
Study on the Dynamic Evolution Behavior and Failure Mechanism of Burn-Through Instability during In-Service Welding by Combining In-Situ Observation and Failure Analysis
Abstract
:1. Introduction
- Experimental approach
- 2.
- Thermal analysis models
- 3.
- Thermal-mechanical models
2. Materials and Experimental Procedure
2.1. Experimental Equipment and Material
2.2. In-Service Welding and Failure Analysis Process
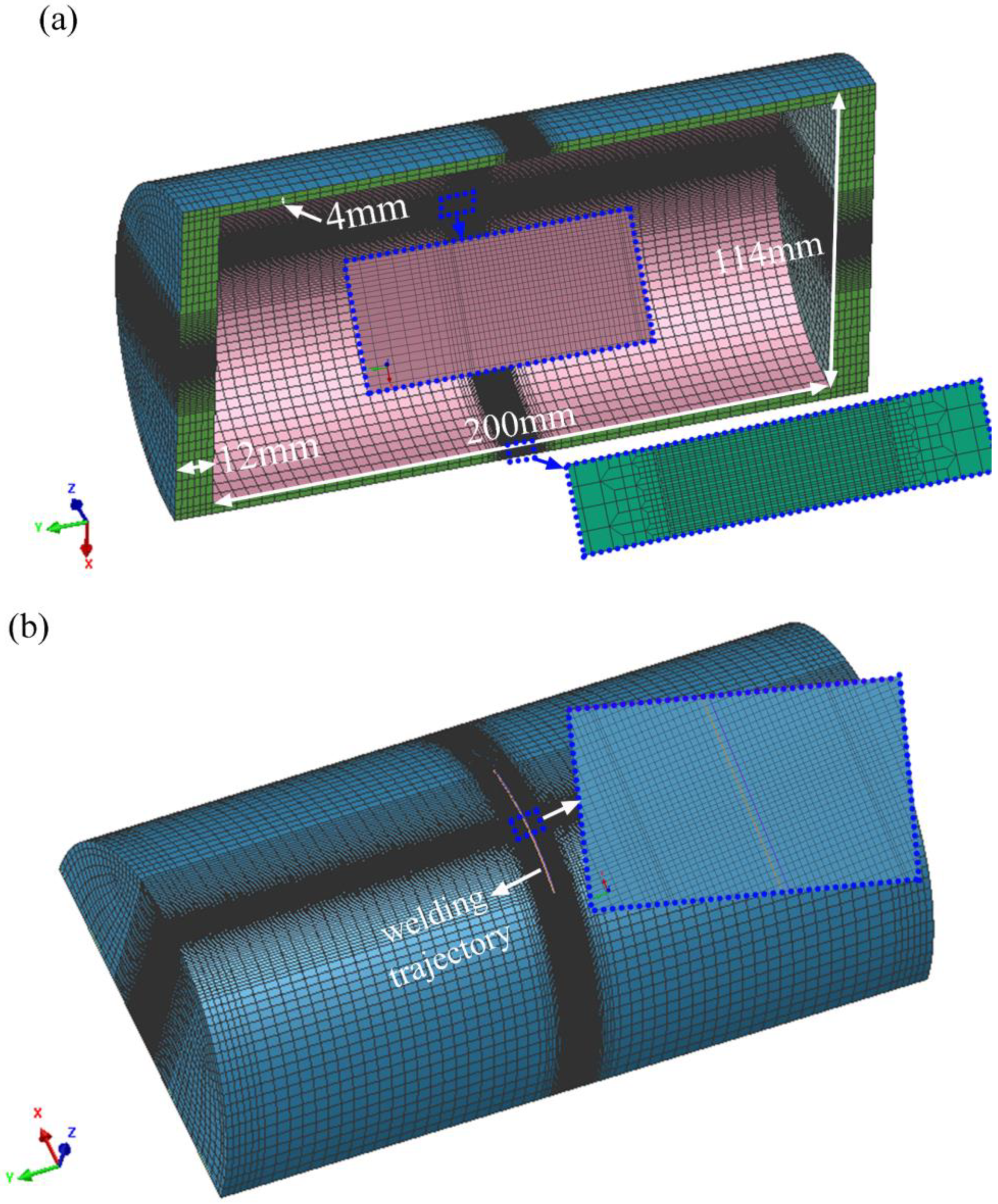
3. Finite Element Modeling
3.1. Thermal Analysis
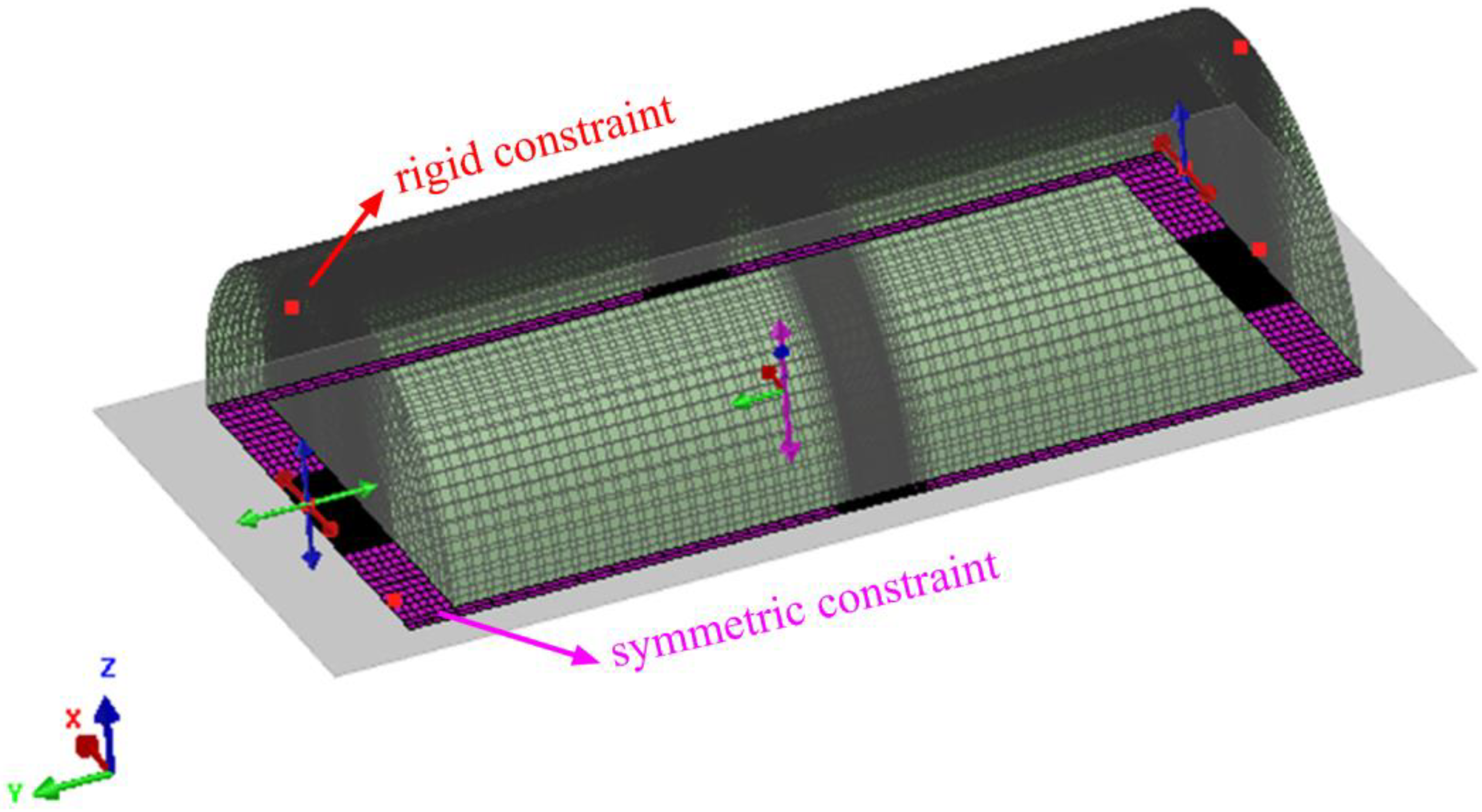
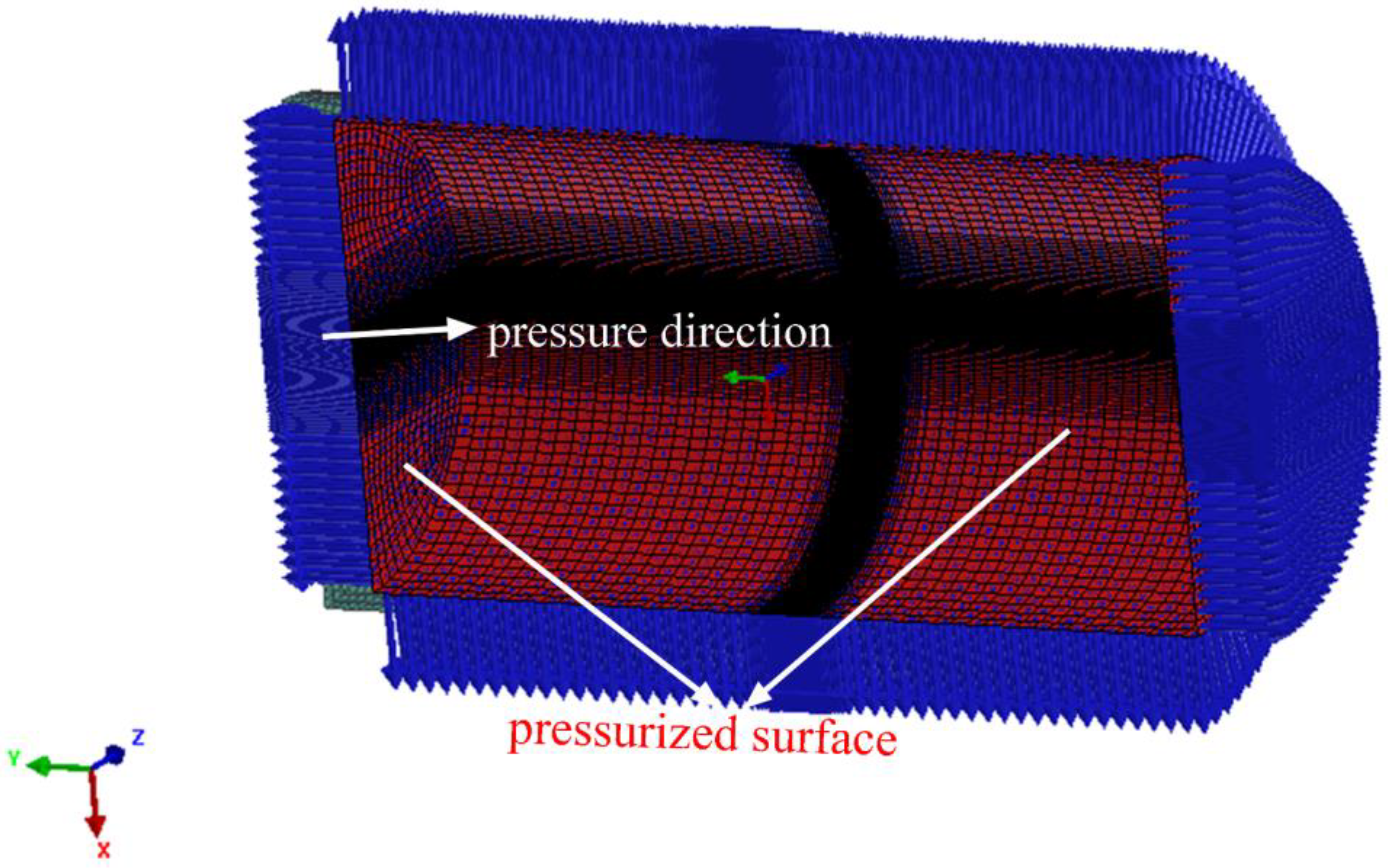
3.2. Metallurgical and Mechanical Analysis
4. Results and Discussions
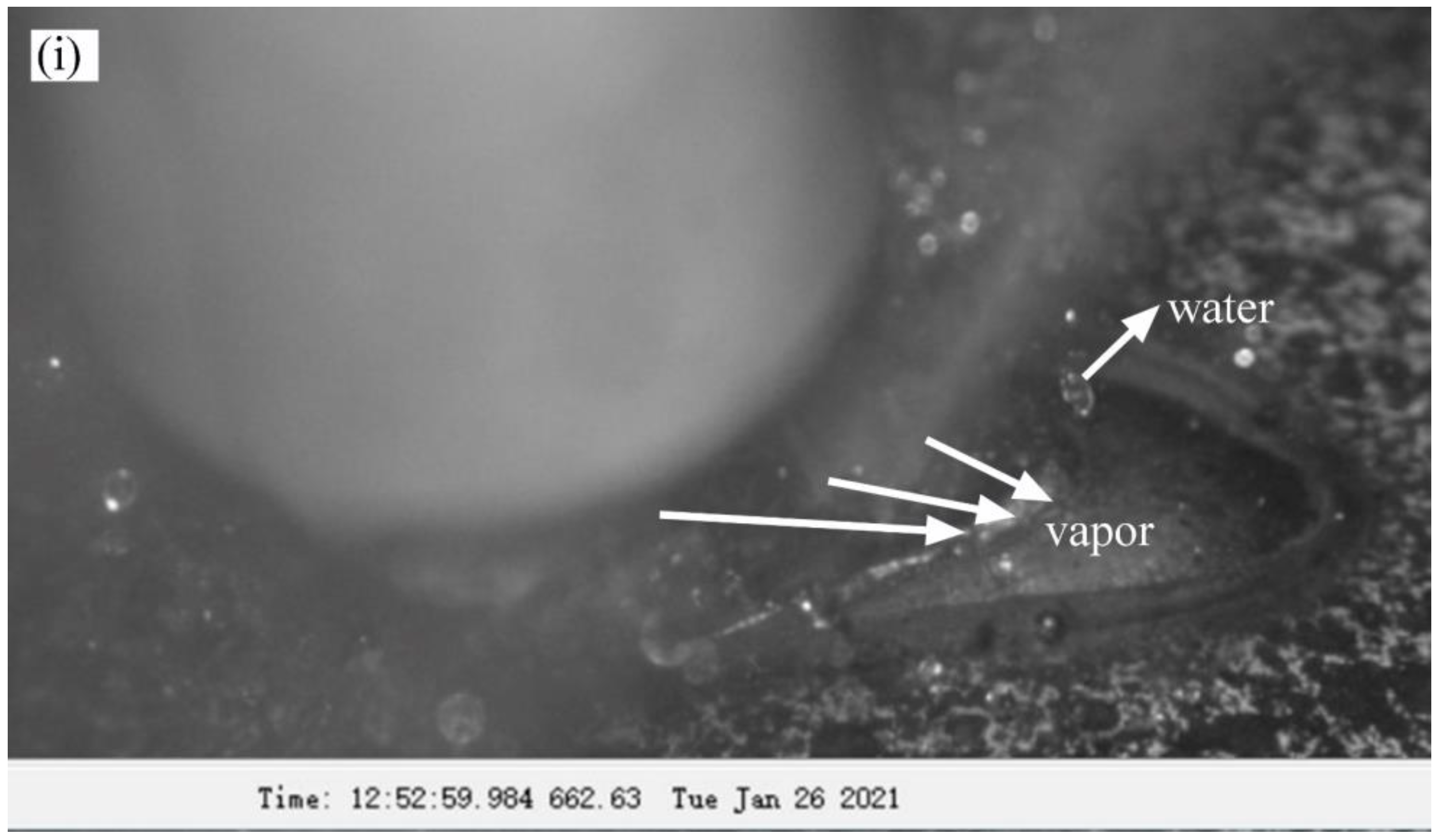
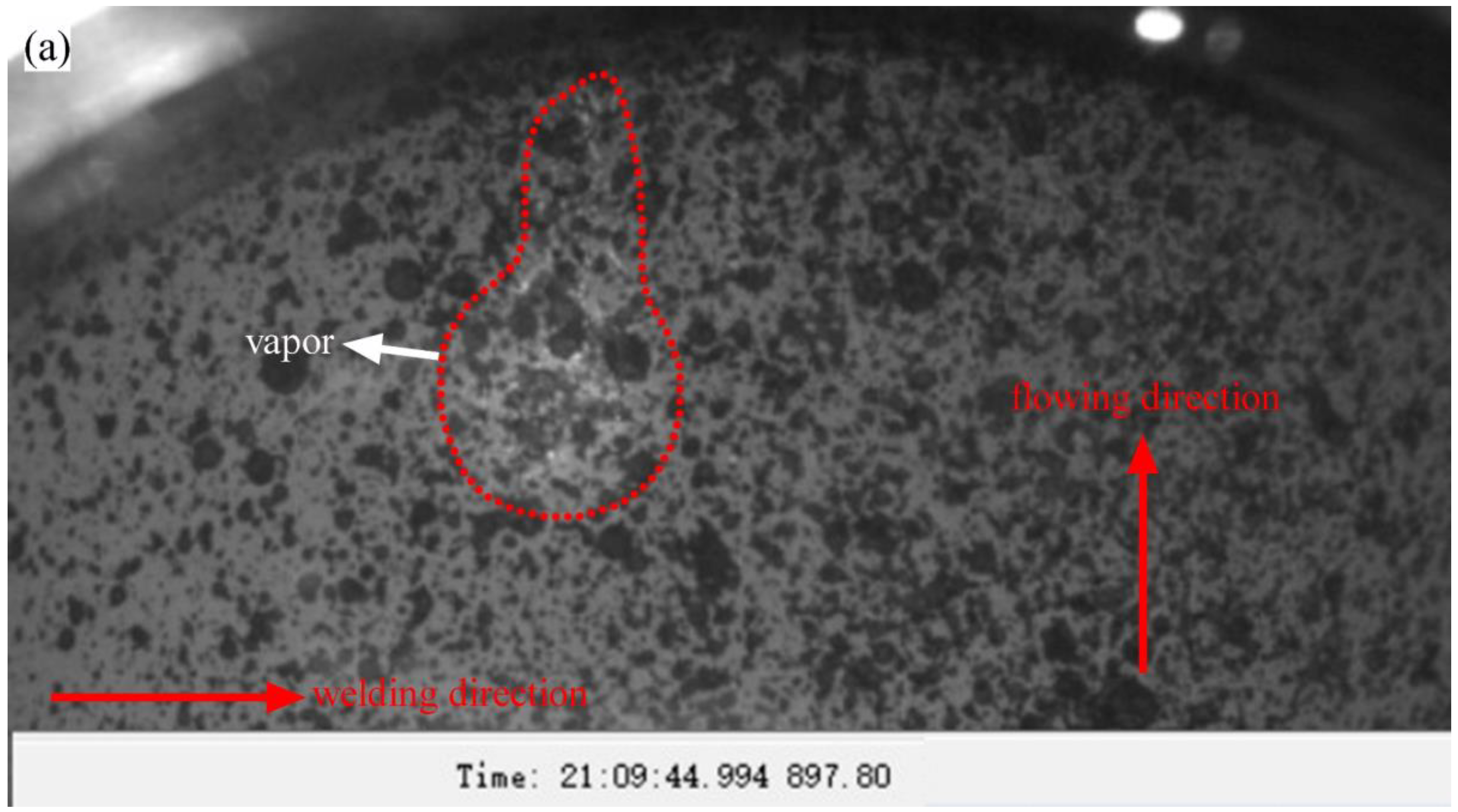
4.1. In-Situ Observation of In-Service Welding Burn-Through Instability
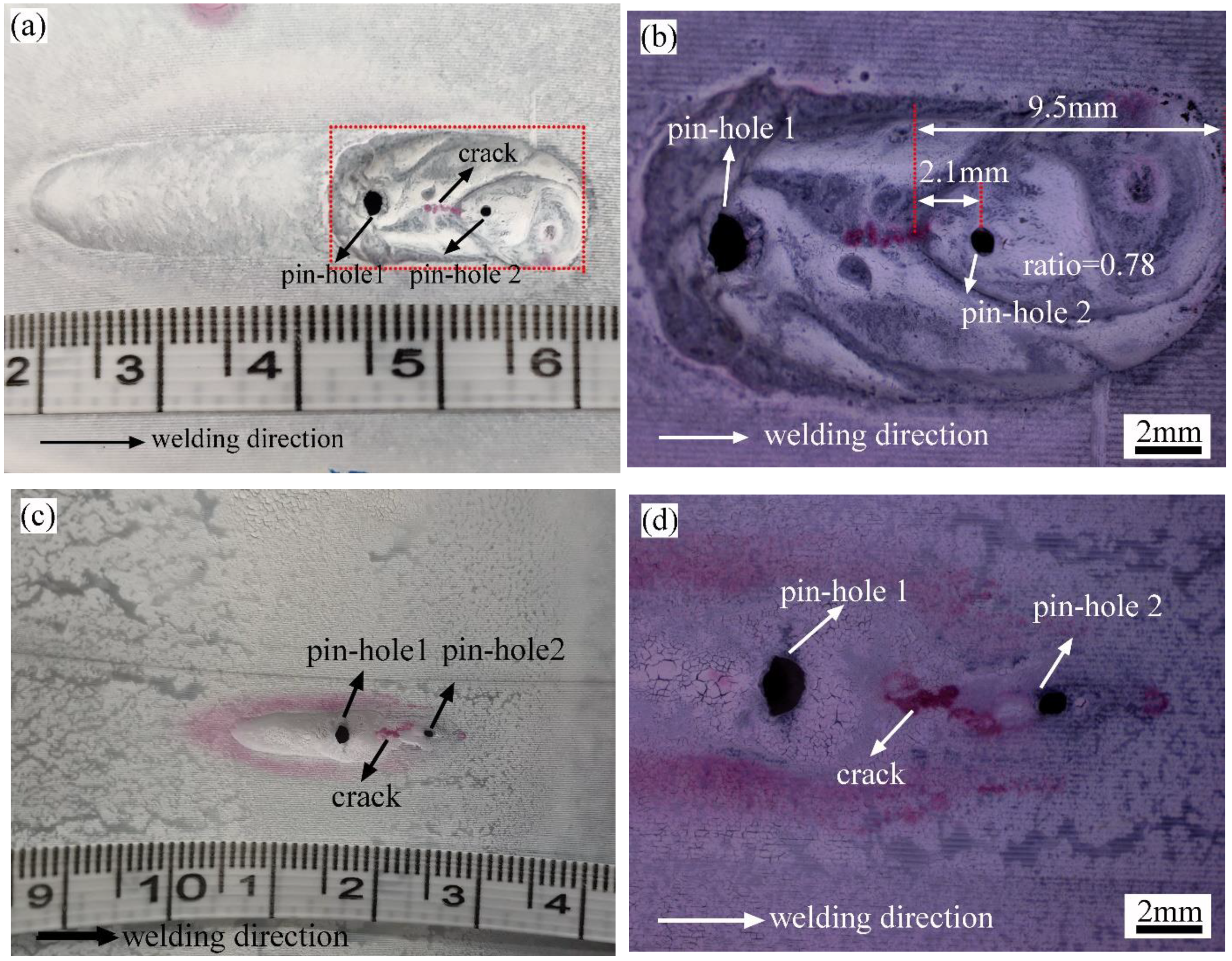
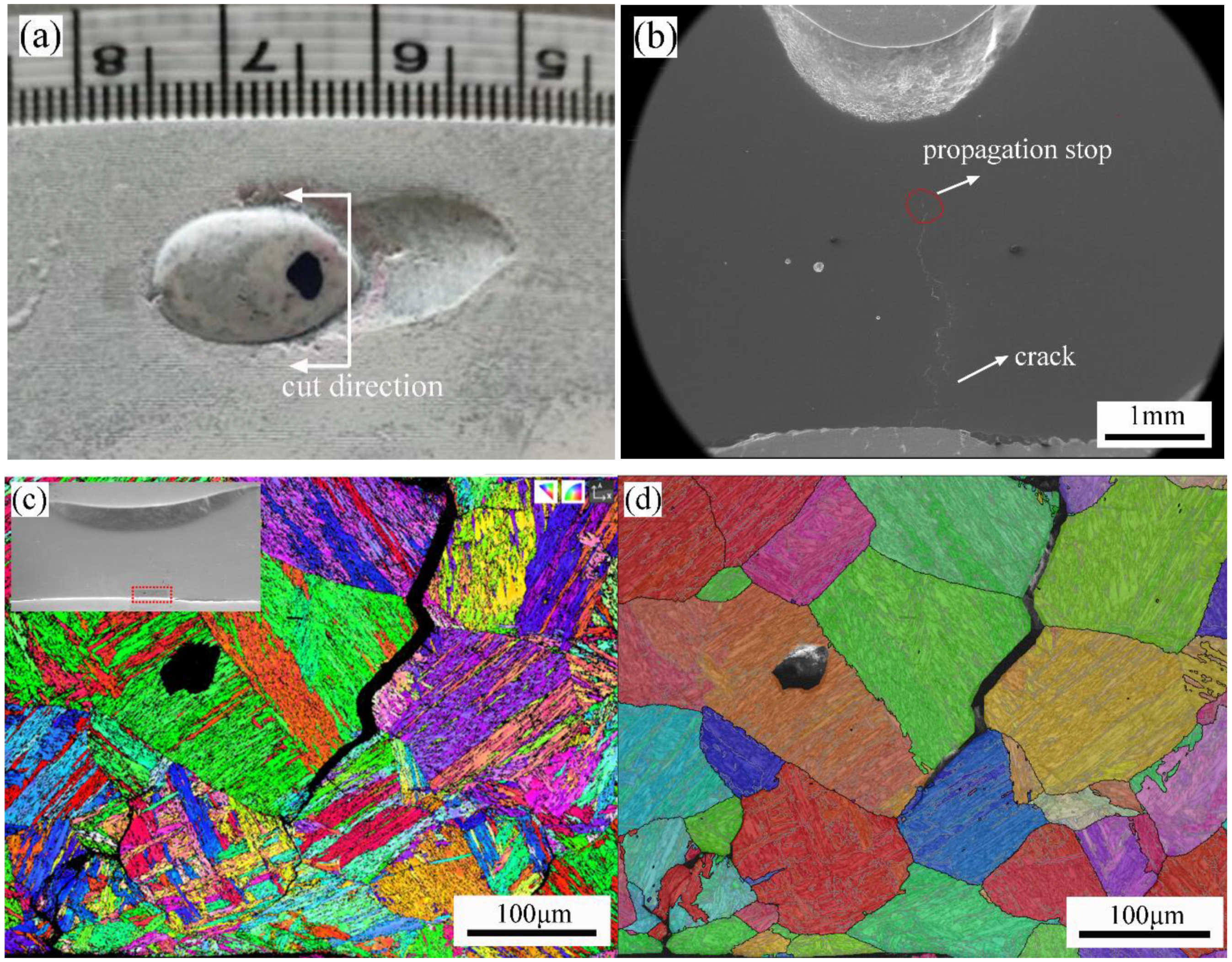
4.2. Macroscopic Morphology Analysis of the Burn-Through Instability Zone
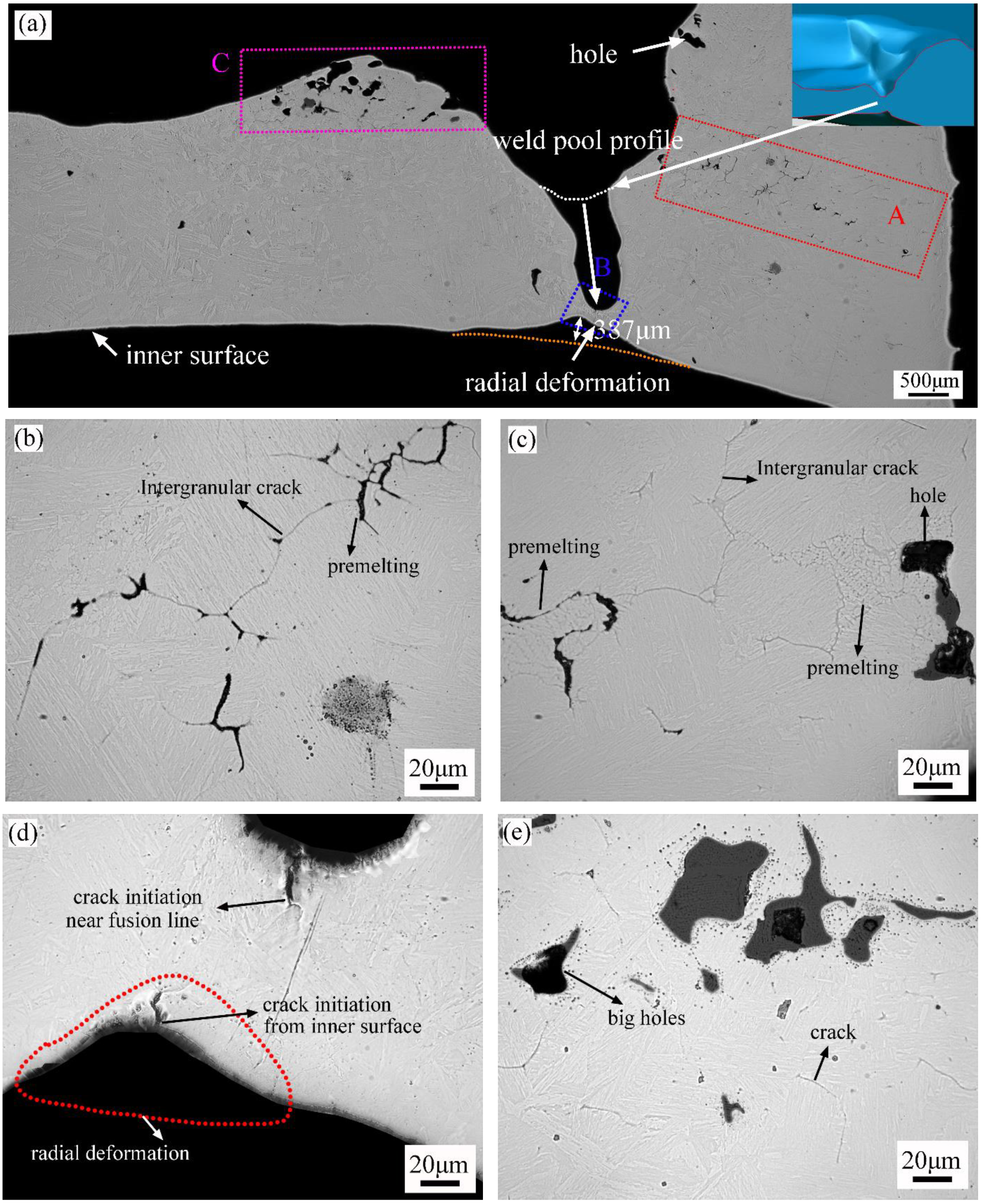
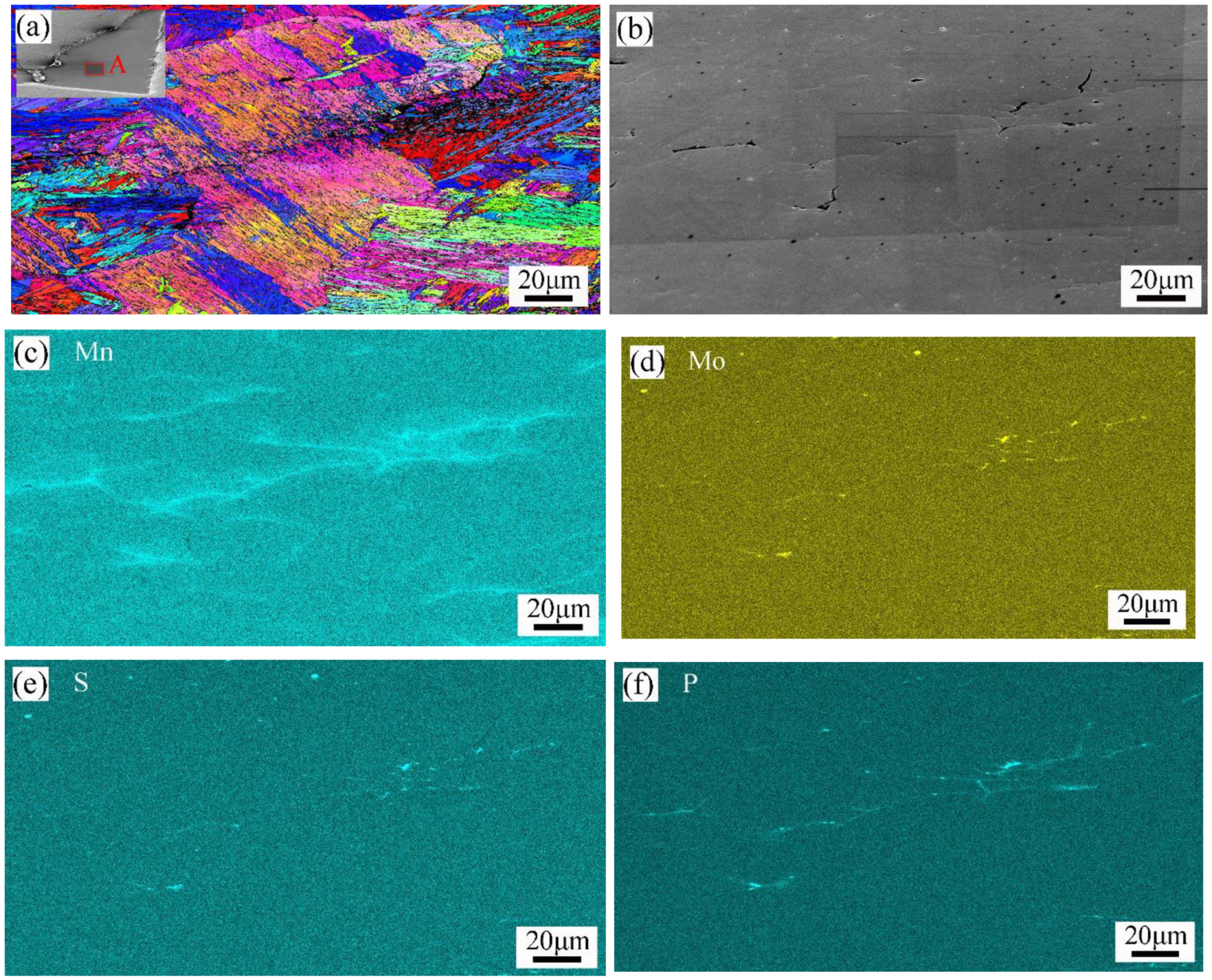
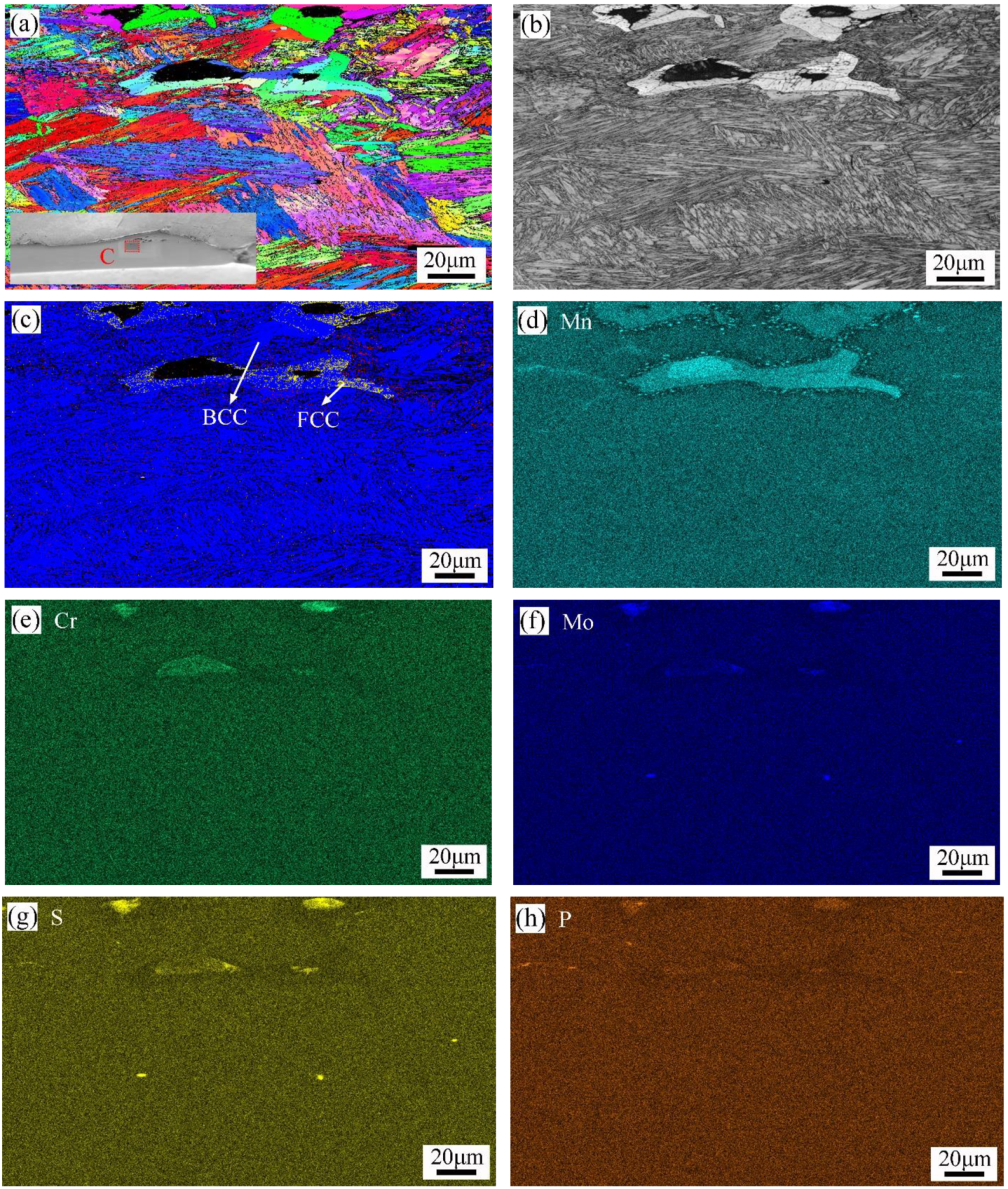
4.3. Mesoscopic Morphology Analysis of the Burn-Through Instability Zone
- (1).
- The failure mechanism of the damage failure (DF) area
- (2).
- The failure mechanism of the burn-through instability (BTI) area
5. Conclusions
- (1).
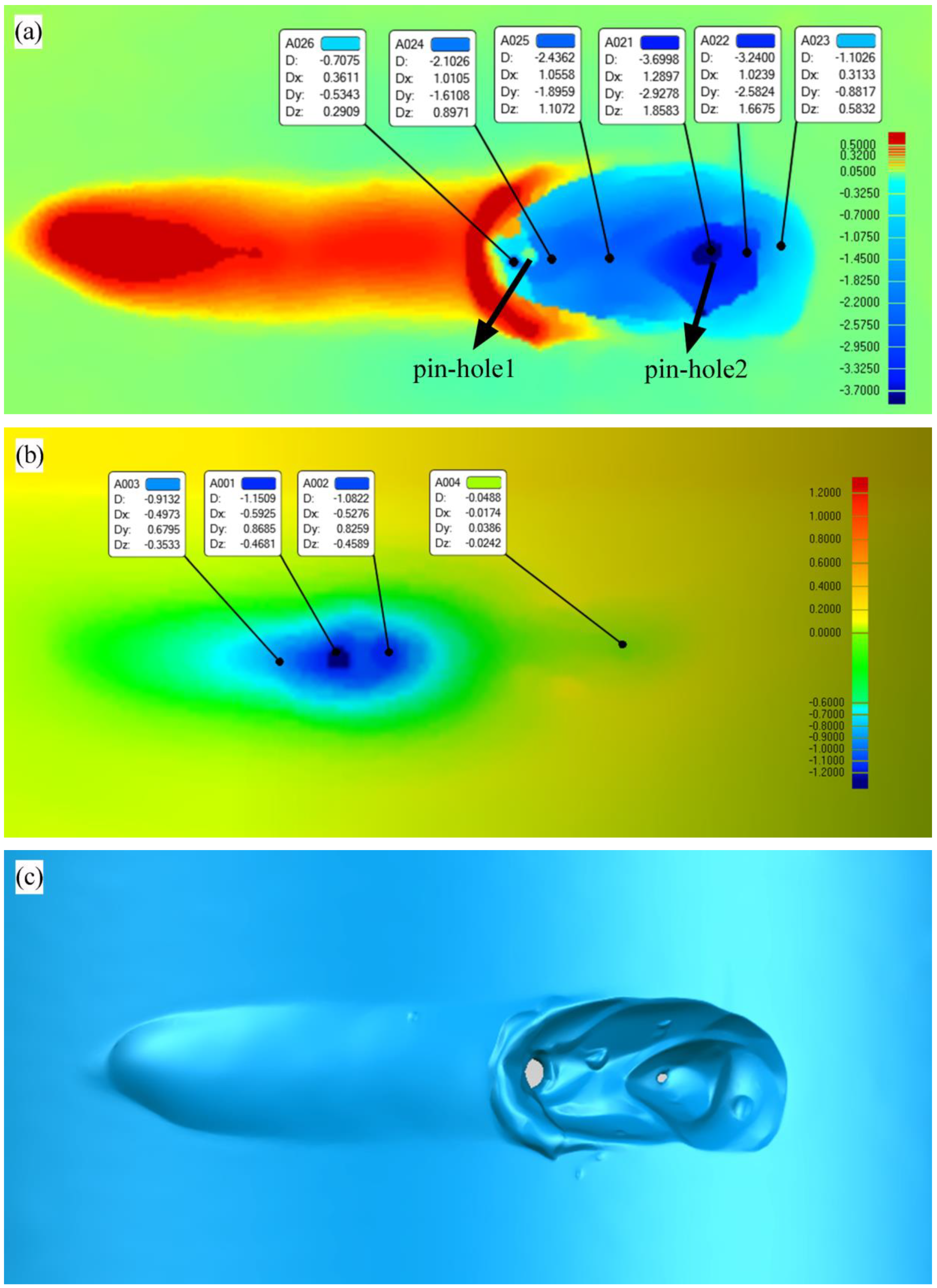
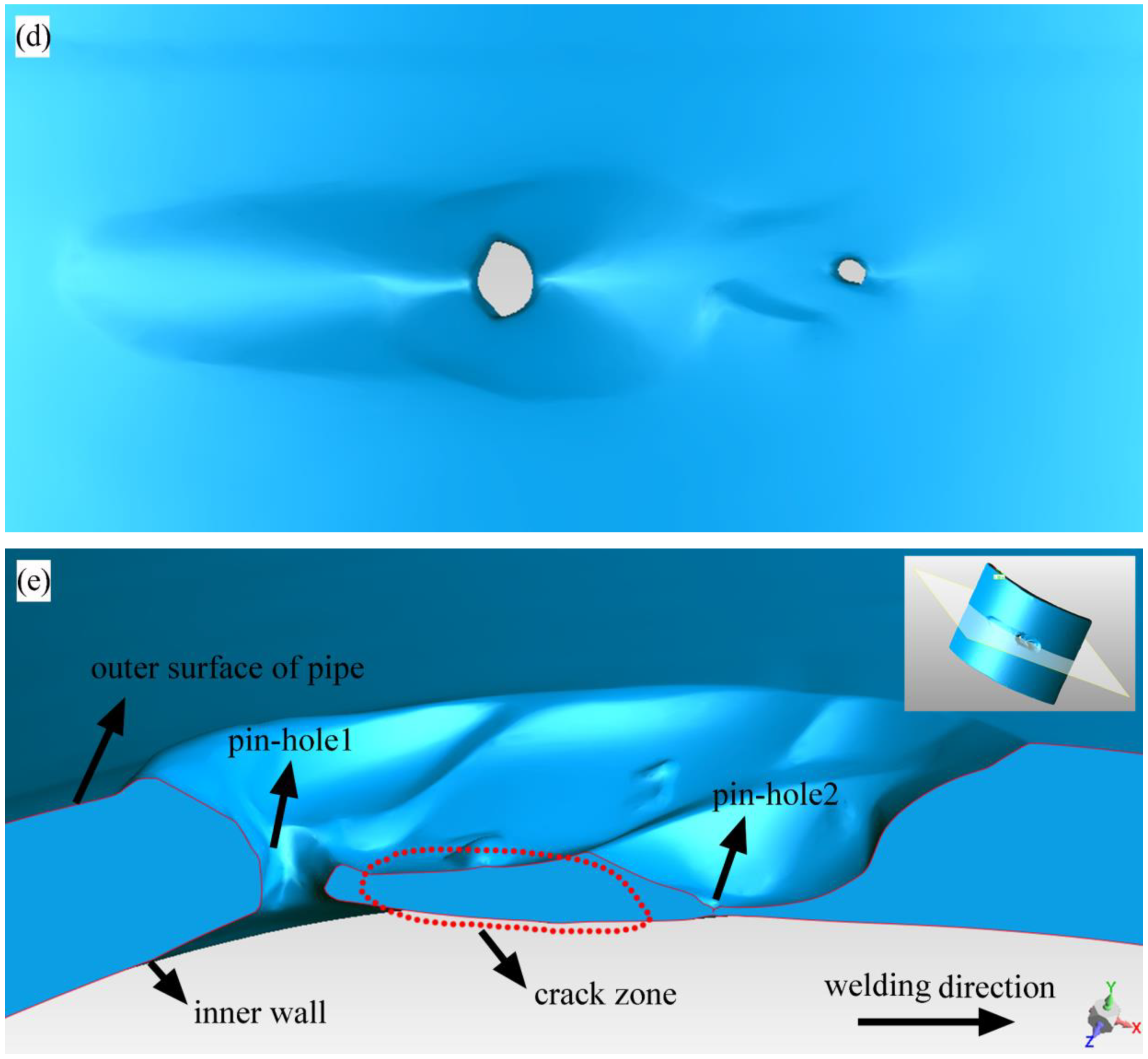
- In the initial stage of burn-through instability, a large radial deformation formed beneath the molten pool bulge, and penetrating defects (pinhole or crack) appeared. The penetrating defects then quickly propagated toward the arc. Finally, the weld centerline cracks or pinholes formed.
- (2).
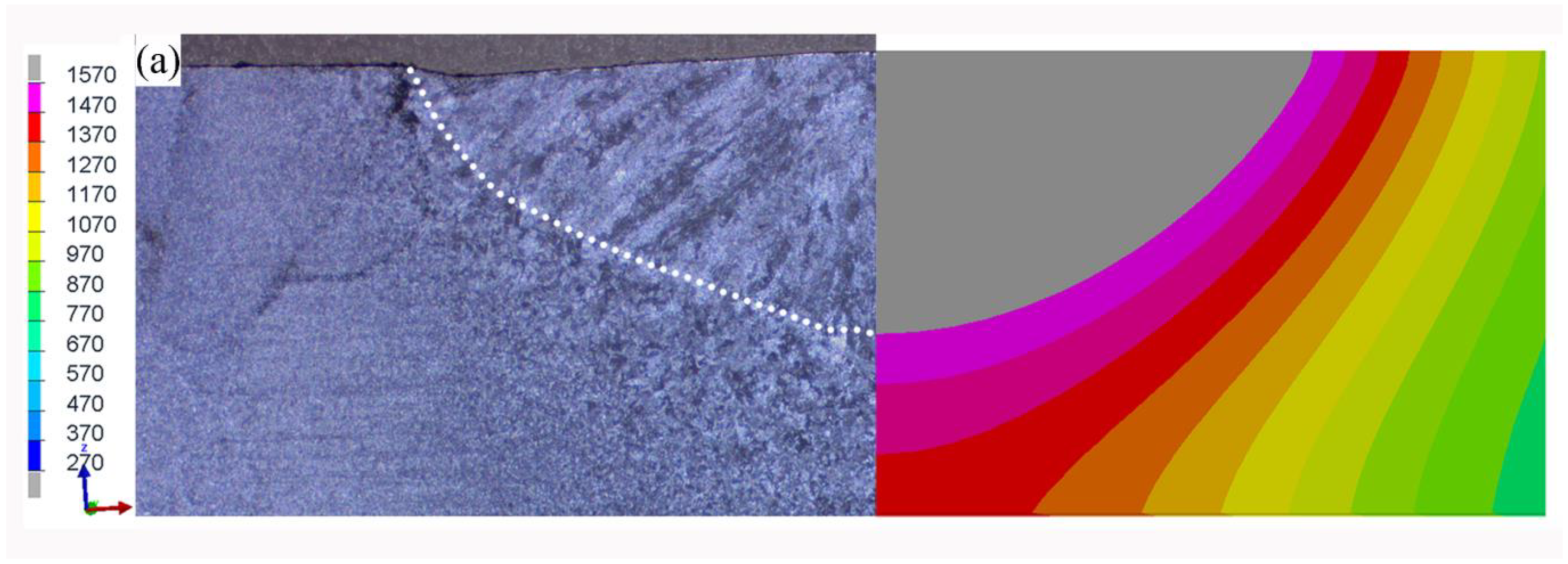
- An overheating area formed during the in-service welding often developed into the initiation position of burn-through instability.
- (3).
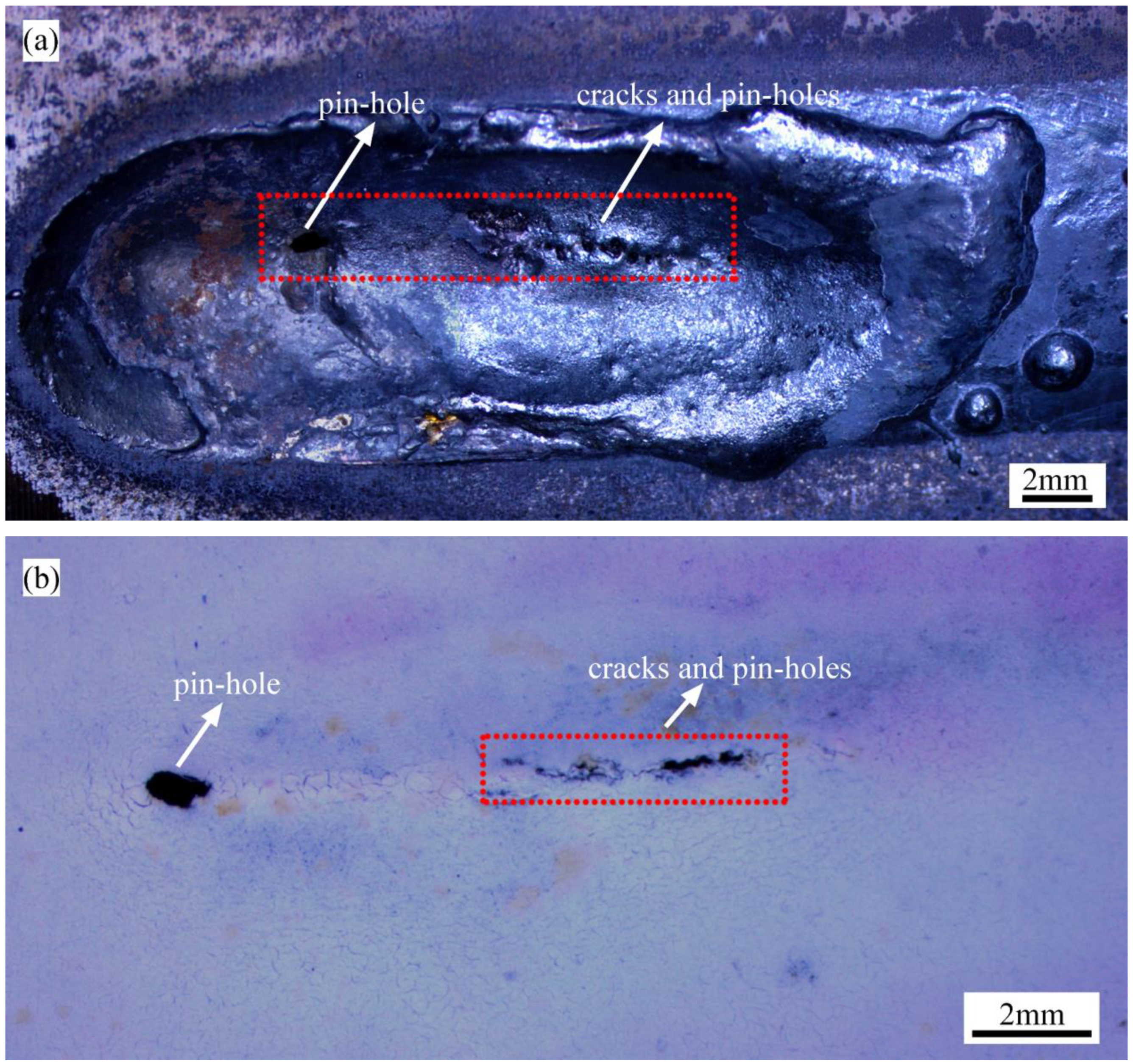
- Cracks and pinholes were found simultaneously in the burn-through instability zone, and both of them played an essential role in the burn-through instability. Pinholes were located in the rear of the molten pool. The weld centerline crack near the burn-through pinhole could penetrate the wall thickness.
- (4).
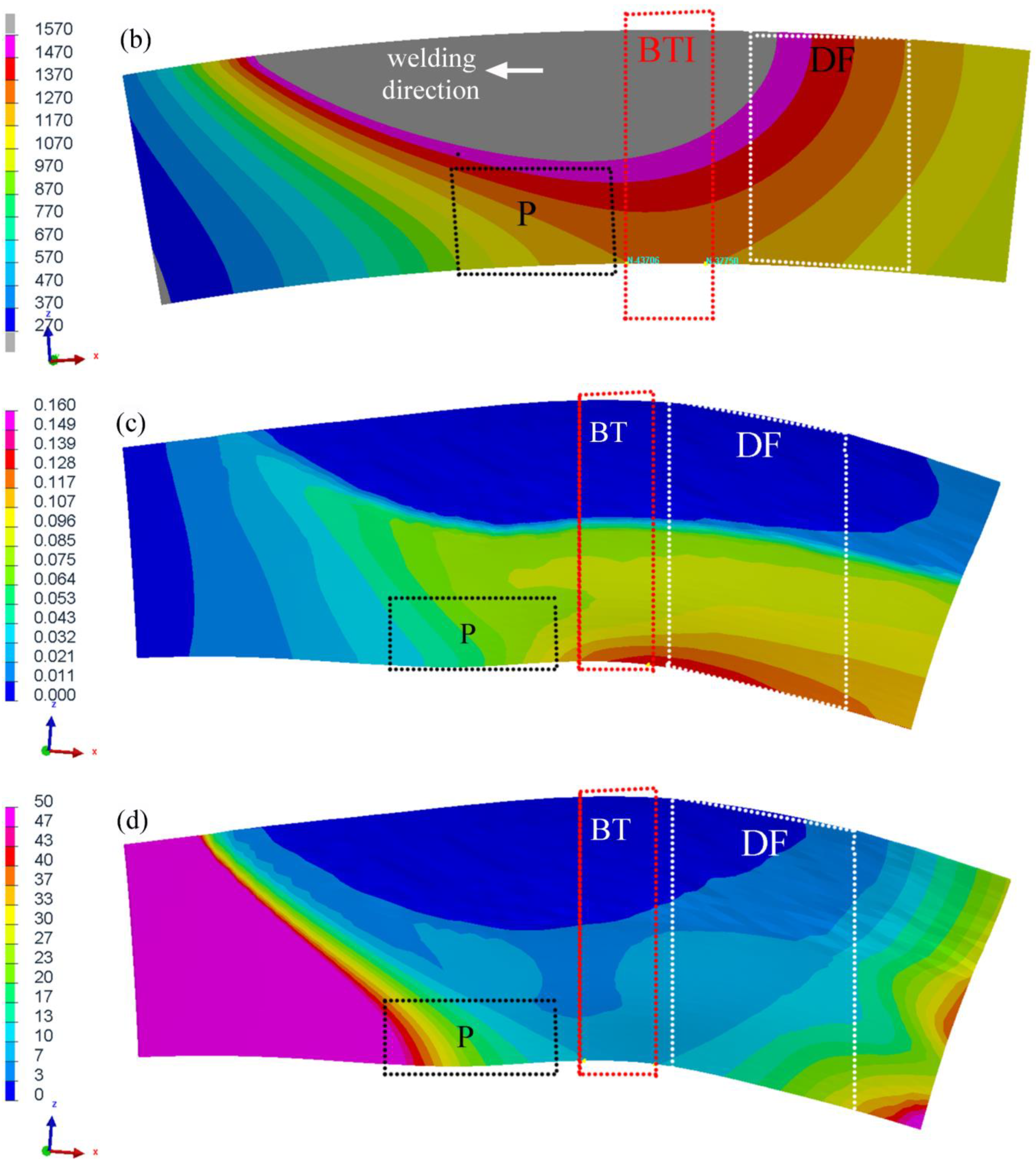
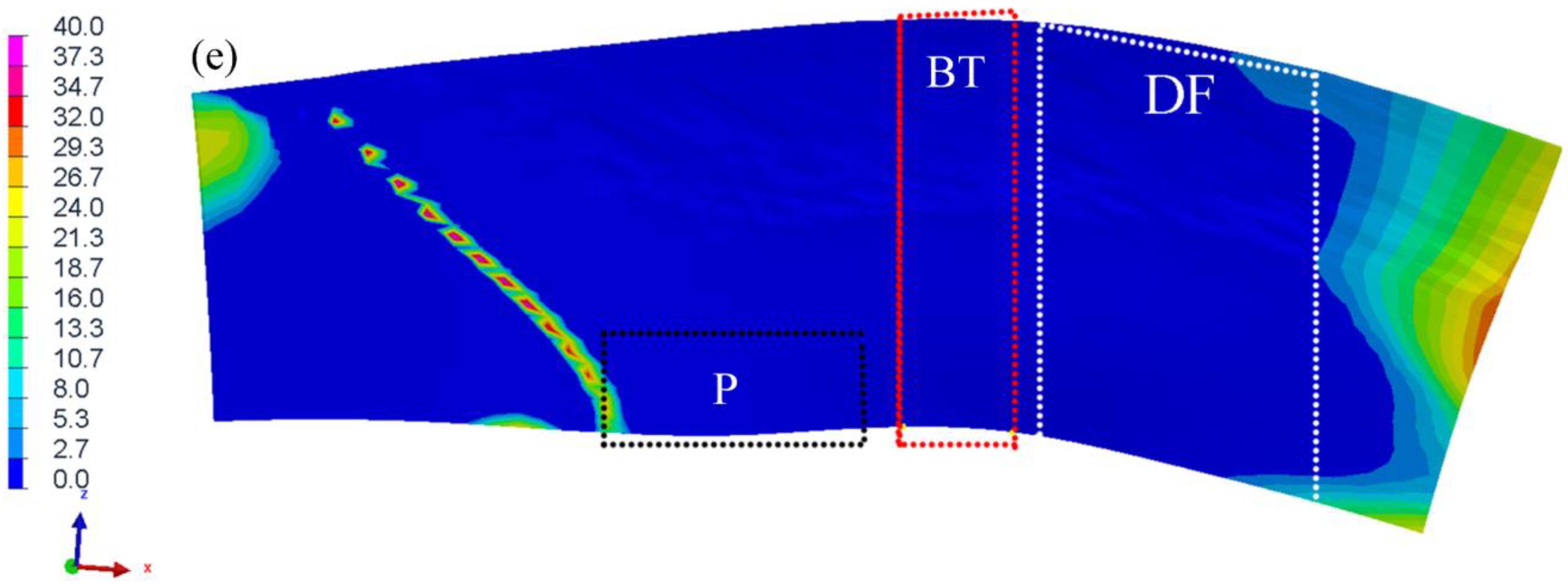
- The in-service welding burn-through instability area was divided into four parts according to the failure behavior and mechanism. They were named damage failure zone (DF), burn-through instability (BTI) zone, propagation (P) zone, and secondary burn-through zone (BT2). The crack initiated from the inner surface of the DF zone and stopped in the wall thickness. The crack behavior was significantly affected by the high temperature and plastic strain. The figure-like hole and high-temperature crack were both found in the BTI zone. The failure mechanism of the BTI zone was also significantly affected by the high temperature and plastic strain. A penetrating weld centerline crack was found in the P zone, and the crack behavior was significantly affected by the DF and BTI zone. The secondary burn-through zone was mainly affected by the high temperature.
- (5).
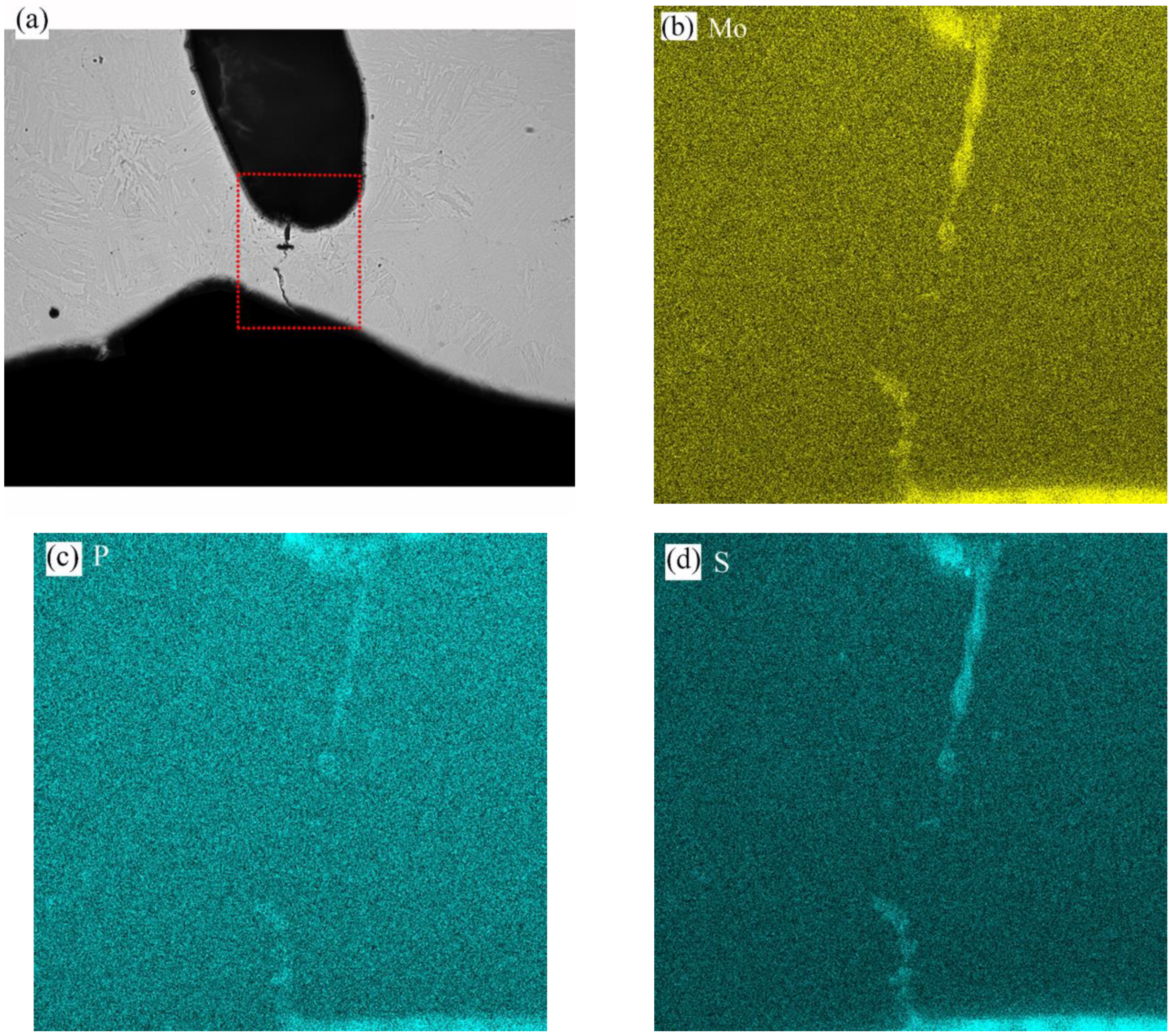
- There was a segregation of Mn, Cr, Mo, S, and P near the high-temperature crack, and the distribution trend of Mn elements was closest to the trend of cracks. The uneven distribution of chemical elements significantly influenced defect initiation.
6. Prospect
- (1).
- Burn-through instability was affected by pipe parameters (pipe diameter, wall thickness), welding parameters (welding method, welding current, welding speed, welding voltage, et al.), and pipeline operating conditions (medium flow rate, medium pressure). The previous research mainly focused on small-diameter pipes, and the effects of the above parameters were not systematically investigated.
- (2).
- During the internal observation, many phenomena on the inner surface of the pipeline were covered by bubbles. Hence, the crack behavior of the inner surface was difficult to observe, even with the aid of the internal observation device.
- (3).
- Burn-through instability was affected by the multi-physics field, and in-situ observation helped clarify the behavior and mechanism. It was suggested to introduce in-situ temperature field measurement, in-situ strain field measurement, and high-speed photography to investigate burn-through instability behaviors comprehensively.
- (4).
- There are few numerical simulation studies on the dynamic evolution process of burn-through instability. Understanding the evolution behaviors of stress, deformation, strain, temperature, and microstructure was meaningful. However, these parameters were hard to obtain and were meant to clarify the mechanism.
- (5).
- At present, the initiation and propagation behaviors of burn-through pinholes or cracks along the wall thickness were only analyzed based on failure analysis. More evidence needs to be provided to explain the evolution of burn-through behaviors and mechanisms.
- (6).
- The failure process of burn-through instability involved high-temperature deformation and fracture. Introducing the theory and method of fracture mechanics and damage mechanics was helpful in better understanding the failure behavior and formulating the failure criterion of burn-through instability.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wu, Q.; Wang, Y.; Han, T.; Ding, L. Influence of Internal Corrosive Defect on the Burn-Through of In-Service Welding on Pipelines. J. Press. Vessel Technol. 2018, 140, 041701. [Google Scholar]
- Pluvinage, G.; Elwany, M.H. NATO Science for Peace and Security Series: Safety, Reliability and Risks Associated with Water, Oil and Gas Pipelines. In Proceedings of the NATO Advanced Research Workshop, Alexandria, Egypt, 4–8 February 2007. [Google Scholar]
- Bruce, W.A. Qualification of Procedures for Welding Onto In-Service Pipelines. In Proceedings of the 4th International Pipeline Conference, Calgary, AB, Canada, 29 September–3 October 2002. [Google Scholar]
- Li, C.; Wang, Y. Three-dimensional finite element analysis of temperature and stress distributions for in-service welding process. Mater. Des. 2013, 52, 1052–1057. [Google Scholar] [CrossRef]
- Yano, Y.; Oguchi, N.; Katsuki, M.; Mayumi, T.; Ohtani, Y. Development of In-Service Weld Repair Method for L555 (X80)-Grade Pipeline. In Proceedings of the 2014 10th International Pipeline Conference, Calgary, AB, Canada, 29 September–3 October 2014. [Google Scholar]
- Kiefner, J.F. Defect Repair Procedures; American Gas Association: Arlington, VA, USA, 1979. [Google Scholar]
- API STANDARD 1104; Welding of Pipelines and Related Facilities. American Petroleum Institute: Northwest Washington, WA, USA, 2013.
- Sabapathy, P.N.; Wahab, M.A.; Painter, M.J. The prediction of burn-through during in-service welding of gas pipelines. Int. J. Press. Vessel. Pip. 2000, 77, 669–677. [Google Scholar] [CrossRef]
- Kiefner, J.F.; Fischer, R.D. Models aid pipeline-repair welding procedure. Oil Gas J. 1988, 86, 41–46. [Google Scholar]
- Lima, I.; Santos, A. Mathematical Approaching and Experimental Assembly to Evaluate the Risks of In-Service Welding in Hot Tapping. J. Press. Vessel Technol. 2016, 138, 021403. [Google Scholar] [CrossRef]
- Sabapathy, P.N.; Wahab, M.A.; Painter, M.J. Numerical models of in-service welding of gas pipelines. J. Mater. Process. Technol. 2001, 118, 14–21. [Google Scholar] [CrossRef]
- Kiefner, J.F.; Fischer, R.D.; Mishler, H.W. Development of Guidelines for Repair and Hot Tap Welding on Pressurized Pipelines (Final Report)—Phase 1 Repair and Hot Tap Welding Group; Battelle Columbus Laboratories: Columbus, OH, USA, 1981. [Google Scholar]
- Kiefner, J.F.; Barnes, C.R.; Gertler, R.C.; Fischer, R.D.; Minshler, H.W. Experimental Verification of Hot Tap Welding Thermal Analysis (Final Report)—Phase II—Volume 2, Liquid Propane Experiments; Battelle Columbus Laboratories: Columbus, OH, USA, 1983. [Google Scholar]
- Boring, M.A. Burnthrough Prediction for In-Service Welding: Past, Present and Future. In Proceedings of the 9th International Pipeline Conference, Calgary, AB, Canada, 24–28 September 2012. [Google Scholar]
- Painter, M. “In-Service Welding on Gas Pipelines,” Software Documentation for “INservice,” for Cooperative Research Centre for Welded Structures (CRC-WS) and Australian Pipeline Industry Association (APIA); Commonwealth Scientific and Industrial Research Organization: Adelaide, SA, Australia, 2012. [Google Scholar]
- Wang, Y.; Guo, G.F.; Han, T.; Li, H.; Sun, Q.P. Numerical simulation of radial deformation during in-service welding based on SYSWELD. J. China Univ. Pet. 2014, 38, 117–122. [Google Scholar]
- Asl, H.M.; Vatani, A. Numerical analysis of the burn-through at in-service welding of 316 stainless steel pipeline. Int. J. Press. Vessel. Pip. 2013, 105, 49–59. [Google Scholar] [CrossRef]
- ASME B31G-2012; Manual for Determining the Remaining Strength of Corroded Pipelines. The American Society of Mechanical Engineers: New York, NY, USA, 2012.
- Xue, X.L. Study on In-Service Welding of Pressurized Pipeline. Ph.D. Dissertation, Nanjing University of Technology, Nanjing, China, 2006. [Google Scholar]
- Li, C.W. Burn-Through Failure Mechanism and Safety Evaluation of In-Service Welding of Long-Distance Pipeline. Ph.D. Dissertation, China University of Petroleum, Qingdao, China, 2011. [Google Scholar]
- Guo, G.F. Study on Burn-through Criterion of X70 Steel High Pressure Gas Pipeline In-Service Welding. Ph.D. Dissertation, China University of Petroleum, Qingdao, China, 2014. [Google Scholar]
- Wu, Q.; Han, T.; Wang, H.T.; Xu, S.H.; Lou, Y.X.; Wang, Y. Burn-through prediction during in-service welding based on residual strength and high-temperature plastic failure criterion. Int. J. Press. Vessel. Pip. 2021, 189, 104280. [Google Scholar] [CrossRef]
- Majnoun, P.; Ghavi, M.R.; Vakili-Tahami, F.; Adibeig, M.R. A new thermo-mechanical approach to predict “burn-through” during the in-service welding. Int. J. Press. Vessel. Pip. 2021, 194, 104558. [Google Scholar] [CrossRef]
- Oddy, A.S.; Mcdill, J. Burnthrough prediction in pipeline welding. Int. J. Fract. 1999, 97, 249–261. [Google Scholar] [CrossRef]
- Pereira, A.S.; Buschinelli, A.J.A.; Kejelin, N.Z. Evaluation of burn-through in MIG/MAG welding of high-strength, low thickness pipelines. Weld. Int. 2015, 29, 681–688. [Google Scholar] [CrossRef]
- Boring, M.A.; Sobilo, J. Relaxation of In-Service Welding Procedure Flow Restrictions. In Proceedings of the 7th International Pipeline Conference, Calgary, AB, Canada, 29 September–3 October 2008. [Google Scholar]
- Wu, Q.; Wang, Y.; Han, T.; Wang, H.; Han, L. Study on the Failure Mechanism of Burn-Through During In-Service Welding on Gas Pipelines. J. Press. Vessel Technol. 2019, 141, 024501. [Google Scholar]
- Wu, Q.; Yu, A.; Kang, Z.; Kuang, C.; Liu, H. Molecular dynamics study on the microscopic mechanism of in-service welding damage and failure. Eng. Fail. Anal. 2022, 137, 106402. [Google Scholar] [CrossRef]
- Bruce, W.A.; Kiefner, J. Pipeline Repair Using Full-Encirclement Repair Sleeves; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2015. [Google Scholar]
- Boring, M.A.; Bruce, W.A. The Effect of Hoop Stress on the Burnthrough Susceptibility During In-Service Welding of Thin-Walled Pipelines. In Proceedings of the 2008 7th International Pipeline Conference, Calgary, AB, Canada, 29 September–3 October 2008. [Google Scholar]
- Bruce, W.A.; Mishler, H.D.; Kiefner, J.F. Repair of Pipelines by Direct Deposition of Weld Metal (Final Report); Edison Welding Institute: Columbus, OH, USA, 1996. [Google Scholar]
- Bruce, W.A.; Boring, M.A. Burnthrough Limits for In-Service Welding; Edison Welding Institute: Columbus, OH, USA, 2003. [Google Scholar]
- Goladk, J.; Chakravariti, A.; Bibby, M. A new finite element model for welding heat sources. Metall. Trans. B 1984, 15, 299–305. [Google Scholar] [CrossRef]
- Zhang, H.; Han, T.; Wang, Y.; Wu, Q.J.M. Effects of Fillet Weld Size and Sleeve Material Strength on the Residual Stress Distribution and Structural Safety while Implementing the New Sleeve Repair Process. Materials 2021, 14, 7463. [Google Scholar] [CrossRef]
- Zhang, H.; Wang, Y.; Han, T.; Bao, L.; Wu, Q.; Gu, S. Numerical and experimental investigation of the formation mechanism and the distribution of the welding residual stress induced by the hybrid laser arc welding of AH36 steel in a butt joint configuration. J. Manuf. Process. 2020, 51, 95–108. [Google Scholar] [CrossRef]
- Li, S.; Ren, S.; Zhang, Y.; Deng, D.; Murakawa, H. Numerical investigation of formation mechanism of welding residual stress in P92 steel multi-pass joints. J. Mater. Process. Technol. 2017, 244, 240–252. [Google Scholar] [CrossRef]
- Cheng, L.; Yu, W.; Cai, Q.W.; Yang, Q. Effects of prior austenite grain boundaries on high-temperature fatigue properties of a 2.2Cr heat resistant steel. Int. J. Fatigue 2021, 148, 106254. [Google Scholar] [CrossRef]
- Chandan, A.K.; Bansal, G.K.; Kundu, J.; Chakraborty, J.; Chowdhury, S.G. Effect of prior austenite grain size on the evolution of microstructure and mechanical properties of an intercritically annealed medium manganese steel. Mater. Sci. Eng. A 2019, 768, 138458. [Google Scholar] [CrossRef]
- Han, K.; Yoo, J.; Lee, B.; Han, I.; Lee, C. Effect of Ni on the hot ductility and hot cracking susceptibility of high Mn austenitic cast steel. Mater. Sci. Eng. A 2014, 618, 295–304. [Google Scholar] [CrossRef]
- Han, K.; Yoo, J.; Lee, B.; Han, I.; Lee, C. Hot ductility and hot cracking susceptibility of Ti-modified austenitic high Mn steel weld HAZ. Mater. Chem. Phys. 2016, 184, 118–129. [Google Scholar] [CrossRef]
- Liu, H.; Liu, J.; Wu, B.; Su, X.; Hao, D. Influence of Ti on the Hot Ductility of High-manganese Austenitic Steels. Mater. Process. 2017, 39, 520–528. [Google Scholar] [CrossRef] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Si | Mn | S | P |
|---|---|---|---|---|---|
| X65 | 0.12 | 0.45 | 1.85 | 0.025 | 0.015 |
| Material | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) | Charpy Impact Energy (J) |
|---|---|---|---|---|
| X65 | 571 | 476 | ≥26.5 | 255/230/220 |
| Weld Procedure | Welding Voltage (V) | Welding Current (A) | Heat Input (J/mm) | Pressure (MPa) | Evaluation |
|---|---|---|---|---|---|
| 25I-1 | 181 | 14.4 | 456.12 | 6.3 | Safe |
| 25I-2 | 191 | 14.3 | 477.98 | 6.3 | Safe |
| 25I-3 | 206 | 14.2 | 511.91 | 6.3 | Safe |
| 25I-4 | 220 | 18.7 | 719.95 | 6.3 | Safe |
| 25I-5 | 235 | 16.4 | 674.45 | 6.3 | Burn-through |
| 26K-6 | 230 | 15.8 | 635.95 | 6.3 | Burn-through |
| 24C-1 | 200 | 15.4 | 539.0 | 8.5 | Burn-through |
| 24E-1 | 201 | 15.2 | 534.66 | 8.5 | Burn-through |
| 25F-1 | 181 | 15.2 | 481.46 | 9.0 | Safe |
| 25F-2 | 191 | 16.2 | 541.49 | 9.0 | Burn-through |
| 25G-1 | 181 | 16.2 | 513.14 | 9.0 | Burn-through |
| 25H-1 | 181 | 15.3 | 484.63 | 9.0 | Burn-through |
| Weld Procedure | Welding Voltage (V) | Welding Current (A) | Heat Input (J/mm) | Pressure (MPa) | Evaluation |
|---|---|---|---|---|---|
| 260–1 | 280 | 14.6 | 740.95 | 3.0 | Burn-through |
| 26P-1 | 270 | 14.5 | 685.125 | 3.0 | Burn-through |
| Weld Procedure | Welding Voltage (V) | Welding Current (A) | Heat Input (J/mm) | Pressure (MPa) | Evaluation |
|---|---|---|---|---|---|
| 17-ZD-1 | 160 | 16.2 | 453.6 | 4.5 | Safe |
| 17-ZD-2 | 170 | 16.2 | 481.95 | 4.5 | Safe |
| 17-ZD-3 | 180 | 16.2 | 510.3 | 4.5 | Safe |
| 17-ZD-4 | 190 | 16.6 | 551.95 | 4.5 | Safe |
| 17-ZD-5 | 200 | 16.6 | 581.0 | 4.5 | Safe |
| 17-ZD-6 | 210 | 16.5 | 606.38 | 4.5 | Safe |
| 17-ZD-7 | 220 | 17.2 | 662.2 | 4.5 | Safe |
| 17-ZD-8 | 230 | 17.0 | 684.25 | 4.5 | Safe |
| 17-ZD-9 | 245 | 18.0 | 771.75 | 4.5 | Safe |
| 17-ZD-10 | 255 | 18.0 | 803.25 | 4.5 | Safe |
| 17-ZD-11 | 270 | 17.8 | 841.05 | 4.5 | Burn-through |
| Weld Procedure | Welding Voltage (V) | Welding Current (A) | Heat Input (J/mm) | Pressure (MPa) | Evaluation | View Angle |
|---|---|---|---|---|---|---|
| 26K-6 | 230 | 15.8 | 635.95 | 6.3 | Burn-through | External |
| 260-1 | 280 | 14.6 | 740.95 | 3.0 | Burn-through | Internal |
| Weld Procedure | Welding Voltage (V) | Welding Current (A) | Heat Input (J/mm) | Pressure (MPa) | Evaluation | View Angle |
|---|---|---|---|---|---|---|
| 17-ZD-11 | 270 | 17.8 | 841.05 | 4.5 | Burn-through | External |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Han, T.; Wang, Y. Study on the Dynamic Evolution Behavior and Failure Mechanism of Burn-Through Instability during In-Service Welding by Combining In-Situ Observation and Failure Analysis. Materials 2023, 16, 1184. https://doi.org/10.3390/ma16031184
Zhang H, Han T, Wang Y. Study on the Dynamic Evolution Behavior and Failure Mechanism of Burn-Through Instability during In-Service Welding by Combining In-Situ Observation and Failure Analysis. Materials. 2023; 16(3):1184. https://doi.org/10.3390/ma16031184
Chicago/Turabian StyleZhang, Hongjie, Tao Han, and Yong Wang. 2023. "Study on the Dynamic Evolution Behavior and Failure Mechanism of Burn-Through Instability during In-Service Welding by Combining In-Situ Observation and Failure Analysis" Materials 16, no. 3: 1184. https://doi.org/10.3390/ma16031184