
Effect of Bi Addition on the Heat Resistance of As-Extruded AZ31 Magnesium Alloy
 , and
, and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
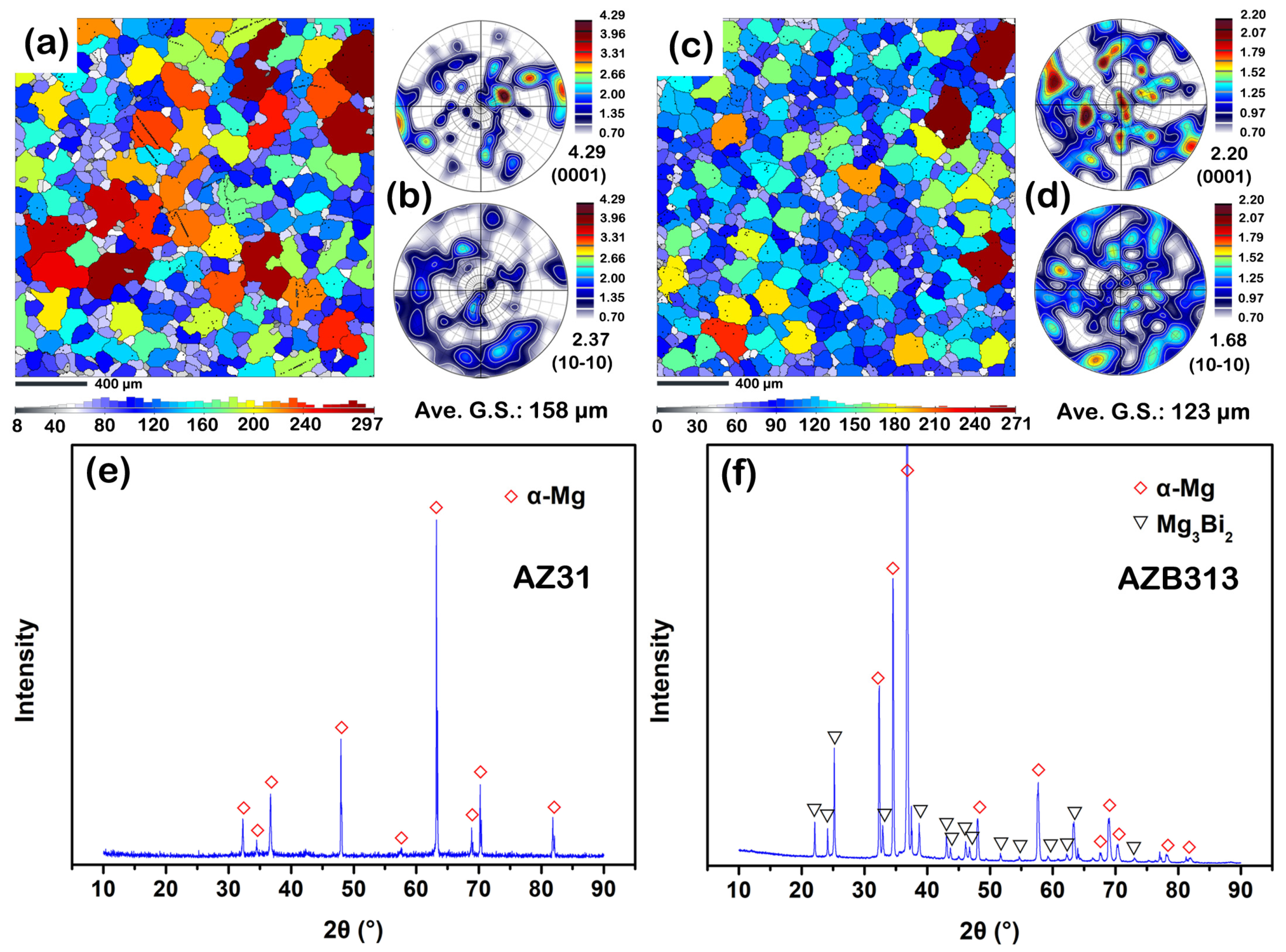
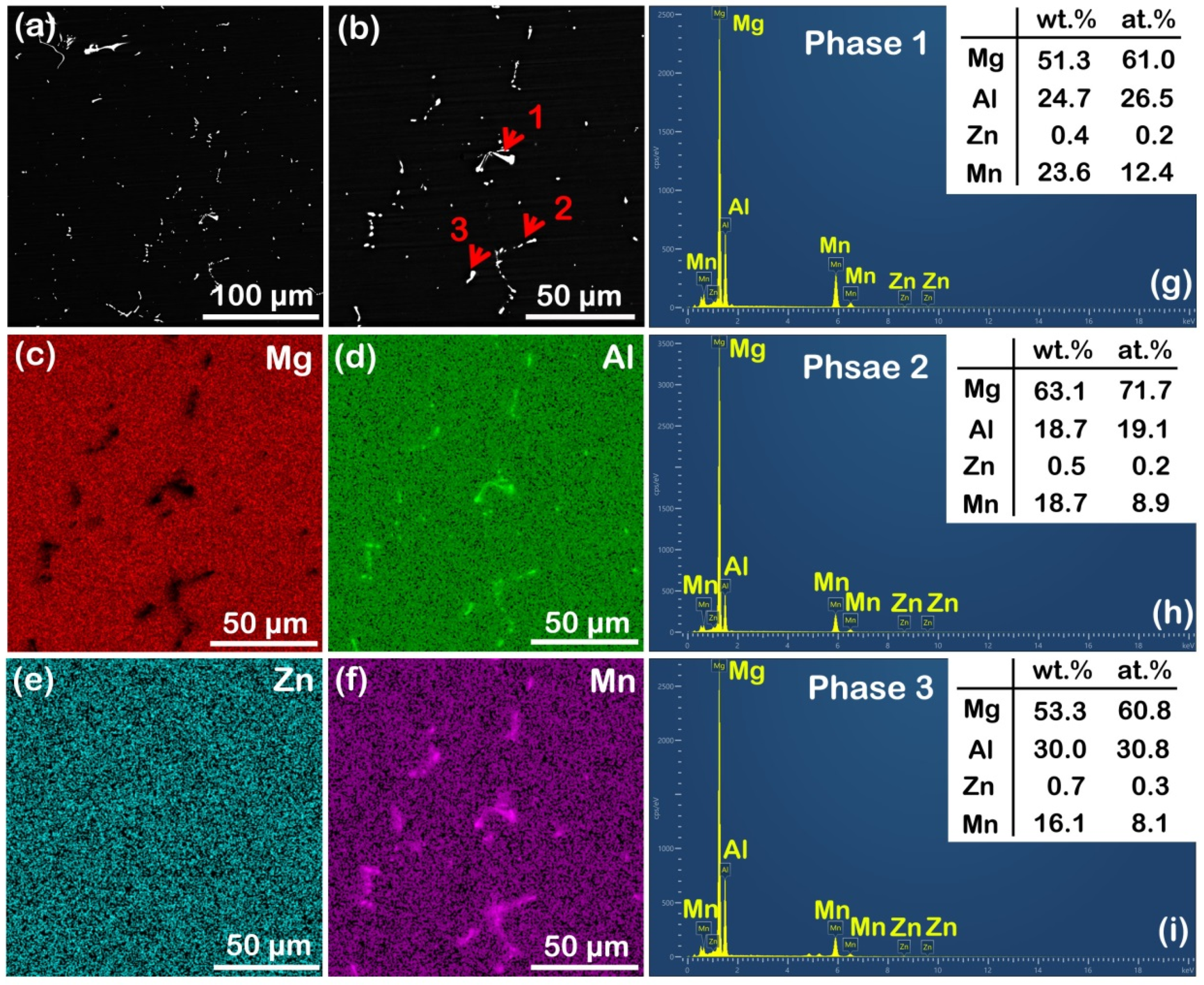
3.1. Microstructure of as-Cast Alloys
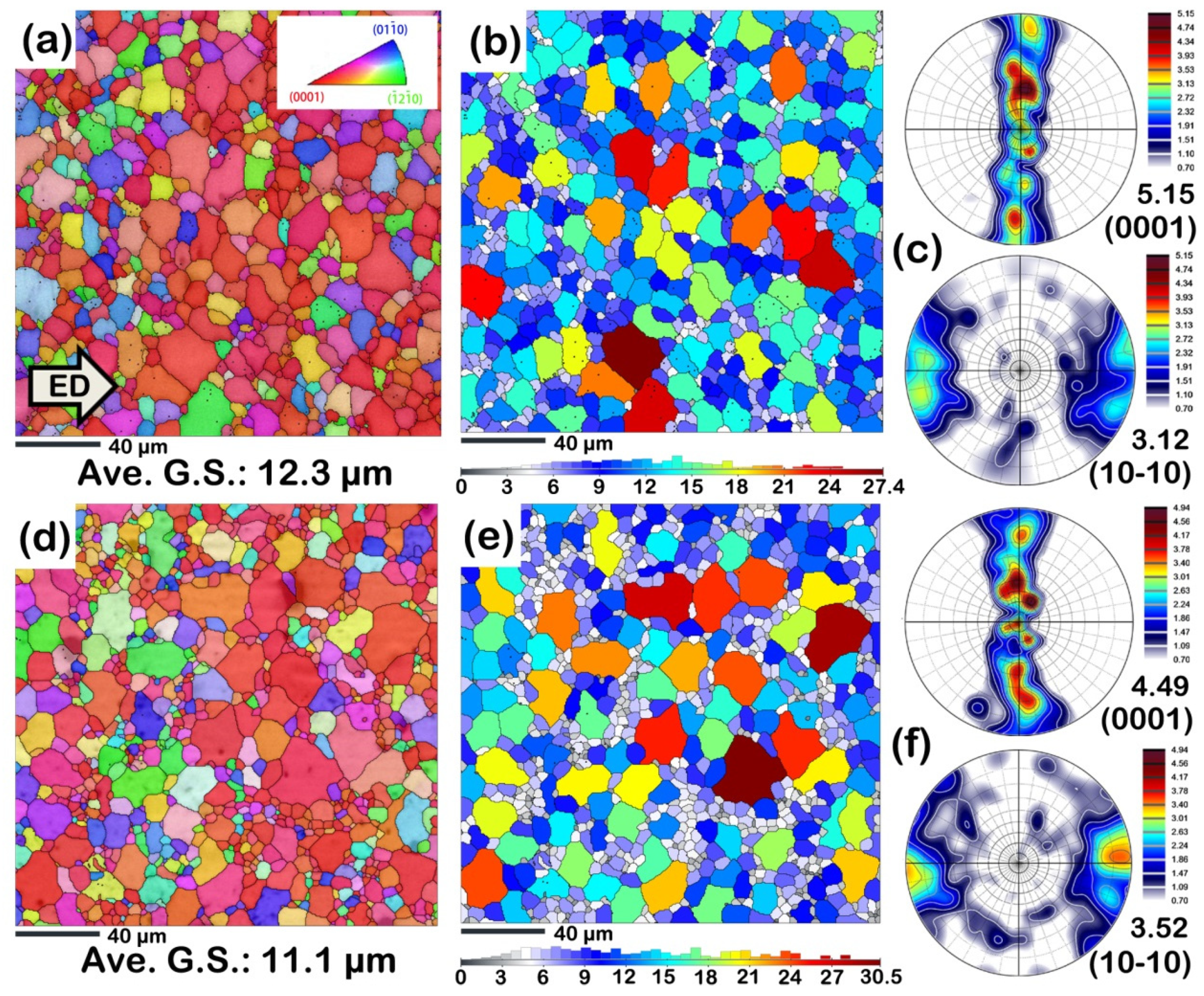
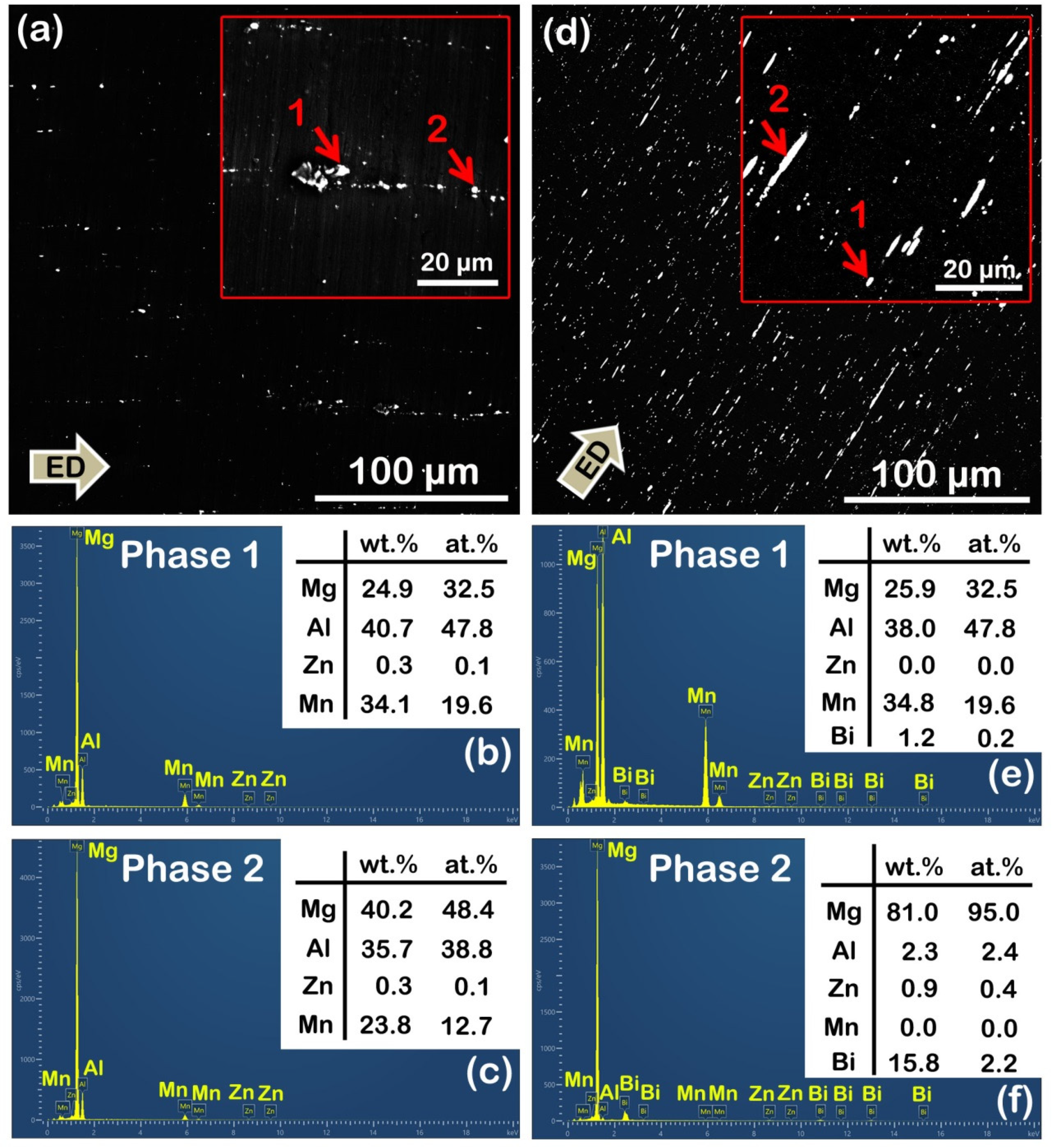
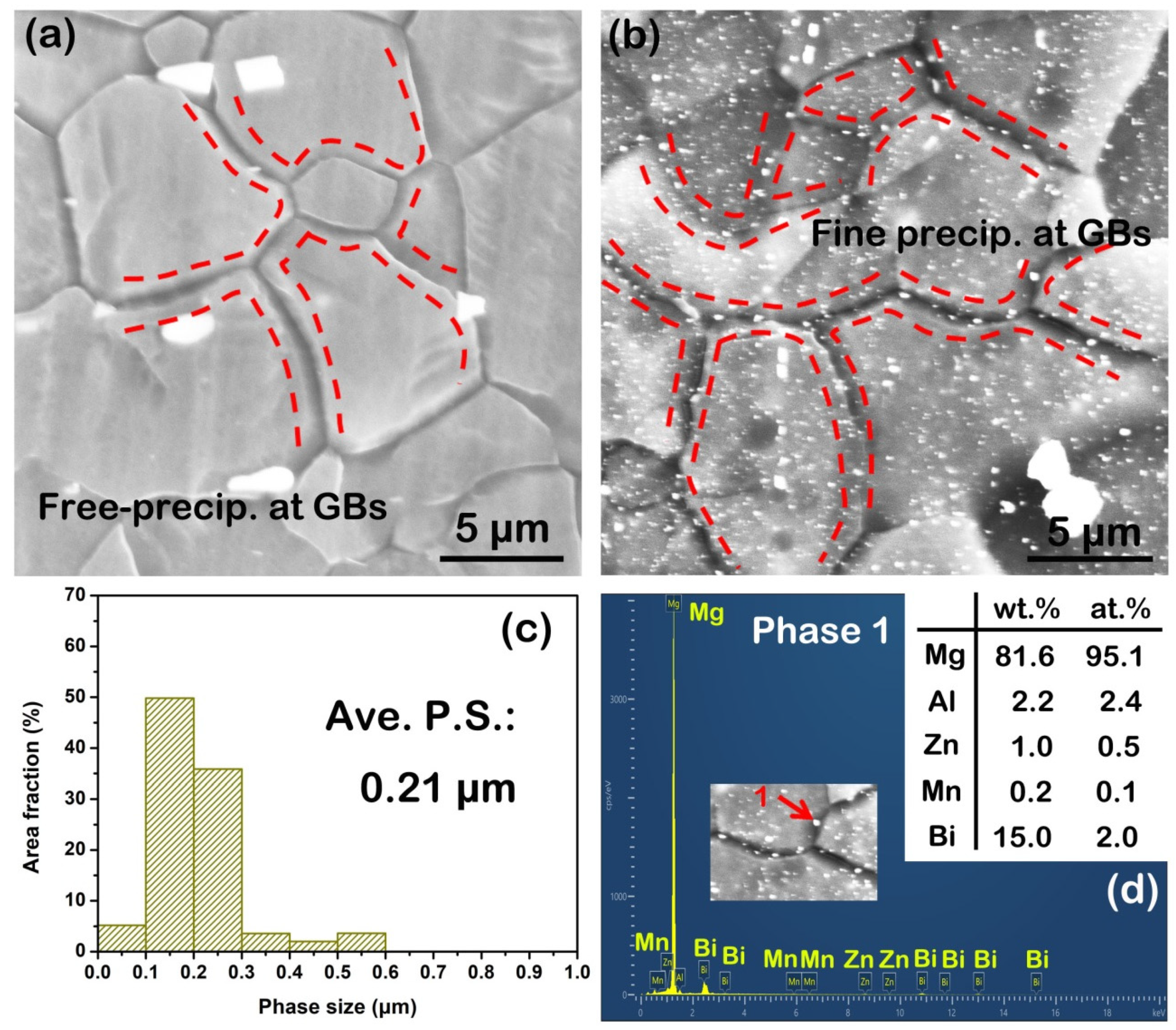
3.2. Microstructure of as-Extruded Alloys
3.3. Heat Resistance of as-Extruded Alloys
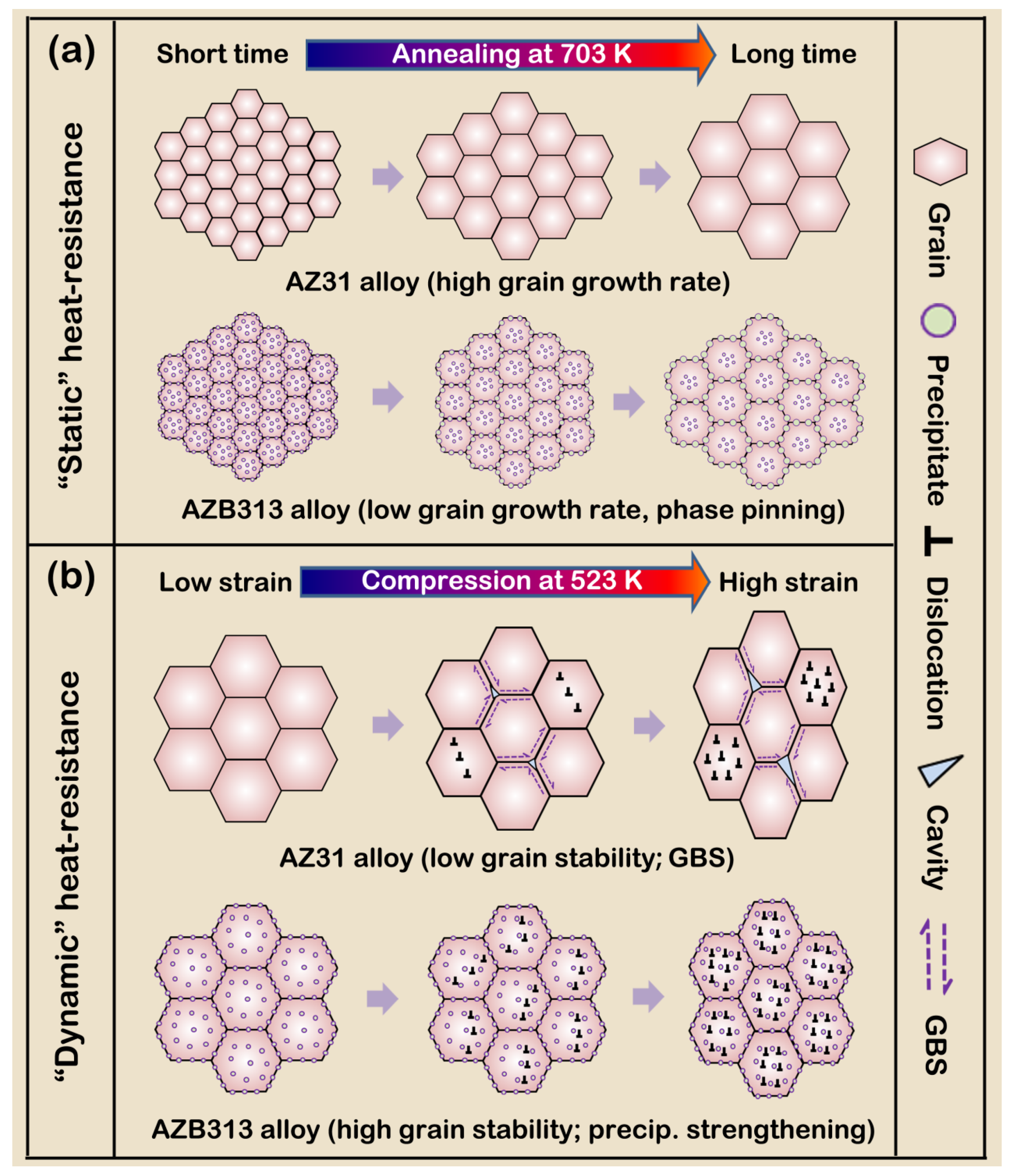
3.3.1. “Static” Heat Resistance
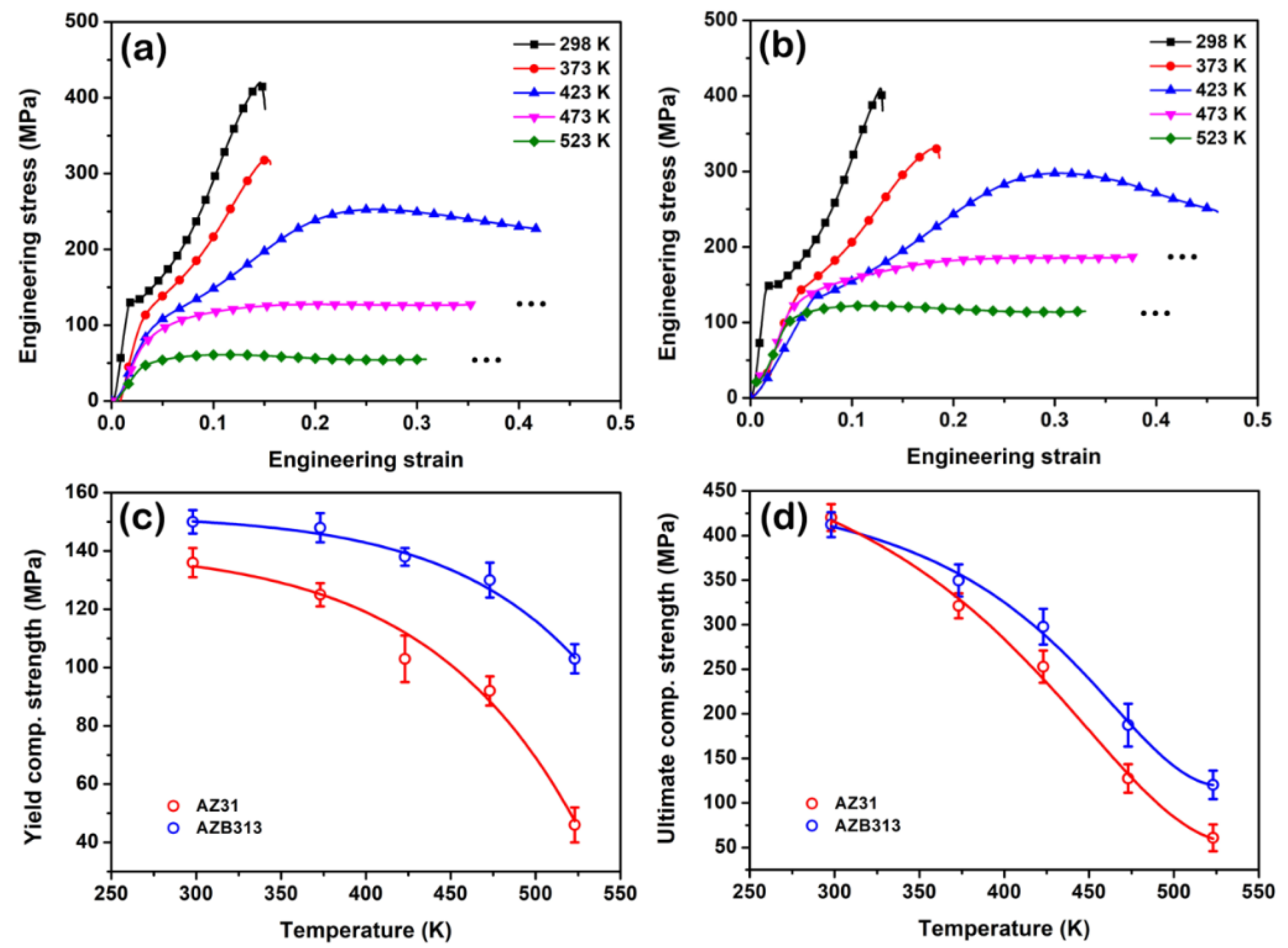
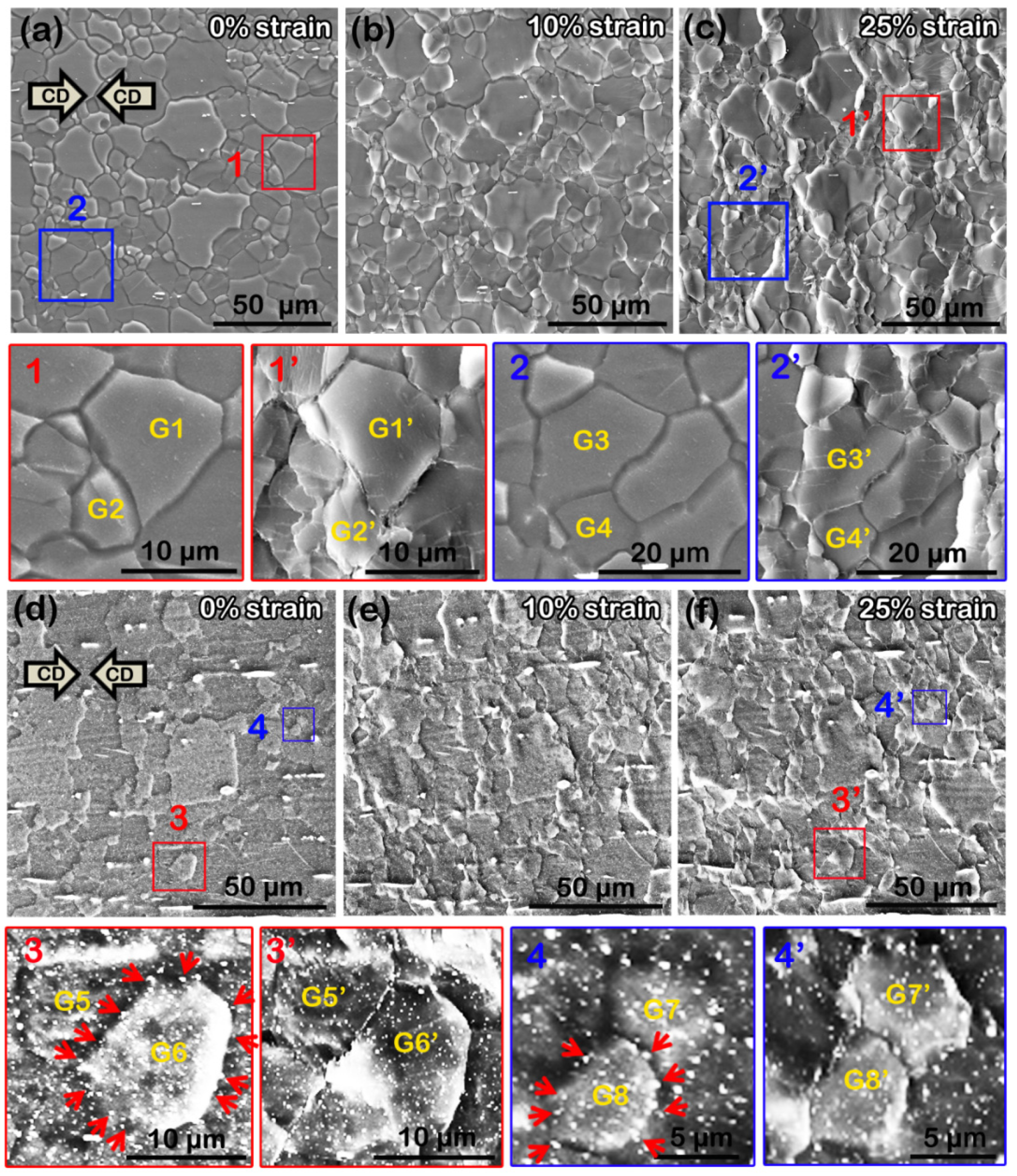
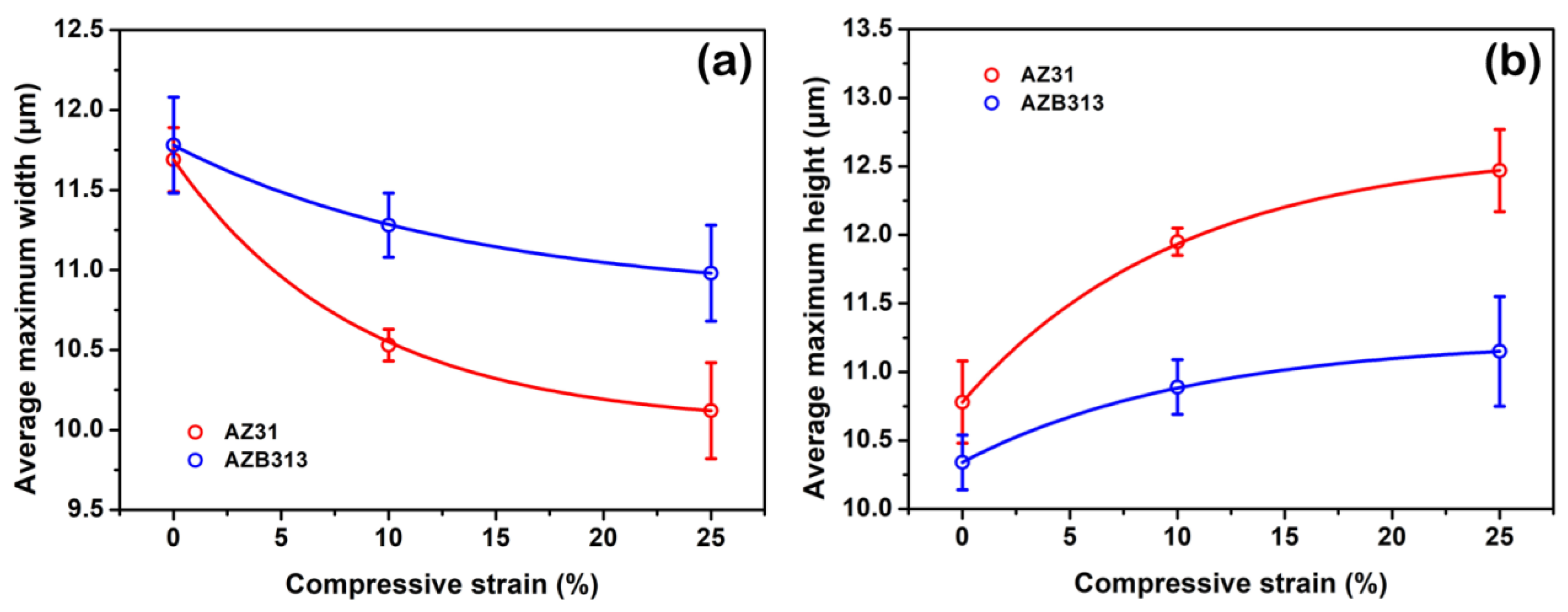
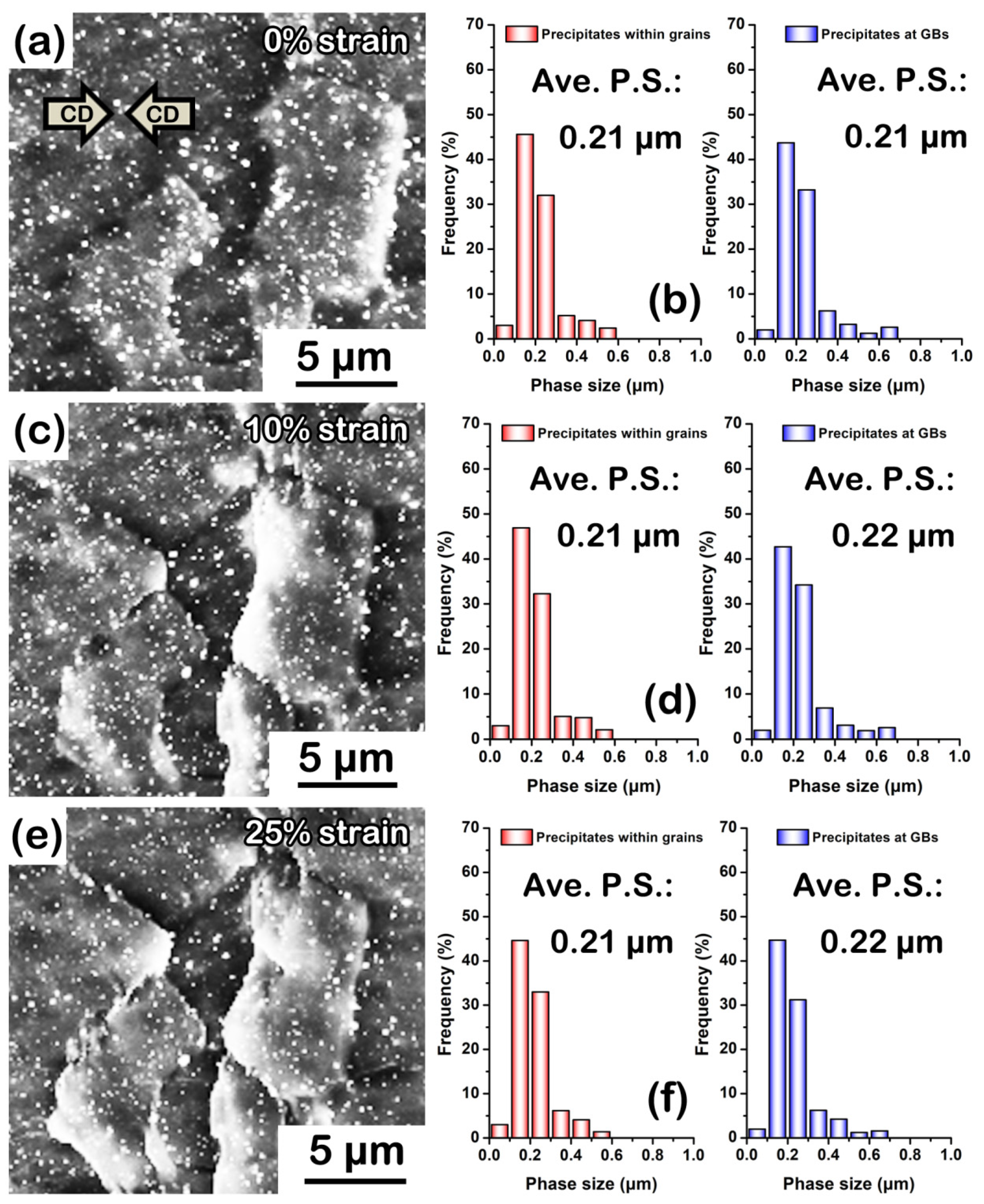
3.3.2. “Dynamic” Heat Resistance
3.3.3. Heat Resistance Mechanisms
4. Conclusions
- (1)
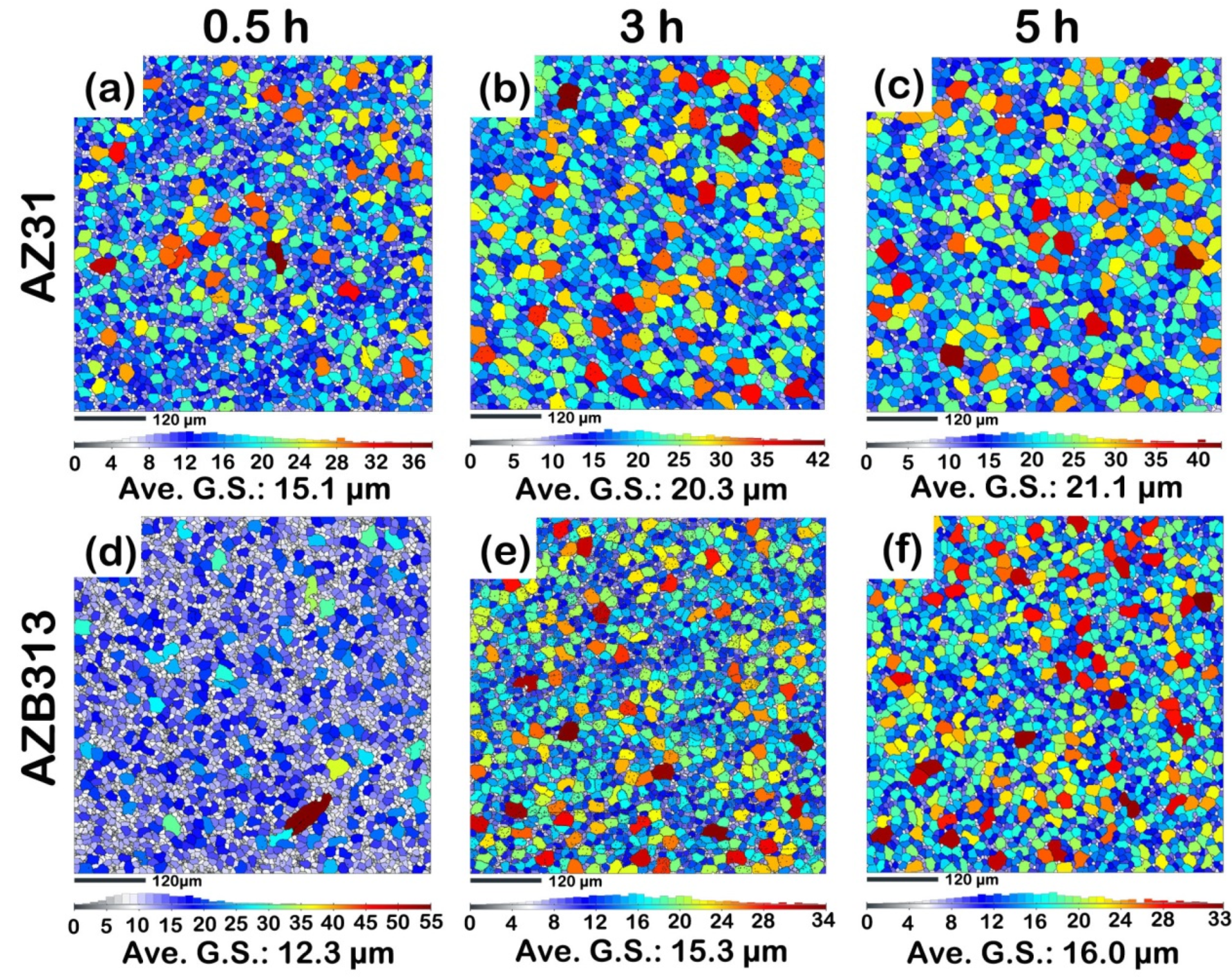
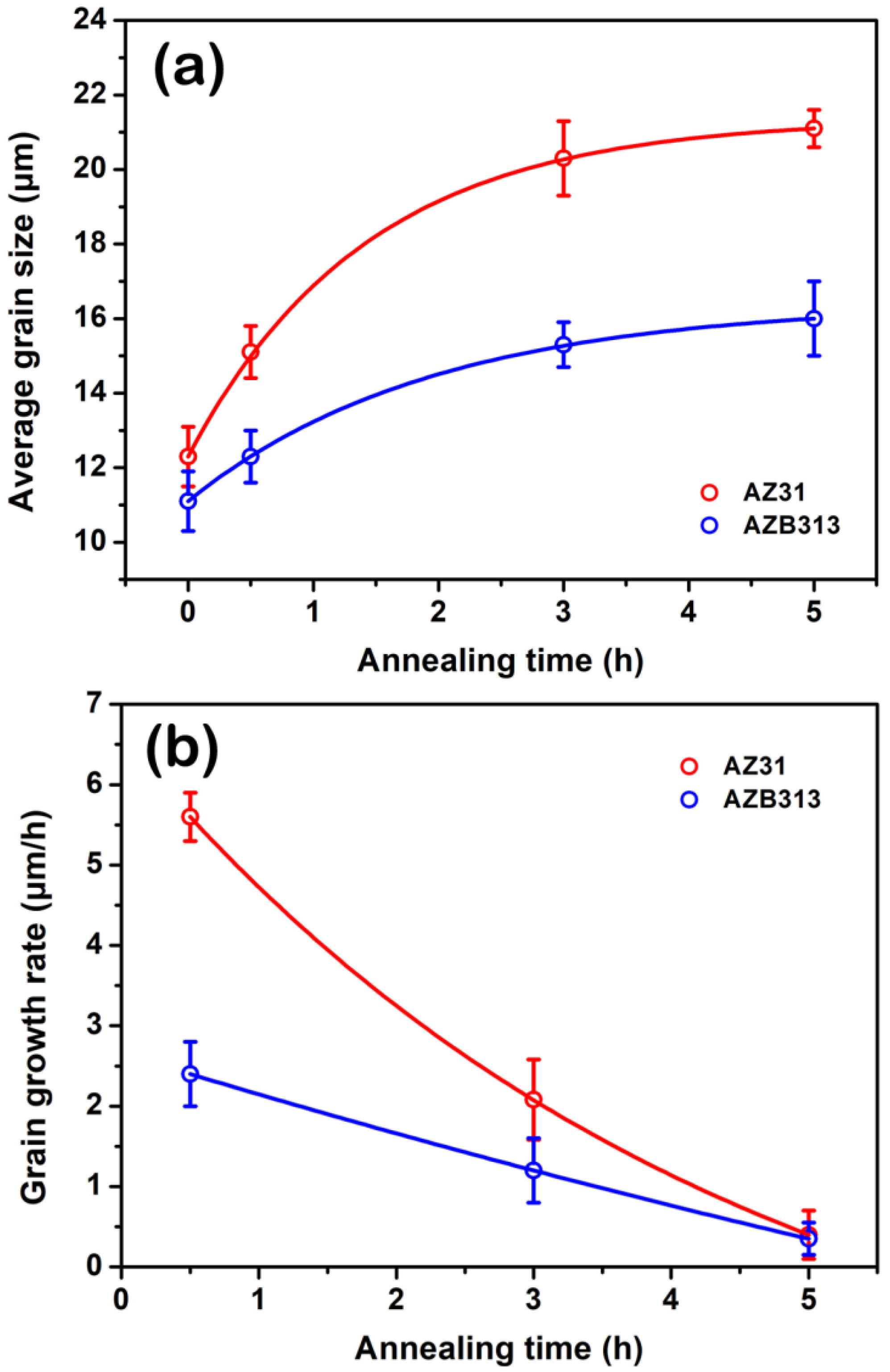
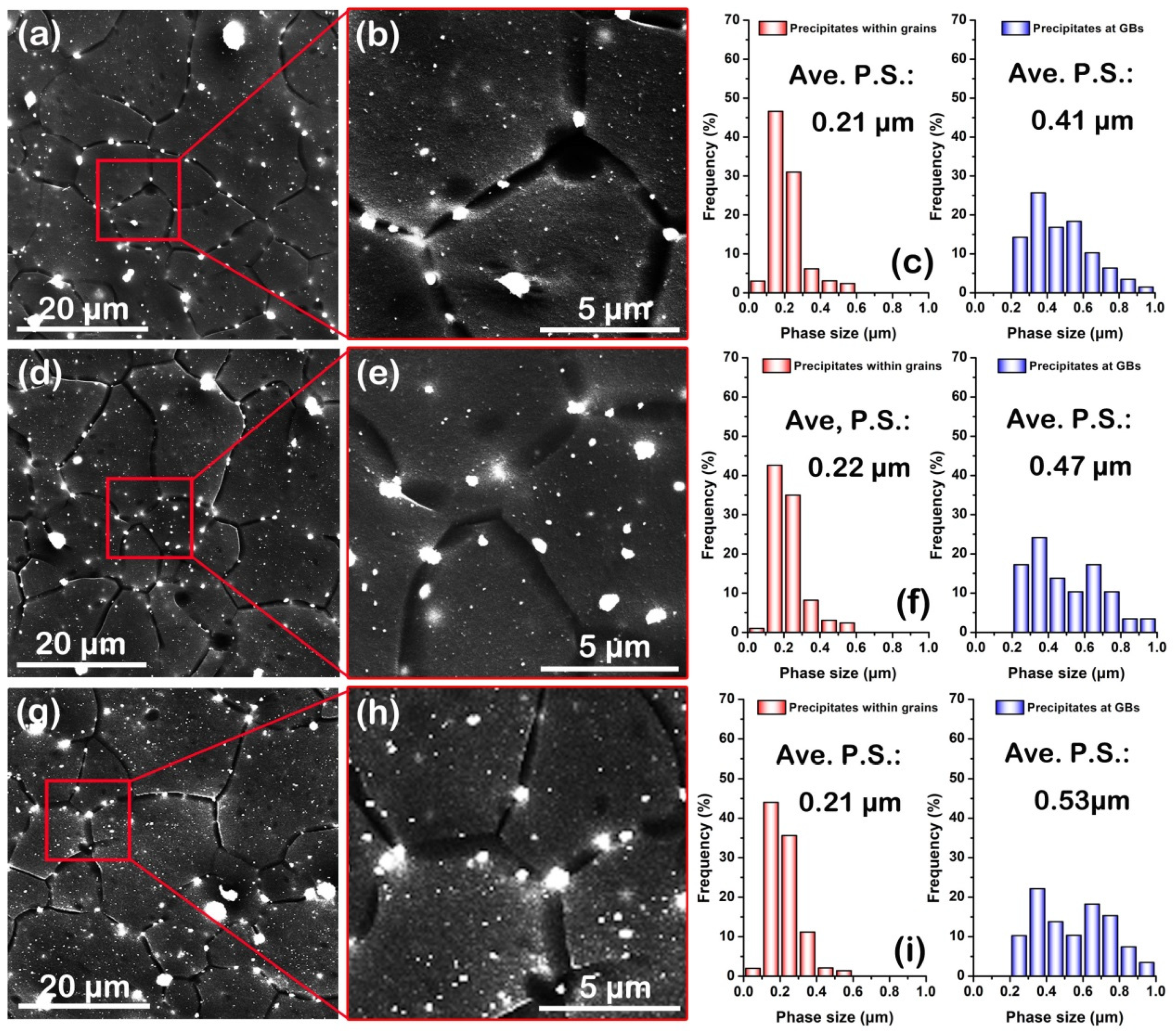
- During high-temperature annealing at 703 K, the as-extruded AZB313 alloy had a lower grain growth rate than the as-extruded AZ31, since the Mg3Bi2 phases (distributed at grain boundaries) impeded the grain boundary motion (even though these precipitates were slightly coarsened) providing higher “static” heat resistance.
- (2)
- During hot compression at 298 to 523 K, the yield and ultimate strength of both as-extruded AZ31 and AZB313 alloys gradually decreased, but with the addition of Bi, this tendency could be delayed. The main reasons include the following aspects: (i) strengthened precipitation—the strength contribution of fine Mg3Bi2 phases at room temperature could be maintained at high temperature; (ii) the high thermal stability of the grains—the thermally stable Mg3Bi2 precipitates (dispersed within grains) effectively hindered the movement of dislocations, thereby increasing the resistance to grain deformation; (iii) restricted occurrence of GBS—the pinning effect of the fine precipitates on grain boundaries was very strong, further limiting GBS. Therefore, it was expected that the Bi addition also promoted the enhancement of “dynamic” heat resistance of the as-extruded AZ31 alloy.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, Q.H.; Jiang, B.; Chen, D.L.; Jin, Z.Y.; Zhao, L.Y.; Yang, Q.S.; Huang, G.S.; Pan, F.S. Strategies for enhancing the room-temperature stretch formability of magnesium alloy sheets: A review. J. Mater. Sci. 2021, 56, 12965. [Google Scholar] [CrossRef]
- Luo, A.A. Recent magnesium alloy development for elevated temperature applications. Int. Mater. Rev. 2004, 49, 13. [Google Scholar] [CrossRef]
- Li, Z.J.; Wang, J.G.; Yan, R.F.; Chen, Z.Y.; Ni, T.Y.; Dong, Z.Q.; Lu, T.S. Effect of Ce addition on hot deformation behavior and microstructure evolution of AZ80 magnesium alloy. J. Mater. Res. Technol. 2022, 16, 1339. [Google Scholar] [CrossRef]
- Jiang, L.Y.; Huang, W.J.; Zhang, D.F.; Guo, F.; Xue, H.S.; Xu, J.Y.; Pan, F.S. Effect of Sn on the microstructure evolution of AZ80 magnesium alloy during hot compression. J. Alloys Compd. 2017, 727, 205. [Google Scholar] [CrossRef]
- Shang, L.; Yue, S.; Verma, R.; Krajewski, P.; Galvani, C.; Essadiqi, E. Effect of microalloying (Ca, Sr, and Ce) on elevated temperature tensile behavior of AZ31 magnesium sheet alloy. Mater. Sci. Eng. A 2011, 528, 3761. [Google Scholar] [CrossRef]
- Meshinchi Asl, K.; Masoudi, A.; Khomamizadeh, F. The effect of different rare earth elements content on microstructure, mechanical and wear behavior of Mg–Al–Zn alloy. Mater. Sci. Eng. A 2010, 527, 2027. [Google Scholar] [CrossRef]
- Mahmudi, R.; Kabirian, F.; Nematollahi, Z. Microstructural stability and high-temperature mechanical properties of AZ91 and AZ91+2RE magnesium alloys. Mater. Des. 2011, 32, 2583. [Google Scholar] [CrossRef]
- Jin, S.C.; Cha, J.W.; Go, J.; Bae, J.H.; Park, S.H. Comparative study of extrudability, microstructure, and mechanical properties of AZ80 and BA53 alloys. J. Magnes. Alloys, 2021; in press. [Google Scholar] [CrossRef]
- Go, J.; Jin, S.C.; Kim, H.; Yu, H. Park, S.H. Novel Mg–Bi–Al alloy with extraordinary extrudability and high strength. J. Alloys Compd. 2020, 843, 156026. [Google Scholar] [CrossRef]
- Yuan, G.Y.; Sun, Y.S.; Ding, W.J. Effects of bismuth and antimony additions on the microstructure and mechanical properties of AZ91 magnesium alloy. Mater. Sci. Eng. A 2001, 308, 38. [Google Scholar]
- Ren, W.; Li, Q.; Shi, J.; Zhang, X. Effect of bismuth addition on the microstructure and mechanical properties of AZ81 magnesium alloy. Rare Met. Cem. Carbides 2010, 38, 34. [Google Scholar]
- Moshaver, H.; Haddad Sabzevar, M.; Mazinani, M.; Mahmoudi, M. Effect of bismuth on microstructure, mechanical properties and fracture behavior of AZ magnesium alloys. Mater. Sci. Eng. A 2022, 854, 143676. [Google Scholar] [CrossRef]
- Li, Y.S.; Tang, Y.; Zhao, W.M.; Zhang, L.J. Effects of Bi addition on solidification behavior of Mg–Al–Zn casting alloys using experiments and CALPHAD calculations. J. Mater. Sci. 2020, 55, 7039. [Google Scholar] [CrossRef]
- Nazeer, F.; Long, J.; Yang, Z.; Li, C. Superplastic deformation behavior of Mg alloys: A-review. J. Magnes. Alloys 2022, 10, 97. [Google Scholar] [CrossRef]
- Zhan, L.; Xue, G.; Yang, J.; Zhang, W.; Jiao, X.; Wang, G.; Wang, G. Superplastic behavior and microstructure evolution of a fine-grained Mg-Nd-Zn-Zr alloy processed by hot extrusion. Mater. Sci. Eng. A 2022, 846, 143314. [Google Scholar] [CrossRef]
- Zeng, Y.; Sun, K.X.; Qian, X.Y.; Davis, A.; Yuan, Y.; Jiang, B.; Huang, Y.D.; Yin, D.D. Achieving advanced elevated-temperature strength by tailoring precipitates in Mg-Sn-Y alloys. J. Alloys Compd. 2022, 924, 166644. [Google Scholar] [CrossRef]
- Yin, D.D.; Li, S.P.; Sun, K.X.; Fu, R.H.; Zhang, Y.B.; Jiang, B.; Huang, Y.D.; Zeng, Y. Superior elevated-temperature strength of Mg–Y–Sn alloys with thermostable multi-scale precipitates and grain structure. Mater. Sci. Eng. A 2022, 852, 143643. [Google Scholar] [CrossRef]
- Wang, Q.H.; Zhai, H.W.; Wang, L.; Xu, J.; Chen, Y.; Jiang, B. A new strong and ductile multicomponent rare-earth free Mg–Bi-based alloy achieved by extrusion and subsequent short-term annealing. Mater. Sci. Eng. A 2022, 860, 144309. [Google Scholar] [CrossRef]
- Wang, Y.X.; Zhou, J.X.; Wang, J.; Luo, T.J.; Yang, Y.S. Effect of Bi addition on microstructures and mechanical properties of AZ80 magnesium alloy. Trans. Nonferrous Met. Soc. China 2011, 21, 711. [Google Scholar] [CrossRef]
- Wang, Q.H.; Zhai, H.W.; Liu, L.T.; Jin, Z.Y.; Zhao, L.Y.; He, J.J.; Jiang, B. Exploiting an as-extruded fine-grained Mg-Bi-Mn alloy with strength-ductility synergy via dilute Zn addition. J. Alloys Compd. 2022, 924, 166337. [Google Scholar] [CrossRef]
- Shao, L.; Zhang, C.; Li, C.Y.; Tang, A.T.; Liu, J.G.; Yu, Z.W.; Pan, F.S. Mechanistic study of Mg-Mn-Al extrusion alloy with superior ductility and high strength. Mater Charact. 2022, 183, 111651. [Google Scholar] [CrossRef]
- Yu, H.; Fan, S.; Meng, S.; Choi, J.O.; Li, Z.; Go, Y.; Kim, Y.M.; Zhao, W.; You, B.S.; Shin, K.S. Microstructural evolution and mechanical properties of binary Mg–xBi (x = 2, 5, and 8 wt%) alloys. J. Magnes. Alloys 2021, 9, 983. [Google Scholar] [CrossRef]
- Cha, J.W.; Park, S.H. Variations in dynamic recrystallization behavior and mechanical properties of AZ31 alloy with extrusion temperature. J. Magnes. Alloys, 2022; in press. [Google Scholar] [CrossRef]
- Huang, K.; Marthinsen, K.; Zhao, Q.; Logé, R.E. The double-edge effect of second-phase particles on the recrystallization behaviour and associated mechanical properties of metallic materials. Prog. Mater. Sci. 2018, 92, 284. [Google Scholar] [CrossRef]
- Hu, G.W.; Zeng, L.C.; Du, H.; Wang, Q.; Fan, Z.T.; Liu, X.W. Combined effects of solute drag and Zener pinning on grain growth of a NiCoCr medium-entropy alloy. Intermetallics 2021, 136, 107271. [Google Scholar] [CrossRef]
- Wang, Q.H.; Zhai, H.W.; Liu, L.T.; Xia, H.B.; Jiang, B.; Zhao, J.; Chen, D.L.; Pan, F.S. Novel Mg-Bi-Mn wrought alloys: The effects of extrusion temperature and Mn addition on their microstructures and mechanical properties. J. Magnes. Alloys 2022, 10, 2588. [Google Scholar] [CrossRef]
- Wang, Q.; Wang, L.; Zhai, H.; Chen, Y.; Chen, S. Establishment of Constitutive Model and Analysis of Dynamic Recrystallization Kinetics of Mg-Bi-Ca Alloy during Hot Deformation. Materials 2022, 15, 7986. [Google Scholar] [CrossRef]
- Li, Z.; Wang, J.; Huang, H. Grain boundary curvature based 2D cellular automata simulation of grain coarsening. J. Alloys Compd. 2019, 791, 411. [Google Scholar] [CrossRef]
- Basu, I.; Al-Samman, T.; Gottstein, G. Shear band-related recrystallization and grain growth in two rolled magnesium-rare earth alloys. Mater. Sci. Eng. A 2013, 579, 50. [Google Scholar] [CrossRef]
- Wu, W.X.; Jin, L.; Zhang, Z.Y.; Ding, W.J.; Dong, J. Grain growth and texture evolution during annealing in an indirect-extruded Mg–1Gd alloy. J. Alloys Compd. 2014, 585, 111. [Google Scholar] [CrossRef]
- Wang, Q.H.; Zhai, H.W.; Xia, H.B.; Liu, L.T.; He, J.J.; Xia, D.B.; Yang, H.; Jiang, B. Relating initial texture to deformation behavior during cold rolling and static recrystallization upon subsequent annealing of an extruded WE43 alloy. Acta Metall. Sin-Engl. 2022, 35, 1793. [Google Scholar] [CrossRef]
- Li, M.; Xie, D.; Li, J.; Xie, H.; Huang, Q.; Pan, H.; Qin, G. Realizing ultra-fine grains and ultra-high strength in conventionally extruded Mg-Ca-Al-Zn-Mn alloys: The multiple roles of nano-precipitations. Mater Charact. 2021, 175, 111049. [Google Scholar] [CrossRef]
- Zhao, L.Y.; Yan, H.; Chen, R.S.; Han, E.H. Study on the evolution pattern of grain orientation and misorientation during the static recrystallization of cold-rolled Mg-Zn-Gd alloy. Mater Charact. 2019, 150, 252. [Google Scholar] [CrossRef]
- Sanjari, M.; Farkoosh, A.R.; Shalchi Amirkhiz, B.; He, Y.; Javaid, A.; Kabir, A.S.; Su, J.; Jung, I.H.; Yue, S. The role of the Zn/Nd ratio in the microstructural evolution of the Mg-Zn-Nd system during static recrystallization: Grain boundary partitioning of solutes. Scr. Mater. 2017, 134, 1. [Google Scholar] [CrossRef]
- Hong, S.G.; Park, S.H.; Lee, C.S. Role of {10–12} twinning characteristics in the deformation behavior of a polycrystalline magnesium alloy. Acta Mater. 2010, 58, 5873. [Google Scholar] [CrossRef]
- Wang, Q.H.; Zhai, H.W.; Jin, Z.Y.; He, J.J.; Yang, Q.; Liu, W.J.; Li, Y.L.; Chen, D.L. Hot-deformation kinetics analysis and extrusion parameter optimization of a dilute rare-earth free magnesium alloy. J. Magnes. Alloys, 2022; in press. [Google Scholar] [CrossRef]
- Nie, J.F. Effects of precipitate shape and orientation on dispersion strengthening in magnesium alloys. Scr. Mater. 2003, 48, 1009. [Google Scholar] [CrossRef]
- Wang, S.; Yang, J.; Pan, J.; Wang, H.; Zhang, W.; Sun, Y.; Dai, X.; Chen, W.; Cui, G.; Chu, G. Unveiling the mechanical response and deformation mechanism of extruded Mg-2.5Nd-0.5Zn-0.5Zr alloy sheet under high-temperature tensile. J. Alloys Compd. 2022, 911, 164987. [Google Scholar] [CrossRef]
- Xie, D.; Pan, H.; Huang, Y.; Zhang, D.; Tang, W.; Yang, C.; Xie, H.; Ren, Y.; Qin, G. Microstructure and mechanical property of a novel heat-resistant Mg-Ca-Mn based alloy. Mater Charact. 2022, 194, 112428. [Google Scholar] [CrossRef]
- Ganeshan, S.; Shang, S.L.; Wang, Y.; Liu, Z.K. Temperature dependent elastic coefficients of Mg2X (X=Si, Ge, Sn, Pb) compounds from first-principles calculations. J. Alloys Compd. 2010, 498, 191. [Google Scholar] [CrossRef]
- Pei, R.S.; Zou, Y.C.; Zubair, M.; Wei, D.Q.; Al-Samman, T. Synergistic effect of Y and Ca addition on the texture modification in AZ31B magnesium alloy. Acta Mater. 2022, 233, 117990. [Google Scholar] [CrossRef]
- Zeng, Z.; Nie, J.F.; Xu, S.W.; Davies, C.H.J.; Birbilis, N. Super-formable pure magnesium at room temperature. Nat. Commun. 2017, 8, 972. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Somekawa, H.; Basha, D.A.; Singh, A. Change in dominant deformation mechanism of Mg alloy via grain boundary control. Mater. Sci. Eng. A 2019, 746, 162. [Google Scholar] [CrossRef]
- Figueiredo, R.B.; Sabbaghianrad, S.; Giwa, A.; Greer, J.R.; Langdon, T.G. Evidence for exceptional low temperature ductility in polycrystalline magnesium processed by severe plastic deformation. Acta Mater. 2017, 122, 322. [Google Scholar] [CrossRef] [Green Version]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grain | Strain | Maximum Width | Maximum Height |
|---|---|---|---|
| G1 | 0% | 15.56 ± 0.22 | 17.38 ± 0.34 |
| 25% | 13.88 ± 0.32 | 18.08 ± 0.12 | |
| G2 | 0% | 7.32 ± 0.24 | 9.40 ± 0.15 |
| 25% | 6.53 ± 0.21 | 11.69 ± 0.28 | |
| G3 | 0% | 19.12 ± 0.15 | 18.75 ± 0.32 |
| 25% | 16.85 ± 0.18 | 21.01 ± 0.23 | |
| G4 | 0% | 8.93 ± 0.23 | 8.62 ± 0.09 |
| 25% | 7.04 ± 0.27 | 9.98 ± 0.21 | |
| G5 | 0% | 10.33 ± 0.32 | 9.62 ± 0.24 |
| 25% | 10.01 ± 0.25 | 9.68 ± 0.11 | |
| G6 | 0% | 11.68 ± 0.14 | 11.87 ± 0.25 |
| 25% | 11.45 ± 0.31 | 11.92 ± 0.18 | |
| G7 | 0% | 5.84 ± 0.11 | 7.25 ± 0.24 |
| 25% | 5.82 ± 0.13 | 7.30 ± 0.12 | |
| G8 | 0% | 6.13 ± 0.32 | 6.44 ± 0.15 |
| 25% | 5.87 ± 0.14 | 6.50 ± 0.22 |
| Alloy | Strain | Ave. Maximum Width | Ave. Maximum Height |
|---|---|---|---|
| As-extruded AZ31 | 0% | 11.69 ± 0.21 | 10.78 ± 0.33 |
| 10% | 10.53 ± 0.12 | 11.95 ± 0.14 | |
| 25% | 10.12 ± 0.31 | 12.47 ± 0.32 | |
| As-extruded AZB313 | 0% | 11.78 ± 0.32 | 10.34 ± 0.25 |
| 10% | 11.28 ± 0.26 | 10.89 ± 0.23 | |
| 25% | 10.98 ± 0.34 | 11.15 ± 0.42 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Q.; Zhai, H.; Wang, L.; Huang, L.; Zhao, J.; Gao, Y.; Jiang, B. Effect of Bi Addition on the Heat Resistance of As-Extruded AZ31 Magnesium Alloy. Materials 2023, 16, 996. https://doi.org/10.3390/ma16030996
Wang Q, Zhai H, Wang L, Huang L, Zhao J, Gao Y, Jiang B. Effect of Bi Addition on the Heat Resistance of As-Extruded AZ31 Magnesium Alloy. Materials. 2023; 16(3):996. https://doi.org/10.3390/ma16030996
Chicago/Turabian StyleWang, Qinghang, Haowei Zhai, Li Wang, Lixin Huang, Jun Zhao, Yuyang Gao, and Bin Jiang. 2023. "Effect of Bi Addition on the Heat Resistance of As-Extruded AZ31 Magnesium Alloy" Materials 16, no. 3: 996. https://doi.org/10.3390/ma16030996