Robles, E.; Gumowska, A.; Wronka, A.; Kowaluk, G. Influence of Moisture Content on the Mechanical Properties of Selected Wood-based Composites. BioResources 2020, 15, 5503–5513. [Google Scholar] [CrossRef]
- Antov, P.; Valchev, I.; Savov, V. Experimental and statistical modeling of the exploitation properties of eco-friendly MDF through variation of lignosulfonate concentration and hot pressing temperature. In Proceedings of the 2nd International Congress of Biorefinery of Lignocellulosic Materials (IWBLCM2019), Cordoba, Spain, 4–7 June 2019; pp. 4–7. [Google Scholar]
- Pinchevska, O.; Zavorotnuk, O.; Spirochkin, A.; Sedliačik, J.; Hrabar, I.; Oliynyk, R. Durability of kitchen furniture made from medium-density fibreboard (MDF). Acta Fac. Xylologiae Zvolen 2021, 63, 119–130. [Google Scholar]
- Savov, V.; Valchev, I.; Antov, P. Processing Factors Affecting the Exploitation Properties of Environmentally Friendly Medium Density Fibreboards Based on Lignosulfonate Adhesives. In Proceedings of the 2nd International Congress of Biorefinery of Lignocellulosic Materials (IWBLCM2019), Córdoba, Spain, 4–7 June 2019; pp. 165–169. [Google Scholar]
- Savov, V.; Antov, P. Engineering the Properties of Eco-Friendly Medium Density Fibreboards Bonded with Lignosulfonate Adhesive. Drv. Ind. Znan. Časopis Za Pitanja Drv. Tehnol. 2020, 71, 157–162. [Google Scholar] [CrossRef]
- Segovia, F.; Blanchet, P.; Barbuta, C.; Beauregard, R. Aluminum-laminated panels: Physical and Mechanical Properties. BioResources 2015, 10, 4751–4767. [Google Scholar] [CrossRef]
- Langova, N.; Joscak, P. Mechanické Vlastnosti Skrutkových Spojov Nábytkových Konštrukcií; Technická Univerzita vo Zvolene: Zvolen, Slovakia, 2018; p. 86. ISBN 978-80-228-3153-6. [Google Scholar]
- Langova, N.; Joščák, P. Mechanical properties of Confirmat screws corner joints made of native wood and wood-based composites. Ann. Wars. Univ. Life Sci. SGGW For. Wood Technol. 2019, 105, 76–84. [Google Scholar] [CrossRef]
- Máchová, E.; Langová, N.; Réh, R.; Joščák, P.; Krišťák, Ľ.; Holouš, Z.; Igaz, R.; Hitka, M. Effect of moisture content on the load carrying capacity and stiffness of corner wood-based and plastic joints. BioResources 2019, 14, 8640–8655. [Google Scholar] [CrossRef]
- Yuksel, M.; Yildirim, N.; Kasal, A.; Erdil, Y.Z.; Demirci, S. Effect of the panel type and panel thickness on moment resistance of screw-jointed corner joints and stiffness of four-member cabinets. BioResources 2014, 9, 6340–6349. [Google Scholar] [CrossRef]
- Yuksel, M.; Kasal, A.; Erdil, Y.Z.; Acar, M.; Kuşkun, T. Effects of the panel and fastener type on bending moment capacity of L-type joints for furniture cases. Pro Ligno 2015, 11, 426–443. [Google Scholar]
- Jivkov, V. Strength Characteristics of Detachable End Corner Joints Made of 12 and 16 mm Thick Panels by “Minifix” under Bending Loading, no. 1; University of Forestry: Sofia, Bulgaria, 2002; pp. 10–12. [Google Scholar]
- Atar, M.; Ozcifci, A.; Altinok, M.; Celikel, U. Determination of diagonal compression and tension performances for case furniture corner joints constructed with wood biscuits. Mater. Des. 2009, 30, 665–670. [Google Scholar] [CrossRef]
- Eckelman, C.A.; Erdil, Z. Joints design manual for furniture frames constructed of plywood and oriented strand board. In Proceedings of the 1st International Furniture Congress and Exhibition, İstanbul, Turkey, 17 August 1999. [Google Scholar]
- Eckelman, C.A.; Erdil, Z. Joint Design Manual for Furniture Frames Constructed of Plywood and Oriented Strand Board; Purdue University: West Lafayette, IN, USA; Cooperative Extension Service: Washington, DC, USA, 2000. [Google Scholar]
- Kociszewski, M. Stiffness and load capacity of biscuit corner joints. Folia For. Pol. 2005, 36, 39–47. [Google Scholar]
- Tankut, A.N.; Tankut, N. Effect of some factors on the strength of furniture corner joints constructed with wood biscuits. Turk. J. Agric. For. 2004, 28, 301–309. [Google Scholar]
- Tankut, A.N.; Tankut, N. Investigations the effects of fastener, glue, and composite material types on the strength of corner joints in case-type furniture construction. Mater. Des. 2009, 30, 4175–4182. [Google Scholar] [CrossRef]
- Vassiliou, V.; Barboutis, I. Tension strength of furniture middle joints constructed with biscuits. In Proceedings of the 10th Anniversary Conference of Engineering Design, Interior and Furniture Design, Sofia, Bulgaria, 17–18 October 2005; p. 18. [Google Scholar]
- Kyuchukov, G.; Jivkov, V. Furniture Construction. Structural Elements and Furniture Joints, 1st ed.; Bismar: Sofia, Bulgaria, 2016; 452p. [Google Scholar]
- Maleki, S.; Haftkhani, A.R.; Dalvand, M.; Faezipour, M.; Tajvidi, M. Bending moment resistance of corner joints constructed with spline under diagonal tension and compression. J. For. Res. 2012, 23, 481–490. [Google Scholar] [CrossRef]
- Norvydas, V.; Baltrušaitis, A.; Juodeikienė, I. Investigation of miter corner joint strength of case furniture from particleboard. Mater. Sci. 2012, 18, 352–357. [Google Scholar]
- Petrova, B.; Jivkov, V. Furniture from Thin Structural Elements. Part II. Furniture from Non-Wood Materials. DMT—Design, Materials, Technologies, (XXIV); Bismar: Sofia, Bulgaria, 2022; pp. 34–37. [Google Scholar]
- Šipailaitė-Ramoškienė, V.; Fataraitė, E.; Mickus, K.V.; Mažeika, R. The Adhesion, Mechanical Properties and Water Resistance of Vinyl Acetate Copolymer Based Blends. Mater. Sci. (Medžiagotyra) 2003, 9, 271. [Google Scholar]
- DIN EN 1607:2013; Thermal Insulating Products for Building Applications—Determination of Tensile Strength Perpendicular to Faces. American National Standards Institute: Washington, DC, USA, 2013.
- DIN EN 12090:2013; Thermal Insulating Products for Building Applications—Determination of Shear Behaviour. Deutsches Institut fur Normung: Berlin, Germany, 2013.
- Jivkov, V.; Marinova, A. Investigation on ultimate bending strength and stiffness under compression of corner joints from particleboard with connectors for DIY furniture. In Proceedings of the International Scientific Conference Interior and Furniture Design, Sofia, Bulgaria, 17–18 October 2005; pp. 155–165. [Google Scholar]
- Available online: https://www.xlstat.com/en (accessed on 11 September 2023).
- Krzyżaniak, Ł.; Smardzewski, J. Strength and stiffness of new designed externally invisible and demountable joints for furniture cases. Eng. Struct. 2019, 199, 109674. [Google Scholar] [CrossRef]
- Jivkov, V.; Grbac, I. Influence of the cyclic loading on bending strength of different end corner joints made of MDF. In Proceedings of the 22nd International Scientific Conference “Wood Is Good—EU Preaccession Challenges of the Sector”, Zagreb, Croatia, 21 October 2011; pp. 59–66. [Google Scholar]
- Simek, M.; Haviarova, E.; Slaven, I. Cam Connectors Stiffness and Load Capacity of Furniture Corner Joints. Symposium Furniture 2008; Technical University-Zvolen: Zvolen, Slovakia, 2008; ISBN 978-80-228-1839-1. [Google Scholar]
- Joscak, P.; Cernok, A. Load-Carrying Capacity of Demountable Furniture Joints of Chipboards; NÁBYTOK 2002; Technical University in Zvolen: Zvolen, Slovakia, 2002; ISBN 80-228-93-9. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Index * | Density, (D) kg/m3 | Thickness, (T) mm | Modulus of Elasticity, (MOE) N/mm2 | Bending Strength, (BS) N/mm2 |
|---|---|---|---|---|
| a | 703.94 | 9.13 | 10,035 | 103.85 |
| b | 821.26 | 10.73 | 9039 | 98.05 |
| c | 788.74 | 10.11 | 3533 | 34.97 |
| d | 885.77 | 11.75 | 5773 | 51.19 |
| e | 756.12 | 10.25 | 3105 | 30.97 |
| f | 777.24 | 12.14 | 3399 | 34.97 |
| g | 666.71 | 12.32 | 9105 | 86.59 |
| h | 708.96 | 12.14 | 3815 | 26.09 |
| i | 1490.37 | 10.45 | 8886 | 104.90 |
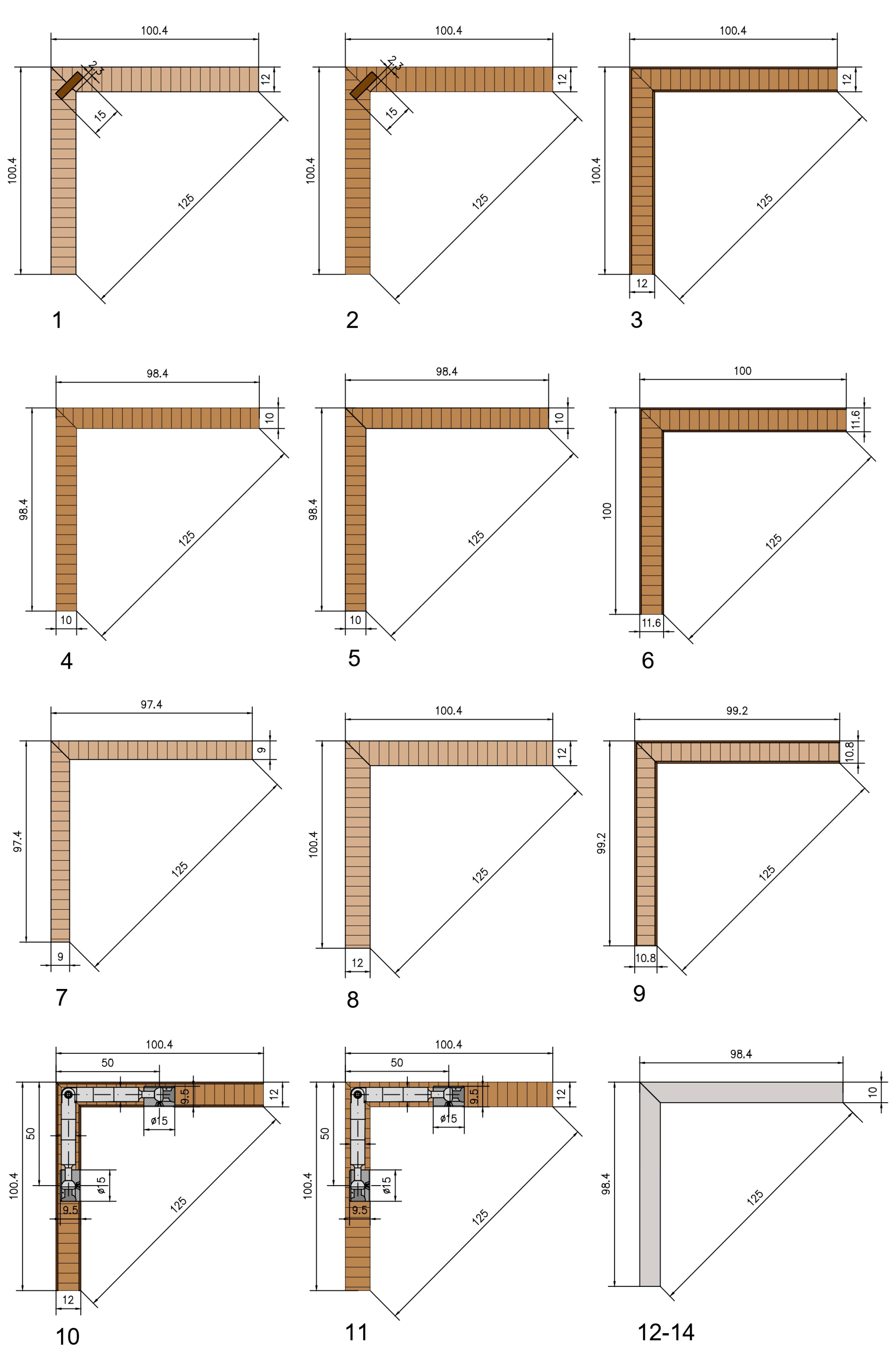
| Number According to Figure 3 | Type of the Material | Thickness of the Panels, mm | Face Material | Total Thickness δ, mm | Connecting Element/Adhesive | Index of the Joints |
|---|---|---|---|---|---|---|
| 1 | Plywood | 12 | - | 12 | Lamello L0/PVAc | 1_Ply_12 _L0 |
| 2 | MDF | 12 | - | 12 | Lamello L0/PVAc | 2_MDF_12 _L0 |
| 3 | LPB | 12 | - | 12 | PVAc | 3_LPB_12 |
| 4 | MDF | 10 | - | 10 | PVAc | 4_MDF_10 |
| 5 | MDF black | 10 | - | 10 | PVAc | 5_MDF_10_Black |
| 6 | MDF | 10 | HPL 0.8 | 11.6 | PVAc | 6_MDF_10_HPL |
| 7 | Plywood | 9 | - | 9 | PVAc | 7_Ply_9 |
| 8 | Plywood | 12 | - | 12 | PVAc | 8_Ply_12 |
| 9 | Plywood | 9 | HPL 0.8 | 10.6 | PVAc | 9_Ply_9_HPL |
| 10 | LPB | 12 | - | 12 | Minifix ø15 | 10_LPB_12_M_15 |
| 11 | MDF | 12 | - | 12 | Minifix ø15 | 11_MDF_12_M_15 |
| 12 | Compact HPL | 10 | - | 10 | Soudal SoudaBond Easy | 12_HPL_10_Comp |
| 13 | Compact HPL | 10 | - | 10 | Bison Grisly Extreme | 13_HPL_10_Comp |
| 14 | Compact HPL | 10 | - | 10 | Bison Montage Kit | 14_HPL_10_Comp |
| Ranking | Index of Joints | LS Means, N·m | Standard Error, N·m | Lower Bound (95%) | Upper Bound (95%) | Homogeneity Groups |
|---|---|---|---|---|---|---|
| 1 | 6_MDF_10_HPL | 44.23 | 1.10 | 41.87 | 46.58 | A |
| 2 | 8_Ply_12 | 37.97 | 1.51 | 34.71 | 41.22 | B |
| 3 | 4_MDF_10 | 35.37 | 0.90 | 33.43 | 37.30 | BC |
| 4 | 11_MDF_12_M_15 | 35.34 | 1.17 | 32.82 | 37.87 | BC |
| 5 | 10_LPB_12_M_15 | 34.95 | 1.12 | 32.57 | 37.33 | BC |
| 6 | 7_Ply_9 | 32.61 | 1.08 | 30.30 | 34.92 | C |
| 7 | 9_Ply_9_HPL | 31.51 | 1.85 | 27.54 | 35.49 | C |
| 8 | 5_MDF_Black | 23.61 | 0.97 | 21.45 | 25.72 | D |
| 9 | 3_LPB_12 | 21.59 | 0,51 | 20.48 | 22.70 | D |
| 10 | 13_HPL_10_Comp | 20.84 | 0.59 | 19.47 | 22.20 | D |
| 11 | 1_Ply_12_L0 | 9.07 | 0.31 | 8.39 | 9.75 | E |
| 12 | 14_HPL_10_Comp | 8.28 | 0.92 | 6.20 | 10.36 | E |
| 13 | 2_MDF_12_L0 | 8.09 | 0.36 | 7.31 | 8.87 | E |
| 14 | 12_HPL_10_Comp | 5.95 | 0.60 | 4.68 | 7.22 | E |
| Ranking | Index of the Joints | LS Means, N·m/rad | Standard Error, N·m/rad | Lower Bound (95%), N·m/rad | Upper Bound (95%), N·m/rad | Homogeneity Groups |
|---|---|---|---|---|---|---|
| 1 | 13_HPL_10_Comp | 4992.42 | 581.82 | 3676.25 | 6308.60 | A |
| 2 | 6_MDF_10_HPL | 3276.87 | 80.88 | 3103.40 | 3450.34 | B |
| 3 | 4_MDF_10 | 2615.84 | 85.83 | 2335.18 | 2712.98 | BC |
| 4 | 7_Ply_9 | 2211.96 | 128.12 | 1935.17 | 2488.75 | CD |
| 5 | 9_Ply_9_HPL | 1585.94 | 59.52 | 1480.09 | 1735.42 | DE |
| 6 | 8_Ply_12 | 1219.80 | 22.77 | 1170.59 | 1268.99 | EF |
| 7 | 14_HPL_10_Comp | 999.57 | 373.16 | 117.18 | 1881.95 | EFG |
| 8 | 5_MDF_Black | 975.46 | 22.44 | 927.34 | 1023.58 | EFG |
| 9 | 12_HPL_10_Comp | 879.10 | 182.68 | 493.69 | 1264.51 | FG |
| 10 | 3_LPB_12 | 726.26 | 18.89 | 685.74 | 766.78 | FGH |
| 11 | 2_MDF_12_L0 | 393.97 | 55.67 | 273.69 | 514.23 | GHI |
| 12 | 1_Ply_12_L0 | 299.50 | 28.13 | 238.21 | 360.797 | GHI |
| 13 | 11_MDF_12_M_15 | 35.34 | 1.17 | 32.82 | 37.87 | HI |
| 14 | 10_LPB_12_M_15 | 34.95 | 1.12 | 32.57 | 37.33 | I |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Petrova, B.; Jivkov, V.; Yavorov, N. Possibilities for Efficient Furniture Construction Made of Thin and Ultra-Thin Materials by Using Mitre Joints. Materials 2023, 16, 6855. https://doi.org/10.3390/ma16216855
Petrova B, Jivkov V, Yavorov N. Possibilities for Efficient Furniture Construction Made of Thin and Ultra-Thin Materials by Using Mitre Joints. Materials. 2023; 16(21):6855. https://doi.org/10.3390/ma16216855
Chicago/Turabian StylePetrova, Boryana, Vassil Jivkov, and Nikolay Yavorov. 2023. "Possibilities for Efficient Furniture Construction Made of Thin and Ultra-Thin Materials by Using Mitre Joints" Materials 16, no. 21: 6855. https://doi.org/10.3390/ma16216855
APA StylePetrova, B., Jivkov, V., & Yavorov, N. (2023). Possibilities for Efficient Furniture Construction Made of Thin and Ultra-Thin Materials by Using Mitre Joints. Materials, 16(21), 6855. https://doi.org/10.3390/ma16216855