
Investigations for Material Tracing in Selective Laser Sintering: Part Ι: Methodical Selection of a Suitable Marking Agent

 ,
,  and
and
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Sinter Material
2.2. Marking Materials
2.3. Particle Analysis
2.4. Scanning Electron Microscope
2.5. Differential Scanning Calometry Testing
2.6. Material Properties
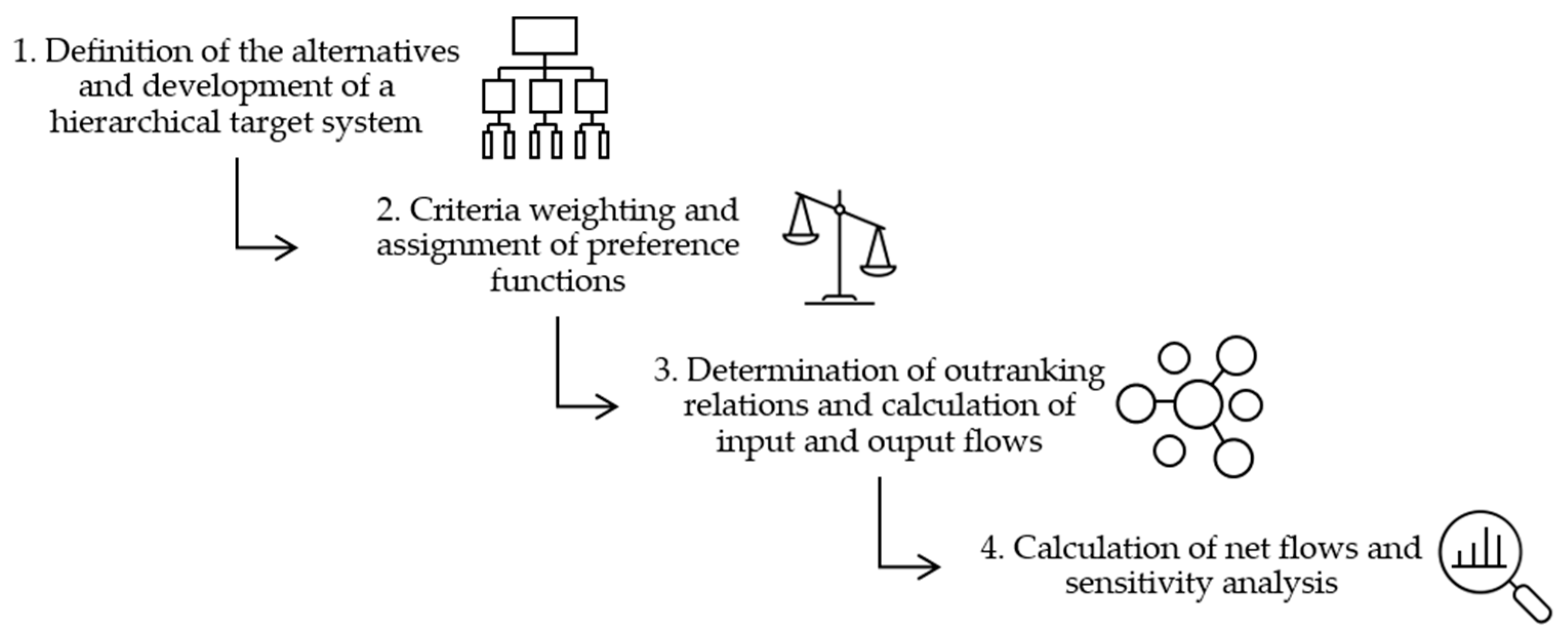
2.7. Methodology for the Systematic Selection of Marking Materials
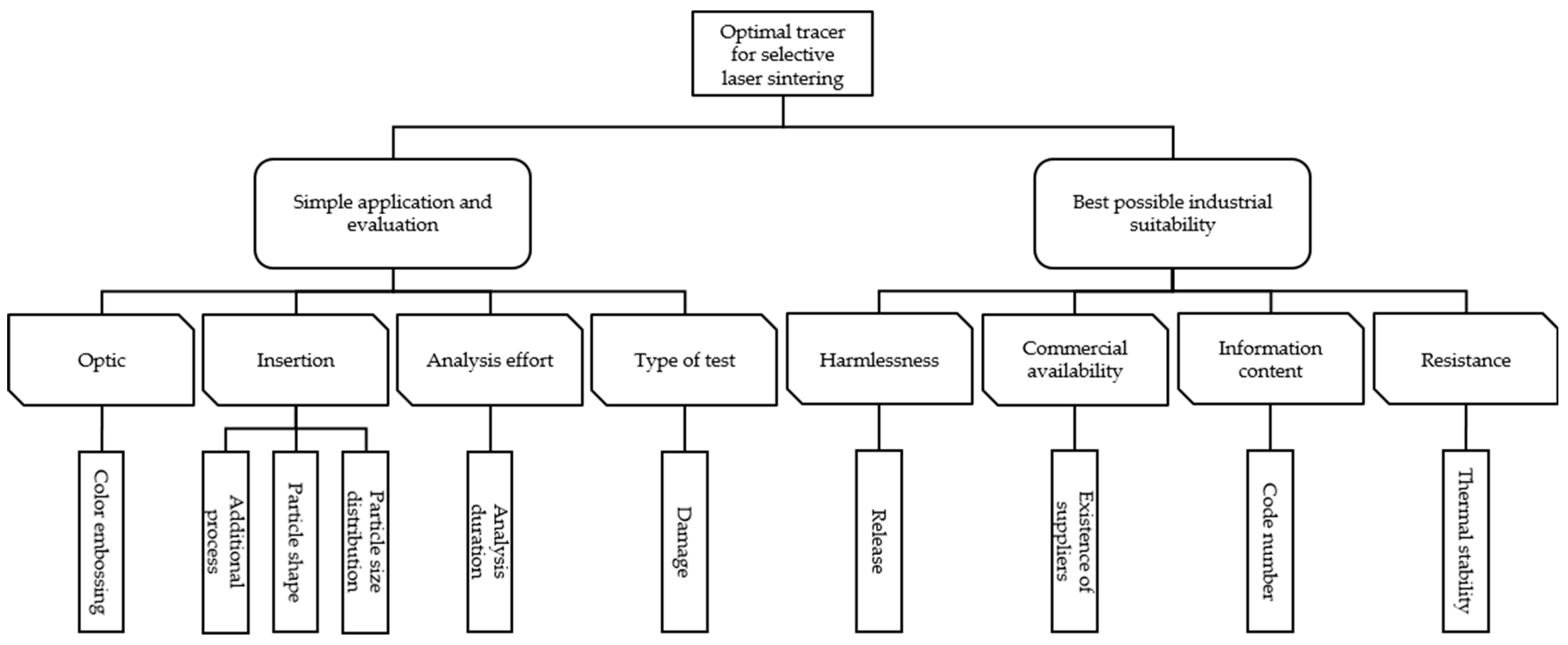
2.7.1. Definition of the Alternatives and Development of a Hierarchical Target System
- Alternative a1: Modified polymers;
- Alternative a2: Fluorescent particles;
- Alternative a3: Silicate-encapsulated DNA.
- Objective main group 1: Simple application and evaluation;
- Objective main group 2: Best possible industrial suitability.
2.7.2. Criteria Weighting and Assignment of Preference Functions
- 1: strong preference of B over A;
- 3: equivalence of A and B;
- 5: strong preference of A over B.
2.7.3. Determination of Outranking Relations and Calculation of Input and Output Flows
2.7.4. Calculation of Net Flow and Sensitivity Analysis
3. Results
3.1. Determination of the Outranking Relations and Calculation of the Input and Output Flows
3.2. Calculation of Net Flows for Evaluation According to PROMETHEE II
3.3. Sensitivity Analysis
4. Discussion
5. Conclusions and Outlook
- The evaluated marking agents differ fundamentally in the functional principle, the number of possible codes, and the analysis method;
- The applied methodology for the systematic selection of marking agents, based on a combination of utility analysis and the PROMETHEE method, is characterized by a structured design of the target system, an in-depth analysis for preference determination, and the expression of indifferences and incompatibilities;
- The modified polymers are evaluated as the most suitable marking agent;
- This result is due to the information content, particle shape, and PSD, as well as the thermal stability and commercial availability of the modified polymers.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Seppala, J.E.; Kotula, A.P.; Snyder, C.R. Polymer-Bzased Additive Manufacturing: Recent Developments; American Chemical Society: Washington, DC, USA, 2020; ISBN 9780841234260. [Google Scholar]
- Schmid, M. Selektives Lasersintern (SLS) Mit Kunststoffen: Technologie, Prozesse und Werkstoffe; Hanser: München, Germany, 2015; ISBN 978-3-446-44562-8. [Google Scholar]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies: 3D Printing, Rapid Prototyping and Direct Digital Manufacturing, 2nd ed.; Springer: New York, NY, USA; Heidelberg, Germany; Dodrecht, The Netherlands; London, UK, 2015; ISBN 978-1-4939-2112-6. [Google Scholar]
- Celik, E. Additive Manufacturing: Science and Technology, 1st ed.; De Gruyter: Berlin, Germany; Boston, MA, USA, 2020; ISBN 9781501518782. [Google Scholar]
- Breuninger, J.; Becker, R.; Wolf, A.; Rommel, S.; Verl, A. Generative Fertigung mit Kunststoffen: Konzeption und Konstruktion für Selektives Lasersintern; Springer: Berlin, Germany; Heidelberg, Germany, 2013; ISBN 978-3-642-24324-0. [Google Scholar]
- Gebhardt, A. Additive Fertigungsverfahren: Additive Manufacturing und 3D-Drucken für Prototyping—Tooling—Produktion, 5., neu Bearbeitete und Erweiterte Auflage; Hanser: München, Germany, 2016; ISBN 978-3-446-44401-0. [Google Scholar]
- Fastermann, P. 3D-Druck/Rapid Prototyping: Eine Zukunftstechnologie—Kompakt Erklärt; Springer: Berlin, Germany; Heidelberg, Germany, 2012; ISBN 978-3-642-29224-8. [Google Scholar]
- Berger, U.; Hartmann, A.; Schmid, D. 3D-Druck—Additive Fertigungsverfahren: Rapid Prototyping, Rapid Tooling, Rapid Manufacturing, 2. Auflage; Verlag Europa-Lehrmittel—Nourney Vollmer GmbH & Co. KG: Haan-Gruiten, Germany, 2017; ISBN 978-3-8085-5034-2. [Google Scholar]
- Choren, J.; Gervasi, V.; Herman, T.; Kamara, S.; Mitchell, J. SLS powder life study. In Proceedings of the 2001 Solid Freeform Fabrication Symposium, Austin, TX, USA, 6–8 August 2001; pp. 39–45. [Google Scholar]
- Dahlmann, R.; Haberstroh, E.; Menges, G. Menges Werkstoffkunde Kunststoffe, Vollständig neu Bearbeitete Auflage, 7th ed.; Hanser: Munich, Germany, 2022; ISBN 978-3-446-45801-7. [Google Scholar]
- DIN 50035:2012-09. Begriffe auf dem Gebiet der Alterung von Materialien—Polymere Werkstoffe. Beuth Verlag GmbH: Berlin, Germany, 2012.
- Wudy, K.; Drummer, D. Aging effects of polyamide 12 in selective laser sintering: Molecular weight distribution and thermal properties. Addit. Manuf. 2019, 25, 1–9. [Google Scholar] [CrossRef]
- Zarringhalam, H.; Hopkinson, N.; Kamperman, N.F.; de Vlieger, J.J. Effects of processing on microstructure and properties of SLS Nylon 12. Mater. Sci. Eng. A 2006, 435-436, 172–180. [Google Scholar] [CrossRef] [Green Version]
- Dadbakhsh, S.; Verbelen, L.; Verkinderen, O.; Strobbe, D.; van Puyvelde, P.; Kruth, J.-P. Effect of PA12 powder reuse on coalescence behaviour and microstructure of SLS parts. Eur. Polym. J. 2017, 92, 250–262. [Google Scholar] [CrossRef]
- Pham, D.; Dotchev, K.; Yusoff, W. Deterioration of polyamide powder properties in the laser sintering process. Proc. Inst. Mech. Eng. Part C-J. Mech. Eng. Sci. 2008, 222, 2163–2176. [Google Scholar] [CrossRef]
- Wudy, K.; Drummer, D.; Kühnlein, F.; Drexler, M. Influence of degradation behavior of polyamide 12 powders in laser sintering process on produced parts. In Proceedings of the PPS-29: The 29th International Conference of the Polymer Processing Society—Conference Papers, Nuremberg, Germany, 15–19 July 2013; American Institute of Physics: College Park, MD, USA, 2014; pp. 691–695. [Google Scholar]
- Plastics Failure: Analysis and Prevention; Moalli, J. (Ed.) Plastics Design Library: Norwich, NY, USA, 2010; ISBN 1-884207-92-8. [Google Scholar]
- Hesse, N.; Dechet, M.A.; Bonilla, J.S.G.; Lübbert, C.; Roth, S.; Bück, A.; Schmidt, J.; Peukert, W. Analysis of tribo-charging during powder spreading in Selective Laser Sintering: Assessment of polyamide 12 powder ageing effects on charging behavior. Polymers 2019, 11, 609. [Google Scholar] [CrossRef] [Green Version]
- Fiedler, L.; Androsch, R.; Mileva, D.; Radusch, H.J.; Wutzler, A.; Gerken, J. Experimentelle Simulation der physikalischen Alterung von Lasersinterpulvern. Z. Kunstst. 2010, 6, 19–32. [Google Scholar]
- Josupeit, S.; Lohn, J.; Hermann, E.; Gessler, M.; Tenbrink, S.; Schmid, H.-J. Material Properties of Laser Sintered Polyamide 12 as Function of Build Cycles Using Low Refresh Rates. In Proceedings of the 26th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 10–12 August 2015; pp. 540–549. [Google Scholar]
- Dotchev, K.; Yusoff, W. Recycling of polyamide 12 based powders in the laser sintering process. Rapid Prototyp. J. 2009, 15, 192–203. [Google Scholar] [CrossRef]
- Mielicki, C. Prozessnahes Qualitätsmanagement beim Lasersintern von Polyamid 12. Ph.D. Thesis, Universität Duisburg-Essen, Essen, Germany, 2014. [Google Scholar]
- Wegner, A.; Mielicki, C.; Grimm, T.; Gronhoff, B.; Witt, G.; Wortberg, J. Determination of Robust Material Qualities and Processing Conditions for Laser Sintering of Polyamide 12. Polym. Eng. Sci. 2014, 54, 1540–1554. [Google Scholar] [CrossRef]
- Wegner, A.; Witt, G. Betrachtung zur Pulvernutzungsdauer beim Laser-Sintern und Einfluss der Prozessführung auf die Entstehung von Ausschussbauteilen. Aachen University of Applied Sciences: Aachen, Germany. RTejournal- Forum Für Rapid Technol. 2012, 9. [Google Scholar]
- Pham, D.; Dotchev, K.; Yusoff, W. Improvement of part surface finishing in laser sintering by experimental design optimisation (DOE). In Proceedings of the Third Virtual International Conference on Innovative Production Machines and Systems (IPROMS 2007), Cardiff, UK, 2–13 July 2007. [Google Scholar]
- Yusoff, W.A.; Thomas, A.J. The effect of employing an effective laser sintering scanning strategy and energy density value on eliminating “orange peel” on a selective laser sintered part. IAMOT Proc. Dicec 2008, 6. [Google Scholar]
- Esper, F.J. Pulvermetallurgie: Das Flexible und Fortschrittliche Verfahren für Wirtschaftliche und Zuverlässige Bauteile; Expert-Verl.: Renningen, Malmsheim, 1996; ISBN 9783816913214. [Google Scholar]
- GSI AISBL. GS1 Global Traceability Standard—GS1’s Framework for the Design of Interoperable Traceability Systems for Supply chains. 2017. Available online: https://www.gs1.org/sites/default/files/docs/traceability/GS1_Global_Traceability_Standard_i2.pdf (accessed on 17 June 2022).
- Handbuch Fügen, Handhaben, Montieren; Feldmann, K.; Schöppner, V.; Spur, G. (Eds.) vollständig neu bearbeitete Auflage; Hanser: München, Germany, 2014; ISBN 978-3-446-42827-0. [Google Scholar]
- Taschenlexikon Logistik: Abkürzungen, Definitionen und Erläuterungen der Wichtigsten Begriffe aus Materialfluss und Logistik; ten Hompel, M.; Heidenblut, V. (Eds.) bearb. und erw. Aufl.; Springer: Berlin, Germany; Heidelberg, Germany, 2011; ISBN 978-3-642-19944-8. [Google Scholar]
- Wegner-Hambloch, S. Rückverfolgbarkeit in der Praxis: Artikel 18 und 19 der VO (EG) Nr. 178/2002 Schnell und Einfach Umgesetzt, 1st ed.; Behr: Hamburg, Germany, 2005; ISBN 978-3-89947-137-3. [Google Scholar]
- Wortberg, J. Qualitätssicherung in der Kunststoffverarbeitung: Rohstoff-, Prozess- und Produktqualität; Tabellen; Hanser: München, Germany; Wien, Austria, 1996; ISBN 9783446171336. [Google Scholar]
- Huber, W. Industrie 4.0 Kompakt—wie Technologien Unsere Wirtschaft und Unsere Unternehmen Verändern: Transformation und Veränderung des gesamten Unternehmens; Springer Vieweg: Wiesbaden, Germany, 2018; ISBN 978-3-658-20798-4. [Google Scholar]
- Vöpel, H. Disruption: Neuvermessung Einer Ver-Rückten Welt; Books on Demand GmbH: Norderstedt, Germany, 2020; ISBN 9783750436145. [Google Scholar]
- Eyerer, P.; Elsner, P.; Hirth, T. Polymer Engineering: Technologien und Praxis; Springer: Berlin, Germany; Heidelberg, Germany, 2008; ISBN 978-3-540-72402-5. [Google Scholar]
- Porter, M.E.; Heppelmann, J.E. Wie smarte Produkte unternehmen verändern. Harv. Bus. Manag. 2015, 37, 53–73. [Google Scholar]
- Lutz, J.-F. Les Polymères, Messagers à l’Échelle Moléculaire. IT Ind. Technol. 2021, 1–11. [Google Scholar]
- Fornos, P.; Aramendia, S.P.; Muela, D.R.; Ribes, S.S. An Apparatus and a Method for Determining a Quantity of Material. U.S. Patent Application No.15/542,394, 25 January 2018. [Google Scholar]
- Blattmeier, M. Strukturanalyse von lasergesinterten Schichtverbunden mit werkstoffmechanischen Methoden; Springer Vieweg: Wiesbaden, Germany, 2012; ISBN 978-3-8348-2500-1. [Google Scholar]
- Hachmöller, R. Methoden zur Zielkostenerreichung bei Innovativen Kaufteilen: Eine Theoretische und Empirische Untersuchung, 1. Aufl.; TCW Transfer-Centrum: München, Germany, 2006; ISBN 3-937236-33-3. [Google Scholar]
- Kröll, M. Methode zur Technologiebewertung für eine Ergebnisorientierte Produktentwicklung. Zugl.: Stuttgart, Univ., Diss., 2007; Jost-Jetter-Verl.: Heimsheim, Germany, 2007; ISBN 978-3-939890-26-3. [Google Scholar]
- Lebens, U.J. Diskontinuitäten bei Fertigungstechniken: Eine Empirirische Studie zur Bewältigung von Technologischen Diskontinuitäten; gmft Ges. für Management und Technologie: München, Germany, 1986; ISBN 3-924483-34-5. [Google Scholar]
- Brans, J.-P.; Vincke, P. Note—A Preference Ranking Organisation Method: (The PROMETHEE Method for Multiple Criteria Decision-Making). Manag. Sci. 1985, 31, 647–656. [Google Scholar] [CrossRef] [Green Version]
- Dittmer, G. Managen mit Methode: Instrumente für individuelle Lösungen; Gabler Verlag: Wiesbaden, Germany, 1995; ISBN 978-3-409-18790-9. [Google Scholar]
- Geldermann, J.; Lerche, N. Leitfaden zur Anwendung von Methoden der multikriteriellen Entscheidungsunterstützung: Methode: Promethee; Lehrstuhl für Produktion und Logistik, Georg-August-Universität Göttingen: Göttingen, Germany, 2014. [Google Scholar]
- Hwang, C.-L.; Yoon, K. Multiple Attribute Decision Making: Methods and Applications A State-of-the-Art Survey; Springer: Berlin, Germany; Heidelberg, Germany, 1981; ISBN 978-3-540-10558-9. [Google Scholar]
- Zimmermann, H.-J.; Gutsche, L. Multi-Criteria Analyse: Einführung in die Theorie der Entscheidungen bei Mehrfachzielsetzungen; Springer: Berlin, Germany; Heidelberg, Germany, 1991; ISBN 978-3-540-54483-8. [Google Scholar]
- Lehmann&Voss&Co. KG. LUVOSINT PA12 9270 BK—Polyamide 12 Unreinforced, Black: Preliminary Datasheet; Lehmann&Voss&Co. KG: Hamburg, Germany, 2022. [Google Scholar]
- Goodridge, R.D.; Tuck, C.J.; Hague, R. Laser sintering of polyamides and other polymers. Prog. Mater. Sci. 2012, 57, 229–267. [Google Scholar] [CrossRef]
- Amado, A.; Schmid, M.; Levy, G.; Wegener, K. Advances in SLS powder characterization. In Proceedings of the 22nd Annual International Solid Freeform Fabrication Symposium—An Additive Manufacturing Conference, SFF 2011, Austin, TX, USA, 8–10 August 2011. [Google Scholar]
- Dost, G.; Kummer, B.; Matloubi, M.; Moesslein, J.; Treick, A. Produkt- und Materialpässe Nützen der Kreislaufwirtschaft nur, Wenn sie tatsächlich Robust mit Produkten und Materialien Verknüpft sind!: Kurzfassung; Polysecure GmbH: Freiburg, Germany, 2022; Available online: https://polysecure.eu/fileadmin/main/Unternehmen/Media-Files/220425_Produkt_Materialpass_Kurzfassung_Dt.pdf (accessed on 20 August 2022).
- Dost, G.; Matloubi, M.; Treick, A.; Kummer, B. Booster für eine gelingende Kreislaufwirtschaft. Recycl. Mag. Sonderh. 2022, 4, 84–86. [Google Scholar]
- Paunescu, D.; Puddu, M.; Soellner, J.O.B.; Stoessel, P.R.; Grass, R.N. Reversible DNA encapsulation in silica to produce ROS-resistant and heat-resistant synthetic DNA’fossils’. Nat. Protoc. 2013, 8, 2440–2448. [Google Scholar] [CrossRef] [PubMed]
- Buttitta, A. „Tracer-Based-Sorting"—Die Zukunft der Kunststoffverwertung. EU-Recycl. —Das Fachmag. Eur. Recycl. 2021, 38, 16–18. [Google Scholar]
- Al Ouahabi, A.; Amalian, J.-A.; Charles, L.; Lutz, J.-F. Mass spectrometry sequencing of long digital polymers facilitated by programmed inter-byte fragmentation. Nat. Commun. 2017, 8, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Brunner, S.; Fomin, P.; Kargel, C. Automated sorting of polymer flakes: Fluorescence labeling and development of a measurement system prototype. Waste Manag. 2015, 38, 49–60. [Google Scholar] [CrossRef]
- Woidasky, J.; Sander, I.; Schau, A.; Moesslein, J.; Wendler, P.; Wacker, D.; Gao, G.; Kirchenbauer, D.; Kumar, V.; Busko, D.; et al. Inorganic fluorescent marker materials for identification of post-consumer plastic packaging. Resour. Conserv. Recycl. 2020, 161, 104976. [Google Scholar] [CrossRef]
- Grass, R.N.; Stark, W.J. Molecular Code System. U.S. Patent Application No.14/384,852, 26 December 2017. [Google Scholar]
- Lutz, J.-F. Coding macromolecules: Inputting information in polymers using monomer-based alphabets. Macromolecules 2015, 48, 4759–4767. [Google Scholar] [CrossRef]
- Amalian, J.-A.; Mondal, T.; Konishcheva, E.; Cavallo, G.; Petit, B.E.; Lutz, J.-F.; Charles, L. Desorption electrospray ionization (DESI) of digital polymers: Direct tandem mass spectrometry decoding and imaging from materials surfaces. Adv. Mater. Technol. 2021, 6, 2001088. [Google Scholar] [CrossRef]
- Paunescu, D.; Mora, C.A.; Querci, L.; Heckel, R.; Puddu, M.; Hattendorf, B.; Günther, D.; Grass, R.N. Detecting and number counting of single engineered nanoparticles by digital particle polymerase chain reaction. ACS Nano 2015, 9, 9564–9572. [Google Scholar] [CrossRef] [PubMed]
- Youssef, I.; Carvin-Sergent, I.; Konishcheva, E.; Kebe, S.; Greff, V.; Karamessini, D.; Matloubi, M.; Ouahabi, A.A.; Moesslein, J.; Amalian, J.-A.; et al. Covalent Attachment and Detachment by Reactive DESI of Sequence-Coded Polymer Taggants. Macromol. Rapid Commun. 2022, 2200412. [Google Scholar] [CrossRef]
- Karamessini, D.; Simon-Yarza, T.; Poyer, S.; Konishcheva, E.; Charles, L.; Letourneur, D.; Lutz, J.-F. Abiotic Sequence-Coded Oligomers as Efficient In Vivo Taggants for the Identification of Implanted Materials. Angew. Chem. Int. Ed. 2018, 57, 10574–10578. [Google Scholar] [CrossRef]
- Tailorlux GmbH. Sicherheitsdatenblatt gemäß Verordnung (EG) 1907/2006: Anorganische Fluoreszenz Rot; Tailorlux GmbH: Münster, Germany, 2022. [Google Scholar]
- Paunescu, D.; Stark, W.J.; Grass, R.N. Particles with an identity: Tracking and tracing in commodity products. Powder Technol. 2016, 291, 344–350. [Google Scholar] [CrossRef]
- ISO 13322-2:2021-12. Particle Size Analysis—Image Analysis Methods—Part 2: Dynamic Image Analysis Methods. Internation Organization of Standardization: Geneva, Switzerland, 2021.
- Wadell, H. Volume, Shape, and Roundness of Quartz Particles. J. Geol. 1935, 43, 250–280. [Google Scholar] [CrossRef]
- Frick, A.; Stern, C. Einführung in die Kunststoffprüfung: Prüfmethoden und Anwendungen; Hanser: München, Germany, 2017; ISBN 978-3-446-44351-8. [Google Scholar]
- DIN EN ISO 11357-1:2017-02. Kunststoffe_- Dynamische Differenz-Thermoanalyse_(DSC)_- Teil_1: Allgemeine Grundlagen (ISO_11357-1:2016). Deutsche Fassung EN_ISO_11357-1:2016. Beuth Verlag GmbH: Berlin, Germany, 2017.
- Balzereit, S. Strukturen und Eigenschaften selektiv lasergesinterter Polyamid- und Polyamid-Kupfer-Systeme für Anwendungen in dreidimensionalen Schaltungsträgern. Ph.D. Thesis, Universität Bayreuth, Bayreuth, Germany, 2020. [Google Scholar]
- Franke, J. Räumliche elektronische Baugruppen (3D-MID)-Werkstoffe. In Herstellung, Montage und Anwendungen für Spritzgegossene Schaltungsträger; Carl Hanser Verlag: Munich, Germany, 2013. [Google Scholar]
- Wißbrock, H. Ein neues Verfahren im Spiel eingeführter MID-Technologien: Laser-Direkt-Strukturieren von Kunststoffen. Kunststoffe 2002, 11, 2–7. [Google Scholar]
- Naundorf, G.; Wissbrock, H. A fundamentally new mechanism for additive metallization of polymeric substrates in ultra fine line technology illustrated for 3D-MIDs. Galvanotechnik 2000, 91, 2449–2451. [Google Scholar]
- Keller, B. Rapid Prototyping: Grundlagen zum selektiven Lasersintern von Polymerpulver. Ph.D. Thesis, Universität Stuttgart, Stuttgart, Germany, 1998. [Google Scholar]
- Steinberger, J. Optimierung des Selektiven-Laser-Sinterns zur Herstellung von Feingußteilen für die Luftfahrtindustrie. Ph.D. Thesis, Technische Universität München, Düsseldorf, Germany, 2001. [Google Scholar]
- Tontowi, A.E. Selective Laser Sintering of Crystalline Polymers. Ph.D. Thesis, University of Leeds (School of Mechanical Engineering), Leeds, UK, 2000. [Google Scholar]
- Drexler, M.; Drummer, D.; Kühnlein, F.; Wudy, K. Selektives Strahlschmelzen von Kunststoffen-Grundlagenwissenschaftliche Prozessanalyse und Simulation. Ind. Sonderforschungsbereichs 814 2012, 27–48. [Google Scholar]
- Masuda, H.; Higashitani, K.; Yoshida, H. Powder Technology: Fundamentals of Particles, Powder Beds, and Particle; CRC Press: Boca Raton, FL, USA, 2019; ISBN 9780367389802. [Google Scholar]
- Schulze, D. Pulver und Schüttgüter; Springer: Berlin/Heidelberg, Germany, 2019; ISBN 978-3-662-58775-1. [Google Scholar]
- Alscher, G. Das Verhalten Teilkristalliner Thermoplaste Beim Lasersintern. Ph.D Thesis, Berichte aus der Kunststofftechnik, Universität Essen, Aachen, Germany, 2000. [Google Scholar]
- Rietzel, D.; Kühnlein, F.; Drummer, D. Selektives Lasersintern von teilkristallinen Thermoplasten. University of Erlangen-Nuremberg, Erlangen, Nuremberg, Germany. RTejournal-Forum Für Rapid Technol. 2011. [Google Scholar]
- Nöken, S. Technologie des Selektiven Lasersinterns von Thermoplasten. Ph.D Thesis, RWTH Aachen, Aachen, Germany, 1997. [Google Scholar]
- Ashby, M.F.; Johnson, K. Materials and Design: The Art and Science of Material Selection in Product Design, 3rd ed.; Elsevier/Butterworth-Heinemann: Amsterdam, The Netherlands, 2014; ISBN 978-0-08-098205-2. [Google Scholar]
- Kaddar, W. Die generative Fertigung mittels Laser-Sintern: Scanstrategien, Einflusse verschiedener Prozessparameter auf die mechanischen und optischen Eigenschaften beim LS von Thermoplasten und deren Nachbearbeitungsmoglichkeiten. Ph.D. Thesis, Universität Duisburg-Essen, Essen, Germany, 2010. [Google Scholar]
- Knittka, W.; Eichmann, M.; Witt, G.; Gath, C.; Wudy, K.; Drummer, D. Thermisches und optisches Verhalten LDS-funktionalisierter Pulver für das selektive Lasersintern/Thermal and Optical Behavior of LDS-functionalized Powders for Selective Laser Sintering. Rapid. Tech 2016, 210–224. [Google Scholar] [CrossRef]
- Wegner, A. Theorie über die Fortführung von Aufschmelzvorgängen als Grundvoraussetzung für eine robuste Prozessführung beim Laser-Sintern von Thermoplasten. Ph.D. Thesis, Universität Duisburg-Essen, Essen, Germany, 2015. [Google Scholar]
- Laumer, T.; Stichel, T.; Appel, P.; Amend, P. Untersuchungen zum Absorptionsverhalten von Pulverschüttungen für das Laserstrahlschmelzen von Kunststoffen. Erfurt, Germany. Rapid. Tech Proc. Erf. Ger. 2013, 2013. [Google Scholar]
- Gunay, U.S.; Petit, B.E.; Karamessini, D.; Al Ouahabi, A.; Amalian, J.-A.; Chendo, C.; Bouquey, M.; Gigmes, D.; Charles, L.; Lutz, J.-F. Chemoselective synthesis of uniform sequence-coded polyurethanes and their use as molecular tags. Chem 2016, 1, 114–126. [Google Scholar] [CrossRef] [Green Version]
- Prockl, G.; Bauer, A.; Pflaum, A.; Müller-Steinfahrt, U. Entwicklungspfade und Meilensteine Moderner Logistik: Skizzen Einer Roadmap; Gabler Verlag: Wiesbaden, Germany, 2004; ISBN 978-3-322-89045-0. [Google Scholar]
- Pilz, H.; Rehme, O.; Schäfer, M. Verfahren Zum Herstellen Eines Markierten Gegenstandes. DE 10 2009 043 597 A1 7 April 2011. [Google Scholar]
- Lee, H.H.; Kalhor, R.; Goela, N.; Bolot, J.; Church, G.M. Terminator-free template-independent enzymatic DNA synthesis for digital information storage. Nat. Commun. 2019, 10, 1–12. [Google Scholar] [CrossRef]
- Tatje, C. Der Lack ist ab: Sitze zerfallen auf Knopfdruck, Klebstoffe gibt es nicht mehr—Und Mais und Reis ersetzen Leder. Bei BMW arbeiten sie am ersten wiederverwertbaren Auto. Wird es irgendwann auch fahren? DIE ZEIT 2022, 12, 24. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Criterion | Modified Polymers | References | Fluorescent Particles | References | Silicate-Encapsulated DNA | References |
|---|---|---|---|---|---|---|
| Thermal resistance | 380 °C | [51,52] | 800 °C–1700 °C | * | 140 °C | [53] |
| Additional process | Yes | [51,52], Application by spray drying and mixing process | Yes | Mixing process | Yes | Mixing process |
| Particle shape | Analogous to sinter material | Application by spray drying | Jagged | * | Spherical | [53] |
| Particle size distribution | Analogous to sinter material | Application by spray drying | Customizable | * | 60 nm–250 nm | [53] |
| Concentration in sinter material | 1 ppm | [37,51,52,54,55] | >800 ppm | *, [56,57] | <1 ppm | [58] |
| Color deviation from sinter material | No | Analogous to sinter material, due to application by spray drying | Yes | * | Yes | [53] |
| Analysis duration | ~1 min | [59,60] | 10 ms–1000 ms; ~100 ms | * | 90 min | [61] |
| Type of test | Non-destructive (DESI-MS/MS **) | [60,62] | Non-destructive (Fluorescence spectrometry) | [56] | Destructive (PCR ****-duplication and gel electrophoresis) | [53,58] |
| Harmlessness *** | Yes | [63] | Yes | [64] | Yes | [65] |
| Commercial availability | Yes | [37,51,52,62] | Yes | [64] | No | / |
| Number of possible codings | 264 (64 Bits) | [55] | 210 (10 Bits) | [56] | 460 (120 Bits) | [65] |
| Property | Expression |
|---|---|
| Melting temperature | 181.9 °C |
| Sphericity | 0.838 |
| Aspect ratio | 0.710 |
| Particle size distribution | 28.2 µm-d10 66.3 µm-d50 100.0 µm-d90 |
| Number | Criterion | Assessment Point |
|---|---|---|
| C1 | Color embossing | Different color |
| C2 | Additional process | Yes/No |
| C3 | Particle shape | Spherical, “potato shaped”, jagged |
| C4 | Particle size distribution | Between 28.2 µm-d10 and 100.0 µm-d90 |
| C5 | Analysis duration | Time [min] |
| C6 | Non-destructive testing | Yes/No |
| C7 | Harmlessness | Yes/No |
| C8 | Commercial availability | Yes/No |
| C9 | Information content | Number of codings |
| C10 | Thermal resistance | At least 200 °C |
| Criteria | C1 | C2 | C3 | C4 | C5 | C6 | C7 | C8 | C9 | C10 | Ʃ | Weight |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C1 | - | 2 | 2 | 2 | 2 | 3 | 1 | 1 | 2 | 1 | 16 | 0.059 |
| C2 | 4 | - | 2 | 2 | 4 | 4 | 1 | 2 | 4 | 1 | 24 | 0.089 |
| C3 | 4 | 3 | - | 3 | 4 | 4 | 1 | 2 | 4 | 1 | 26 | 0.097 |
| C4 | 4 | 4 | 3 | - | 4 | 4 | 1 | 2 | 4 | 1 | 27 | 0.100 |
| C5 | 4 | 2 | 2 | 2 | - | 4 | 1 | 2 | 4 | 1 | 22 | 0.082 |
| C6 | 3 | 2 | 2 | 2 | 2 | - | 1 | 1 | 3 | 1 | 17 | 0.063 |
| C7 | 5 | 5 | 5 | 5 | 5 | 5 | - | 4 | 5 | 4 | 43 | 0.160 |
| C8 | 5 | 4 | 4 | 4 | 4 | 5 | 2 | - | 4 | 2 | 34 | 0.126 |
| C9 | 4 | 2 | 2 | 2 | 2 | 3 | 1 | 2 | - | 1 | 19 | 0.071 |
| C10 | 5 | 5 | 5 | 5 | 5 | 5 | 2 | 4 | 5 | - | 41 | 0.152 |
| 269 | 1.0 |
| Number | Criteria | Preference Function | q | p |
|---|---|---|---|---|
| C1 | Color embossing | Ordinary criterion | - | - |
| C2 | Additional process | Ordinary criterion | - | - |
| C3 | Particle shape | Criterion with linear preference and indifference range | Similar particles | Spherical versus fissured particles |
| C4 | Particle size distribution | Criterion with linear preference and indifference range | [28.2 µm; 100.0 µm] | ±30 µm outside the interval |
| C5 | Analysis duration | Criterion with linear preference | - | >30 min difference |
| C6 | Non-destructive testing | Ordinary criterion | - | - |
| C7 | Harmlessness | Ordinary criterion | - | - |
| C8 | Commercial availability | Ordinary criterion | - | - |
| C9 | Information content | Criterion with linear preference | - | >100 Codes difference |
| C10 | Thermal resistance | Ordinary criterion | - | - |
| a1 | a2 | a3 | ϕ+ | |
| a1 | - | π1,2 | π1,3 | ϕ1+ |
| a2 | π2,1 | - | π2,3 | ϕ2+ |
| a3 | π3,1 | π3,2 | - | ϕ3+ |
| ϕ− | ϕ1− | ϕ2− | ϕ3− |
| a1 | a2 | a3 | ||
|---|---|---|---|---|
| a1 | - | 0.209 | 0.584 | 0.793 |
| a2 | 0.082 | - | 0.524 | 0.606 |
| a3 | 0.167 | 0.167 | - | 0.335 |
| 0.249 | 0.376 | 1.108 |
| Placement | Alternative | Net Flow |
|---|---|---|
| 1 | Modified polymers (a1) | 0.544 |
| 2 | Fluorescent particles (a2) | 0.230 |
| 3 | Silicate-encapsulated DNA (a3) | −0.773 |
| Criteria | C2 | C3 | C4 | C5 | C6 | C8 | C9 | C10 | Ʃ | Weight | Old Placement | New Placement |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| C2 | - | 2 | 2 | 4 | 4 | 2 | 4 | 1 | 19 | 0.114 | 6 | 5 |
| C3 | 3 | - | 3 | 4 | 4 | 2 | 4 | 1 | 21 | 0.126 | 5 | 4 |
| C4 | 4 | 3 | - | 4 | 4 | 2 | 4 | 4 | 22 | 0.132 | 4 | 3 |
| C5 | 2 | 2 | 2 | - | 4 | 2 | 4 | 1 | 17 | 0.102 | 7 | 6 |
| C6 | 2 | 2 | 2 | 2 | - | 1 | 3 | 1 | 13 | 0.078 | 9 | 8 |
| C8 | 4 | 4 | 4 | 4 | 5 | - | 4 | 2 | 27 | 0.162 | 3 | 2 |
| C9 | 2 | 2 | 2 | 2 | 3 | 2 | - | 1 | 14 | 0.084 | 8 | 7 |
| C10 | 5 | 5 | 5 | 5 | 5 | 4 | 5 | - | 34 | 0.204 | 2 | 1 |
| 167 | 1.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Eggers, T.; von Lacroix, F.; van de Kraan, F.; Reichler, A.-K.; Hürkamp, A.; Dröder, K. Investigations for Material Tracing in Selective Laser Sintering: Part Ι: Methodical Selection of a Suitable Marking Agent. Materials 2023, 16, 1043. https://doi.org/10.3390/ma16031043
Eggers T, von Lacroix F, van de Kraan F, Reichler A-K, Hürkamp A, Dröder K. Investigations for Material Tracing in Selective Laser Sintering: Part Ι: Methodical Selection of a Suitable Marking Agent. Materials. 2023; 16(3):1043. https://doi.org/10.3390/ma16031043
Chicago/Turabian StyleEggers, Tom, Frank von Lacroix, Fridolin van de Kraan, Ann-Kathrin Reichler, André Hürkamp, and Klaus Dröder. 2023. "Investigations for Material Tracing in Selective Laser Sintering: Part Ι: Methodical Selection of a Suitable Marking Agent" Materials 16, no. 3: 1043. https://doi.org/10.3390/ma16031043