


Influence of Pulsed Arc Parameters on the Tig Welding Process for the Stainless Steel Duplex UNS S31803


 and
and
Abstract
:1. Introduction
2. Materials and Methods
- -
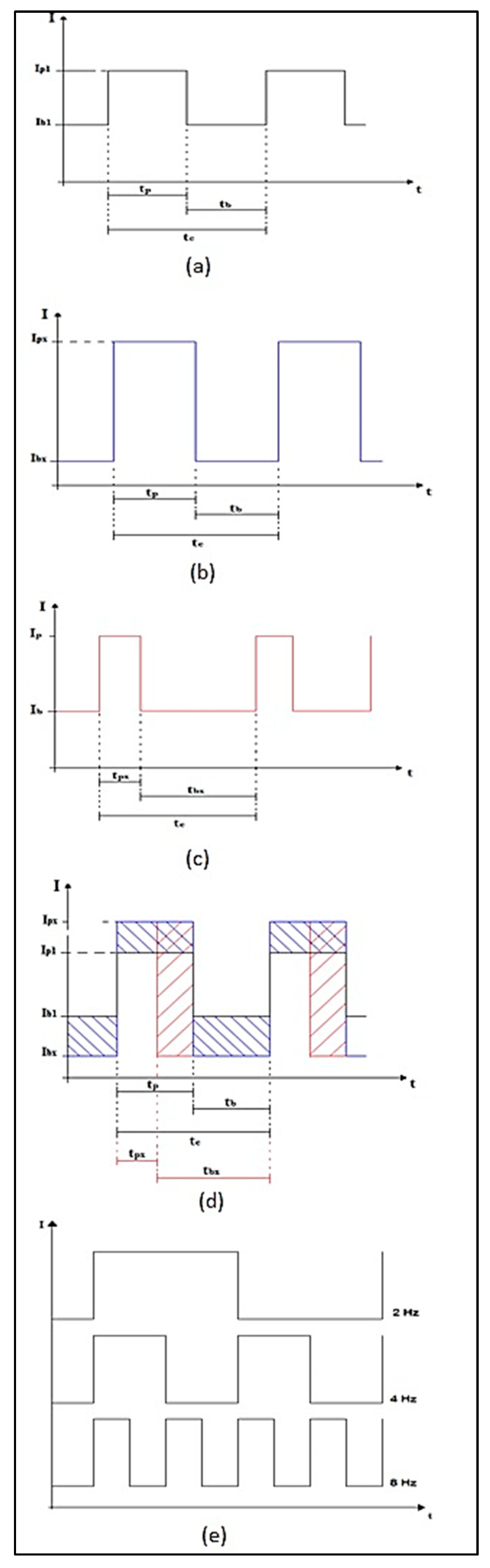
- For analysis of the base and peak current values (Delta I):
- -
- For baseline and peak current time analysis (RC—Cyclic Ratio):
- -
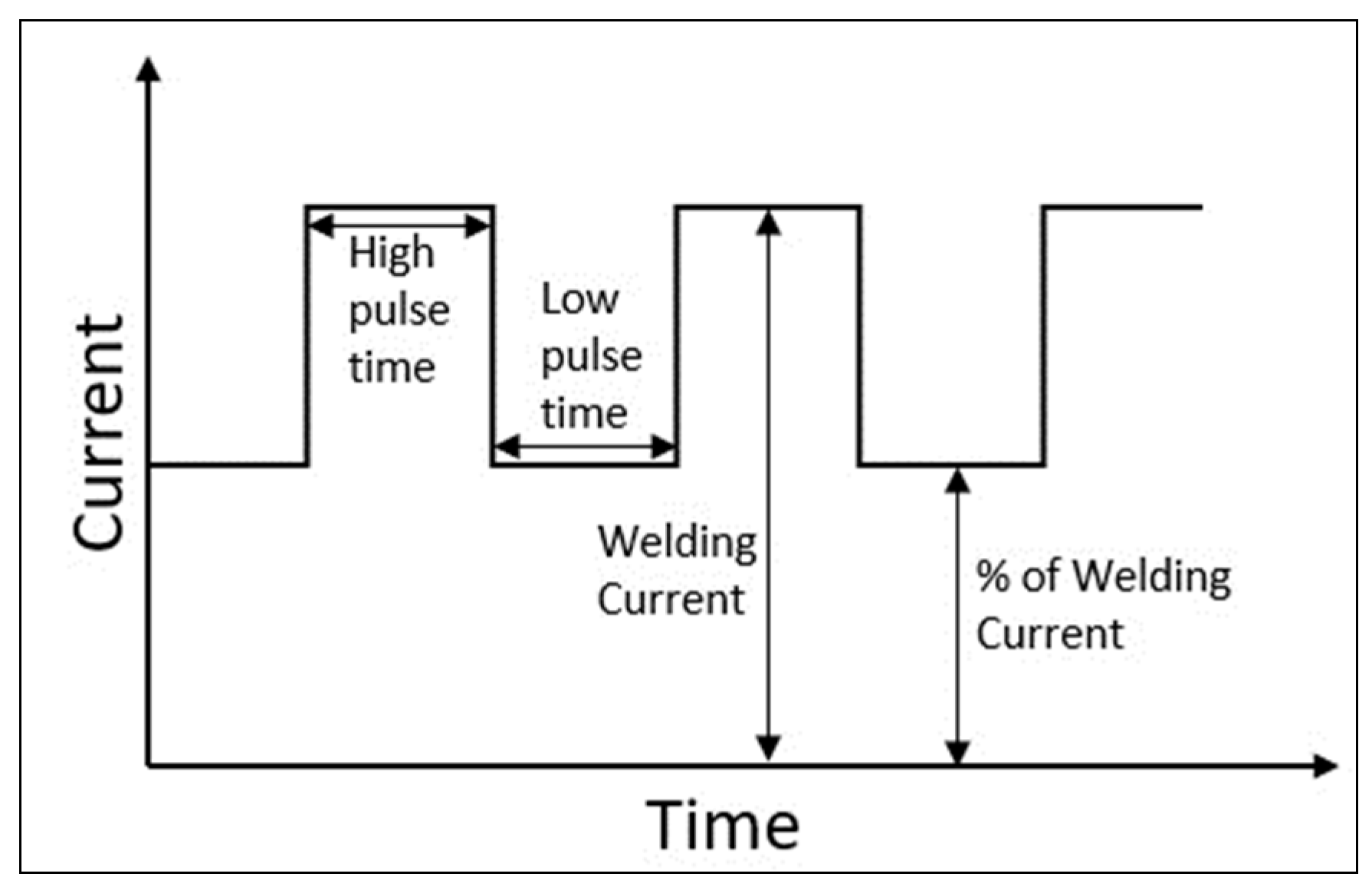
- For pulsation analysis (Frequency):
- Ip—Peak current or high current;
- Ib—Base current or low current;
- tc—Pulse time (period);
- tp—Peak current time;
- tb—Base current time.
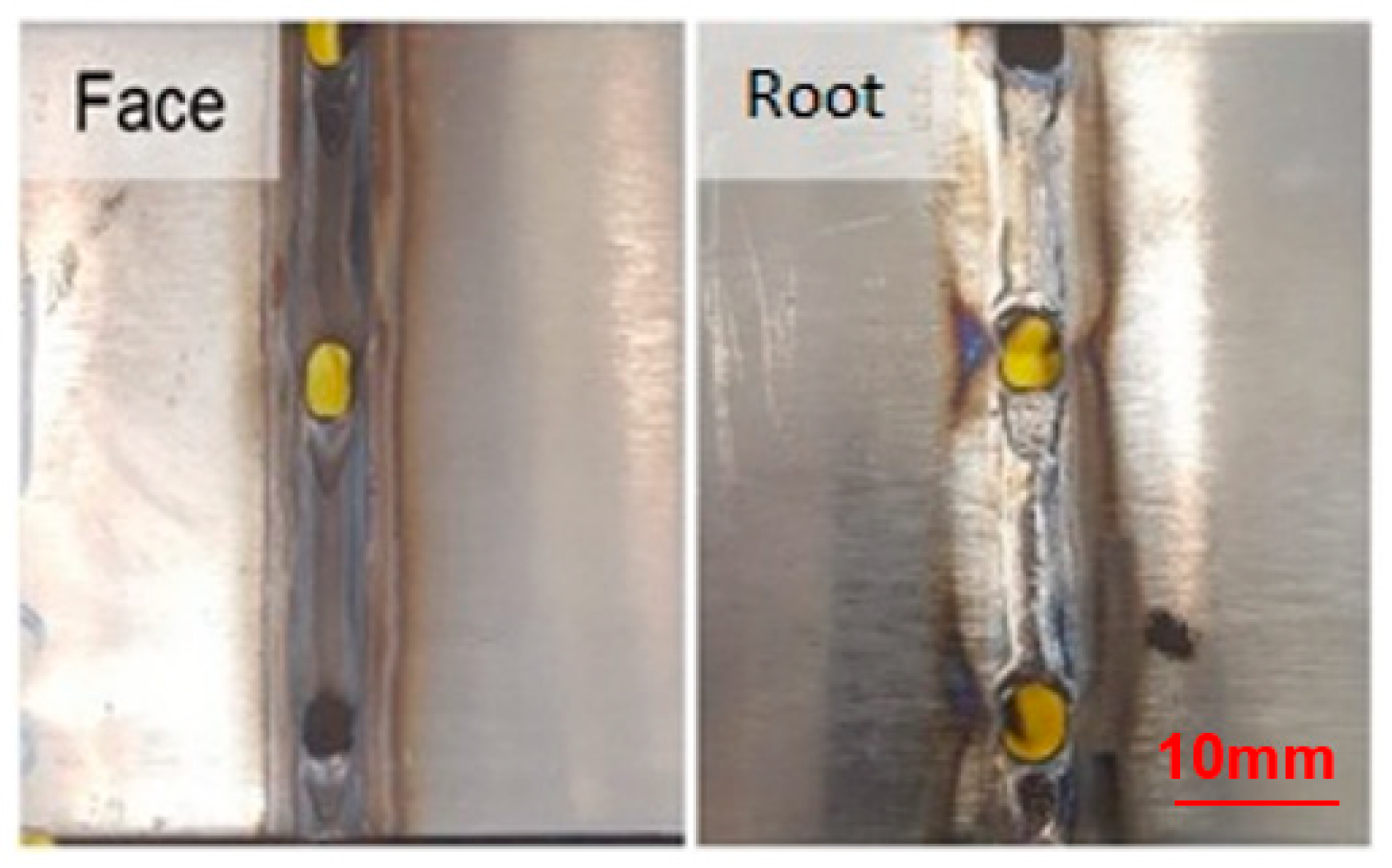
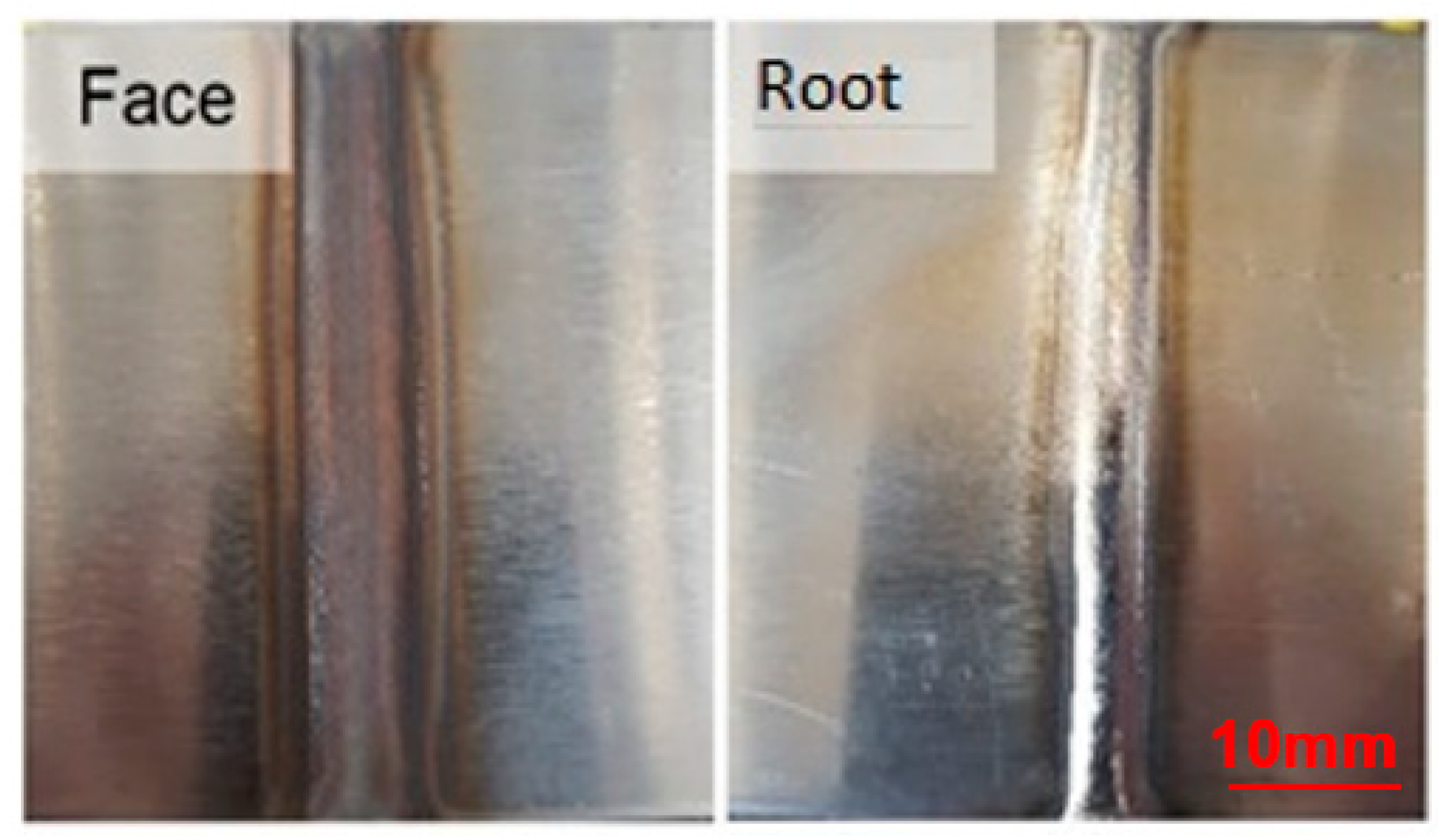
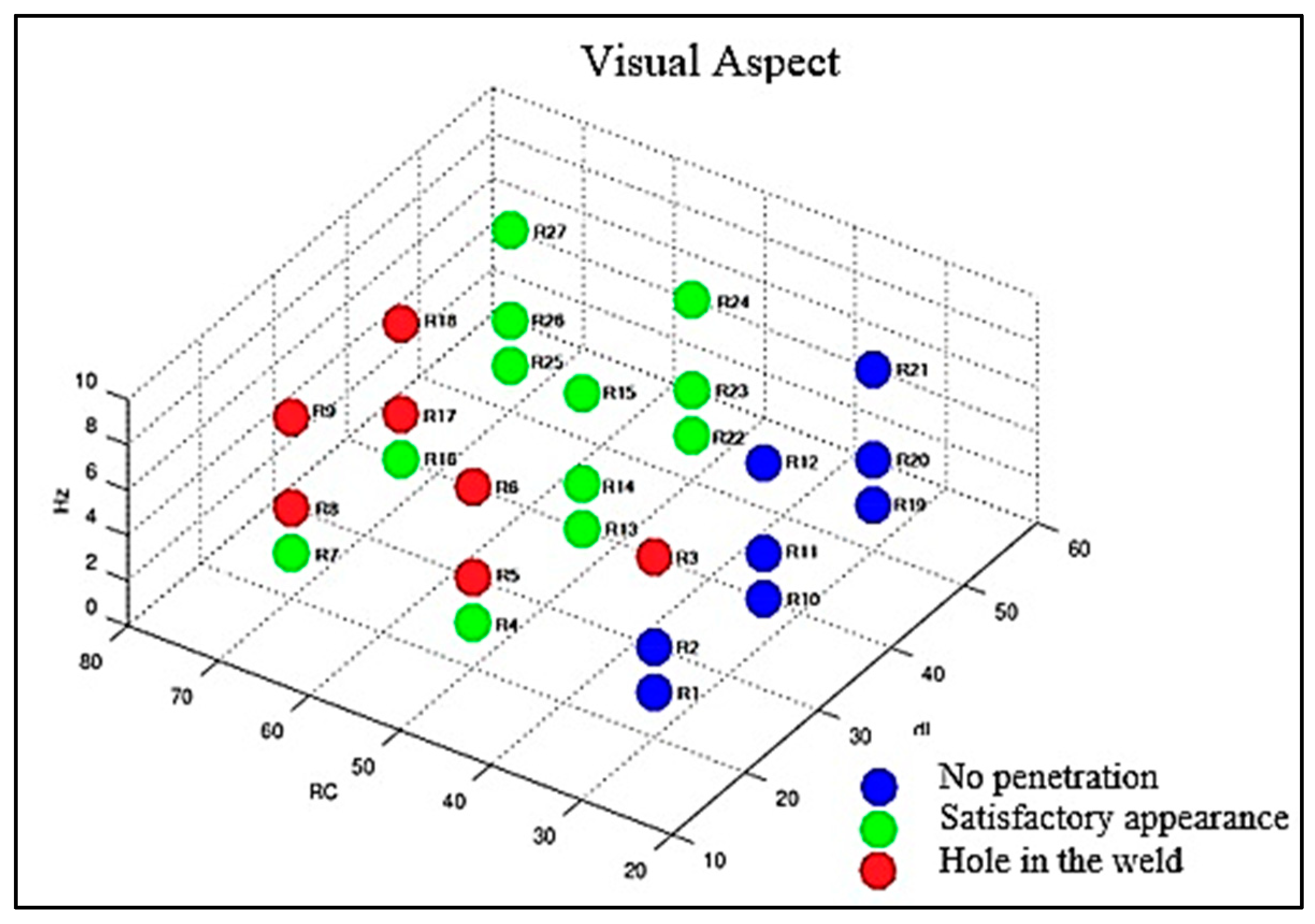
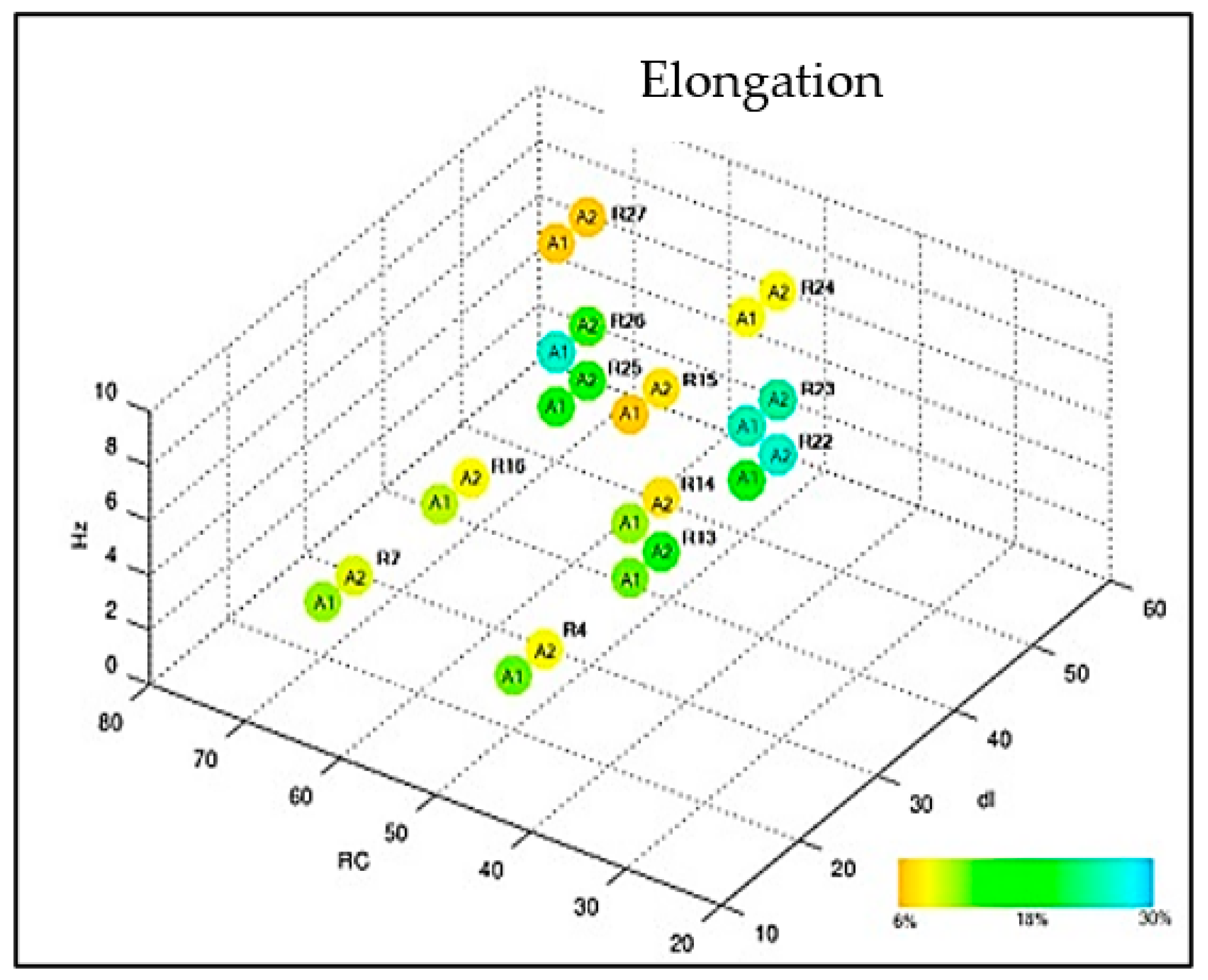
3. Results and Discussion
3.1. Frequency Variation
3.2. Variation in the Cyclic Ratio
3.3. Variation in Delta I
4. Conclusions
5. Importance and Relevance
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Oliveira, I.P.G.; Luz, T.S. Study of the manufacturing process of UNS 32304 duplex stainless steel flexible pipes used in the oil and gas industry. Soldag. Insp. 2013, 18, 2–11. [Google Scholar] [CrossRef]
- Maurya, A.K.; Chhibber, R.; Pandey, C. Heat Input Effect on Dissimilar Super Duplex Stainless Steel (UNS S32750) and Nitronic Steel (N 50) Gas Tungsten Arc Weld: Mechanism, Microstructure, and Mechanical Properties. J. Mater. Eng. Perform. 2023, 32, 5283–5316. [Google Scholar] [CrossRef]
- Neto, A.G.; Martin, C.A. Flexible Pipes: Influence of the Pressure Armor in the Wet Collapse Resistance. In Proceedings of the 30th International Conference on Ocean, Offshore and Arctic Engineering, Rotterdam, The Netherlands, 19–24 June 2011; pp. 4–7. [Google Scholar]
- Tavares, S.S.M.; Scandian, C.; Pardal, J.M.; Luz, T.S.; Silva, F.J. Failure analysis of duplex stainless steel weld used in flexible pipes in off shore oil production. Eng. Fail. Anal. 2010, 6, 1500–1506. [Google Scholar] [CrossRef]
- Michalska, J.; Sozanska, M. Qualitative and quantitative analysis of σ and χ phases in 2205 duplex stainless steels. Mater. Charact. 2006, 56, 355–362. [Google Scholar] [CrossRef]
- Wainer, E.; Brandi, S.D.; Mello, F.D.H. Welding Processes and Metallurgy, 6th ed.; Wiley Online Library: New York, NY, USA, 2008. [Google Scholar]
- Liu, J.; Niu, H.; He, Y.; Zhang, Y.; Sun, X. Research on Welding Process of Duplex Stainless Steel S31803. J. Physics. Conf. Ser. 2023, 2469, 12007. [Google Scholar] [CrossRef]
- Wang, J.; Lu, M.; Zhang, L.; Chang, W.; Xu, L.; Hu, L. Effect of welding process on the microstructure and properties of dissimilar weld joints between low alloy steel and duplex stainless steel. Int. J. Miner. Metall. Mater. 2012, 19, 518–524. [Google Scholar] [CrossRef]
- Ferreira, J.A. Good practices in welding Duplex and Superduplex Stainless Steels, using the GTAW process. ENSOLD 2012, 4–9. [Google Scholar]
- Loureiro, J.P. Characterization of Duplex Stainless Steel UNS S31803 by the Non-Destructive Technique of Pulsed Eddy Currents. Bachelor’s Thesis, Universidade do Rio de Janeiro, Rio de Janeiro, Brazil, 2010. pp. 20–25. [Google Scholar]
- Silva, A.L.V.C.; Mei, P.R. Special Steels and Alloys, 3rd ed.; Editora Edgard Blücher: São Paulo, Brazil, 2011; 664p, ISBN 9788521205180. [Google Scholar]
- Lo, K.; Shek, C.; Lai, J. Recent developments in stainless steels. Mater. Sci. Eng. R Rep. 2009, 65, 39–104. [Google Scholar] [CrossRef]
- Honggang, Z.; Xiangru, C.; Lu, A.; Qijie, Z. Effect of cooling rate on solidification structure and linear contraction of a duplex stainless steel. Res. Amp. Dev. 2012, 9, 239–243. [Google Scholar]
- Senatore, M.; Finzetto, L.; Perea, E. Comparative study between duplex stainless steel and the stainless AISI 304L/316L. Rev. Esc. De Minas 2007, 60, 175–181. [Google Scholar] [CrossRef]
- Gunn, R.N. Duplex Stainless Steels—Microstructure, Properties and Applications; Woodhead Publishing Ltd.: Cambridge, UK, 1997; 204p. [Google Scholar]
- Armas, I.A.; Moreuil, S.D. Duplex Stainless Steels; ISTE Ltd.: London, UK; John Wiley & Sons Inc.: Hoboken, NJ, USA, 2009; 447p. [Google Scholar]
- Yuan, J.T.; Zhang, H.H.; Fu, A.Q.; Yin, C.X.; Zhu, M.; Lv, N.X.; Xu, X.Q.; Miao, J. Insights into the corrosion perforation of UNS S32205 duplex stainless steel weld in gas transportation pipelines. Mater. Corros. 2017, 68, 858–867. [Google Scholar] [CrossRef]
- Quackatz, L.; Griesche, A.; Kannengiesser, T. In situ investigation of chemical composition during TIG welding in duplex stainless steels using Laser-Induced Breakdown Spectroscopy (LIBS). Forces Mech. 2022, 6, 100063. [Google Scholar] [CrossRef]
- Kliauga, A.M.; Pohl, M. Effect of plasma nitriding on wear and pitting corrosion resistance of X2 CrNiMoN 2205 3 duplex stainless steel. Surf. Coat. Technol. 1998, 98, 1205–1210. [Google Scholar] [CrossRef]
- Moura, V.S.; Lima, D.L.; Pardal, M.J.; Kina, A.Y.; Corte, R.R.A.; Tavares, S.S.M. Influence of microstructure on the corrosion resistance of the duplex stainless steel UNS S31803. Mater. Charact. 2008, 59, 1127–1132. [Google Scholar] [CrossRef]
- Deng, B.; Jiang, Y.M.; Gao, J.; Li, J. Effect of annealing treatment on microstructure evolution and the associated corrosion behavior of a super-duplex stainless steel. J. Alloys Compd. 2010, 493, 461–464. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, Z.; Jiang, Y.; Tan, H.; Han, D.; Guo, Y.; Li, J. Effect of post-weld heat treatment on microstructure evolution and pitting corrosion behavior of UNS S 31803 duplex stainless steel. Corros. Sci. 2012, 62, 42–50. [Google Scholar] [CrossRef]
- Bracarense, A.Q. TIG Welding Process—GTAW. 2000; pp. 8–11. [Google Scholar]
- Wang, A.; Chiu, P.K.; Yang, J.; Fang, J. Gamma phase transformation in pulsed GTAW weld metal of duplex stainless steel. Mater. Sci. Eng. A 2006, 420, 26–33. [Google Scholar] [CrossRef]
- Mondal, S.; Nandi, G.; Pal, P.K. Parametric optimization of TIG welding of duplex stainless steel without filler rod by PCA method. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Sanya, China, 12–14 November 2021; p. 1017. [Google Scholar]
- Liao, J. Nitride precipitation in weld TAZs of a duplex stainless steel. ISIJ Int. 2001, 41, 460–467. [Google Scholar] [CrossRef]
- Souza, D.D.B.G.; Vilarinho, L.O.; Hubner, H.B. Quantitative Analysis of the Phases Present in Duplex Stainless Steel UNS S31803 Welded by the Conventional Short-Circuit MIG/MAG Process. Weld. Insp. 2019, 25. [Google Scholar]
- ASME Boiler and Pressure Vessel Code, Qualification Standard for Welding and Brazing Procedures, Welders, Brazers, and Welding and Brazing Operators; Section IX, 187; ASME: New York, NY, USA, 2018.
- Fraga, F.B. Weldability Studies and Parameter Optimization with 2205 Duplex Stainless Steel Rolled Using the Autogenous TIG Process. Master’s Thesis, Federal Institute of Espírito Santo—IFES, Vitória, ES, Brazil, 2017; 187p. [Google Scholar]
- Pinheiro, F.W. Effect of Thermal Solubilization Treatment on Microstructure and Corrosion Resistance of Joints Welded with The Autogenous Tig Process in Stainless Steel Duplex Uns S31803. Master’s Thesis, Universidade Estadual do Norte Fluminense Darcy Ribeiro—UENF, Campos dos Goytacazes, Brazil, 2021; 123p. [Google Scholar]
- Souza, L.M.; Pereira, E.C. Structure, Properties and Characterization of Duplex Stainless Steel s31803 Subjected to Corrosive Media of Hydrochloric Acid, Ferric Chloride and Sulfuric Acid. Master’s Thesis, State University of Norte Fluminense Darcy Ribeiro—UENF, Campos dos Goytacazes, Brazil, 2020; 115p. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Mn | Si | Cr | Ni | P | S | Mo |
|---|---|---|---|---|---|---|---|---|
| % | 0.03 | 2.0 | 1.0 | 21.0–23.0 | 4.5–6.5 | 0.03 | 0.02 | 2.5–3.5 |
| UNS | σp0.2(MPa) | σm(MPa) | A% |
|---|---|---|---|
| S31803 | 450 | 620 | 25 |
| Adjustment | Delta I (A) | CR (%) | Frequency (Hz) | Peak Current (A) | Base Current (A) | Torch Speed (mm/min) |
|---|---|---|---|---|---|---|
| 1 | 20 | 30 | 2 | 180 | 36 | 250 |
| 2 | 20 | 30 | 4 | 180 | 36 | 250 |
| 3 | 20 | 30 | 8 | 180 | 36 | 250 |
| 4 | 20 | 50 | 2 | 180 | 36 | 250 |
| 5 | 20 | 50 | 4 | 180 | 36 | 250 |
| 6 | 20 | 50 | 8 | 180 | 36 | 250 |
| 7 | 20 | 70 | 2 | 180 | 36 | 250 |
| 8 | 20 | 70 | 4 | 180 | 36 | 250 |
| 9 | 20 | 70 | 8 | 180 | 36 | 250 |
| 10 | 35 | 30 | 2 | 160 | 56 | 250 |
| 11 | 35 | 30 | 4 | 160 | 56 | 250 |
| 12 | 35 | 30 | 8 | 160 | 56 | 250 |
| 13 | 35 | 50 | 2 | 160 | 56 | 250 |
| 14 | 35 | 50 | 4 | 160 | 56 | 250 |
| 15 | 35 | 50 | 8 | 160 | 56 | 250 |
| 16 | 35 | 70 | 2 | 160 | 56 | 250 |
| 17 | 35 | 70 | 4 | 160 | 56 | 250 |
| 18 | 35 | 70 | 8 | 160 | 56 | 250 |
| 19 | 50 | 30 | 2 | 144 | 72 | 250 |
| 20 | 50 | 30 | 4 | 144 | 72 | 250 |
| 21 | 50 | 30 | 8 | 144 | 72 | 250 |
| 22 | 50 | 50 | 2 | 144 | 72 | 250 |
| 23 | 50 | 50 | 4 | 144 | 72 | 250 |
| 24 | 50 | 50 | 8 | 144 | 72 | 250 |
| 25 | 50 | 70 | 2 | 144 | 72 | 250 |
| 26 | 50 | 70 | 4 | 144 | 72 | 250 |
| 27 | 50 | 70 | 8 | 144 | 72 | 250 |
| Adjustment | Visual Aspect | S1 | S2 | S3 | S4 | S5 | |||
|---|---|---|---|---|---|---|---|---|---|
| Tension (MPa) | Elong. (%) | Tension (MPa) | Elong. (%) | Bending | % Ferrite FZ | % Ferrite HAZ | |||
| 1 | Rootless | - | - | - | - | - | - | - | - |
| 2 | Rootless | - | - | - | - | - | - | - | - |
| 3 | Hole | - | - | - | - | - | - | - | - |
| 4 | Good | 759.12 | 14 | 744.69 | 10 | OK | OK | 54.32 | 61.14 |
| 5 | Hole | - | - | - | - | - | - | - | - |
| 6 | Hole | - | - | - | - | - | - | - | - |
| 7 | Good | 753.15 | 13 | 740.52 | 11 | OK | OK | 63.14 | 67.04 |
| 8 | Hole | - | - | - | - | - | - | - | - |
| 9 | Hole | - | - | - | - | - | - | - | - |
| 10 | Rootless | - | - | - | - | - | - | - | - |
| 11 | Rootless | - | - | - | - | - | - | - | - |
| 12 | Rootless | - | - | - | - | - | - | - | - |
| 13 | Good | 758.84 | 14 | 758.41 | 16 | OK | OK | 52 | 56.46 |
| 14 | Good | 775.77 | 13 | 742.98 | 9 | OK | OK | 53.95 | 60.39 |
| 15 | Good | 752.41 | 8 | 750.30 | 9 | OK | OK | 56.54 | 61.83 |
| 16 | Good | 743.49 | 12 | 735.38 | 10 | OK | OK | 63.05 | 60.55 |
| 17 | Hole | - | - | - | - | - | - | - | - |
| 18 | Hole | - | - | - | - | - | - | - | - |
| 19 | Rootless | - | - | - | - | - | - | - | - |
| 20 | Rootless | - | - | - | - | - | - | - | - |
| 21 | Rootless | - | - | - | - | - | - | - | - |
| 22 | Good | 766.19 | 18 | 761.70 | 28 | OK | OK | 48.86 | 53.32 |
| 23 | Good | 768.35 | 27 | 759.29 | 26 | OK | OK | 53.51 | 62.02 |
| 24 | Good | 747.3 | 10 | 747.88 | 10 | OK | OK | 55.85 | 63.95 |
| 25 | Good | 753.08 | 16 | 756.77 | 16 | OK | OK | 54.42 | 55.60 |
| 26 | Good | 770.22 | 28 | 749.04 | 15 | OK | OK | 53.62 | 61.55 |
| 27 | Good | 737.29 | 8 | 734.57 | 8 | OK | OK | 53.64 | 57.60 |
| Frequency Study, Maintaining RC And Delta I | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Group | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| N° Regions | 1,2 e 3 | 4, 5 e 6 | 7, 8 e 9 | 10, 11 e 12 | 13, 14 e 15 | 16, 17 e 18 | 19, 20 e 21 | 22, 23 e 24 | 25, 26 e 27 |
| CR Study, Maintaining Frequency And Delta I | |||||||||
| Group | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 |
| N° Regions | 1, 4 e 7 | 2, 5 e 8 | 3, 6 e 9 | 10, 13 e 16 | 11, 14 e 17 | 12, 15 e 18 | 19, 22 e 25 | 20, 23 e 26 | 21, 24 e 27 |
| Delta I Study, Maintaining RC And Frequency | |||||||||
| Group | 19 | 20 | 2 | 22 | 23 | 24 | 25 | 26 | 27 |
| N° Regions | 1, 10 e 19 | 2, 11 e 20 | 3, 12 e 21 | 4, 13 e 22 | 5, 14 e 23 | 6, 15 e 24 | 7, 16 e 25 | 8, 17 e 26 | 9, 18 e 27 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Generoso, V.M.A.; Souza, L.M.d.; Pereira, E.C.; Monteiro, S.N.; de Azevedo, A.R.G. Influence of Pulsed Arc Parameters on the Tig Welding Process for the Stainless Steel Duplex UNS S31803. Materials 2023, 16, 6870. https://doi.org/10.3390/ma16216870
Generoso VMA, Souza LMd, Pereira EC, Monteiro SN, de Azevedo ARG. Influence of Pulsed Arc Parameters on the Tig Welding Process for the Stainless Steel Duplex UNS S31803. Materials. 2023; 16(21):6870. https://doi.org/10.3390/ma16216870
Chicago/Turabian StyleGeneroso, Vinicius Marques Alves, Lucas Menezes de Souza, Elaine Cristina Pereira, Sergio N. Monteiro, and Afonso R. G. de Azevedo. 2023. "Influence of Pulsed Arc Parameters on the Tig Welding Process for the Stainless Steel Duplex UNS S31803" Materials 16, no. 21: 6870. https://doi.org/10.3390/ma16216870
APA StyleGeneroso, V. M. A., Souza, L. M. d., Pereira, E. C., Monteiro, S. N., & de Azevedo, A. R. G. (2023). Influence of Pulsed Arc Parameters on the Tig Welding Process for the Stainless Steel Duplex UNS S31803. Materials, 16(21), 6870. https://doi.org/10.3390/ma16216870