
Mechanisms of Heat-Treatment-Induced Cracking in Additively Manufactured IN738 Alloy

 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Results
4. Discussion
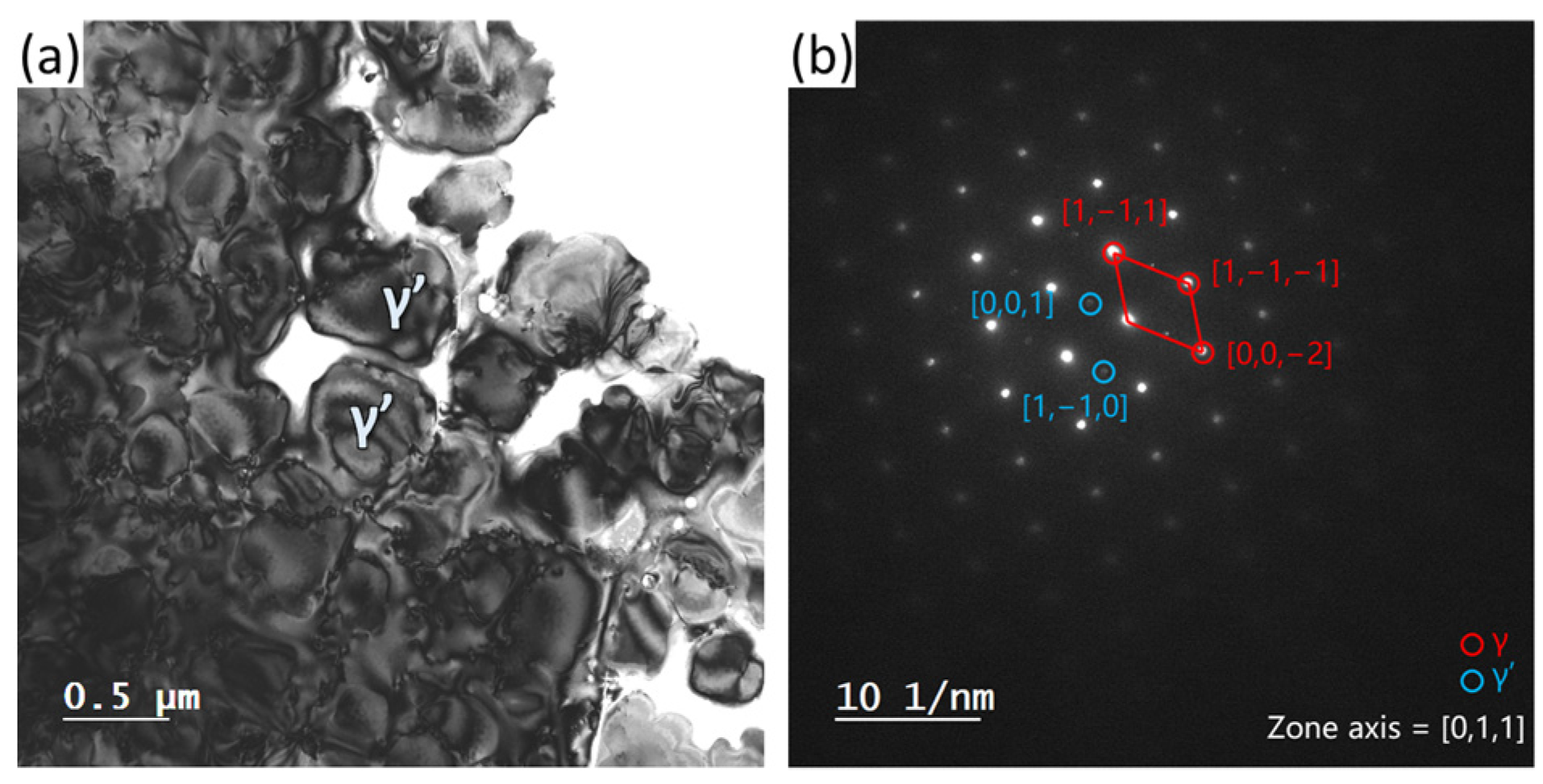
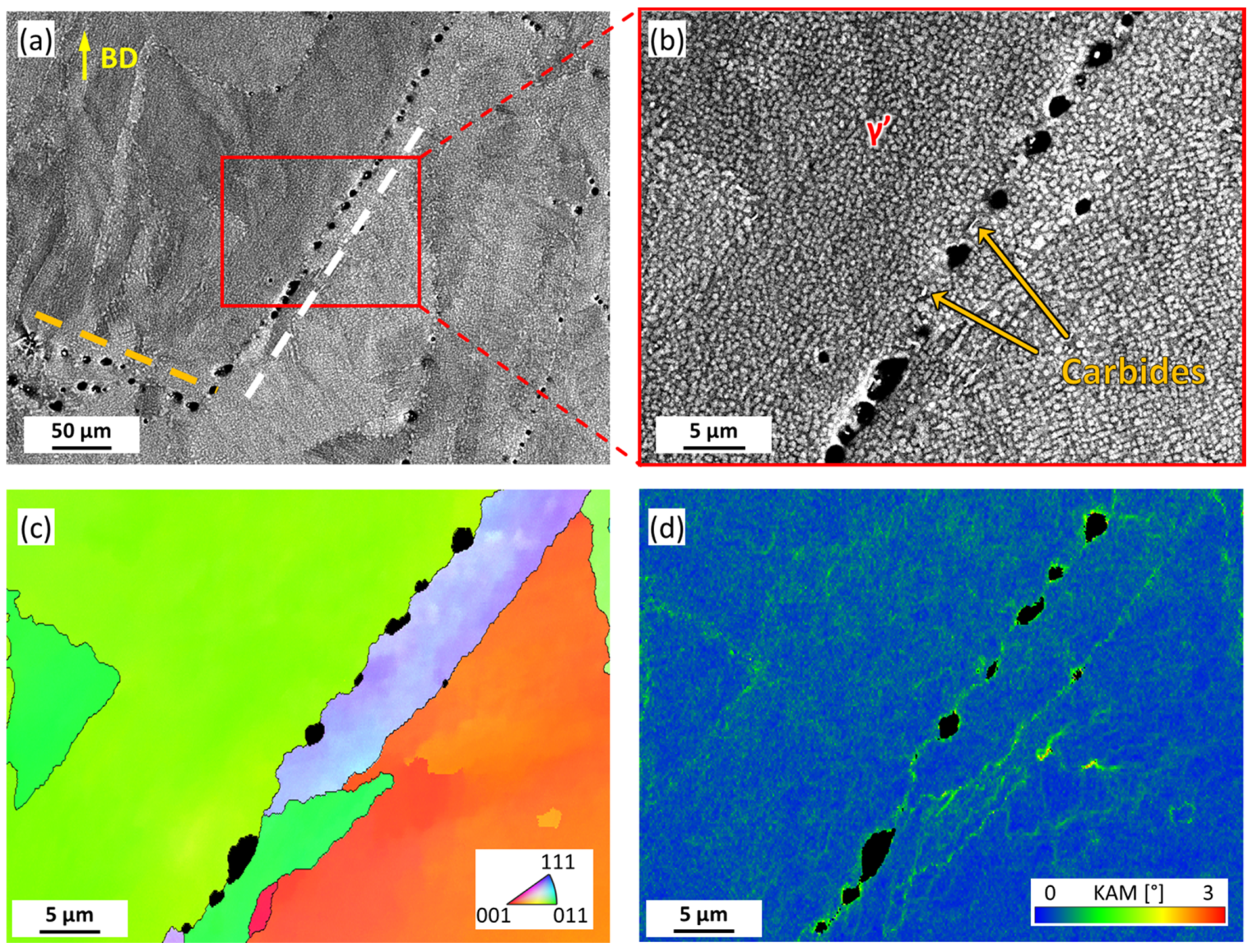
4.1. The Effect of Precipitates
4.2. The Effect of Pores
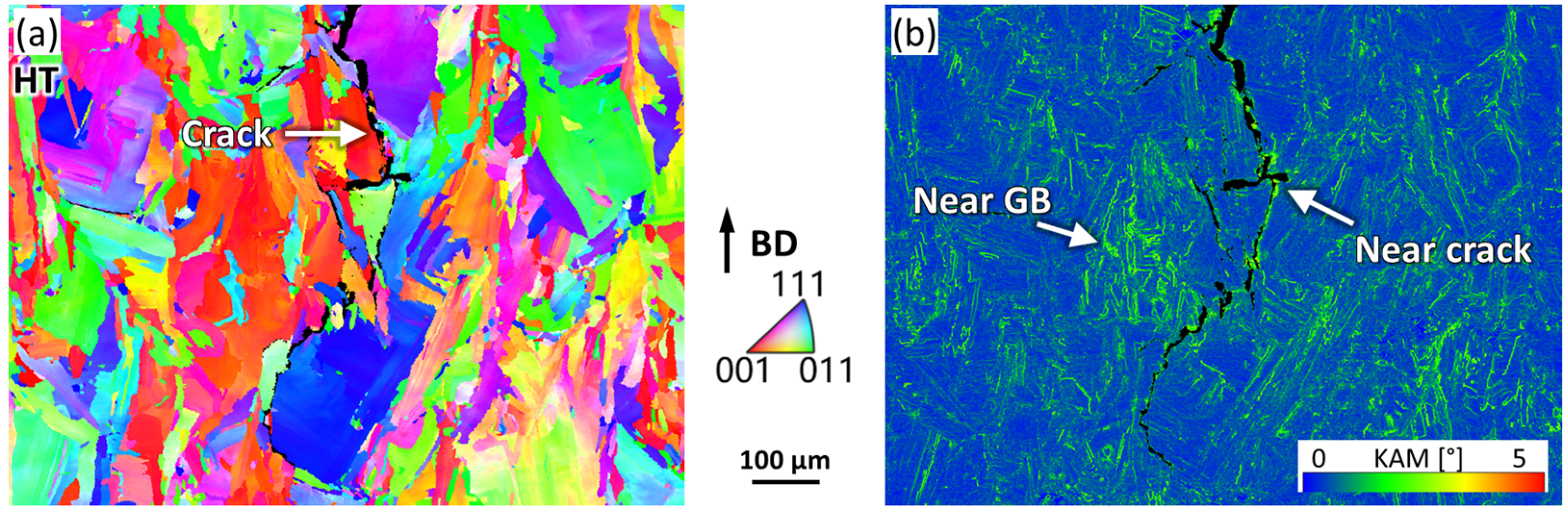
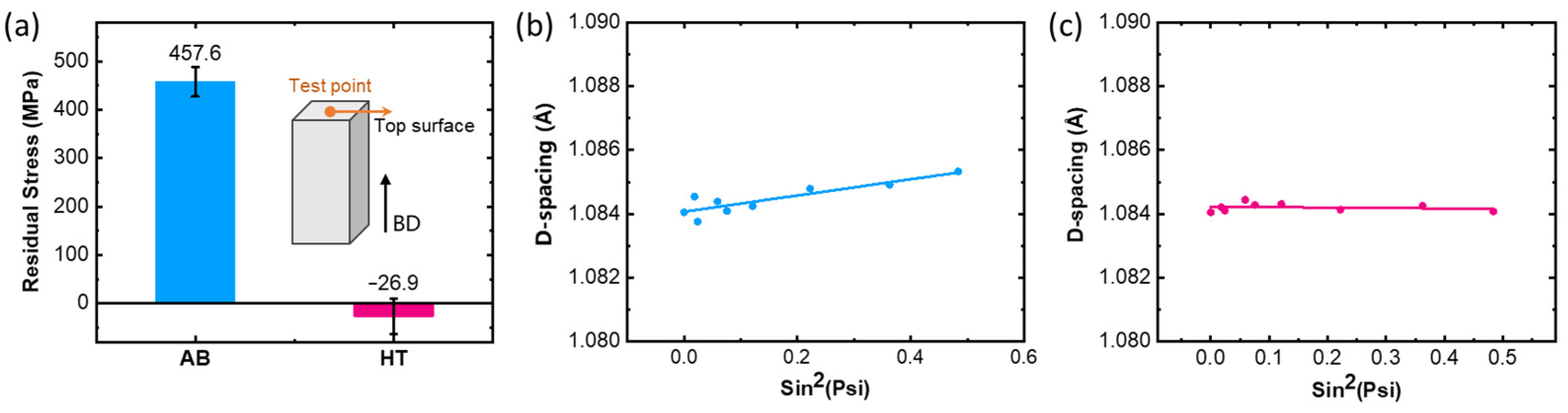
4.3. The Effect of Residual Stress
5. Conclusions
- (i)
- The heat-treatment-induced cracking in the present study is attributed to strain-age cracking.
- (ii)
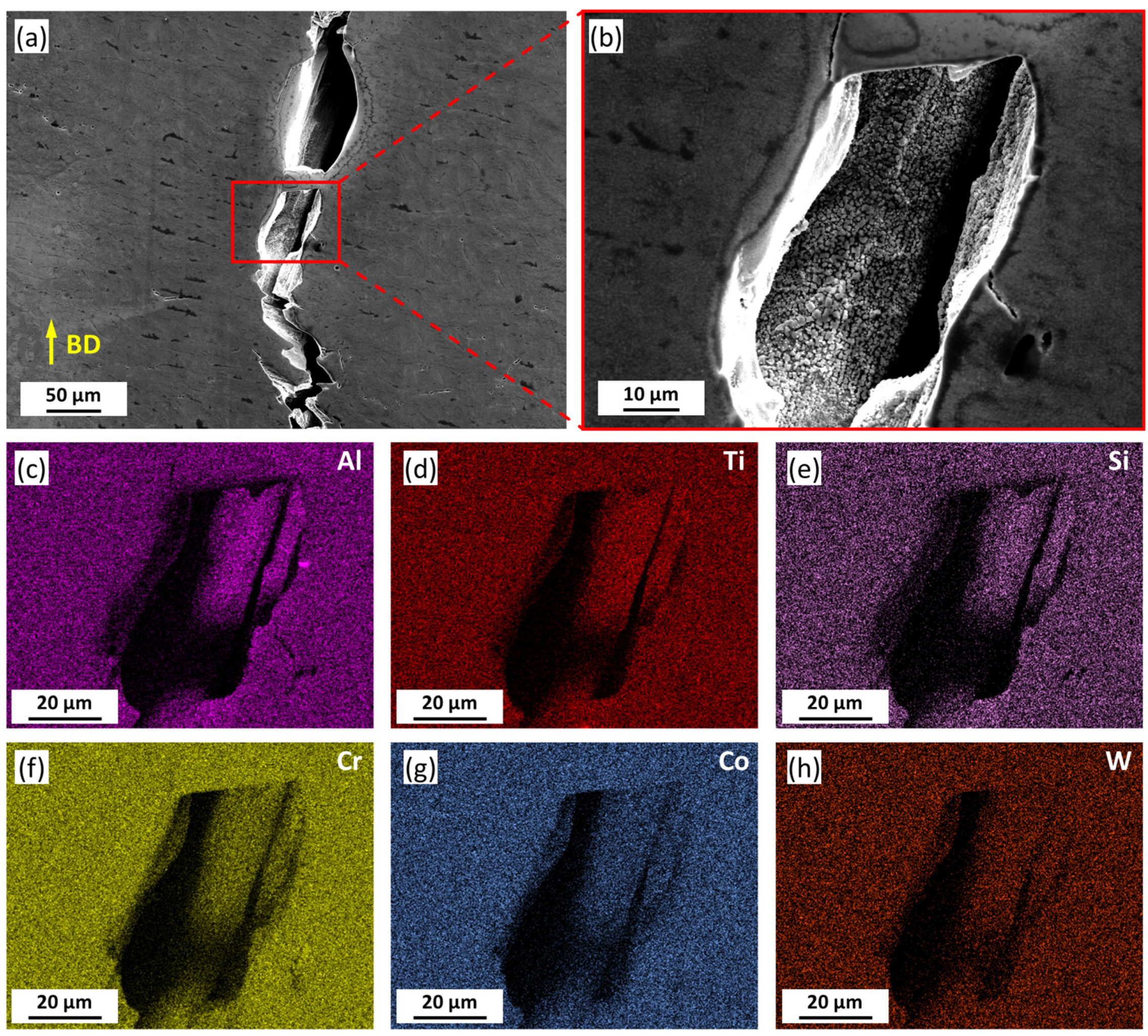
- The crack propagated was driven by the superimposition of contraction stress induced by precipitation and residual stress induced by the LPBF process. The former is facilitated by local enrichment of Ti and Al in the early stage of heat treatment when the residual stress is not fully relieved by heat treatment.
- (iii)
- The formation of large-sized pores after heat treatment is attributed to the reopening of compressed argon bubbles. The pores weaken the grain boundaries and provide fast channels for cracking.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Vakili-Tahami, F.; Adibeig, M.R. Investigating the Possibility of Replacing IN 738LC Gas Turbine Blades with IN 718. J. Mech. Sci. Technol. 2015, 29, 4167–4178. [Google Scholar] [CrossRef]
- Reed, R.C. The Superalloys: Fundamentals and Applications; Cambridge University Press: Cambridge, UK, 2006; ISBN 978-0-521-85904-2. [Google Scholar]
- Dupont, J.N.; Lippold, J.C.; Kiser, S.D. Welding Metallurgy and Weldability of Nickel-Base Alloys; Wiley-Interscience: Hoboken, NJ, USA, 2009; ISBN 978-0-470-08714-5. [Google Scholar]
- Singamneni, S.; Lv, Y.; Hewitt, A.; Chalk, R.; Thomas, W.; Jordison, D. Additive Manufacturing for the Aircraft Industry: A Review. J. Aerosp. Eng. 2019, 8, 215. [Google Scholar] [CrossRef]
- Blakey-Milner, B.; Gradl, P.; Snedden, G.; Brooks, M.; Pitot, J.; Lopez, E.; Leary, M.; Berto, F.; du Plessis, A. Metal Additive Manufacturing in Aerospace: A Review. Mater. Des. 2021, 209, 110008. [Google Scholar] [CrossRef]
- Volpato, G.M.; Tetzlaff, U.; Fredel, M.C. A Comprehensive Literature Review on Laser Powder Bed Fusion of Inconel Superalloys. Addit. Manuf. 2022, 55, 102871. [Google Scholar] [CrossRef]
- Mostafaei, A.; Ghiaasiaan, R.; Ho, I.-T.; Strayer, S.; Chang, K.-C.; Shamsaei, N.; Shao, S.; Paul, S.; Yeh, A.-C.; Tin, S.; et al. Additive Manufacturing of Nickel-Based Superalloys: A State-of-the-Art Review on Process-Structure-Defect-Property Relationship. Prog. Mater. Sci. 2023, 136, 101108. [Google Scholar] [CrossRef]
- Feenstra, D.R.; Banerjee, R.; Fraser, H.L.; Huang, A.; Molotnikov, A.; Birbilis, N. Critical Review of the State of the Art in Multi-Material Fabrication via Directed Energy Deposition. Curr. Opin. Solid State Mater. Sci. 2021, 25, 100924. [Google Scholar] [CrossRef]
- Hu, Y.L.; Lin, X.; Song, K.; Jiang, X.Y.; Yang, H.O.; Huang, W.D. Effect of Heat Input on Cracking in Laser Solid Formed DZ4125 Superalloy. Opt. Laser Technol. 2016, 86, 1–7. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, H.; Xu, L.; Xu, J.; Ren, X.; Chen, X. Cracking Mechanism and Susceptibility of Laser Melting Deposited Inconel 738 Superalloy. Mater. Des. 2019, 183, 108105. [Google Scholar] [CrossRef]
- Ramakrishnan, A.; Dinda, G.P. Direct Laser Metal Deposition of Inconel 738. Mater. Sci. Eng. A 2019, 740–741, 1–13. [Google Scholar] [CrossRef]
- Xu, J.; Lin, X.; Guo, P.; Hu, Y.; Wen, X.; Xue, L.; Liu, J.; Huang, W. The Effect of Preheating on Microstructure and Mechanical Properties of Laser Solid Forming IN-738LC Alloy. Mater. Sci. Eng. A 2017, 691, 71–80. [Google Scholar] [CrossRef]
- Zhang, L.-C.; Liu, Y.; Li, S.; Hao, Y. Additive Manufacturing of Titanium Alloys by Electron Beam Melting: A Review. Adv. Eng. Mater. 2018, 20, 1700842. [Google Scholar] [CrossRef]
- Körner, C. Additive Manufacturing of Metallic Components by Selective Electron Beam Melting—A Review. Int. Mater. Rev. 2016, 61, 361–377. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, X.; Wang, G.B.; Shen, J.; Zhang, G.Q.; Li, Y.P.; Yan, M. Selective Laser Melting of the Hard-to-Weld IN738LC Superalloy: Efforts to Mitigate Defects and the Resultant Microstructural and Mechanical Properties. J. Alloys Compd. 2019, 807, 151662. [Google Scholar] [CrossRef]
- Zhou, W.; Tian, Y.; Tan, Q.; Qiao, S.; Luo, H.; Zhu, G.; Shu, D.; Sun, B. Effect of Carbon Content on the Microstructure, Tensile Properties and Cracking Susceptibility of IN738 Superalloy Processed by Laser Powder Bed Fusion. Addit. Manuf. 2022, 58, 103016. [Google Scholar] [CrossRef]
- Xu, J.; Ding, Y.; Gao, Y.; Wang, H.; Hu, Y.; Zhang, D. Grain Refinement and Crack Inhibition of Hard-to-Weld Inconel 738 Alloy by Altering the Scanning Strategy during Selective Laser Melting. Mater. Des. 2021, 209, 109940. [Google Scholar] [CrossRef]
- Cloots, M.; Uggowitzer, P.J.; Wegener, K. Investigations on the Microstructure and Crack Formation of IN738LC Samples Processed by Selective Laser Melting Using Gaussian and Doughnut Profiles. Mater. Des. 2016, 89, 770–784. [Google Scholar] [CrossRef]
- Shaikh, A.S.; Schulz, F.; Minet-Lallemand, K.; Hryha, E. Microstructure and Mechanical Properties of Haynes 282 Superalloy Produced by Laser Powder Bed Fusion. Mater. Today Commun. 2021, 26, 102038. [Google Scholar] [CrossRef]
- Rickenbacher, L.; Etter, T.; Hövel, S.; Wegener, K. High Temperature Material Properties of IN738LC Processed by Selective Laser Melting (SLM) Technology. Rapid Prototyp. J. 2013, 19, 282–290. [Google Scholar] [CrossRef]
- Sotov, A.V.; Agapovichev, A.V.; Smelov, V.G.; Kokareva, V.V.; Dmitrieva, M.O.; Melnikov, A.A.; Golanov, S.P.; Anurov, Y.M. Investigation of the IN-738 Superalloy Microstructure and Mechanical Properties for the Manufacturing of Gas Turbine Engine Nozzle Guide Vane by Selective Laser Melting. Int. J. Adv. Manuf. Technol. 2020, 107, 2525–2535. [Google Scholar] [CrossRef]
- Boswell, J. Development of Aero Engine Component Manufacturing Using Laser Additive Manufacturing; MERLIN, European Commission: Essen, Germany, 2014. [Google Scholar]
- Peng, H.; Shi, Y.; Gong, S.; Guo, H.; Chen, B. Microstructure, Mechanical Properties and Cracking Behaviour in a Γ’-Precipitation Strengthened Nickel-Base Superalloy Fabricated by Electron Beam Melting. Mater. Des. 2018, 159, 155–169. [Google Scholar] [CrossRef]
- Shakil, S.I.; Smith, N.R.; Yoder, S.P.; Ross, B.E.; Alvarado, D.J.; Hadadzadeh, A.; Haghshenas, M. Post Fabrication Thermomechanical Processing of Additive Manufactured Metals: A Review. J. Manuf. Process. 2022, 73, 757–790. [Google Scholar] [CrossRef]
- Harrison, N.J.; Todd, I.; Mumtaz, K. Reduction of Micro-Cracking in Nickel Superalloys Processed by Selective Laser Melting: A Fundamental Alloy Design Approach. Acta Mater. 2015, 94, 59–68. [Google Scholar] [CrossRef]
- Platl, J.; Bodner, S.; Hofer, C.; Landefeld, A.; Leitner, H.; Turk, C.; Nielsen, M.-A.; Demir, A.G.; Previtali, B.; Keckes, J.; et al. Cracking Mechanism in a Laser Powder Bed Fused Cold-Work Tool Steel: The Role of Residual Stresses, Microstructure and Local Elemental Concentrations. Acta Mater. 2022, 225, 117570. [Google Scholar] [CrossRef]
- Tang, Y.T.; Panwisawas, C.; Ghoussoub, J.N.; Gong, Y.; Clark, J.W.G.; Németh, A.A.N.; Mccartney, D.G.; Reed, R.C. Alloys-by-Design: Application to New Superalloys for Additive Manufacturing. Acta Mater. 2021, 202, 417–436. [Google Scholar] [CrossRef]
- Zhang, L.; Li, Y.; Zhang, S.; Zhang, Q. Selective Laser Melting of IN738 Superalloy with a Low Mn+Si Content: Effect of Energy Input on Characteristics of Molten Pool, Metallurgical Defects, Microstructures and Mechanical Properties. Mater. Sci. Eng. A 2021, 826, 141985. [Google Scholar] [CrossRef]
- Jena, A.; Atabay, S.E.; Brochu, M. Microstructure and Mechanical Properties of Crack-Free Inconel 738 Fabricated by Laser Powder Bed Fusion. Mater. Sci. Eng. A 2022, 850, 143524. [Google Scholar] [CrossRef]
- Chauvet, E.; Kontis, P.; Jägle, E.A.; Gault, B.; Raabe, D.; Tassin, C.; Blandin, J.-J.; Dendievel, R.; Vayre, B.; Abed, S.; et al. Hot Cracking Mechanism Affecting a Non-Weldable Ni-Based Superalloy Produced by Selective Electron Beam Melting. Acta Mater. 2018, 142, 82–94. [Google Scholar] [CrossRef]
- Boswell, J.H.; Clark, D.; Li, W.; Attallah, M.M. Cracking during Thermal Post-Processing of Laser Powder Bed Fabricated CM247LC Ni-Superalloy. Mater. Des. 2019, 174, 107793. [Google Scholar] [CrossRef]
- Olakanmi, E.O. Selective Laser Sintering/Melting (SLS/SLM) of Pure Al, Al-Mg, and Al-Si Powders: Effect of Processing Conditions and Powder Properties. J. Mater. Process. Technol. 2013, 213, 1387–1405. [Google Scholar] [CrossRef]
- Hu, Y.; Kang, W.; Zhang, H.; Chu, C.; Wang, L.; Hu, Y.; Ding, Y.; Zhang, D. Hot Corrosion Behavior of IN738LC Alloy Formed by Selective Laser Melting. Corros. Sci. 2022, 198, 110154. [Google Scholar] [CrossRef]
- Zhang, L.; Li, Y.; Zhang, Q.; Zhang, S. Microstructure Evolution, Phase Transformation and Mechanical Properties of IN738 Superalloy Fabricated by Selective Laser Melting under Different Heat Treatments. Mater. Sci. Eng. A 2022, 844, 142947. [Google Scholar] [CrossRef]
- Sanchez, S.; Smith, P.; Xu, Z.; Gaspard, G.; Hyde, C.J.; Wits, W.W.; Ashcroft, I.A.; Chen, H.; Clare, A.T. Powder Bed Fusion of Nickel-Based Superalloys: A Review. Int. J. Mach. Tools Manuf. 2021, 165, 103729. [Google Scholar] [CrossRef]
- Pantleon, W. Resolving the Geometrically Necessary Dislocation Content by Conventional Electron Backscattering Diffraction. Scr. Mater. 2008, 58, 994–997. [Google Scholar] [CrossRef]
- Wang, H.; Han, K.; Peng, F.; Zhang, B. Strain-Age Cracking in Vacuum Electron Beam Welded IN738LC Alloy during Post-Weld Heat Treatment. Vacuum 2021, 194, 110588. [Google Scholar] [CrossRef]
- Grant, B.M.B.; Francis, E.M.; Quinta da Fonseca, J.; Daymond, M.R.; Preuss, M. Deformation Behaviour of an Advanced Nickel-Based Superalloy Studied by Neutron Diffraction and Electron Microscopy. Acta Mater. 2012, 60, 6829–6841. [Google Scholar] [CrossRef]
- Xu, J.; Gruber, H.; Boyd, R.; Jiang, S.; Peng, R.L.; Moverare, J.J. On the Strengthening and Embrittlement Mechanisms of an Additively Manufactured Nickel-Base Superalloy. Materialia 2020, 10, 100657. [Google Scholar] [CrossRef]
- Liu, T.; Xia, S.; Li, H.; Zhou, B.; Bai, Q. Effect of the Pre-Existing Carbides on the Grain Boundary Network during Grain Boundary Engineering in a Nickel Based Alloy. Mater. Charact. 2014, 91, 89–100. [Google Scholar] [CrossRef]
- Leung, C.L.A.; Marussi, S.; Atwood, R.C.; Towrie, M.; Withers, P.J.; Lee, P.D. In Situ X-Ray Imaging of Defect and Molten Pool Dynamics in Laser Additive Manufacturing. Nat. Commun. 2018, 9, 1355. [Google Scholar] [CrossRef]
- Tammas-Williams, S.; Withers, P.J.; Todd, I.; Prangnell, P.B. Porosity Regrowth during Heat Treatment of Hot Isostatically Pressed Additively Manufactured Titanium Components. Scr. Mater. 2016, 122, 72–76. [Google Scholar] [CrossRef]
- Li, W.; Qian, D.; Mysore Nagaraja, K.; Sun, C. Modeling Study of Porosity’s Effect on Grain Evolution during Directed Energy Deposition. Mater. Lett. 2022, 307, 131009. [Google Scholar] [CrossRef]
- Taheri, M.; Halvaee, A.; Kashani-Bozorg, S.F. Effect of Pre- and Post-Weld Heat Treatment on Microstructure and Mechanical Properties of GTD-111 Superalloy Welds. Met. Mater. Int. 2021, 27, 1173–1192. [Google Scholar] [CrossRef]
- Zhang, G.; Xiao, C.; Taheri, M. Effect of Nd:YAG Pulsed Laser Welding Process on the Liquation and Strain-Age Cracking in GTD-111 Superalloy. J. Manuf. Process. 2020, 52, 66–78. [Google Scholar] [CrossRef]
- Kazempour-Liasi, H.; Tajally, M.; Abdollah-Pour, H. Effects of Pre- and Post-Weld Heat Treatment Cycles on the Liquation and Strain-Age Cracking of IN939 Superalloy. Eng. Res. Express 2019, 1, 025026. [Google Scholar] [CrossRef]
- Fang, Z.-C.; Wu, Z.-L.; Huang, C.-G.; Wu, C.-W. Review on Residual Stress in Selective Laser Melting Additive Manufacturing of Alloy Parts. Opt. Laser Technol. 2020, 129, 106283. [Google Scholar] [CrossRef]
- Bartlett, J.L.; Li, X. An Overview of Residual Stresses in Metal Powder Bed Fusion. Addit. Manuf. 2019, 27, 131–149. [Google Scholar] [CrossRef]
- Bertini, L.; Bucchi, F.; Frendo, F.; Moda, M.; Monelli, B.D. Residual Stress Prediction in Selective Laser Melting A Critical Review of Simulation Strategies. Int. J. Adv. Manuf. Technol. 2019, 105, 609–636. [Google Scholar] [CrossRef]
- Phan, T.Q.; Strantza, M.; Hill, M.R.; Gnaupel-Herold, T.H.; Heigel, J.; D’Elia, C.R.; Dewald, A.T.; Clausen, B.; Pagan, D.C.; Ko, J.Y.P.; et al. Elastic Residual Strain and Stress Measurements and Corresponding Part Deflections of 3D Additive Manufacturing Builds of IN625 AM-Bench Artifacts Using Neutron Diffraction, Synchrotron X-Ray Diffraction, and Contour Method. Integr. Mater. Manuf. Innov. 2019, 8, 318–334. [Google Scholar] [CrossRef]
- Pant, P.; Salvemini, F.; Proper, S.; Luzin, V.; Simonsson, K.; Sjöström, S.; Hosseini, S.; Peng, R.L.; Moverare, J. A Study of the Influence of Novel Scan Strategies on Residual Stress and Microstructure of L-Shaped LPBF IN718 Samples. Mater. Des. 2022, 214, 110386. [Google Scholar] [CrossRef]
- Serrano-Munoz, I.; Fritsch, T.; Mishurova, T.; Trofimov, A.; Apel, D.; Ulbricht, A.; Kromm, A.; Hesse, R.; Evans, A.; Bruno, G. On the Interplay of Microstructure and Residual Stress in LPBF IN718. J. Mater. Sci. 2021, 56, 5845–5867. [Google Scholar] [CrossRef]
- Malmelöv, A.; Hassila, C.-J.; Fisk, M.; Wiklund, U.; Lundbäck, A. Numerical Modeling and Synchrotron Diffraction Measurements of Residual Stresses in Laser Powder Bed Fusion Manufactured Alloy 625. Mater. Des. 2022, 216, 110548. [Google Scholar] [CrossRef]
- Pant, P.; Proper, S.; Luzin, V.; Sjöström, S.; Simonsson, K.; Moverare, J.; Hosseini, S.; Pacheco, V.; Peng, R.L. Mapping of Residual Stresses in As-Built Inconel 718 Fabricated by Laser Powder Bed Fusion: A Neutron Diffraction Study of Build Orientation Influence on Residual Stresses. Addit. Manuf. 2020, 36, 101501. [Google Scholar] [CrossRef]
- Goel, S.; Neikter, M.; Capek, J.; Polatidis, E.; Colliander, M.H.; Joshi, S.; Pederson, R. Residual Stress Determination by Neutron Diffraction in Powder Bed Fusion-Built Alloy 718: Influence of Process Parameters and Post-Treatment. Mater. Des. 2020, 195, 109045. [Google Scholar] [CrossRef]
- Syed, A.K.; Ahmad, B.; Guo, H.; Machry, T.; Eatock, D.; Meyer, J.; Fitzpatrick, M.E.; Zhang, X. An Experimental Study of Residual Stress and Direction-Dependence of Fatigue Crack Growth Behaviour in as-Built and Stress-Relieved Selective-Laser-Melted Ti6Al4V. Mater. Sci. Eng. A 2019, 755, 246–257. [Google Scholar] [CrossRef]
- Zhou, W.; Tian, Y.; Wei, D.; Tan, Q.; Kong, D.; Luo, H.; Huang, W.; Zhu, G.; Shu, D.; Mi, J.; et al. Effects of Heat Treatments on the Microstructure and Tensile Properties of IN738 Superalloy with High Carbon Content Fabricated via Laser Powder Bed Fusion. J. Alloys Compd. 2023, 953, 170110. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ni | Al | Ti | Cr | Co | Mo | Nb | Ta | W | Zr | B | C |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| wt. % | Bal. | 3.4 | 3.4 | 16.0 | 8.5 | 1.8 | 0.9 | 1.7 | 2.6 | 0.05 | 0.01 | 0.11 |
| Element | Fe | C | Mn | P | S | Si | Cr | Ni | Mo | N |
|---|---|---|---|---|---|---|---|---|---|---|
| wt. % | Bal. | 0.08 | 2.00 | 0.045 | 0.03 | 0.75 | 16–18 | 10–14 | 2–3 | 0.1 |
| Laser Power | Scan Speed | Layer Thickness | Hatch Length | Scan Strategy |
|---|---|---|---|---|
| 280 W | 980 mm/s | 40 μm | 100 μm | 67° rotation |
| Sample | Element | Ni | Al | Ti | Cr | Co | Mo | Nb | Ta | W |
|---|---|---|---|---|---|---|---|---|---|---|
| AB | wt. % | Bal. | 3.37 | 3.70 | 16.08 | 8.34 | 1.68 | 0.86 | 2.21 | 3.38 |
| at. % | Bal. | 7.18 | 4.44 | 17.79 | 8.14 | 1.01 | 0.53 | 0.70 | 1.06 | |
| HT | wt. % | Bal. | 3.37 | 3.70 | 16.06 | 8.37 | 1.67 | 0.83 | 2.26 | 3.26 |
| at. % | Bal. | 7.17 | 4.44 | 17.77 | 8.16 | 1.00 | 0.52 | 0.72 | 1.03 |
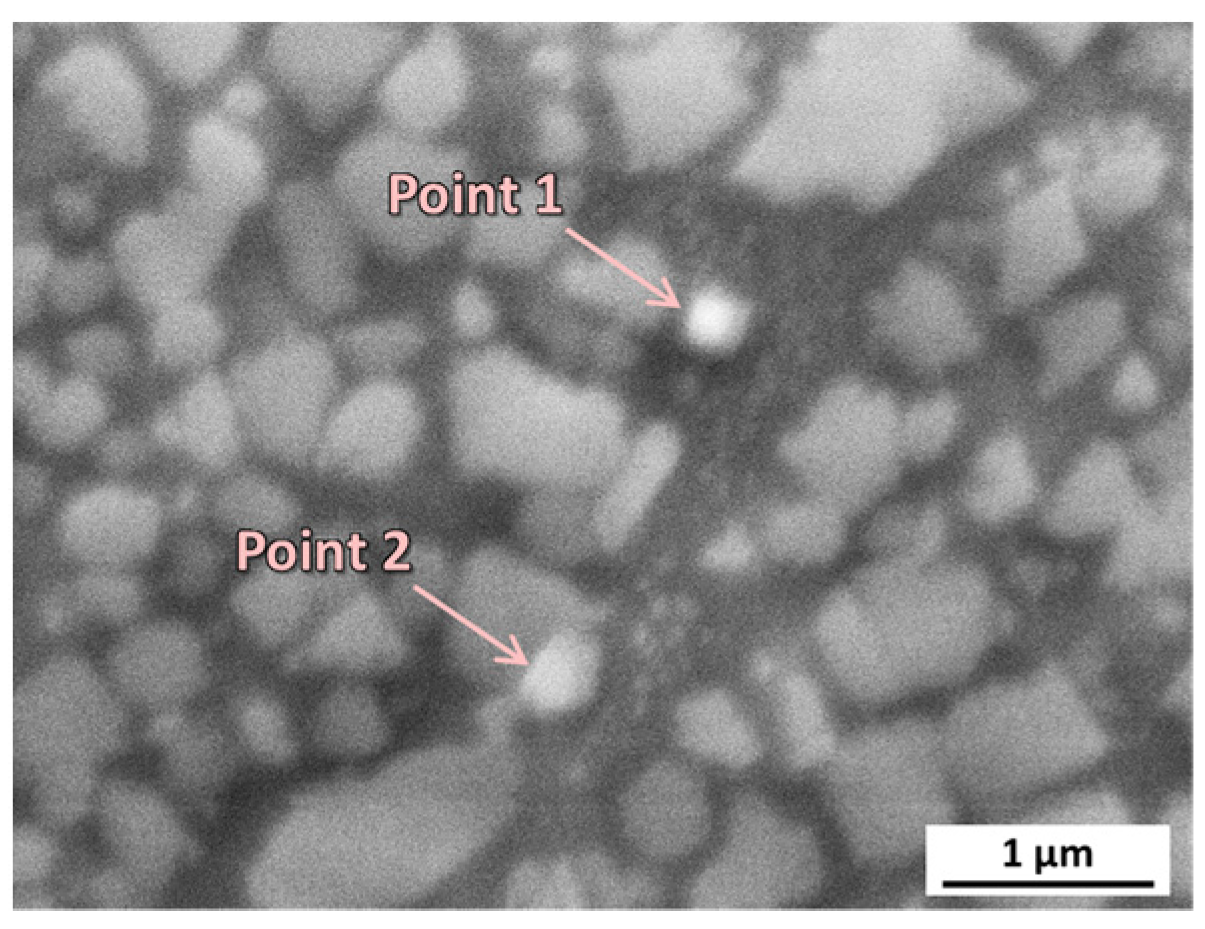
| Position | Element | Ni | Al | Ti | Cr | Co | Mo | Nb | Ta | W |
|---|---|---|---|---|---|---|---|---|---|---|
| Point 1 | wt. % | Bal. | 1.02 | 10.87 | 16.33 | 7.24 | 0.80 | 3.33 | 8.92 | 2.16 |
| Point 2 | wt. % | Bal. | 0.97 | 13.90 | 15.50 | 6.58 | 0.73 | 4.53 | 11.94 | 2.05 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Miao, K.; Ding, Z.; Li, R.; Ji, X.; Duan, X.; Yao, R.; Chen, P.; Wu, H. Mechanisms of Heat-Treatment-Induced Cracking in Additively Manufactured IN738 Alloy. Materials 2023, 16, 7316. https://doi.org/10.3390/ma16237316
Miao K, Ding Z, Li R, Ji X, Duan X, Yao R, Chen P, Wu H. Mechanisms of Heat-Treatment-Induced Cracking in Additively Manufactured IN738 Alloy. Materials. 2023; 16(23):7316. https://doi.org/10.3390/ma16237316
Chicago/Turabian StyleMiao, Kesong, Ziyi Ding, Rengeng Li, Xia Ji, Xiutao Duan, Rui Yao, Peng Chen, and Hao Wu. 2023. "Mechanisms of Heat-Treatment-Induced Cracking in Additively Manufactured IN738 Alloy" Materials 16, no. 23: 7316. https://doi.org/10.3390/ma16237316
APA StyleMiao, K., Ding, Z., Li, R., Ji, X., Duan, X., Yao, R., Chen, P., & Wu, H. (2023). Mechanisms of Heat-Treatment-Induced Cracking in Additively Manufactured IN738 Alloy. Materials, 16(23), 7316. https://doi.org/10.3390/ma16237316