
Application of Electromagnetic Braking to Minimize a Surface Wave in a Continuous Caster
 , ,
, ,
Abstract
:1. Introduction
2. Methodology
2.1. Governing Equations
2.2. The Magneto-Hydrodynamics Model
2.3. Coupled Magneto-Hydrodynamics Model
2.4. Boundary Condition and Geometry
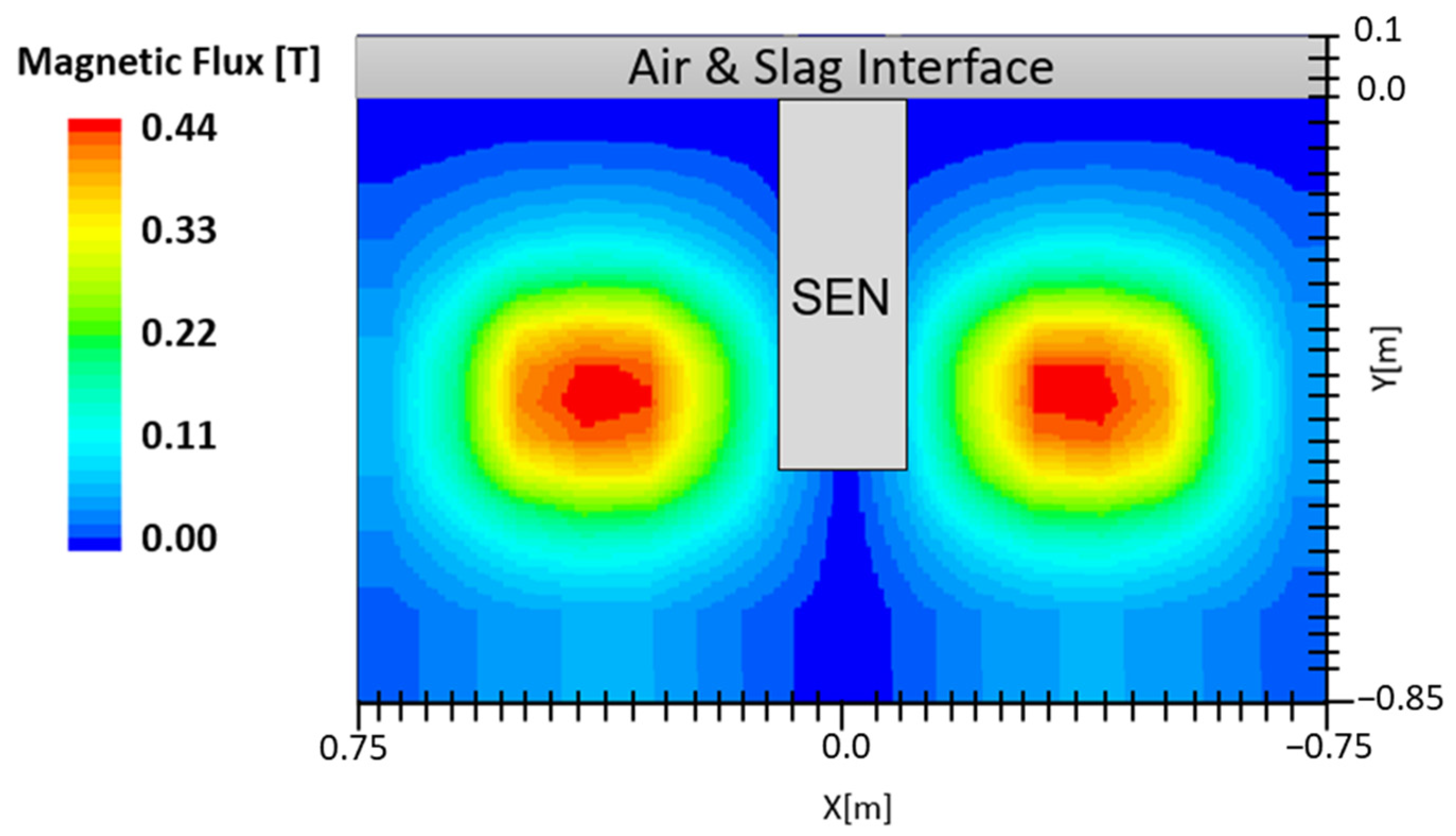
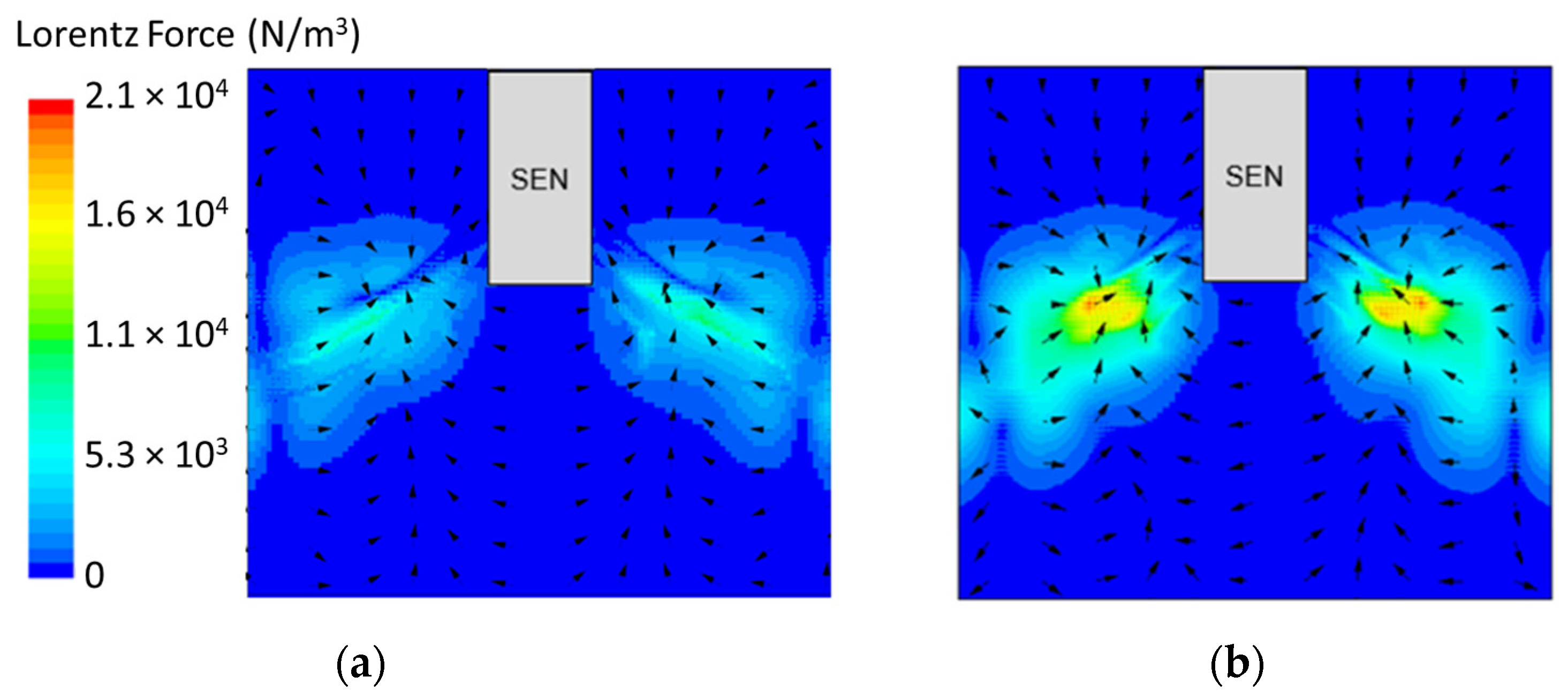
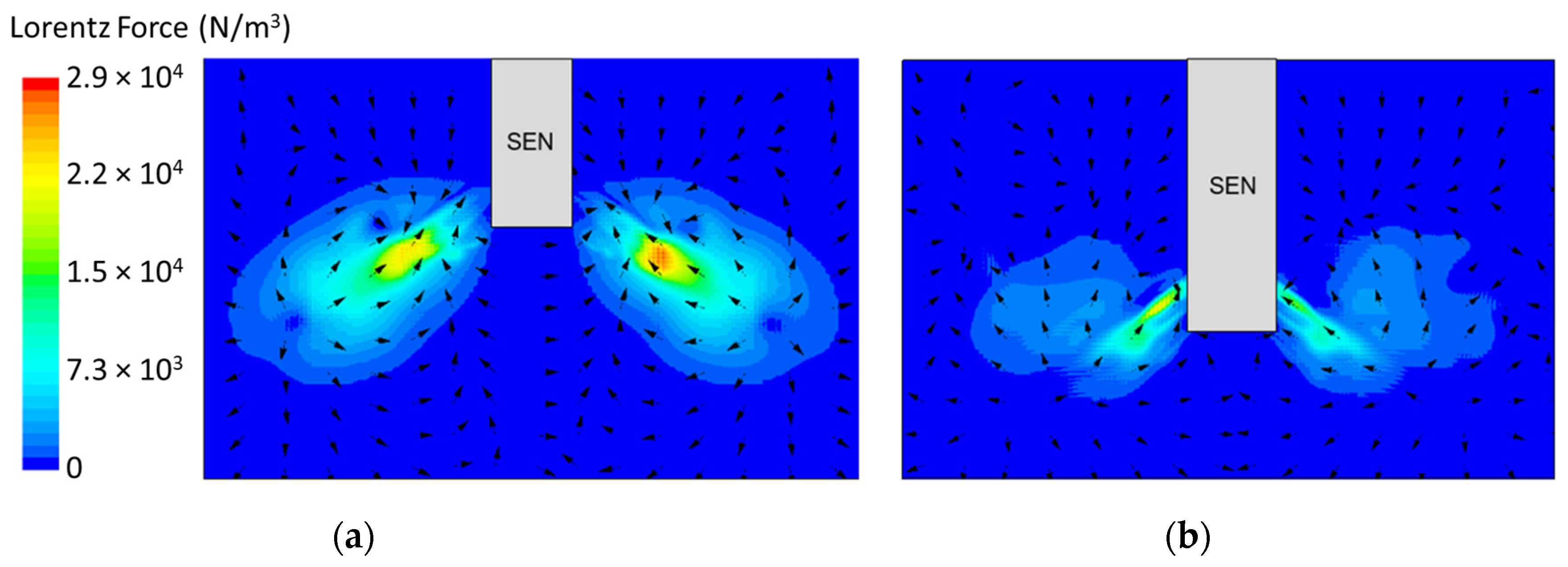
2.5. Electromagnetic Braking
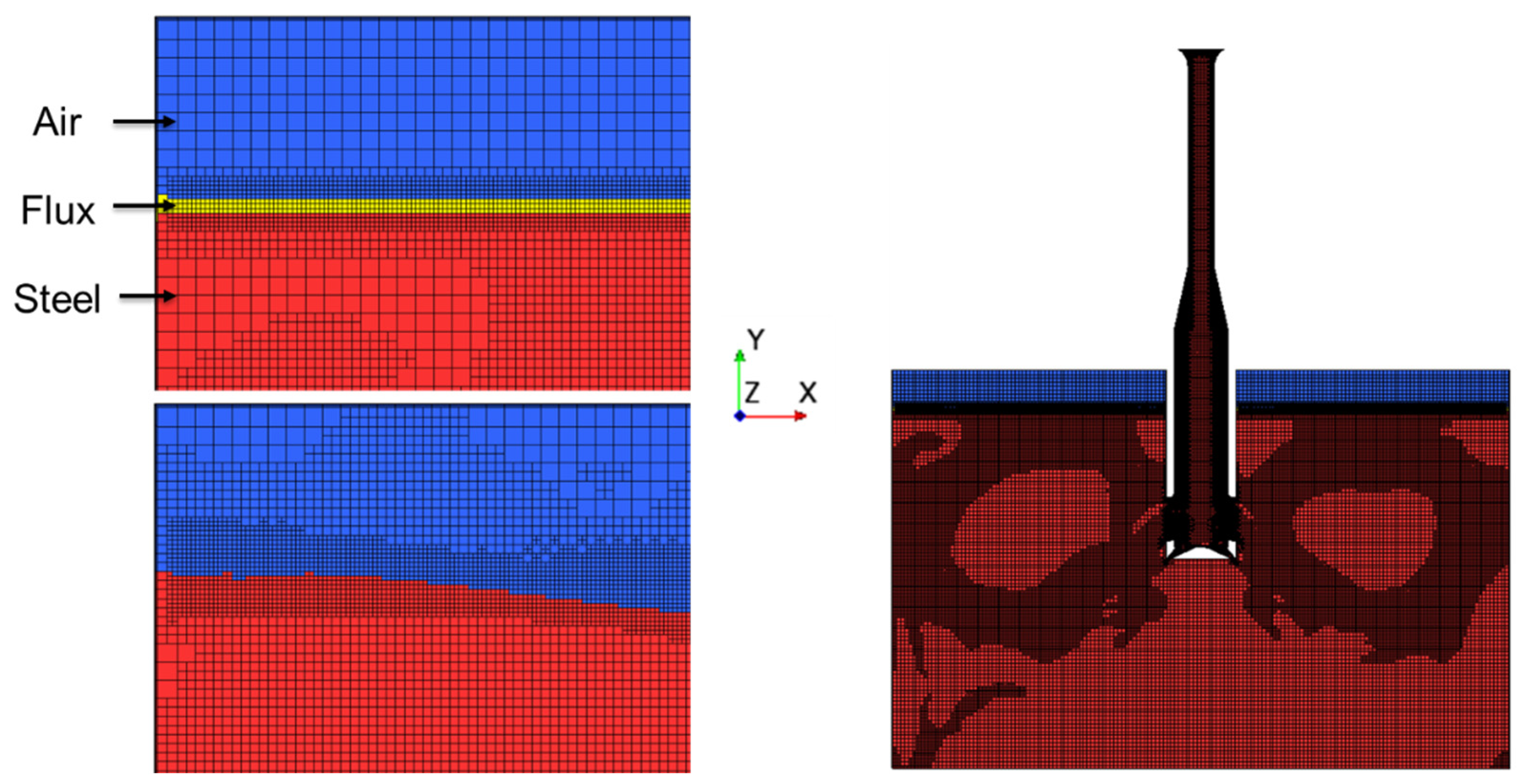
2.6. Computational Grid
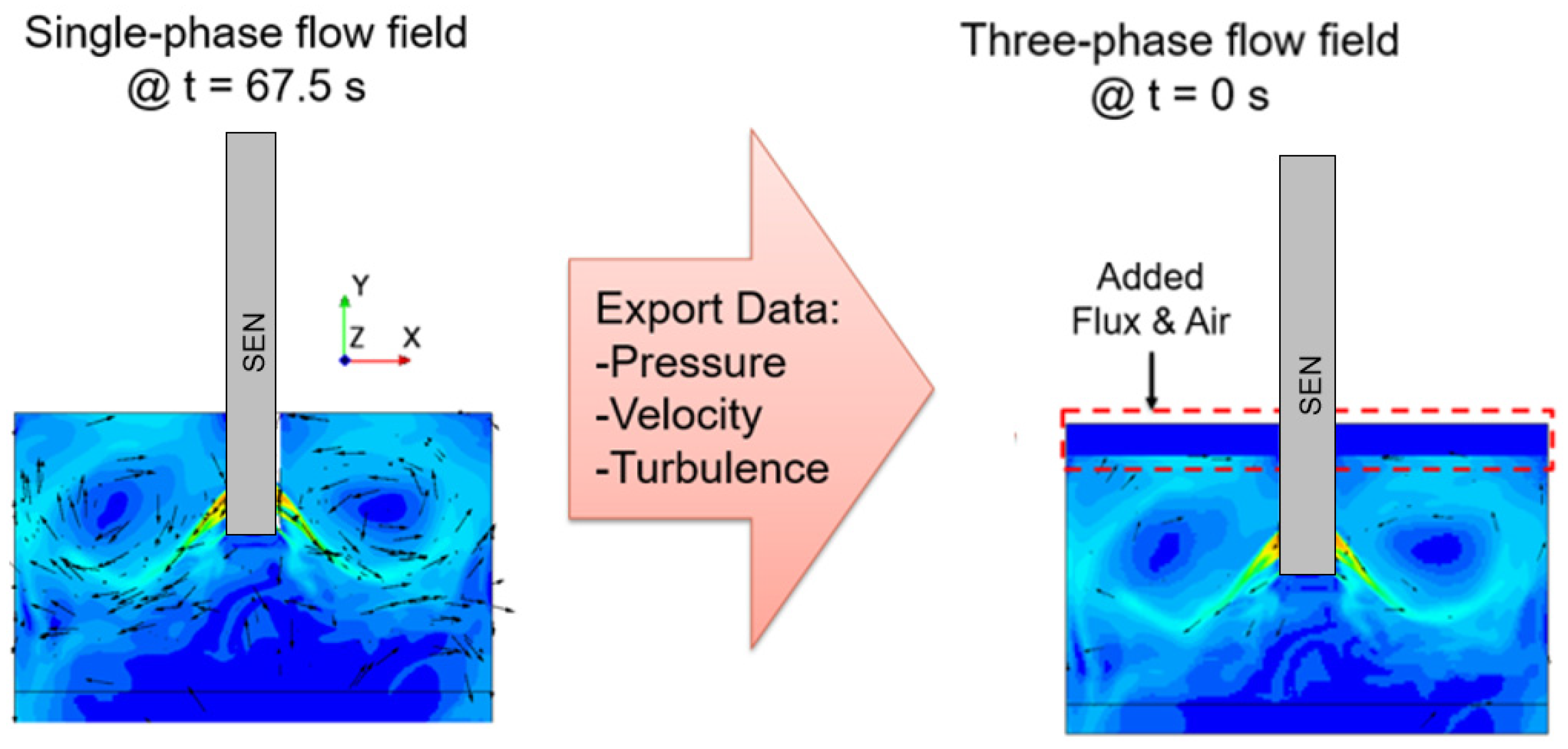
2.7. Simulation Setup
2.8. Design Optimization
3. Results and Discussion
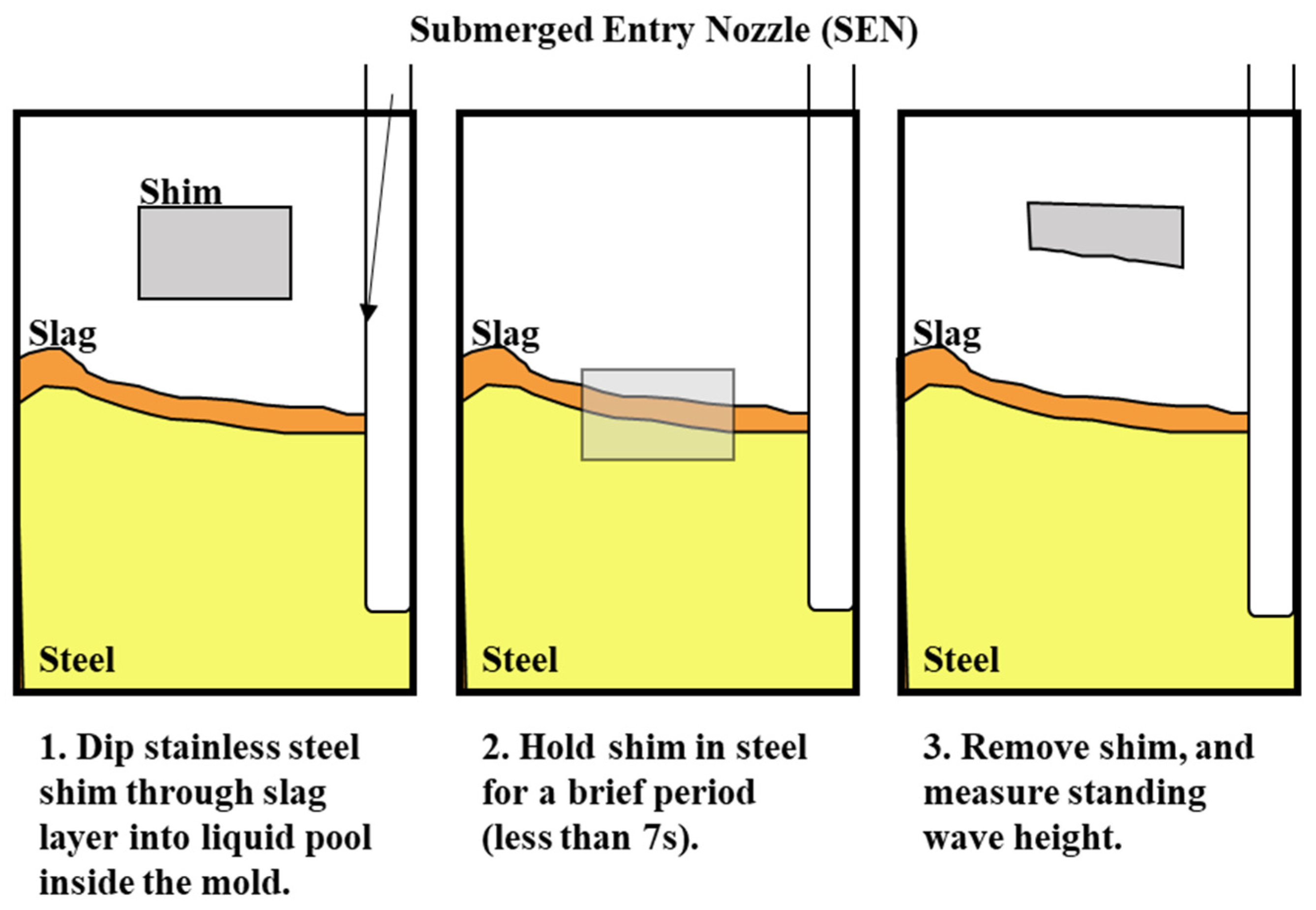
3.1. Validation
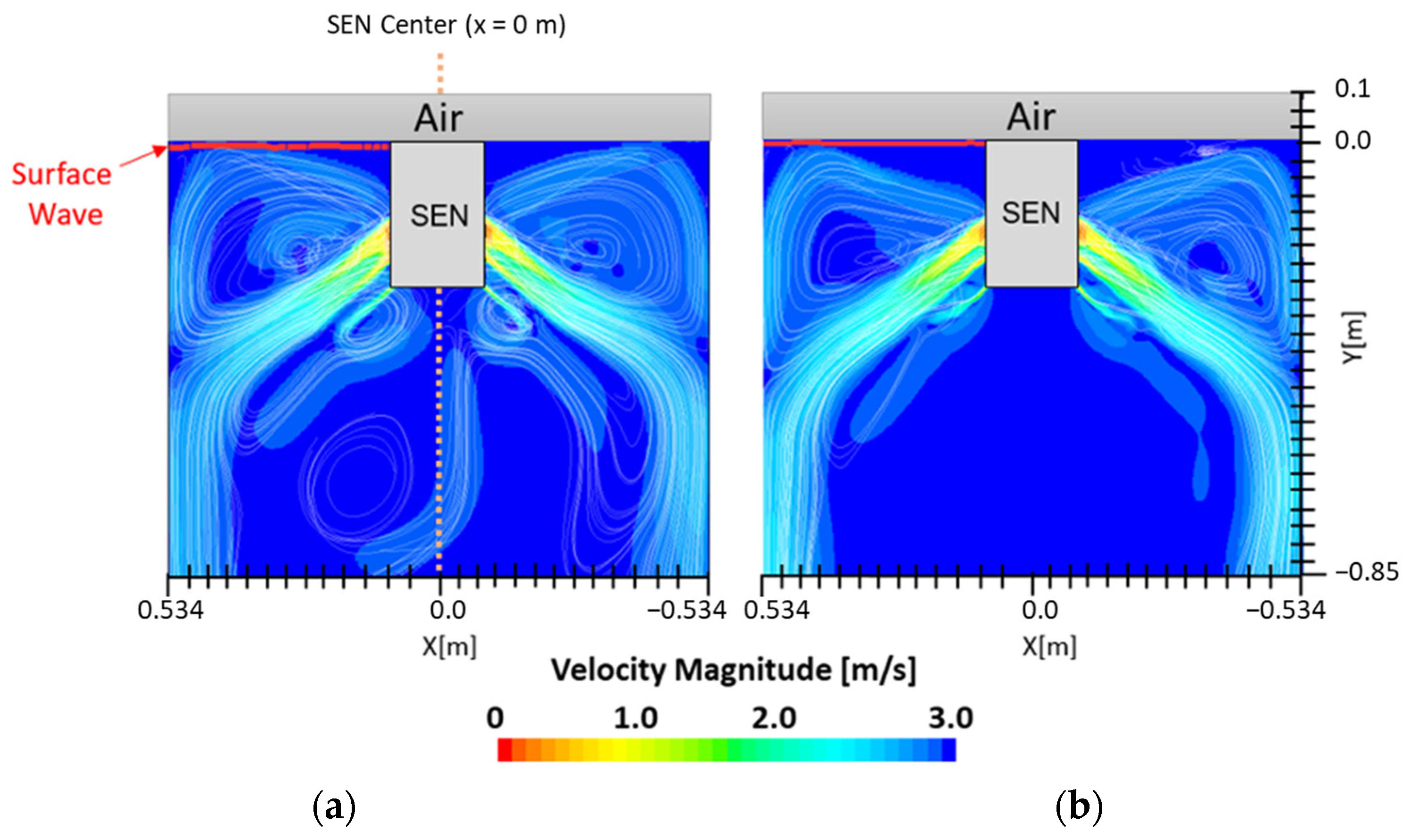
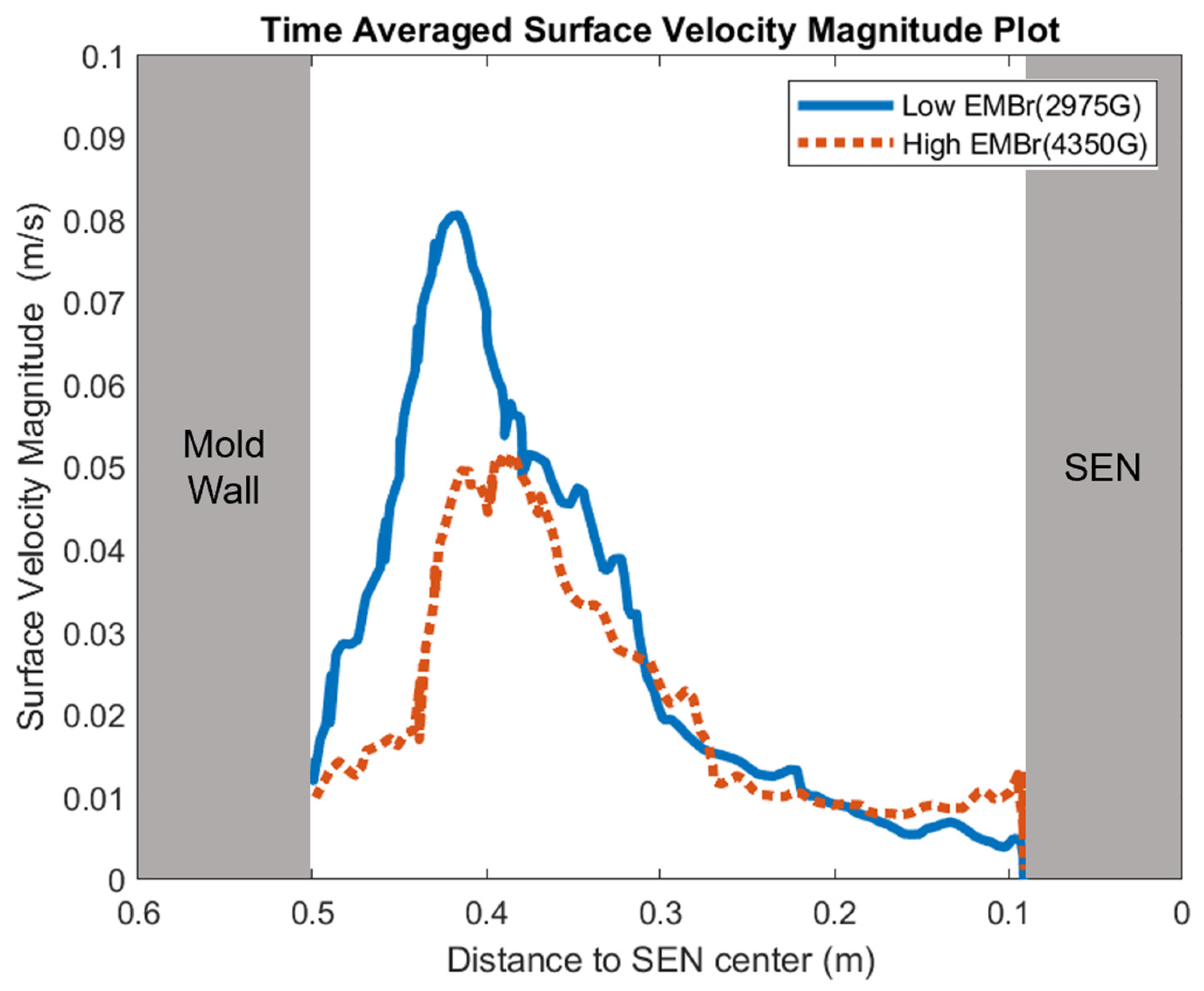
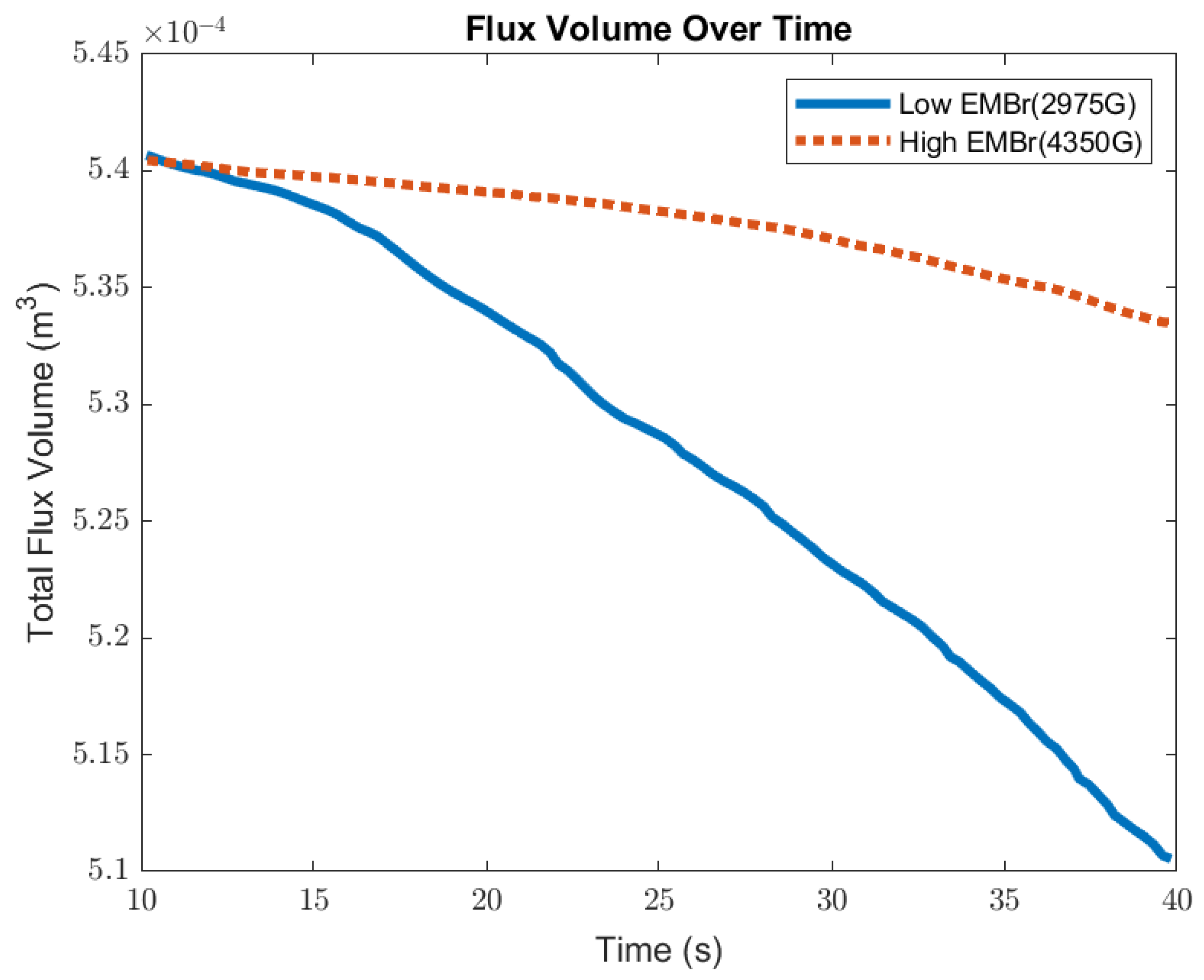
3.2. Impact of Embr Strength
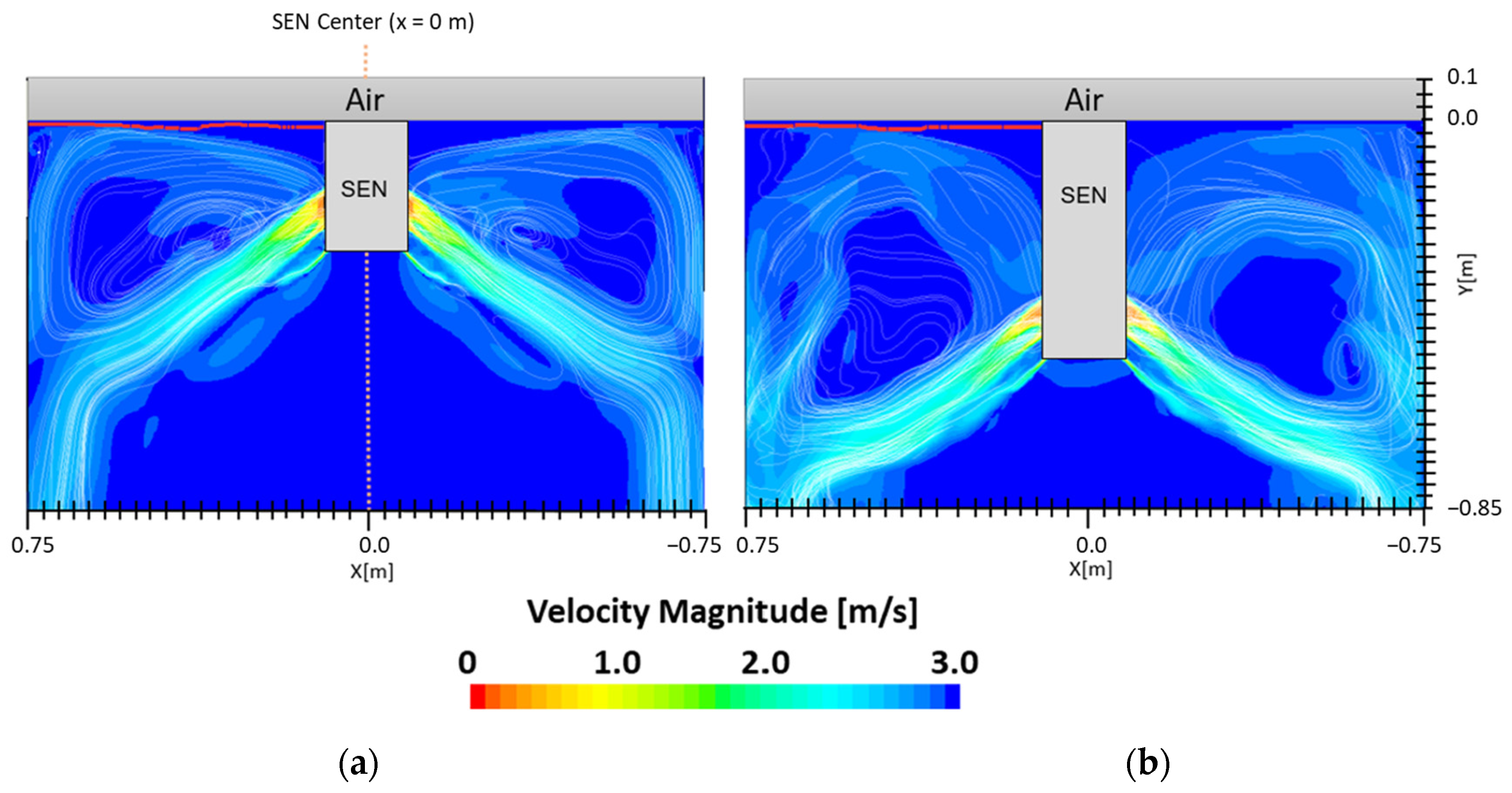
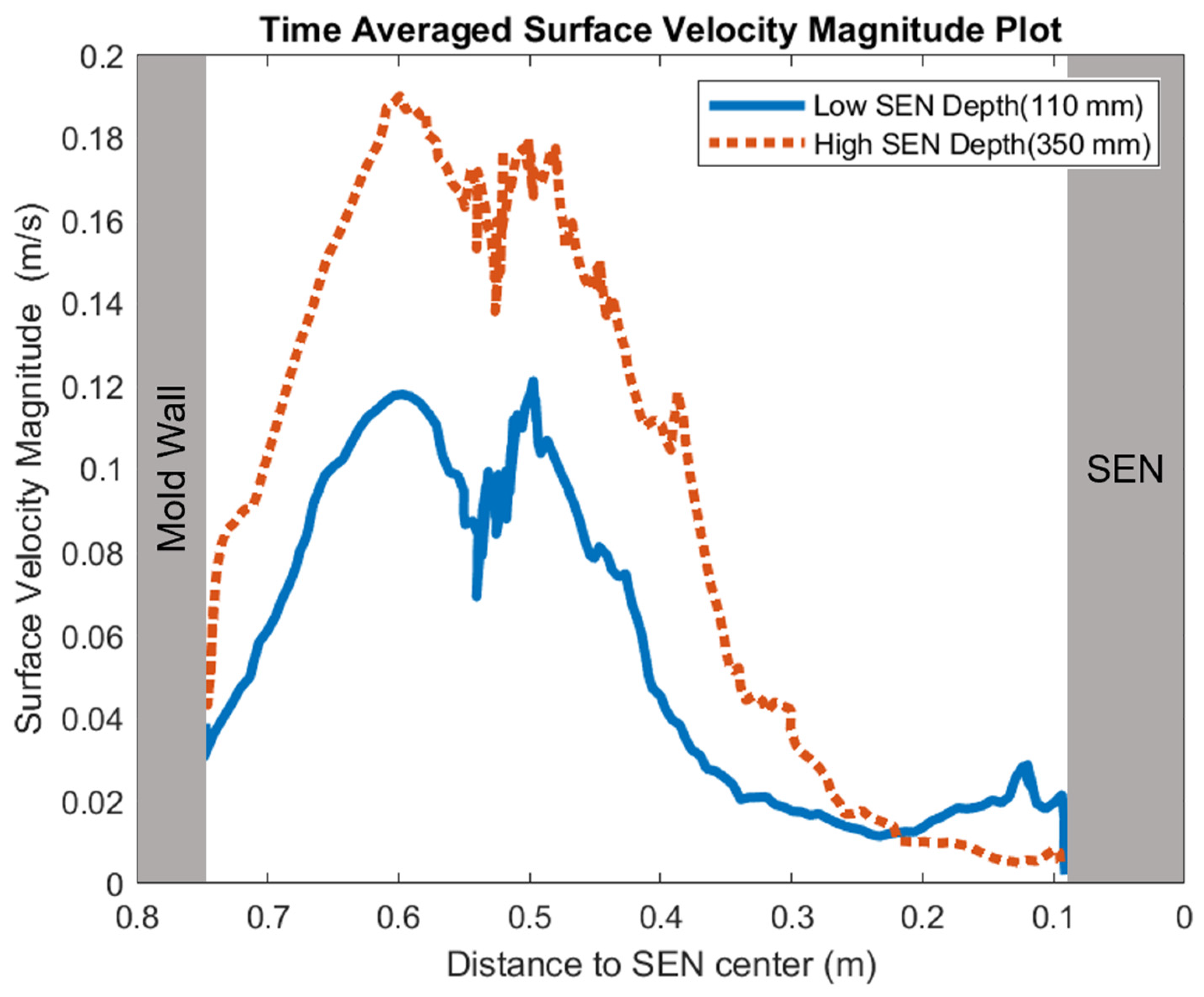
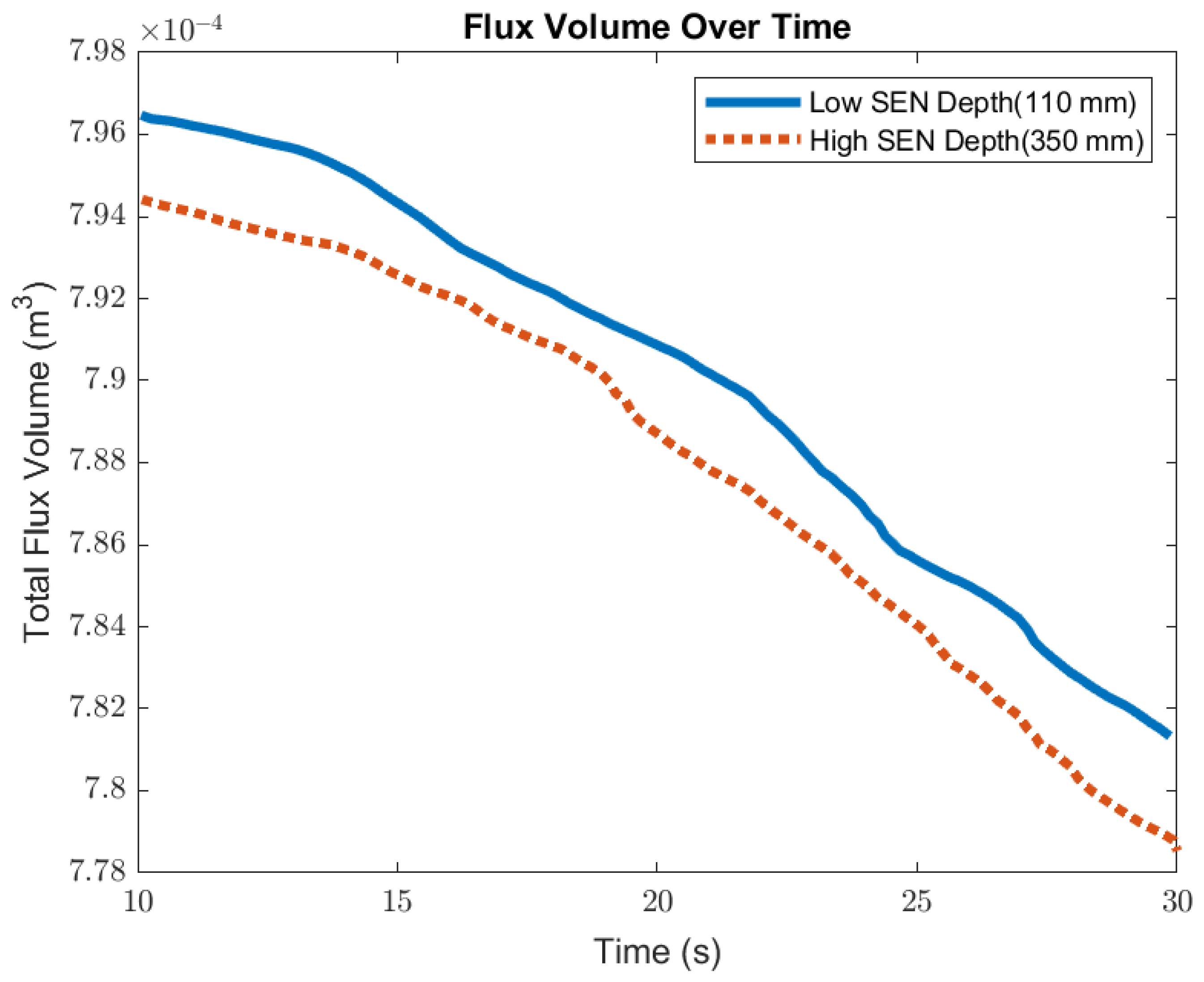
3.3. Impact of Submergence Depth
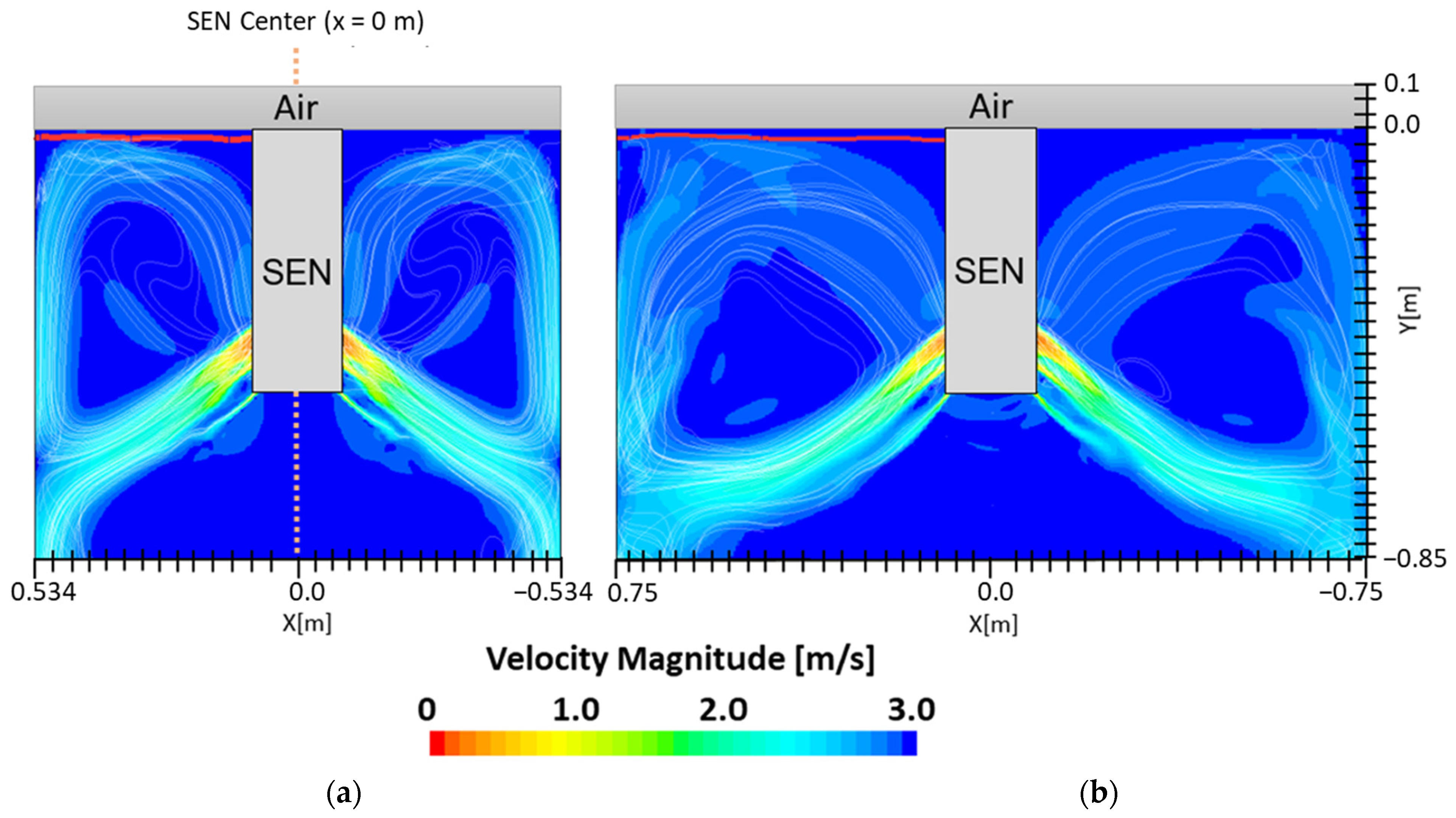
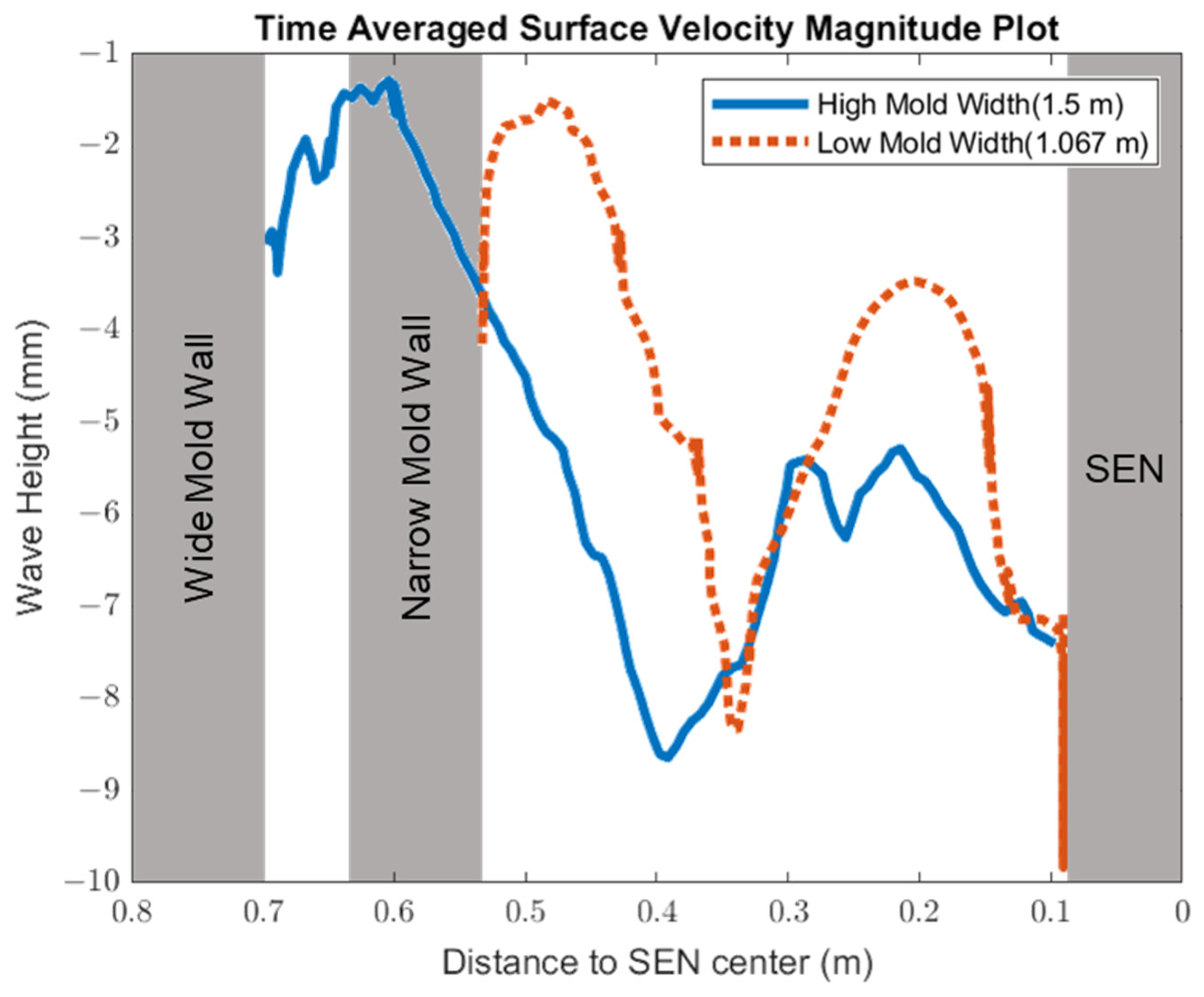
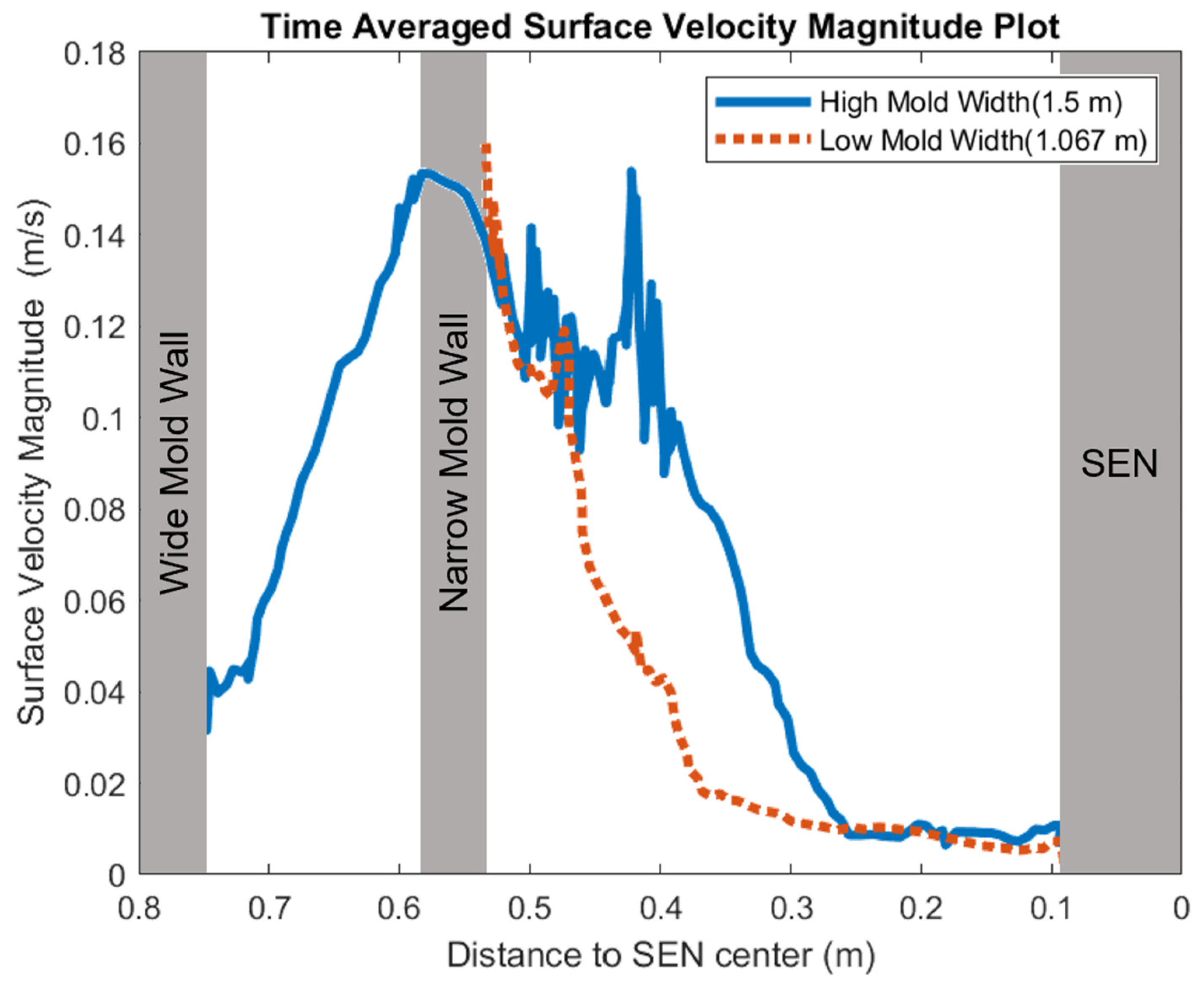
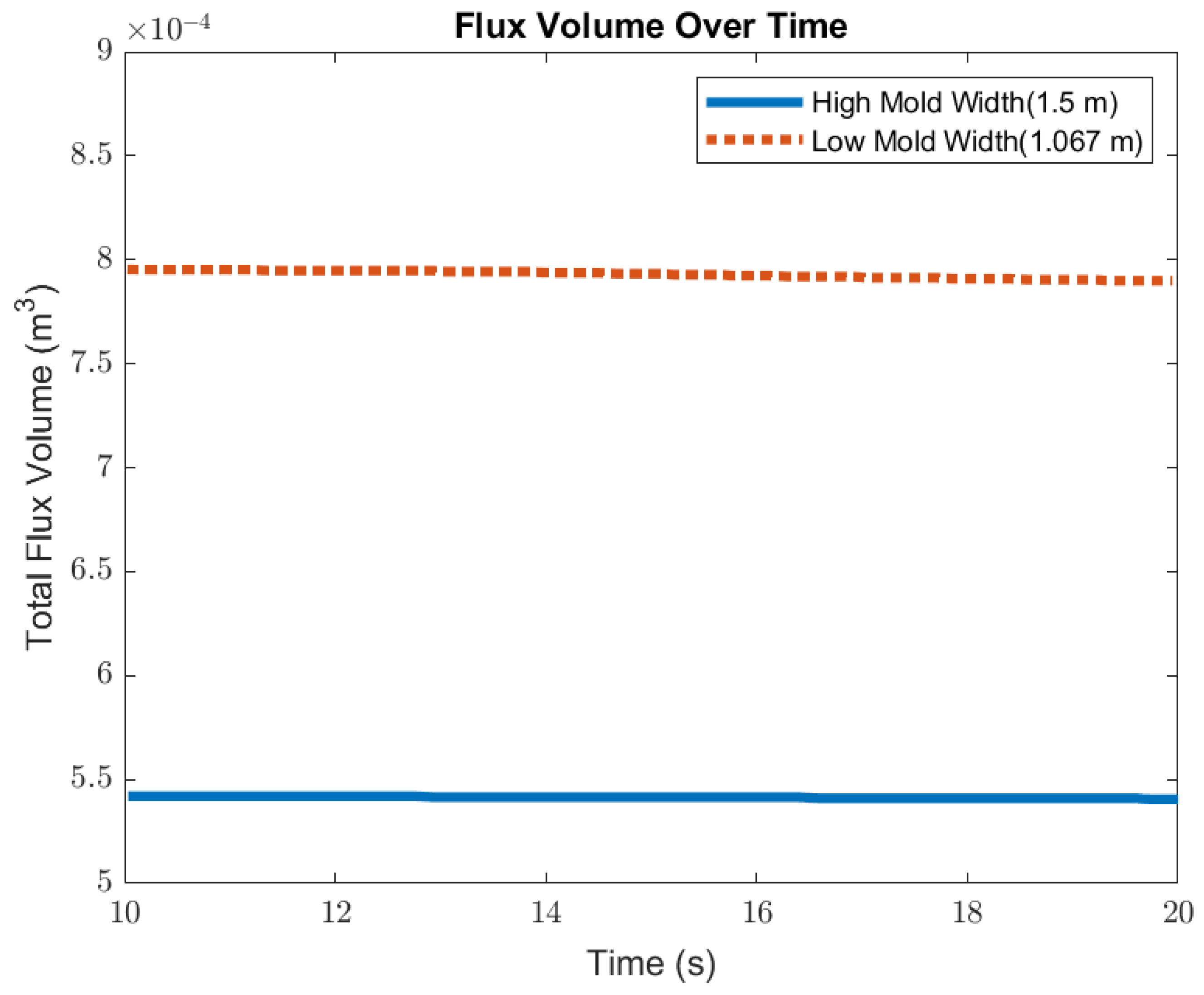
3.4. Impact of Mold Width
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Singh, R.; Thomas, B.G.; Vanka, S.P. Large Eddy Simulations of Double-Ruler Electromagnetic Field Effect on Transient Flow during Continuous Casting. Metall. Mater. Trans. B 2014, 45, 1098–1115. [Google Scholar] [CrossRef] [Green Version]
- Puttinger, S.; Saeedipour, M.; Pirker, S. Evaluating the Damping Effect of a Slag Layer on the Mold Flow in Continuous Casting of Steel. In Proceedings of the 11th Pacific Symposium on Flow Visualization and Image Processing, Kumamoto, Japan, 1–3 December 2017. [Google Scholar]
- Brian, T.; Ramnik, S.; Rajneesh, C.; Pratap, V. Flow Control with Ruler Electromagnetic Braking (EMBr) in Continuous Casting of Steel Slabs. In Proceedings of the BAC 2013, Fifth Baosteel Biennial Academic Conference, Shanghai, China, 4–6 June 2013; pp. 1–10. [Google Scholar]
- Thomas, B. Chapter 14 in Making, Shaping and Treating of Steel, 11th ed.; Cramb, A., Ed.; AISE Steel: Pittsburgh, PA, USA, 2003; Volume 5. [Google Scholar]
- Sen, A.; Prasad, B.; Sahu, J.K.; Tiwari, J.N. Designing of Sub-entry Nozzle for Casting Defect-free Steel. In Proceedings of the 4th National Conference on Processing and Characterization of Materials, Rourkela, India, 5–6 December 2014; IOP Publishing Ltd.: Bristol, UK, 2015. [Google Scholar]
- Hibbeler, L.C.; Thomas, B.G. Mold Slag Entrainment Mechanisms in Continuous Casting Molds. In Proceedings of the AISTech 2013 Iron and Steel Technology Conference, Pittsburgh, PA, USA, 6–9 May 2013; pp. 1215–1230. [Google Scholar]
- Li, Z.; Zhang, L.; Ma, D.; Lavery, N.P.; Wang, E. A narrative review: The electromagnetic field arrangement and the “braking” effect of electromagnetic brake (EMBr) technique in slab continuous casting. Metall. Res. Technol. 2021, 118, 218. [Google Scholar] [CrossRef]
- Thomas, B.; Cukierski, K. Flow Control with Local Electromagnetic Braking in Continuous Casting of Steel Slabs. Metall. Mater. Trans. B 2008, 39, 94–107. [Google Scholar] [CrossRef]
- Jin, K.; Vanka, S.; Thomas, B.G. Large Eddy Simulations of the Effects of EMBr and SEN Submergence Depth on Turbulent Flow. Metall. Mater. Trans. B 2017, 48, 162–178. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, L. Fluid flow-related transport phenomena in steel slab continuous casting strands under electromagnetic brake. Metall. Mater. Trans. B 2011, 42, 1319–1351. [Google Scholar] [CrossRef]
- Xu, Y.; Xu, X.; Li, Z.; Wang, T.; Deng, A.; Wang, E. Dendrite Growth Characteristics and Segregation Control of Bearing Steel Billet with Rotational Electromagnetic Stirring. High Temp. Mater. Process. 2017, 36, 339–346. [Google Scholar] [CrossRef]
- Chaudhary, R.; Thomas, B.G.; Vanka, S.P. Effect of Electromagnetic Ruler Braking (EMBr) on Transient Turbulent Flow in Continuous Slab Casting using Large Eddy Simulations. Metall. Mater. Trans. B 2012, 43, 532–553. [Google Scholar] [CrossRef]
- Davidson, P. A Introduction to Magnetohydrodynamics, 2nd ed.; Cambridge University Press: Cambridge, UK, 2001. [Google Scholar]
- Yang, H.; Kesavan, S.; Maite, C. The Influence of Thermo-Physical Properties on Slag Entrainment during Continuous Casting of Steel in Billets and Slabs. In Proceedings of the 8th International Conference on Modeling and Simulation of Metallurgical Processes in Steelmaking, Toronto, ON, Canada, 13–15 August 2019; pp. 711–719. [Google Scholar] [CrossRef]
- Thomas, B.G.; Zhang, L. Mathematical Modeling of Fluid Flow in Continuous Casting of Steel. ISIJ Int. 2001, 41, 1181–1193. [Google Scholar] [CrossRef]
- Balsara, D.S. Divergence-Free Adaptive Mesh Refinement for Magnetohydrodynamics. J. Comput. Phys. 2001, 174, 614–648. [Google Scholar] [CrossRef] [Green Version]
- Sakane, S.; Takaki, T.; Aoki, T. Parallel-GPU-accelerated adaptive mesh refinement for three-dimensional phase-field simulation of dendritic growth during solidification of binary alloy. Mater. Theory 2022, 6, 3. [Google Scholar] [CrossRef]
- Liu, Z.; Vakhrushev, A.; Wu, M.; Kharicha, A.; Ludwig, A.; Li, B. Scale-Adaptive Simulation of Transient Two-Phase Flow in Continuous-Casting Mold. Metall. Mater. Trans. B 2019, 50, 543–554. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Properties | Steel | Air | Flux |
|---|---|---|---|
| Viscosity (Pa-s) | 0.03 | 1.855 × 10−5 | 0.09 |
| Density (kg/m3) | 7003.016 | 1.184 | 2767.99 |
| Case | SEN Depth (mm) | Width (m) | Casting Speed (m/min) | EMBr (G) |
|---|---|---|---|---|
| 1 | 110 | 1.067 | 3.18 | 4350 |
| 2 | 110 | 1.067 | 3.18 | 2975 |
| 3 | 110 | 1.50 | 3.18 | 4350 |
| 4 | 110 | 1.50 | 3.18 | 2975 |
| 5 | 350 | 1.067 | 3.18 | 4350 |
| 6 | 350 | 1.067 | 3.18 | 2975 |
| 7 | 350 | 1.50 | 3.18 | 4350 |
| 8 | 350 | 1.50 | 3.18 | 2975 |
| Results | Low EMBr 2975 G Case 2 | High EMBr 4350 G Case 1 | Diff. |
|---|---|---|---|
| Peak Wave Height | 4.8 mm | 3.01 mm | 59.47% |
| Average Wave Height | 2.4 mm | 2.1 mm | 12.50% |
| Volume of Flux Rate of Decrease | 8 × 10−7 m3 per s | 2 × 10−7 m3 per s | 4.25% |
| Results | Low SEN Depth 110 mm Case 4 | High SEN Depth 350 mm Case 8 | Diff. |
|---|---|---|---|
| Peak Wave Height | 7.04 mm | 8.55 mm | 21.45% |
| Average Wave Height | 4.29 mm | 5.12 mm | 19.00% |
| Volume of Flux Rate of Decrease | 6 × 10−7 m3 per s | 8 × 10−7 m3 per s | 2.60% |
| Results | Low Width 1.067 m Case 5 | High Width 1.50 m Case 7 | Diff. |
|---|---|---|---|
| Peak Wave Height | 8.37 mm | 8.65 mm | 3.35% |
| Average Wave Height | 4.48 mm | 4.87 mm | 8.71% |
| Volume of Flux Rate of Decrease | 8 × 10−7 m3 per s | 8 × 10−8 m3 per s | 0.90% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Thapa, S.; Wang, M.; Silaen, A.K.; Ferreira, M.E.; Rollings, W.; Zhou, C. Application of Electromagnetic Braking to Minimize a Surface Wave in a Continuous Caster. Materials 2023, 16, 1042. https://doi.org/10.3390/ma16031042
Thapa S, Wang M, Silaen AK, Ferreira ME, Rollings W, Zhou C. Application of Electromagnetic Braking to Minimize a Surface Wave in a Continuous Caster. Materials. 2023; 16(3):1042. https://doi.org/10.3390/ma16031042
Chicago/Turabian StyleThapa, Saswot, Mingqian Wang, Armin K. Silaen, Mauro E. Ferreira, Wesley Rollings, and Chenn Zhou. 2023. "Application of Electromagnetic Braking to Minimize a Surface Wave in a Continuous Caster" Materials 16, no. 3: 1042. https://doi.org/10.3390/ma16031042