
Plastic Deformation Mechanism of High Strength and Toughness ZK61 Magnesium Alloy Plate by Multipass Horizontal Continuous Rolling

Abstract
:1. Introduction
2. Experimental
2.1. Experimental Materials and Methods
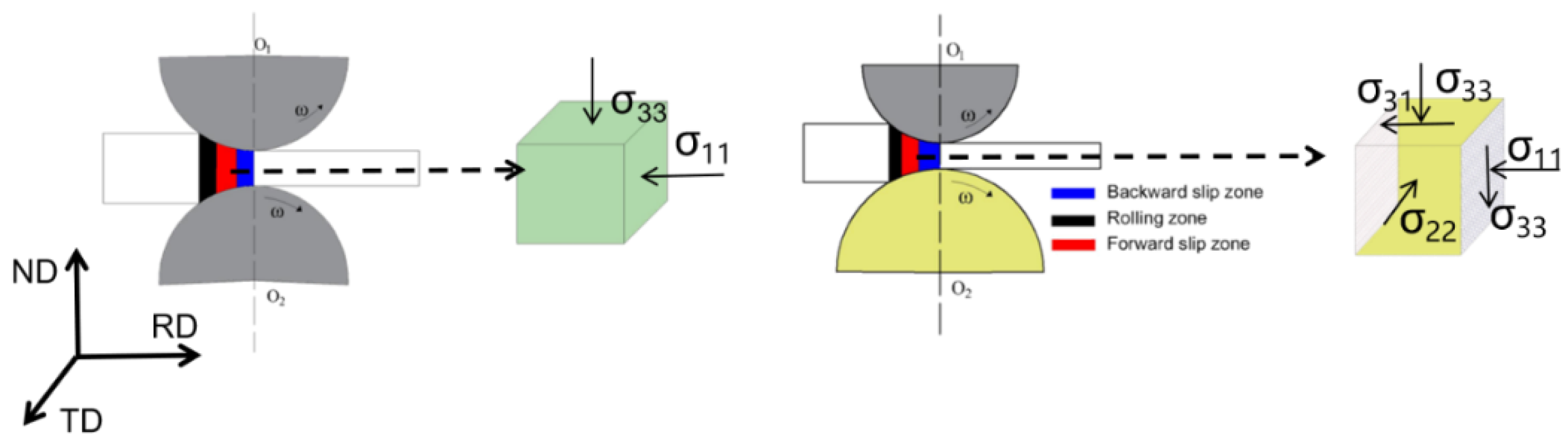
2.2. Establishment of VPSC Model and Determination of Related Parameters
2.3. Material Parameter Setting
3. Results
3.1. Microstructure of ZK61 Magnesium-Alloy Plates of Different Passes
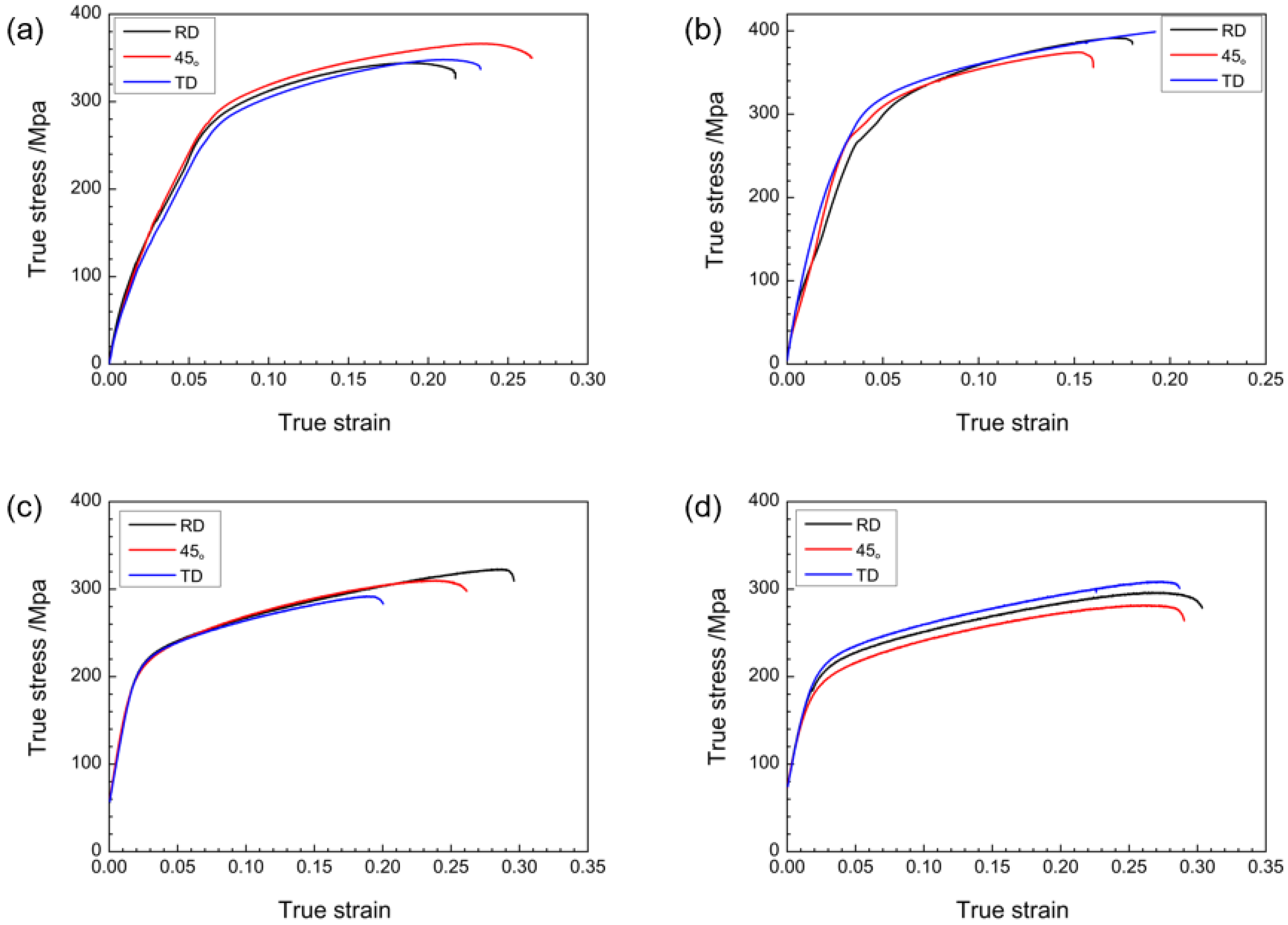
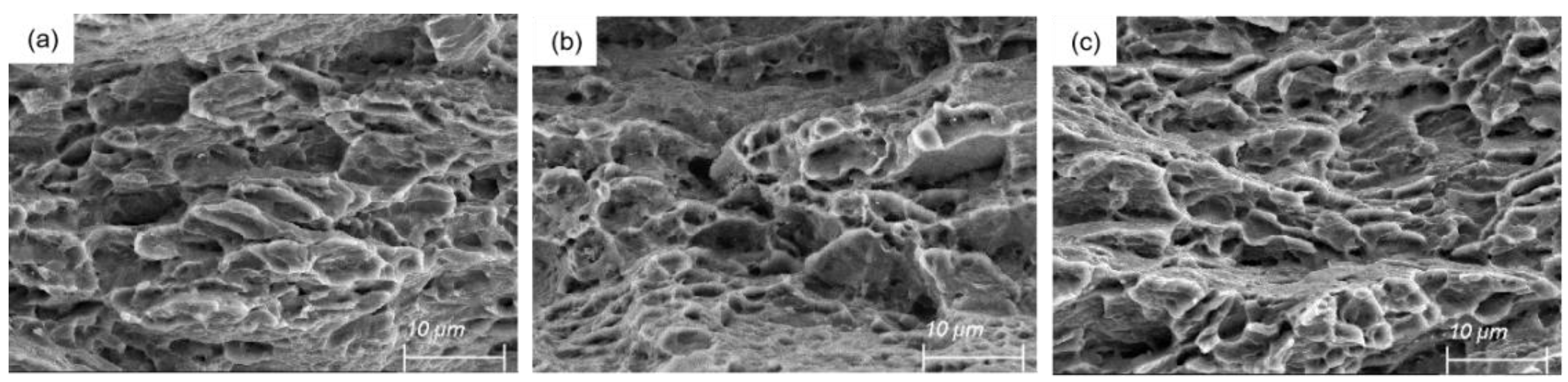
3.2. Analysis of Tensile Test Results and Fracture Morphology Analysis
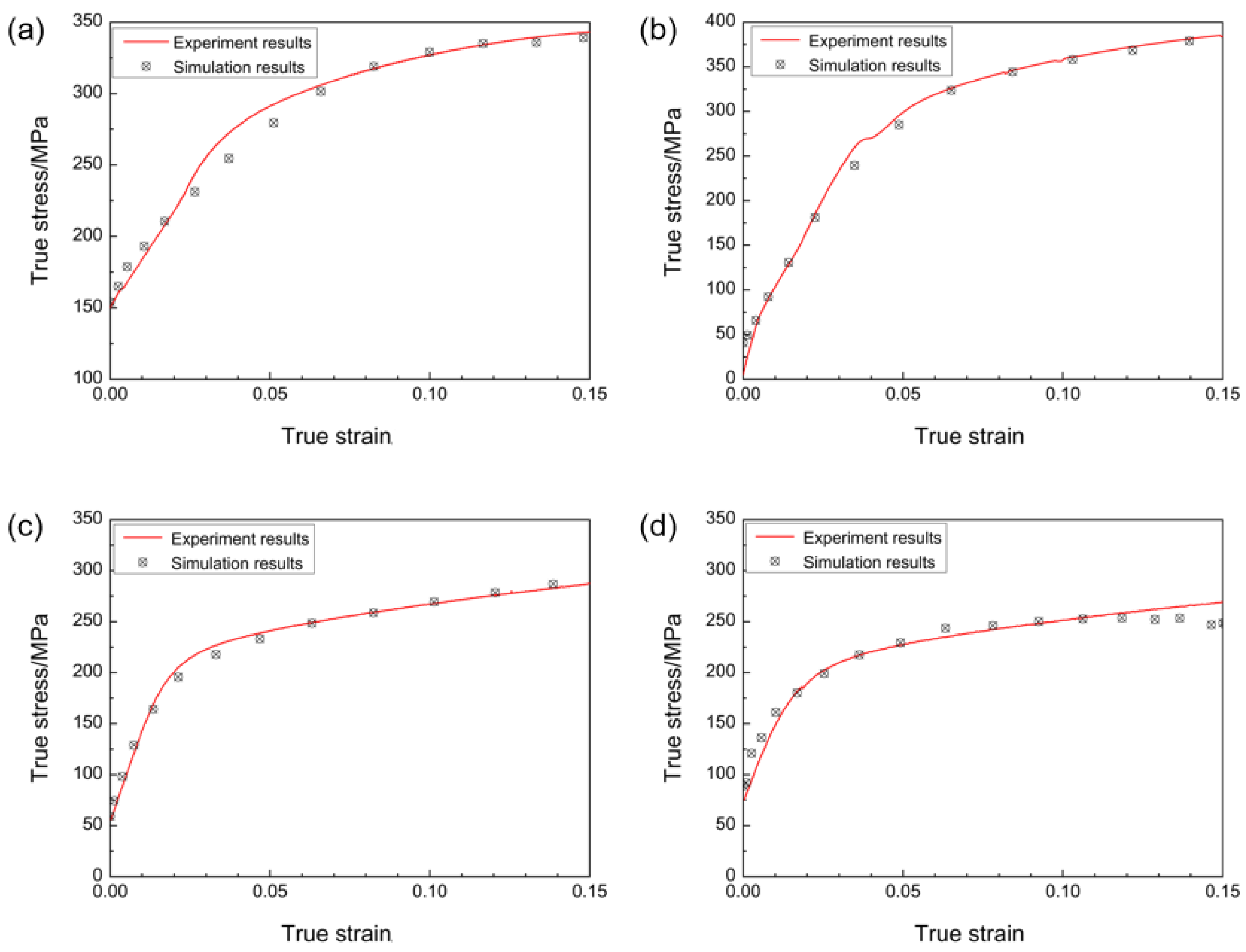
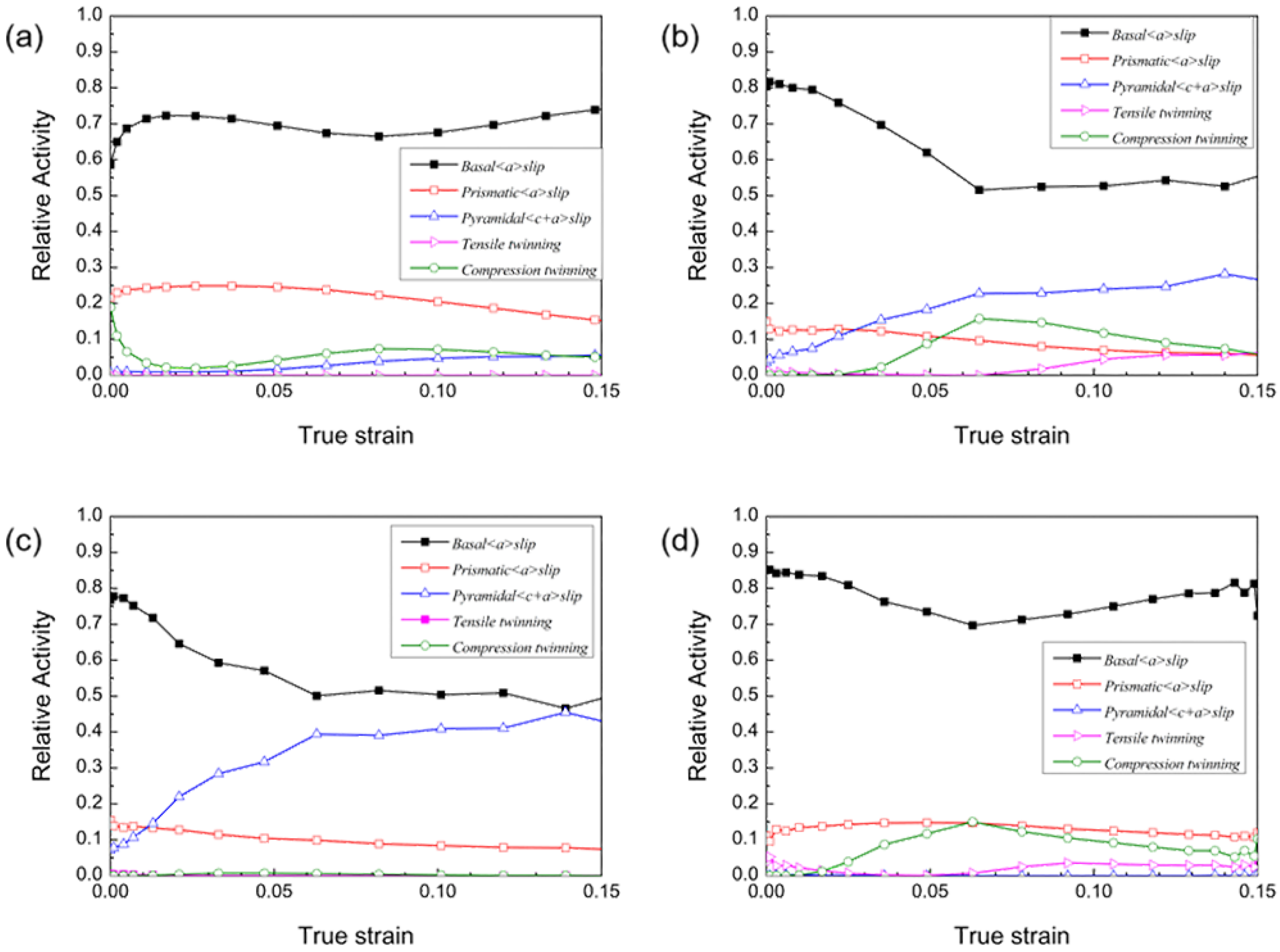
3.3. VPSC Simulation Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Zhang, D.F.; Peng, J.; Ding, P.D.; Pan, F.S. Resources, applications and development status of magnesium and magnesium alloys. Mater. Guide 2004, 18, 72–76. [Google Scholar]
- Ding, Y.P.; Cui, J.Z.; Le, Q.C.; Bao, L. Production history and research status of magnesium alloy sheet. Precis. Form. Eng. 2014, 6, 7–21. [Google Scholar]
- Xu, T.C.; Yang, Y.; Peng, X.D. Jiangfeng Song.Overview of advancement and development trend on magnesium alloy. J. Magnes. Alloy. 2019, 7, 536–544. [Google Scholar] [CrossRef]
- Aghion, E.; Bronfin, B.; Eliezer, D. The role of the magnesium industry in protecting the environment. J. Mater. Process. Technol. 2001, 117, 381–385. [Google Scholar] [CrossRef]
- Zhang, Z.H.; Pan, F.S.; Chen, X.H.; Liu, J. Study on electromagnetic shielding properties of magnesium and its alloys. Mater. Eng. 2013, 1, 52–57. [Google Scholar]
- Zhang, S.H.; Cheng, M.; Song, H.W. Advanced Plastic Processing Technology. Master’s Thesis, Institute of Metal Research, Chinese Academy of Science, Shenyang, China, 2012. [Google Scholar]
- Liu, C.P. Study on the Extraction Process of Alloy Phase in AZ, ZK Series Magnesium Alloys. Ph.D. Thesis, Chongqing University, Chongqing, China, 2007. [Google Scholar]
- Kulekci, M.K. Magnesium and its alloys applications in automotive industry. Int. J. Adv. Manuf. Technol. 2008, 39, 851–865. [Google Scholar] [CrossRef]
- Qi, Y.; Wang, H.; Chen, L.; Zhang, H.; Chen, G.; Chen, L.; Du, Z. Preparation and mechanical properties of ZK61-Y magnesium alloy wheel hub via liquid forging—Isothermal forging process. Metals 2020, 10, 385. [Google Scholar] [CrossRef]
- Chen, M.; Sun, H.; Zhao, H.Y.; Cheng, M.; Wang, R.X.; Hu, X.D.; Liu, Q.J.; Ju, D.Y. Multi-scale study on microstructure of ME21 rare-earth magnesium alloy sheet. Sci. Sin. Technol. 2022, 52, 1571–1581. (In Chinese) [Google Scholar] [CrossRef]
- An, S.; Shang, D.; Chen, M.; Ma, C.; Lu, Y.; Hu, X. Microstructure Evolution Mechanism of Ultra-Thin Dual Phase Magnesium–Lithium Alloy during Asymmetric Warm Rolling. Materials 2022, 15, 5026. [Google Scholar] [CrossRef]
- Chen, W.Z.; Ma, L.M.; Chen, X.M.; Cui, G.; Zhang, W.; Wang, E. Microstructure evolution and mechanical performance improvement of thin ZK61 magnesium alloy sheets subjected to cumulative cold rolling and intermediate annealing. Mater. Sci. Eng. A 2018, 733, 350–360. [Google Scholar] [CrossRef]
- Cantergiani, E.; Weißensteiner, I.; Grasserbauer, J.; Falkinger, G.; Pogatscher, S.; Roters, F. Influence of Hot Band Annealing on Cold-Rolled Microstructure and Recrystallization in AA 6016. Metall. Mater. Trans. A 2022, 54, 75–96. [Google Scholar] [CrossRef]
- Mahadule, D.; Demiral, M.; Mulki, H.; Khatirkar, R.K. Experiments and Crystal Plasticity Finite Element Simulations of Texture Development during Cold Rolling in a Ti-15V-3Cr-3Sn-3Al Alloy. Crystals 2023, 13, 137. [Google Scholar] [CrossRef]
- Mo, C.; Kontsos, A. Twinning contributions to strain localizations in magnesium alloys. Mater. Sci. Eng. A 2018, 722, 206–215. [Google Scholar] [CrossRef]
- Zhang, K.; Shao, Z.; Daniel, C.S.; Turski, M.; Pruncu, C.; Lang, L.; Robson, J.; Jiang, J. A comparative study of plastic deformation mechanisms in room-temperature and cryogenically deformed magnesium alloy AZ31. Mater. Sci. Eng. A 2021, 807, 140821. [Google Scholar] [CrossRef]
- Lebensohn, R.A.; Tomé, C.N. A self-consistent anisotropic approach for the simulation of plastic deformation and texture development of polycrystals: Application to zirconium alloys. Acta Metall. Mater. 1993, 41, 2611–2624. [Google Scholar] [CrossRef]
- Masood Chaudry, U.; Hamad, K.; Kim, J.G. Ca-induced plasticity in magnesium alloy: EBSD measurements and VPSC calculations. Crystals 2020, 10, 67. [Google Scholar] [CrossRef]
- Chandola, N.; Mishra, R.K.; Cazacu, O. Application of the VPSC model to the description of the stress–strain response and texture evolution in AZ31 Mg for various strain paths. J. Eng. Mater. Technol. 2015, 137, 041007. [Google Scholar] [CrossRef]
- Zhou, B.; Wang, L.; Wang, J.; Maldar, A.; Zhu, G.; Jia, H.; Jin, P.; Zeng, X.; Li, Y. Dislocation behavior in a polycrystalline Mg-Y alloy using multi-scale characterization and VPSC simulation. J. Mater. Sci. Technol. 2022, 98, 87–98. [Google Scholar] [CrossRef]
- Zheng, M.Y.; Xu, S.W.; Qiao, X.G.; Wu, K.; Kamado, S.; Kojima, Y. Compressive deformation of Mg–Zn–Y–Zr alloy processed by equal channel angular pressing. Mater. Sci. Eng. A 2008, 483, 564–567. [Google Scholar] [CrossRef]
- Bohlen, J.; Nürnberg, M.R.; Senn, J.W.; Letzig, D.; Agnew, S. The texture and anisotropy of magnesium–zinc–rare earth alloy sheets. Acta Mater. 2007, 55, 2101–2112. [Google Scholar] [CrossRef]
- Guo, X.; Seefeldt, M. Modeling grain fragmentation and deformation textures for titanium using a combined approach of the viscoplastic self-consistent model and a shear fluctuation model. J. Mater. Sci. 2017, 52, 8132–8148. [Google Scholar] [CrossRef]
- Franois, D.; Pineau, A.; Zaoui, A. Elastoplasticity; Springer: Dordrecht, The Netherlands, 2012. [Google Scholar]
- Deng, S.; Song, H.; Liu, H.; Zhang, S.-H. Effect of uniaxial loading direction on mechanical responses and texture evolution in cold pilgered Zircaloy-4 tube: Experiments and modeling. Int. J. Solids Struct. 2021, 213, 63–76. [Google Scholar] [CrossRef]
- Itoi, T.; Gonda, K.; Hirohashi, M. Relationship of wear properties to basal-plane texture of worn surface of Mg alloys. Wear 2011, 270, 606–612. [Google Scholar] [CrossRef]
- Jia, W.P.; Hu, X.D.; Zhao, H.Y.; Ju, D.; Chen, D. Texture evolution of AZ31 magnesium alloy sheets during warm rolling. J. Alloy. Compd. 2015, 645, 70–77. [Google Scholar] [CrossRef]
- Gan, Y.C. Study on Crystal Plasticity Mechanical Properties of Closely Arranged Hexagonal Magnesium. Ph.D. Thesis, Beijing University of Technology, Beijing, China, 2016. [Google Scholar]
- Zhang, W.; Wang, W.; Chen, W.; Wang, E. Optimization of Rolling Condition for ZK61 Alloy Sheets via Microstructure and Mechanical Property Analysis. J. Mater. Eng. Perform. 2016, 25, 5551–5559. [Google Scholar] [CrossRef]
- Wang, W.; Zhang, W.; Chen, W.; Yang, J.; Zhang, L.; Wang, E. Homogeneity improvement of friction stir welded ZK61 alloy sheets in microstructure and mechanical properties by multi-pass lowered-temperature rolling. Mater. Sci. Eng. A 2017, 703, 17–26. [Google Scholar] [CrossRef]
- Chen, W.Z.; Yu, Y.; Wang, X.; Wang, E.; Liu, Z. Optimization of rolling temperature for ZK61 alloy sheets via microstructure uniformity analysis. Mater. Sci. Eng. A 2013, 575, 136–143. [Google Scholar] [CrossRef]
- Zhang, L.X.; Chen, W.Z.; Zhang, W.C.; Wang, W.; Wang, E. Microstructure and mechanical properties of thin ZK61 magnesium alloy sheets by extrusion and multi–pass rolling with lowered temperature. J. Mater. Process. Technol. 2016, 237, 65–74. [Google Scholar] [CrossRef]
- Wang, W.; Cui, G.; Zhang, W.; Chen, W.; Wang, E. Evolution of microstructure, texture and mechanical properties of ZK60 magnesium alloy in a single rolling pass. Mater. Sci. Eng. A 2018, 724, 486–492. [Google Scholar] [CrossRef]
- Wang, L.; Zhao, Y.Q.; Chen, H.M.; Zhang, J.; Liu, Y.-D.; Wang, Y.-N. Improvement of mechanical properties of magnesium alloy ZK60 by asymmetric reduction rolling. Acta Metall. Sin. 2018, 31, 63–70. [Google Scholar] [CrossRef]
- Yuan, Y.; Ma, A.; Gou, X.; Jiang, J.; Lu, F.; Song, D.; Zhu, Y. Superior mechanical properties of ZK60 mg alloy processed by equal channel angular pressing and rolling. Mater. Sci. Eng. A 2015, 630, 45–50. [Google Scholar] [CrossRef]
- Chen, W.; Wang, X.; Hu, L.; Wang, E. Fabrication of ZK60 magnesium alloy thin sheets with improved ductility by cold rolling and annealing treatment. Mater. Des. 2012, 40, 319–323. [Google Scholar] [CrossRef]
- Wang, W.; Chen, W.; Zhang, W.; Cui, G.; Wang, E. Weakened anisotropy of mechanical properties in rolled ZK60 magnesium alloy sheets with elevated deformation temperature. J. Mater. Sci. Technol. 2018, 34, 2042–2050. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloying element | Mn | Zr | Si | Zn | Mg |
|---|---|---|---|---|---|
| Element content (wt.%) | <0.02 | 0.76 | <0.02 | 6.6 | Balance |
| Run Pass | Thickness of Plate before Rolling (mm) | Thickness of Plate after Rolling (mm) | Single Pressure Down (%) |
|---|---|---|---|
| 1 | 17.0 | 15.0 | 12.0 |
| 2 | 15.0 | 11.5 | 23.3 |
| 3 | 11.5 | 8.6 | 25.2 |
| 4 | 8.6 | 6.9 | 19.6 |
| 5 | 6.9 | 5.6 | 18.8 |
| 6 | 5.6 | 4.5 | 19.8 |
| 7 | 4.5 | 3.4 | 24.4 |
| 8–20 | 3.4 | 0.5 | 10.0 |
| Tensile Samples | /MPa | /MPa | /% | ||
|---|---|---|---|---|---|
| SR-3.4 mm plate | RD | 230.2 | 344.3 | 21.7 | 0.67 |
| 45° | 253.7 | 366.3 | 26.5 | 0.69 | |
| TD | 233.3 | 348.0 | 23.3 | 0.67 | |
| ASR-1.5 mm plate | RD | 264.4 | 391.2 | 19.8 | 0.68 |
| 45° | 273.2 | 374.3 | 17.4 | 0.73 | |
| TD | 290.4 | 398.9 | 25.5 | 0.73 | |
| ASR-0.75 mm plate | RD | 198.4 | 322.6 | 34.7 | 0.62 |
| 6. | 45° | 198.4 | 310.1 | 30.1 | 0.64 |
| TD | 198.4 | 291.9 | 22.4 | 0.68 | |
| ASR-0.5 mm plate | RD | 183.1 | 296.4 | 35.6 | 0.62 |
| 45° | 165.3 | 281.5 | 33.8 | 0.59 | |
| TD | 196.2 | 308.6 | 33.6 | 0.64 | |
| Processing Method | YTS (Mpa) | UTE (Mpa) | Elongation (%) | References | |||
|---|---|---|---|---|---|---|---|
| RD | TD | RD | TD | RD | TD | ||
| Cold rolling + annealing at 250 °C | 241.8 | 254.9 | 285.1 | 293.6 | 26.9 | 27.3 | [12] |
| Hot rolling at 400 °C | 215.0 | 196.4 | 304.6 | 296.3 | 20.8 | 21.7 | [29] |
| Welding + cold rolling | 168 | 191 | 297 | 301 | 23.6 | 24.4 | [30] |
| Rolling at 250 °C | 292.8 | 315.2 | 361.4 | 367.7 | 8.1 | 18.8 | [31] |
| Hot extrusion at 380 °C + rolling at 250 °C | 210 | 193 | 309 | 298 | 20.3 | 25.9 | [32] |
| Rolling at 250 °C | 280.1 | 218.2 | 358.9 | 328.7 | 16.2 | 16.7 | [33] |
| asymmetric reduction rolling | 200 | 264 | 27 | [34] | |||
| Equal channel extrusion + cold rolling | 396 | 9.4 | [35] | ||||
| Cold rolling | 242 | 256 | 284 | 295 | 28 | 26 | [36] |
| Rolling state | 226 | 178 | 315 | 323 | 14 | 20 | [37] |
| symmetric hot rolling + asymmetric warm rolling | 264.4 | 290.4 | 391.2 | 398.9 | 19.8 | 25.5 | Present work |
| Plate | Deformation Mode | ||||
|---|---|---|---|---|---|
| SR-3.4 mm plate | Basal<a> | 21 | 5 | 40 | 5 |
| Prismatic<a> | 48 | 25 | 110 | 10 | |
| Pyramidal<c+a> | 115 | 40 | 800 | 70 | |
| Tensile twinning | 140 | 30 | 180 | 60 | |
| Compression twinning | 90 | 40 | 1500 | 100 | |
| ASR-1.5 mm plate | Basal<a> | 6 | 20 | 230 | 80 |
| Prismatic<a> | 12 | 60 | 710 | 90 | |
| Pyramidal<c+a> | 30 | 120 | 1800 | 75 | |
| Tensile twinning | 8 | 20 | 240 | 150 | |
| Compression twinning | 70 | 40 | 2500 | 250 | |
| ASR-0.75 mm plate | Basal<a> | 8 | 10 | 300 | 80 |
| Prismatic<a> | 20 | 32 | 1200 | 100 | |
| Pyramidal<c+a> | 40 | 60 | 2500 | 50 | |
| Tensile twinning | 10 | 15 | 300 | 150 | |
| Compression twinning | 80 | 21 | 3200 | 300 | |
| ASR-0.5 mm plate | Basal<a> | 20 | 10 | 400 | 3 |
| Prismatic<a> | 45 | 32 | 1200 | 8 | |
| Pyramidal<c+a> | 100 | 100 | 2500 | 10 | |
| Tensile twinning | 25 | 0 | 0 | 120 | |
| Compression twinning | 125 | 15 | 30 | 145 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, M.; Ma, C.; Liu, Q.; Cheng, M.; Wang, H.; Hu, X. Plastic Deformation Mechanism of High Strength and Toughness ZK61 Magnesium Alloy Plate by Multipass Horizontal Continuous Rolling. Materials 2023, 16, 1320. https://doi.org/10.3390/ma16031320
Chen M, Ma C, Liu Q, Cheng M, Wang H, Hu X. Plastic Deformation Mechanism of High Strength and Toughness ZK61 Magnesium Alloy Plate by Multipass Horizontal Continuous Rolling. Materials. 2023; 16(3):1320. https://doi.org/10.3390/ma16031320
Chicago/Turabian StyleChen, Ming, Cong Ma, Qingjie Liu, Ming Cheng, Haolei Wang, and Xiaodong Hu. 2023. "Plastic Deformation Mechanism of High Strength and Toughness ZK61 Magnesium Alloy Plate by Multipass Horizontal Continuous Rolling" Materials 16, no. 3: 1320. https://doi.org/10.3390/ma16031320