
Rutting Performance Evaluation of BMD Surface Mixtures with Conventional and High RAP Contents under Full-Scale Accelerated Testing

Abstract
:1. Introduction
1.1. Virginia BMD Efforts
1.2. Rutting Performance Evaluation
1.3. Background on Accelerated Pavement Testing
2. Objective and Scope
3. Research Significance
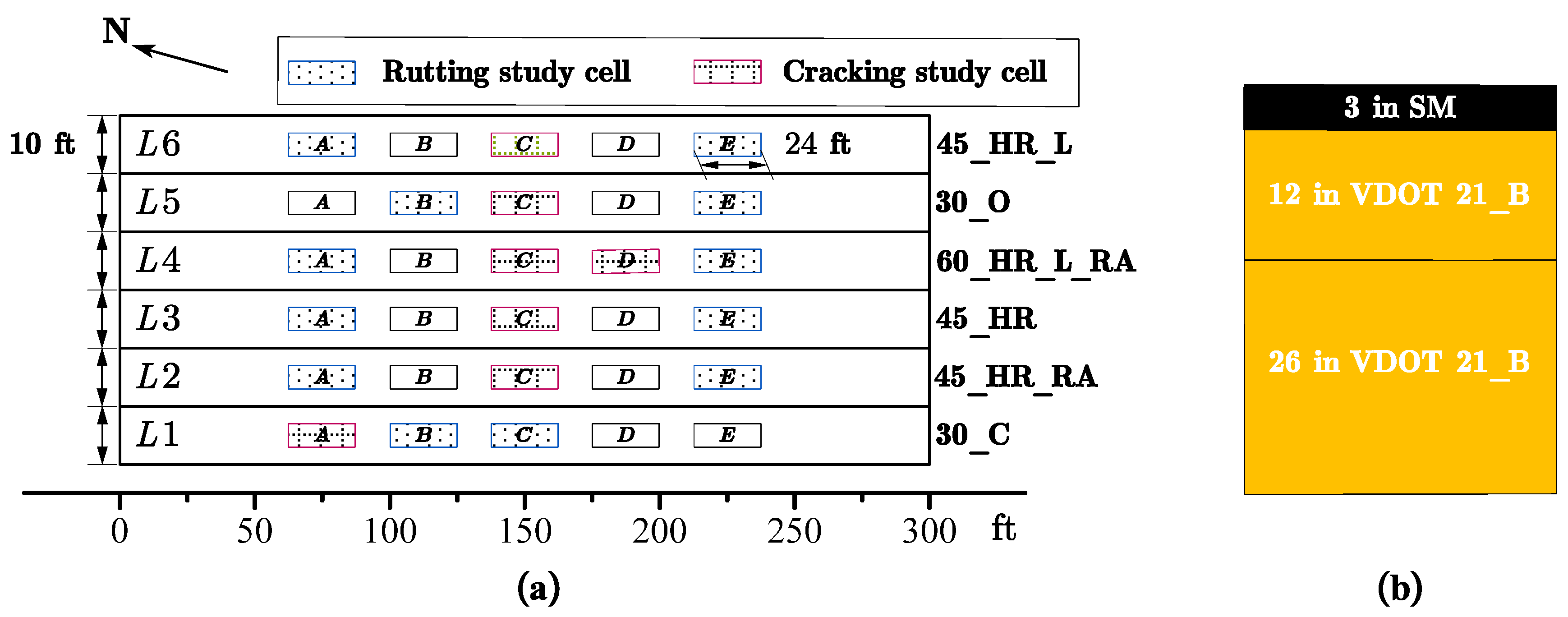
4. APT Setup for Virginia 2020 BMD Experiment
5. Experimental Program
5.1. Materials Evaluated
- 30_C: a non-BMD mixture serving as a control (C) and including 30% RAP content and PG 64S-22 asphalt binder. This mixture was designed following the conventional Superpave mix design methodology, through which the optimum binder content (OBC) was selected for voids in the total mixture (VTM) of 4%.
- 30_O: a BMD-optimized version of mixture 30_C (with O denoting optimized) featuring the use of 30% RAP content and a PG 64S-22 at a relatively higher OBC when compared to mixture 30_C. The optimization process involved adjusting the aggregate gradation and increasing the asphalt binder content.
- 45_HR: a BMD-optimized HRAP mixture featuring the use of 45% RAP and a PG 64S-22. This mixture design resulted in a much higher OBC as compared with all other evaluated mixtures. No softer binder or RA was used during the design and production of this mixture.
- 45_HR_RA: a BMD-optimized HRAP mixture featuring the use of 45% RAP, a typical PG 64S-22, and an RA.
- 45_HR_L: a BMD-optimized HRAP mixture featuring the use of 45% RAP and a softer binder (PG 58-28).
- 60_HR_L_RA: a BMD-optimized HRAP mixture featuring the use of 60% RAP, a softer binder (PG 58-28), and an RA.
5.2. Design of APT Test Cells
5.3. Loading Protocols
5.4. Experiment Timeline
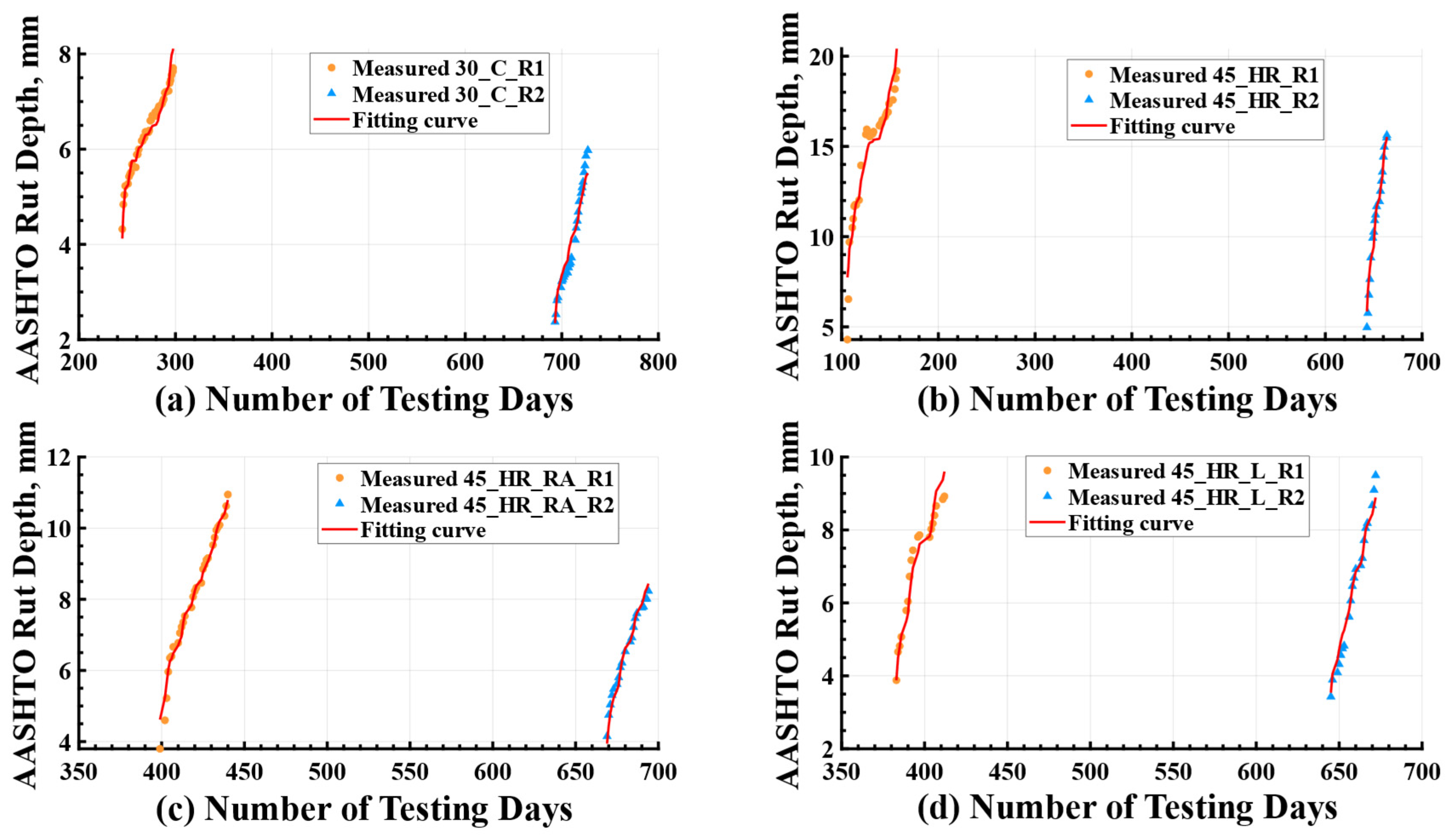
5.5. Rut Depth Measurement
6. APT Results and Discussion
6.1. Environmental Aging Effect
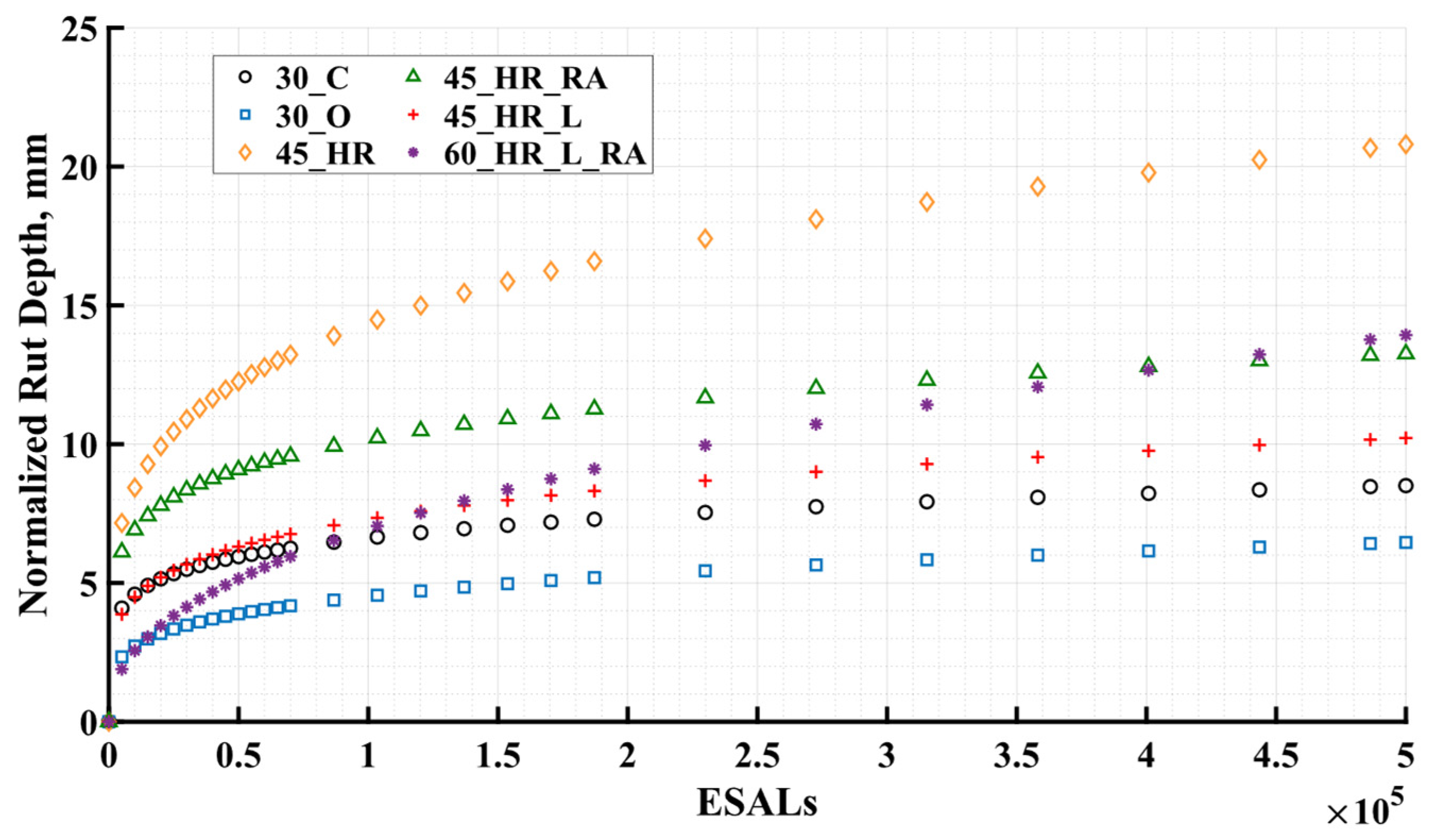
6.2. Normalization
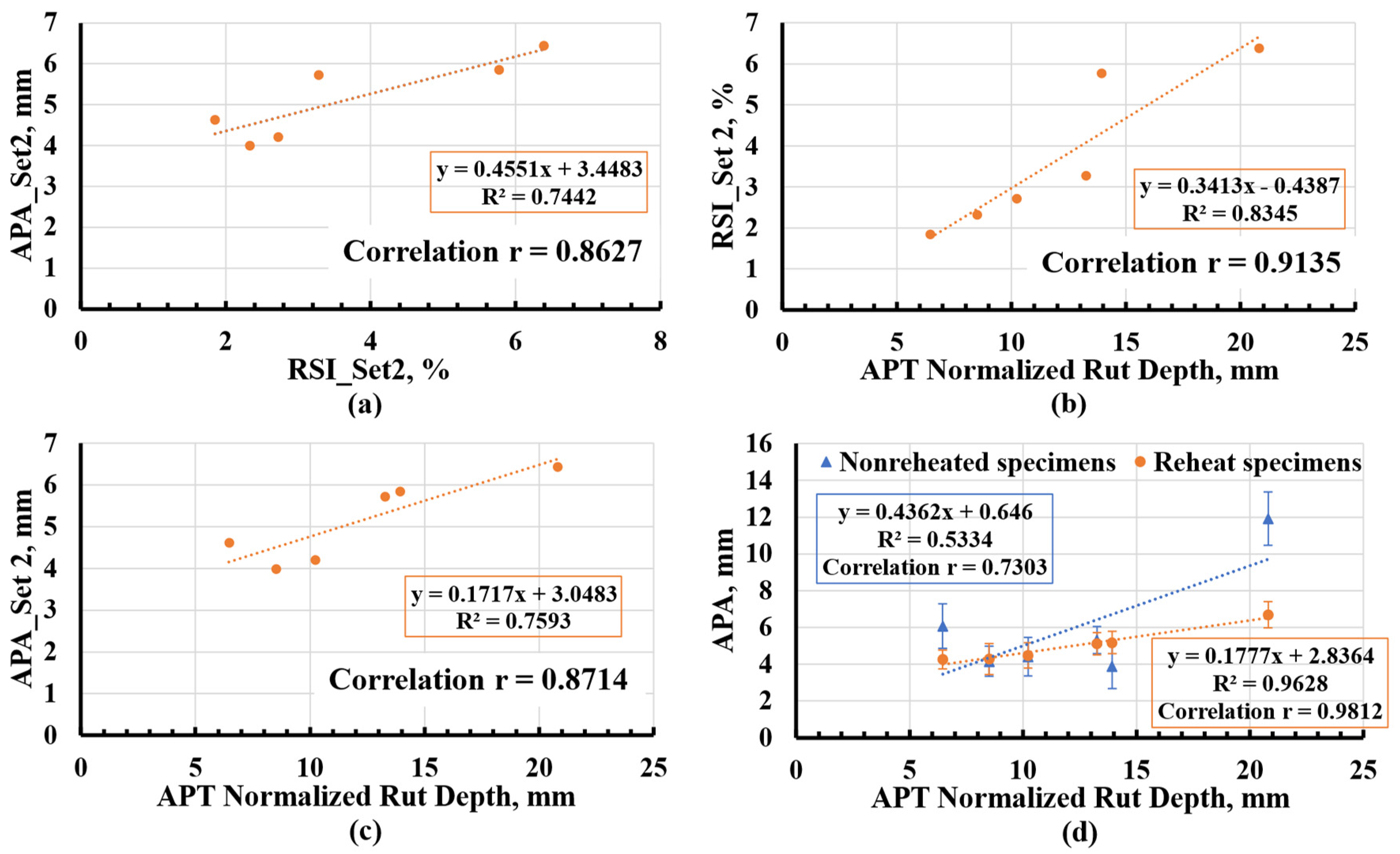
7. Correlation between APT Measurements and Laboratory Test Results
7.1. APA Rut Test
- Non-Reheats: laboratory-compacted non-reheated specimens that were compacted on-site by the producer staff without reheating the loose mixture sampled at the plant and tested in the research team’s laboratories by their staff.
- Reheats: laboratory-compacted reheated specimens that were compacted and tested in the research team’s laboratories by their staff after reheating the loose mixture sampled at the plant. Mixtures were not subjected to any additional oven aging.
7.2. SSR Test
7.3. Correlation
8. Summary of Findings, Conclusions, and Future Work
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Maupin, G.W. Investigation of Optimized Mixture Design for Superpave Surface Mixtures; VTRC 11-R5; Virginia Transportation Research Council: Charlottesville, VA, USA, 2011.
- Diefenderfer, S.D.; Bowers, B.F.; McGhee, K.K. Impact of Gyration Reduction and Design Specification Changes on Volumetric Properties of Virginia Dense-Graded Asphalt Mixtures. Transp. Res. Rec. J. Transp. Res. Board 2018, 2672, 143–153. [Google Scholar] [CrossRef]
- Maupin, G.W.; Diefenderfer, S.D.; Gillespie, J.S. Evaluation of Using Higher Percentages of Recycled Asphalt Pavement in Asphalt Mixtures in Virginia; VTRC 08-R22; Virginia Transportation Research Council: Charlottesville, VA, USA, 2008.
- West, R.C.; Copeland, A. High RAP Asphalt Pavements: Japan Practice—Lessons Learned; Information Series 139; National Asphalt Pavement Association: Lanham, MD, USA, 2015. [Google Scholar]
- Williams, B.A.; Willis, J.R.; Shacat, J. Asphalt Pavement Industry Survey on Recycled Materials and Warm-Mix Asphalt Usage: 2019; National Asphalt Pavement Association: Greenbelt, MD, USA, 2020. [Google Scholar]
- Zaumanis, M.; Mallick, R.B.; Frank, R. Evaluation of Rejuvenator’s Effectiveness with Conventional Mix Testing for 100% Reclaimed Asphalt Pavement Mixtures. Transp. Res. Rec. J. Transp. Res. Board 2013, 2370, 17–25. [Google Scholar] [CrossRef]
- Epps-Martin, A.; Kaseer, F.; Arámbula-Mercado, E.; Bajaj, A.; Cucalon, L.G.; Yin, F.; Chowdhury, A.; Epps, J.; Glover, C.; Hajj, E.Y.; et al. NCHRP Report 927: Evaluating the Effects of Recycling Agents on Asphalt Mixtures with High RAS and RAP Binder Ratios; Transportation Research Board: Washington, DC, USA, 2020. [Google Scholar]
- West, R.; Rodezno, C.; Leiva, F.; Yin, F. NCHRP Project 20-07/Task 406: Development of a Framework for Balanced Mix Design; Transportation Research Board: Washington, DC, USA, 2018. [Google Scholar]
- Yin, F.; West, R. Balanced Mix Design Resource Guide; NAPA IS-143; National Asphalt Pavement Association: Greenbelt, MD, USA, 2021. [Google Scholar]
- Diefenderfer, S.D.; Habbouche, J.; Boz, I. Balanced Mix Design for Surface Asphalt Mixtures: 2020 Field Trials; Publication VTRC 23-R13; Virginia Transportation Research Council: Charlottesville, VA, USA, 2023.
- Habbouche, J.; Boz, I.; Diefenderfer, S.D. Validation of Performance-Based Specifications for Surface Asphalt Mixtures in Virginia. Transportation Research Record. J. Transp. Res. Board 2021, 2676, 277–296. [Google Scholar] [CrossRef]
- Choubane, B.; Page, G.C.; Musselman, J.A. Suitability of Asphalt Pavement Analyzer for Predicting Pavement Rutting. Transp. Res. Rec. 1723, 107–115, 2000. [Google Scholar] [CrossRef]
- Yin, F.; Chen, C.; West, R.; Epps-Martin, A.; Arambula-Mercado, E. Determining the Relationship Among Hamburg Wheel-Tracking Test Parameters and Correlation to Field Performance of Asphalt Pavements, Transportation Research Record. J. Transp. Res. Board 2020, 2674, 281–291. [Google Scholar] [CrossRef]
- Mota, R.V.; Kuchiishi, A.K.; Takashi, M.M.; Souza, G.; Camargo, F.F.; Bessa, I.S.; Vasconcelos, K.L.; Bernucci, L.B. Effect of Binder Rheology and Aggregate Gradation on the Permanent Deformation of Asphalt Mixtures. Int. J. Civ. Eng. 2021, 19, 777–787. [Google Scholar] [CrossRef]
- Faccin, C.; Specht, L.P.; Schuster, S.L.; Boeira, F.D.; Bueno, L.D.; Brondani, C.; Da Pereira, D.; Nascimento, L.A.H. Flow Number Parameter as a Performance Criteria for Asphalt Mixtures Rutting: Evaluation to Mixes Applied in Brazil Southern Region. Int. J. Pavement Eng. 2021, 23, 3055–3067. [Google Scholar] [CrossRef]
- Kim, D.; Kim, Y.R. Development of Stress Sweep Rutting (SSR) test for permanent deformation characterization of asphalt mixture. J. Constr. Build. Mater. 2017, 154, 373–383. [Google Scholar] [CrossRef]
- Meroni, F.; Flintsch, G.W.; Habbouche, J.; Diefenderfer, B.K. Three-Level Performance Evaluation of High RAP Surface Mixes. J. Constr. Build. Mater. 2021, 309, 125164. [Google Scholar] [CrossRef]
- Harvey, J.; Popescu, L. Accelerated Pavement Testing of Rutting Performance of Two Caltrans Overlay Strategies. Transportation Research Record. J. Transp. Res. Board 2021, 1716, 116–125. [Google Scholar] [CrossRef]
- Steyn, W.J. Significant Findings from Full-Scale Accelerated Pavement Testing. In NCHRP Synthesis of Highway Practice; Transportation Research Board: Washington, DC, USA, 2012. [Google Scholar]
- Plessis, L.J.; Coetzee, N.F.; Hoover, T.P.; Harvey, J.T.; Monismith, C.L. Three Decades of Development and Achievements: The Heavy Vehicle Simulator in Accelerated Pavement Testing. In Pavement Mechanics and Performance; American Society of Civil Engineers: Reston, VA, USA, 2006. [Google Scholar]
- Greene, J.; Chun, S.; Nash, T.M.; Choubane, B. Evaluation and Implementation of PG 76-22 Asphalt Rubber Binder in Florida. Transp. Res. Rec. 2015, 2524, 3–10. [Google Scholar] [CrossRef]
- Garg, N.; Kazmee, H.; Ricalde, L.; Parsons, T.A. Rutting Evaluation of Hot and Warm Mix Asphalt Concrete under High Aircraft Tire Pressure and Temperature at National Airport Pavement and Materials Research Center. Transp. Res. Rec. 2018, 2672, 117–127. [Google Scholar] [CrossRef]
- Xue, W.; Flintsch, G.W.; Diefenderfer, B.K.; Bowers, B.F. Characterization and Modeling of Recycled Pavement Sections; CAIT-UTC-NC29; Center for Advanced Infrastructure and Transportation: Rutgers, NJ, USA, 2017. [Google Scholar]
- Kawa, I.; Zhang, Z.; Hudson, W.R. Evaluation of the AASHTO 18-kip Load Equivalency Concept; Report 0-1713-1; Texas Department of Transportation: Austin, TX, USA, 1998.
- American Association of State Highway and Transportation Officials. Standard Specifications for Transportation Materials and Methods of Sampling and Testing, and AASHTO Provisional Standards; American Association of State Highway and Transportation Officials: Washington, DC, USA, 2017. [Google Scholar]
- ASTM E1703; Standard Test Method for Measuring Rut-Depth of Pavement Surfaces Using a Straightedge. ASTM International: West Conshohocken, PA, USA, 2023.
- Cong, P.; Liu, N.; Tian, Y.; Zhang, Y. Effects of long-term aging on the properties of asphalt binder containing diatoms. Constr. Build. Mater. 2016, 123, 534–540. [Google Scholar] [CrossRef]
- Zou, J.; Roque, R.; Byron, T. Effect of HMA ageing and potential healing on top-down cracking using HVS. Road Mater. Pavement Des. 2012, 13, 518–533. [Google Scholar] [CrossRef]
- Tian, Y.; Lee, J.; Nantung, T.E.; Haddock, J.E. Calibrating the Mechanistic–Empirical Pavement Design Guide Rutting Models using Accelerated Pavement Testing. Transp. Res. Rec. J. Transp. Res. Board 2018, 2672, 304–314. [Google Scholar] [CrossRef]
- Jones, D.J.; Wu, R.; Tsai, B.; Harvey, J.T. Warm-Mix Asphalt Study: Test Track Construction and First-Level Analysis of Phase 3a HVS and Laboratory Testing (Rubberized Asphalt, Mix Design #1); Institute of Transportation Studies, University of California: Davis, CA, USA, 2011. [Google Scholar]
- Ghanbari, A.; Underwood, B.S.; Kim, Y.R. Development of a Rutting Index Parameter Based on the Stress Sweep Rutting Test and Permanent Deformation Shift Model. Int. J. Pavement Eng. 2020, 23, 387–399. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mixture ID | Mixture I 30_C | Mixture II 30_O | Mixture III 45_HR | Mixture IV 45_HR_RA | Mixture V 45_HR_L | Mixture VI 60_HR_L_RA |
|---|---|---|---|---|---|---|
| Description | Non-BMD | BMD | BMD HRAP | BMD HRAP | BMD HRAP | BMD HRAP |
| Composition | ||||||
| RAP Content, % | 30 | 30 | 45 | 45 | 45 | 60 |
| Asphalt Binder | PG 64S-22 | PG 64S-22 | PG 64S-22 | PG 64S-22 | PG 58-28 | PG 58-28 |
| Additives | WMA | WMA | WMA | WMA + RA | WMA | WMA + RA |
| Property | ||||||
| Ndesign, gyrations | 50 | 50 | 50 | 50 | 50 | 50 |
| NMAS, mm | 9.5 | 9.5 | 9.5 | 9.5 | 9.5 | 9.5 |
| Asphalt Content, % | 5.6 | 6.0 | 6.8 | 6.2 | 6.0 | 6.0 |
| Rice SG (Gmm) | 2.531 | 2.517 | 2.497 | 2.519 | 2.521 | 2.538 |
| VTM, % | 4.0 | 2.1 | 5.2 | 2.7 | 4.2 | 1.5 |
| VMA, % | 16.8 | 15.9 | 20.2 | 16.9 | 17.9 | 15.3 |
| VFA, % | 76.2 | 87.0 | 74.3 | 84.0 | 76.6 | 90.0 |
| FA Ratio | 1.0 | 1.1 | 1.2 | 1.2 | 1.3 | 1.5 |
| Mixture Bulk SG (Gmb) | 2.429 | 2.465 | 2.367 | 2.452 | 2.415 | 2.500 |
| Performance Properties at Optimum Asphalt Binder Content | ||||||
| Cantabro Mass Loss, % | 2.9 | 3.2 | 4.1 | 2.8 | 2.7 | 4.0 |
| APA Rut Depth at 64 °C, mm | 5.4 | 4.2 | 5.6 | 7.2 | 4.9 | 3.7 |
| CT index at 25 °C | 58 | 112 | 299 | 96 | 141 | 128 |
| Gradation/Sieve Size | % Passing | |||||
| ¾ in (19.0 mm) | 100.0 | 100.0 | 100.0 | 100.0 | 100.0 | 100.0 |
| ½ in (12.5 mm) | 100.0 | 100.0 | 100.0 | 100.0 | 100.0 | 100.0 |
| 3⁄8 in (9.5 mm) | 94.0 | 96.0 | 93.0 | 93.0 | 92.0 | 92.0 |
| No. 4 (4.75 mm) | 66.0 | 66.0 | 63.0 | 63.0 | 63.0 | 62.0 |
| No. 8 (2.36 mm) | 39.0 | 41.0 | 38.0 | 38.0 | 40.0 | 39.0 |
| No. 16 (1.18 mm) | -- | -- | -- | -- | -- | -- |
| No. 30 (600 µm) | 23.0 | 17.0 | 18.0 | 18.0 | 19.0 | 20.0 |
| No. 50 (300 µm) | -- | -- | -- | -- | -- | -- |
| No. 100 (150 µm) | -- | -- | -- | -- | -- | -- |
| No. 200 (75 µm) | 5.8 | 6.6 | 7.4 | 7.4 | 7.5 | 8.3 |
| Mixture ID | 30_C | 30_O | 45_HR | 45_HR_RA | 45_HR_L | 60_HR_L_RA |
|---|---|---|---|---|---|---|
| Description | Non-BMD | BMD | BMD HRAP | BMD HRAP | BMD HRAP | BMD HRAP |
| Composition | ||||||
| RAP Content, % | 30 | 30 | 45 | 45 | 45 | 60 |
| Asphalt Binder | PG64S-22 | PG64S-22 | PG64S-22 | PG64S-22 | PG58-28 | PG58-28 |
| Additives | WMA | WMA | WMA | WMA + RA | WMA | WMA + RA |
| Property | ||||||
| Ndesign, gyrations | 50 | 50 | 50 | 50 | 50 | 50 |
| NMAS, mm | 9.5 | 9.5 | 9.5 | 9.5 | 9.5 | 9.5 |
| Asphalt Content, % | 5.44 | 6.14 | 7.22 | 6.15 | 6.00 | 6.14 |
| Rice SG (Gmm) | 2.604 | 2.515 | 2.505 | 2.546 | 2.544 | 2.548 |
| VTM, % | 6.0 | 4.6 | 0.6 | 2.6 | 2.4 | 1.7 |
| VMA, % | 18.6 | 18.4 | 17.5 | 16.8 | 16.5 | 15.8 |
| VFA, % | 67.5 | 75.2 | 96.5 | 84.6 | 85.7 | 89.5 |
| FA Ratio | 1.12 | 1.07 | 1.21 | 1.39 | 1.21 | 1.35 |
| Mixture Bulk SG (Gmb) | 2.448 | 2.400 | 2.490 | 2.480 | 2.482 | 2.506 |
| Aggregate Effective SG (Gse) | 2.855 | 2.777 | 2.820 | 2.817 | 2.807 | 2.820 |
| Aggregate Bulk SG (Gsb) | 2.841 | 2.761 | 2.799 | 2.797 | 2.795 | 2.794 |
| Absorbed Asphalt Content (Pba), % | 0.18 | 0.21 | 0.27 | 0.26 | 0.16 | 0.34 |
| Effective Asphalt Content (Pbe), % | 5.27 | 5.94 | 6.97 | 5.90 | 5.85 | 5.82 |
| Effective Film Thickness (Fbe), µm | 9.2 | 10.9 | 10.8 | 9.1 | 9.7 | 8.7 |
| E&R Asphalt Binder | 76.9–18.3 | 77.8–20.6 | 70.8–21.4 | 76.9–21.3 | 79.3–18.8 | 76.4–20.6 |
| Gradation/Sieve Size | % Passing | |||||
| ¾ in (19.0 mm) | 100.0 | 100.0 | 100.0 | 100.0 | 100.0 | 100.0 |
| ½ in (12.5 mm) | 99.3 | 99.5 | 98.0 | 98.5 | 98.7 | 98.4 |
| 3⁄8 in (9.5 mm) | 93.7 | 94.3 | 91.9 | 94.2 | 93.8 | 93.4 |
| No. 4 (4.75 mm) | 64.5 | 65.4 | 61.1 | 66.8 | 63.3 | 66.5 |
| No. 8 (2.36 mm) | 39.9 | 41.1 | 39.0 | 42.4 | 41.9 | 43.6 |
| No. 16 (1.18 mm) | 29.4 | 25.4 | 25.7 | 27.0 | 27.2 | 29.9 |
| No. 30 (600 µm) | 23.5 | 16.6 | 18.4 | 18.8 | 19.1 | 21.8 |
| No. 50 (300 µm) | 13.9 | 11.2 | 13.6 | 13.4 | 13.0 | 15.2 |
| No. 100 (150 µm) | 8.2 | 8.2 | 10.6 | 10.2 | 9.2 | 10.5 |
| No. 200 (75 µm) | 5.9 | 6.4 | 8.4 | 8.2 | 7.1 | 7.9 |
| Test ID | Cell | Paving Date | Test Period | Loading | |||
|---|---|---|---|---|---|---|---|
| Start | End | Speed | # of Passes | # of ESALs | |||
| 30_C_R1 | L1C | 20 October 2020 | 22 June 2021 | 13 August 2021 | 9.7 km/h | 182,605 | 479,170 |
| 30_C_R2 | L1B | 20 October 2020 | 13 September 2022 | 17 October 2022 | 9.7 km/h | 136,422 | 589,261 |
| 30_O_R1 | L5B | 29 April 2020 | 10 June 2020 | 30 July 2020 | 6.4 km/h | 116,199 | 476,737 |
| 30_O_R2 | L5E | 29 April 2020 | 3 August 2020 | 2 October 2020 | 6.4 km/h | 134,378 | 505,751 |
| 45_HR_R1 | L3E | 15 July 2020 | 29 October 2020 | 19 December 2020 | 6.4 km/h | 135,411 | 256,075 |
| 45_HR_R2 | L3A | 15 July 2020 | 18 April 2022 | 9 May 2022 | 9.7 km/h | 110,664 | 374,457 |
| 45_HR_RA_R1 | L2E | 17 July 2020 | 20 August 2021 | 30 September 2021 | 9.7 km/h | 136,912 | 590,851 |
| 45_HR_RA_R2 | L2A | 17 July 2020 | 16 May 2022 | 11 June 2022 | 9.7 km/h | 132,439 | 527,431 |
| 45_HR_L_R1 | L6E | 22 October 2020 | 8 November 2021 | 8 December 2021 | 9.7 km/h | 130,645 | 516,337 |
| 45_HR_L_R2 | L6A | 22 October 2020 | 28 July 2022 | 25 August 2022 | 9.7 km/h | 130,358 | 530,659 |
| 60_HR_L_RA_R1 | L4E | 23 October 2020 | 13 October 2021 | 3 November 2021 | 9.7 km/h | 122,395 | 483,630 |
| 60_HR_L_RA_R2 | L4A | 23 October 2020 | 21 June 2022 | 22 July 2022 | 9.7 km/h | 132,661 | 550,435 |
| 30_C | 13.171 | 0.170 | −0.475 | 0.9791 | 0.9784 |
| 30_O_R1 | 0.410 | 0.269 | −0.143 | 0.9900 | 0.9892 |
| 30_O_R2 | 4.256 | 0.194 | −0.375 | 0.9934 | 0.9930 |
| 45_HR | 3.810 | 0.237 | −0.253 | 0.9500 | 0.9478 |
| 45_HR_RA | 20.229 | 0.179 | −0.495 | 0.9851 | 0.9845 |
| 45_HR_L | 1.578 | 0.215 | −0.169 | 0.9661 | 0.9641 |
| 60_HR_L_RA_R1 | 2.203 | 0.130 | −0.137 | 0.9810 | 0.9772 |
| 60_HR_L_RA_R2 | 0.120 | 0.437 | −0.175 | 0.9851 | 0.9835 |
| Rutting Performance | Mixture ID | |||||
|---|---|---|---|---|---|---|
| 30_C | 30_O | 45_HR | 45_HR_RA | 45_HR_L | 60_HR_L_RA | |
| Normalized APT Rut Depth, mm | 8.507 | 6.460 | 20.805 | 13.256 | 10.221 | 13.931 |
| SSR RSI (for Set 2), % | 2.33 | 1.85 | 6.39 | 3.28 | 2.72 | 5.77 |
| APA Rut Depth (for Set 2), % | 3.997 | 4.627 | 6.445 | 5.727 | 4.207 | 5.855 |
| Average APA Rut Depth for Non-Reheats, mm | 4.164 | 6.076 | 11.926 | 5.320 | 4.414 | 3.896 |
| Stdev APA Rut Depth for Non-Reheats, mm | 0.825 | 1.222 | 1.456 | 0.741 | 1.055 | 1.215 |
| Average APA Rut Depth for Reheats, mm | 4.288 | 4.262 | 6.689 | 5.117 | 4.484 | 5.180 |
| Stdev APA Rut Depth for Reheats, mm | 0.838 | 0.504 | 0.712 | 0.598 | 0.699 | 0.607 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tong, B.; Habbouche, J.; Flintsch, G.W.; Diefenderfer, B.K. Rutting Performance Evaluation of BMD Surface Mixtures with Conventional and High RAP Contents under Full-Scale Accelerated Testing. Materials 2023, 16, 7611. https://doi.org/10.3390/ma16247611
Tong B, Habbouche J, Flintsch GW, Diefenderfer BK. Rutting Performance Evaluation of BMD Surface Mixtures with Conventional and High RAP Contents under Full-Scale Accelerated Testing. Materials. 2023; 16(24):7611. https://doi.org/10.3390/ma16247611
Chicago/Turabian StyleTong, Bilin, Jhony Habbouche, Gerardo W. Flintsch, and Brian K. Diefenderfer. 2023. "Rutting Performance Evaluation of BMD Surface Mixtures with Conventional and High RAP Contents under Full-Scale Accelerated Testing" Materials 16, no. 24: 7611. https://doi.org/10.3390/ma16247611