
Influence of Strain Rate on Plastic Deformation of the Flange in Steel Road Barrier

Abstract
:1. Introduction
- Stress–strain curves usually refer to the uniaxial tensile load, whereas the true plastic behaviour of a flange can be biaxial or multiaxial.
- Tensile tests are usually carried out at the standardized strain rate which can be far away from the real one.
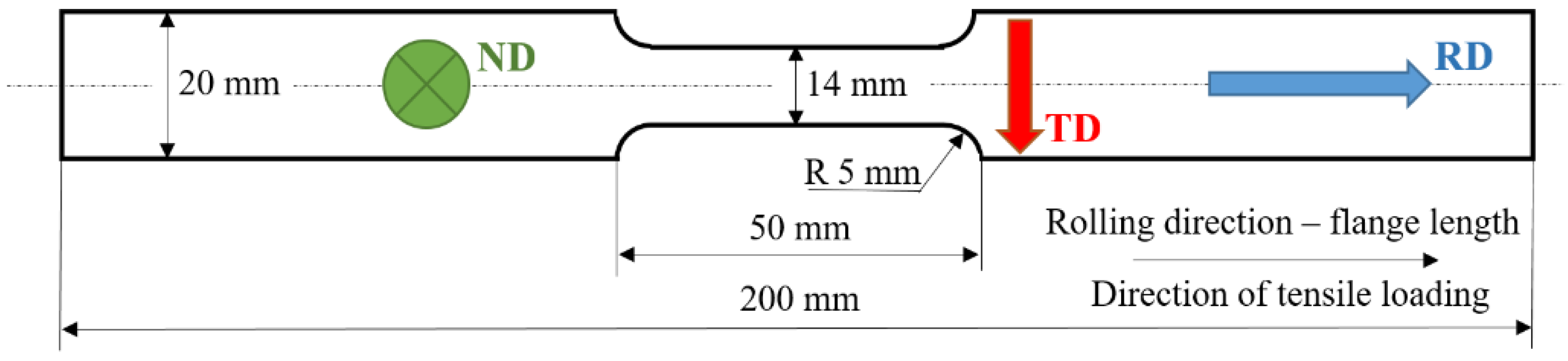
2. Experimental Conditions
3. Results of Experiments and Their Discussion
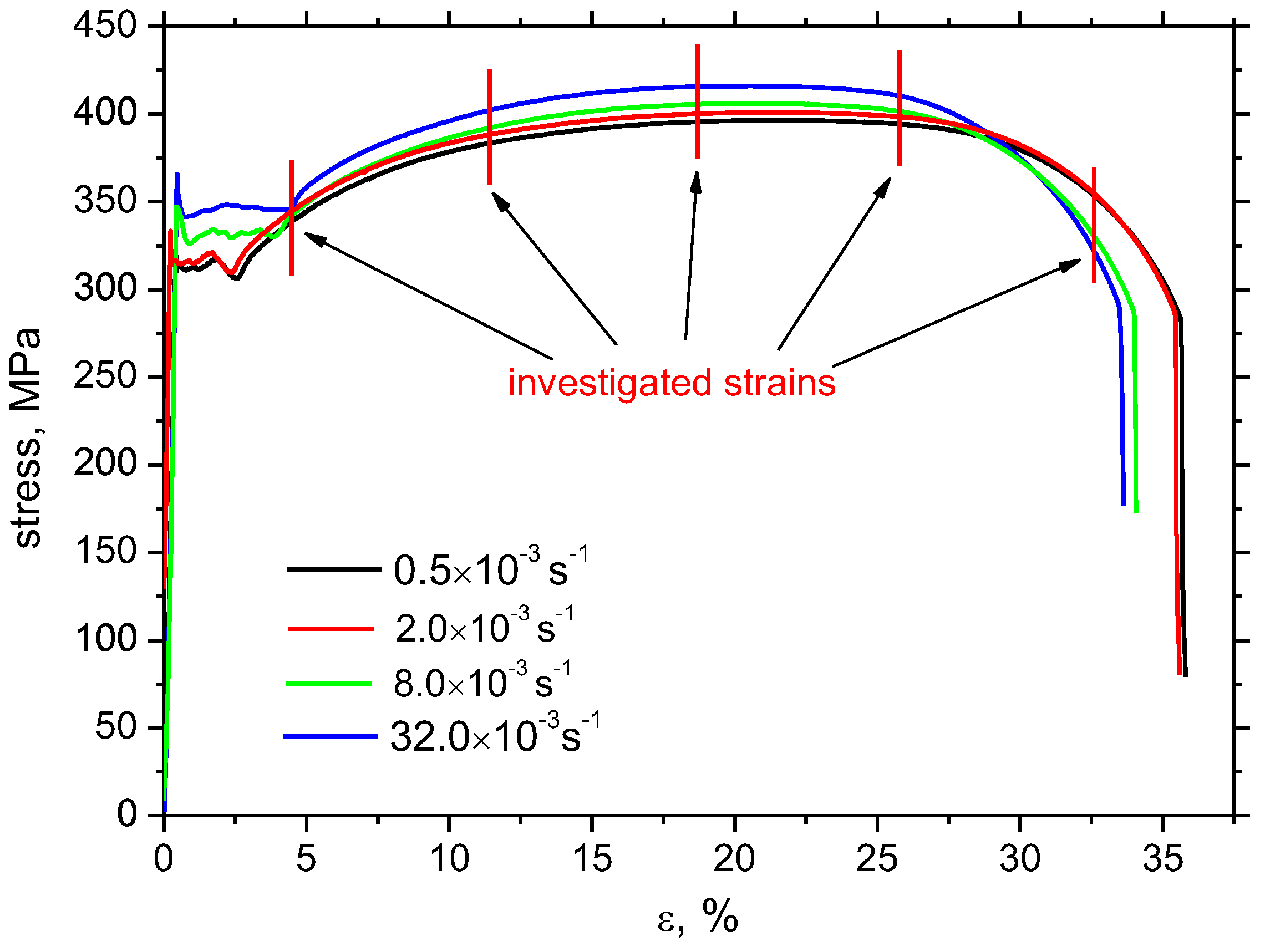
3.1. Mechanical Properties
- -
- the length of the Luders region is shorter at lower strain,
- -
- yield point as well as ultimate strength grow along with the increasing strain rate,
- -
- and, finally, elongation at break drops down, along with increasing strain rate.
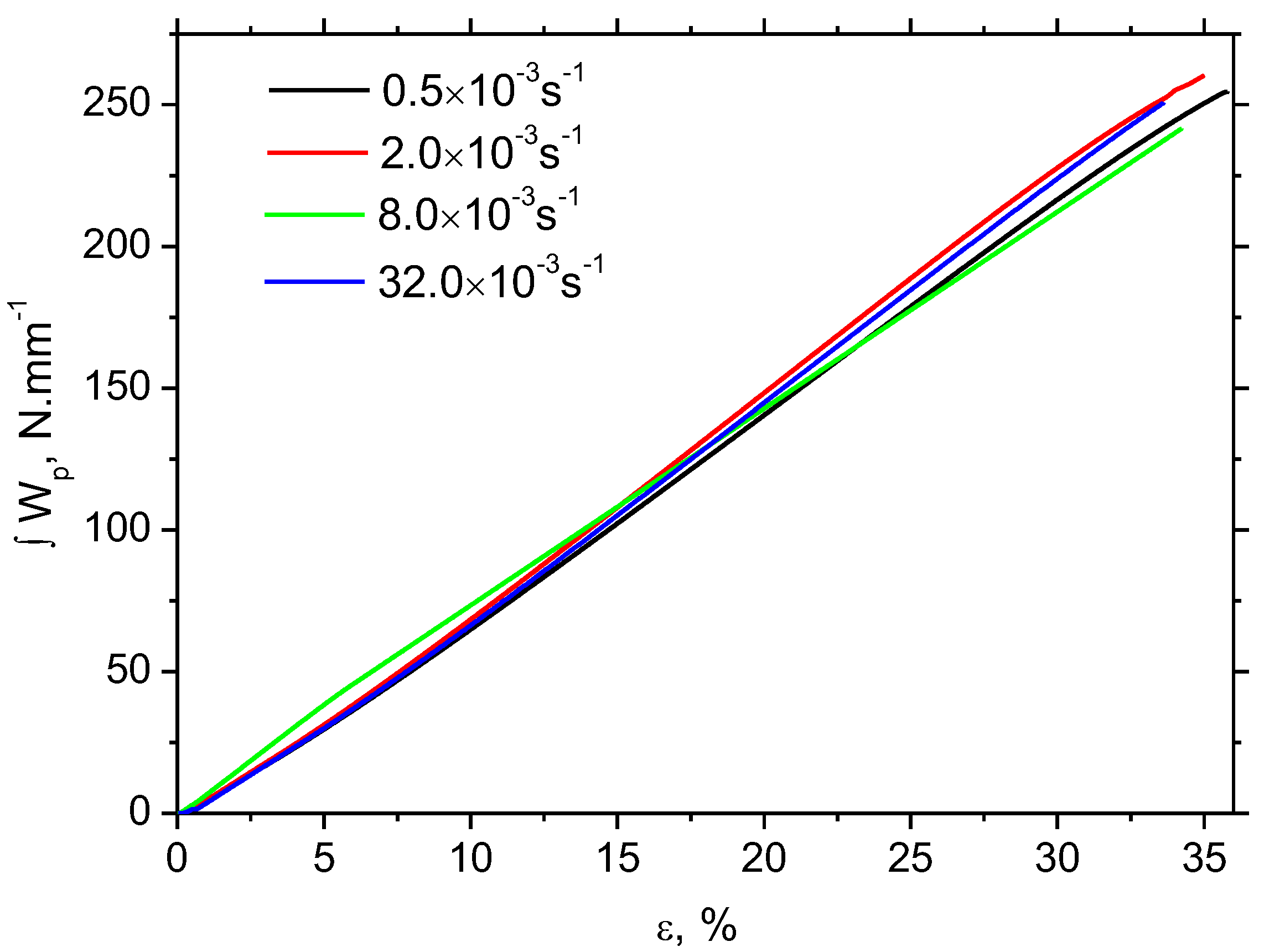
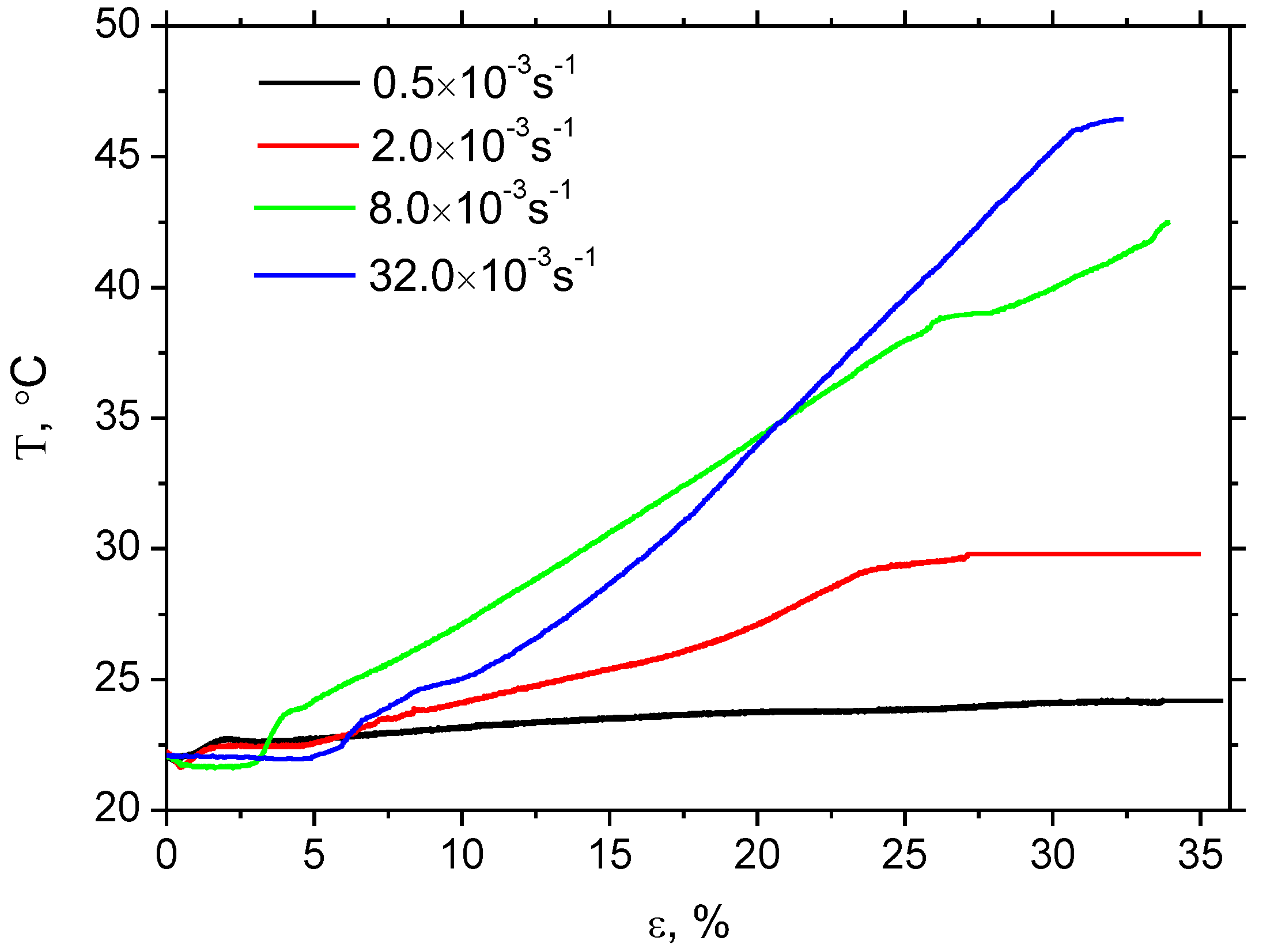
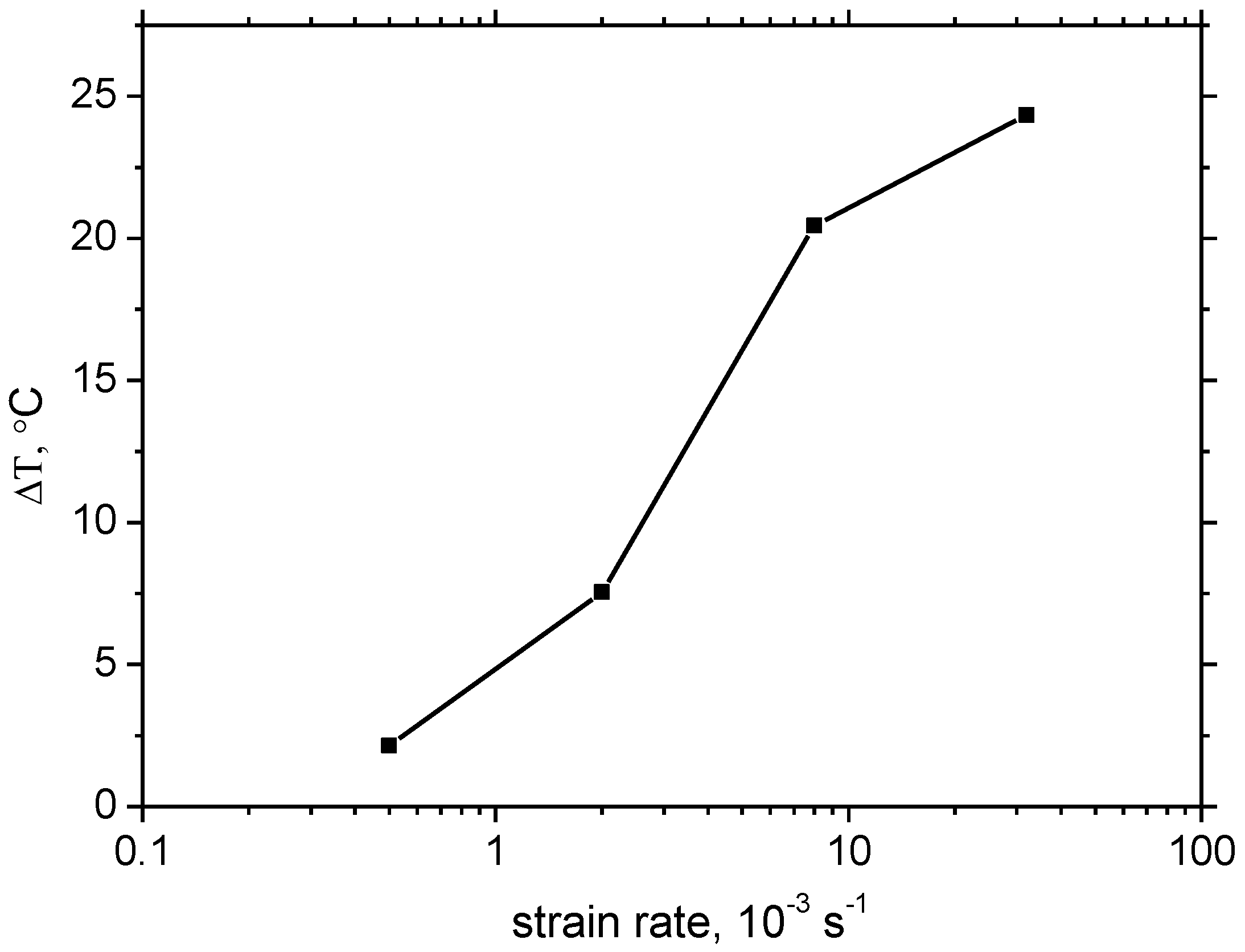
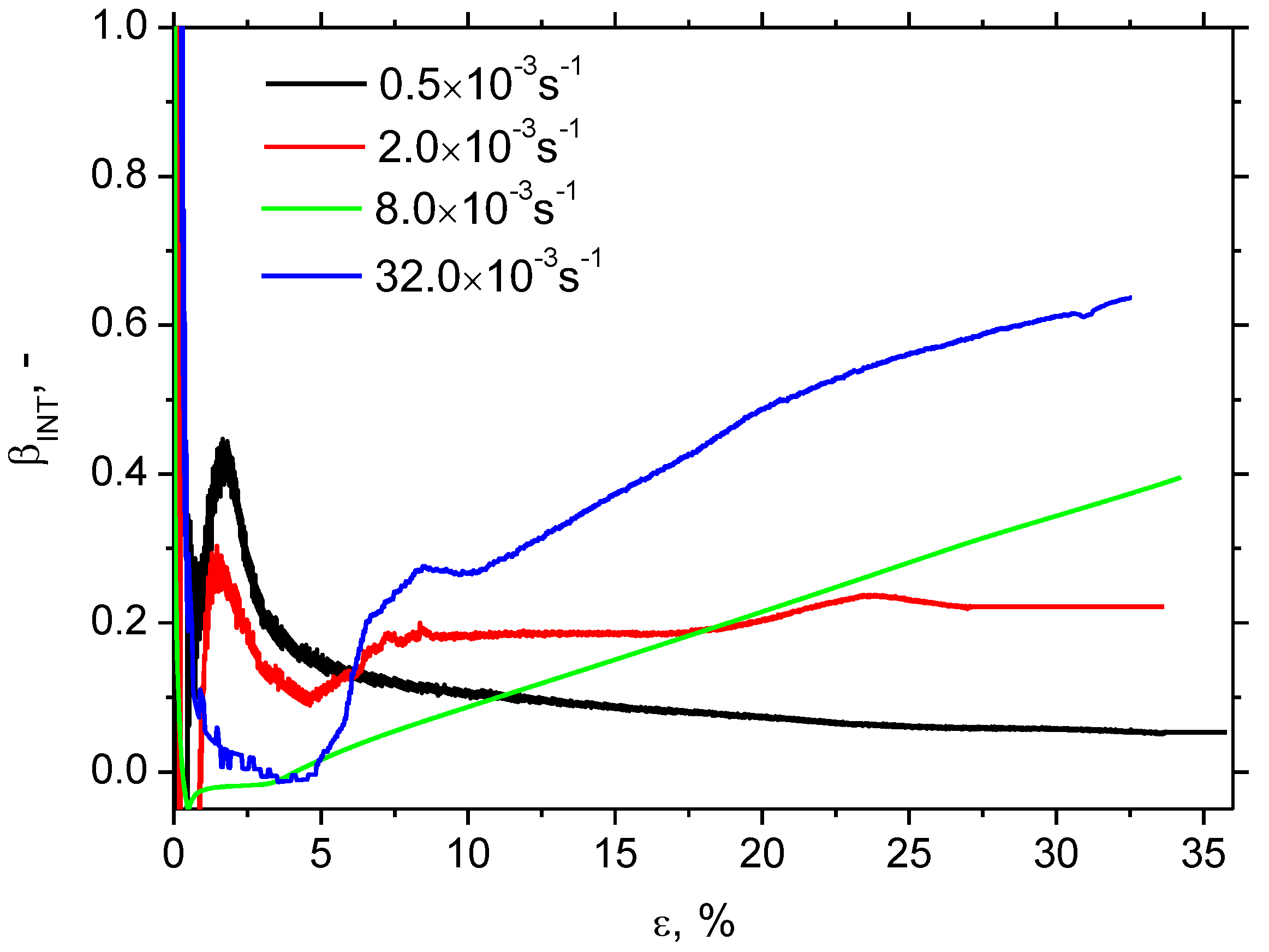
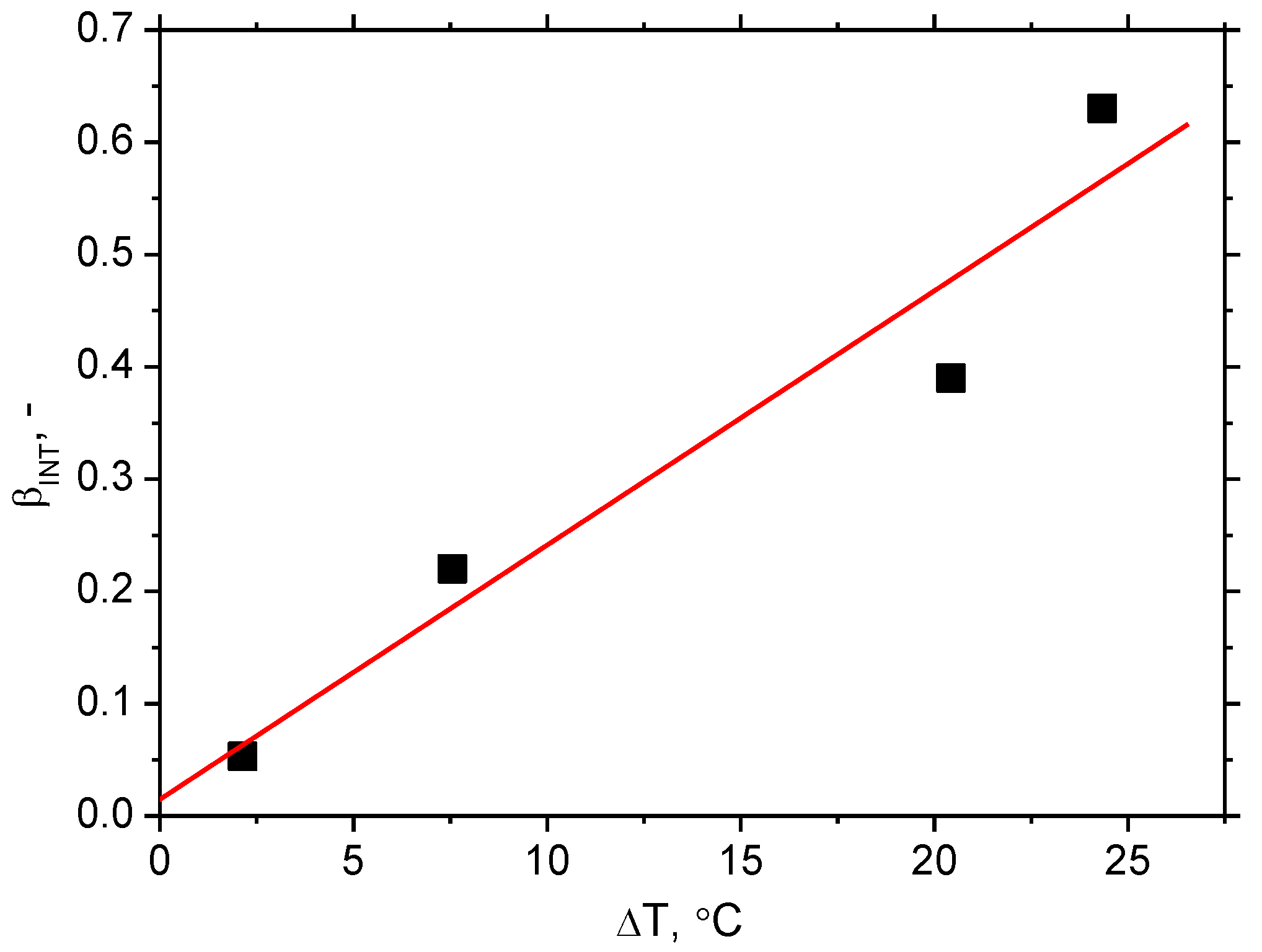
3.2. βINT Analysis
3.3. XRD Measurements
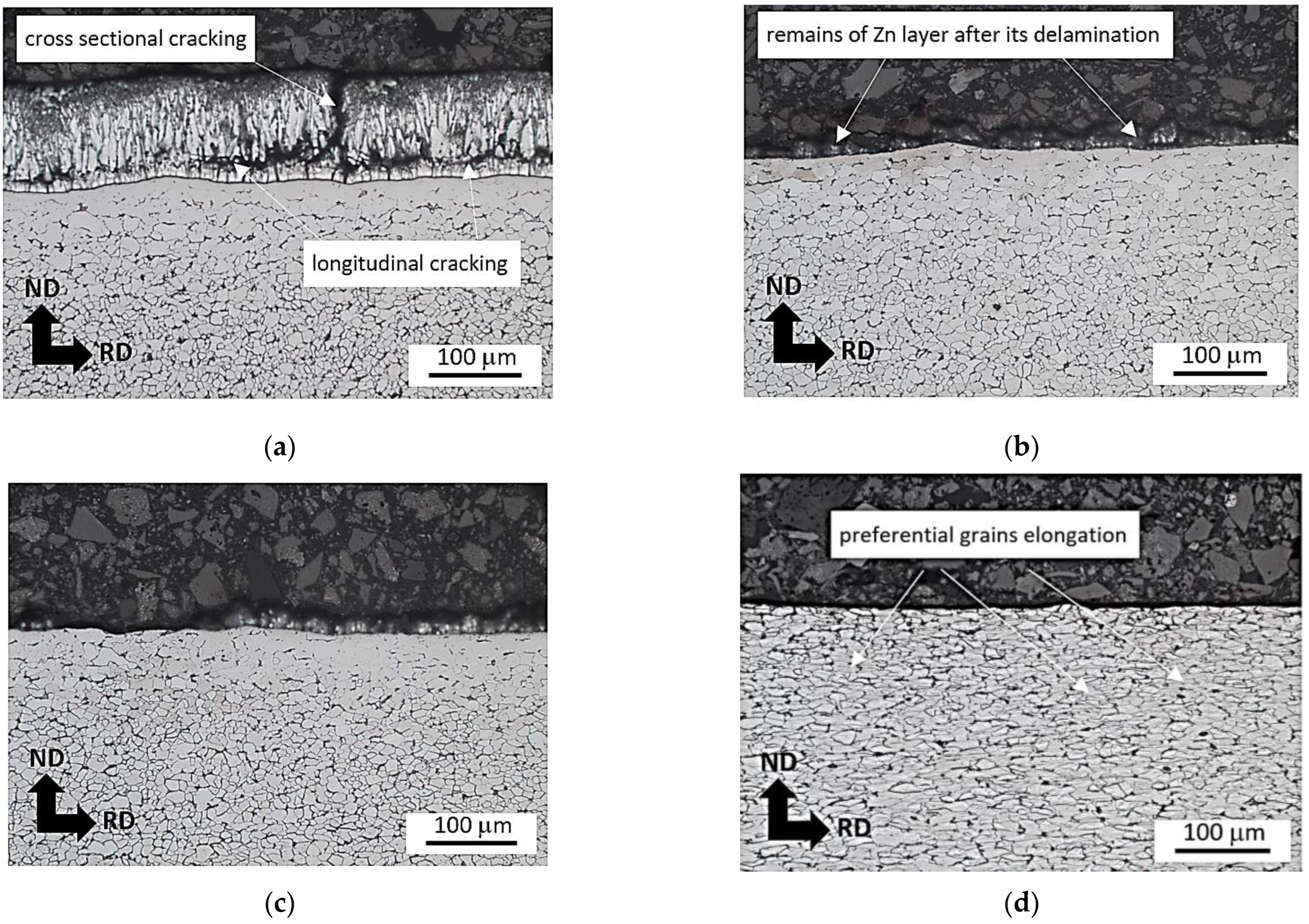
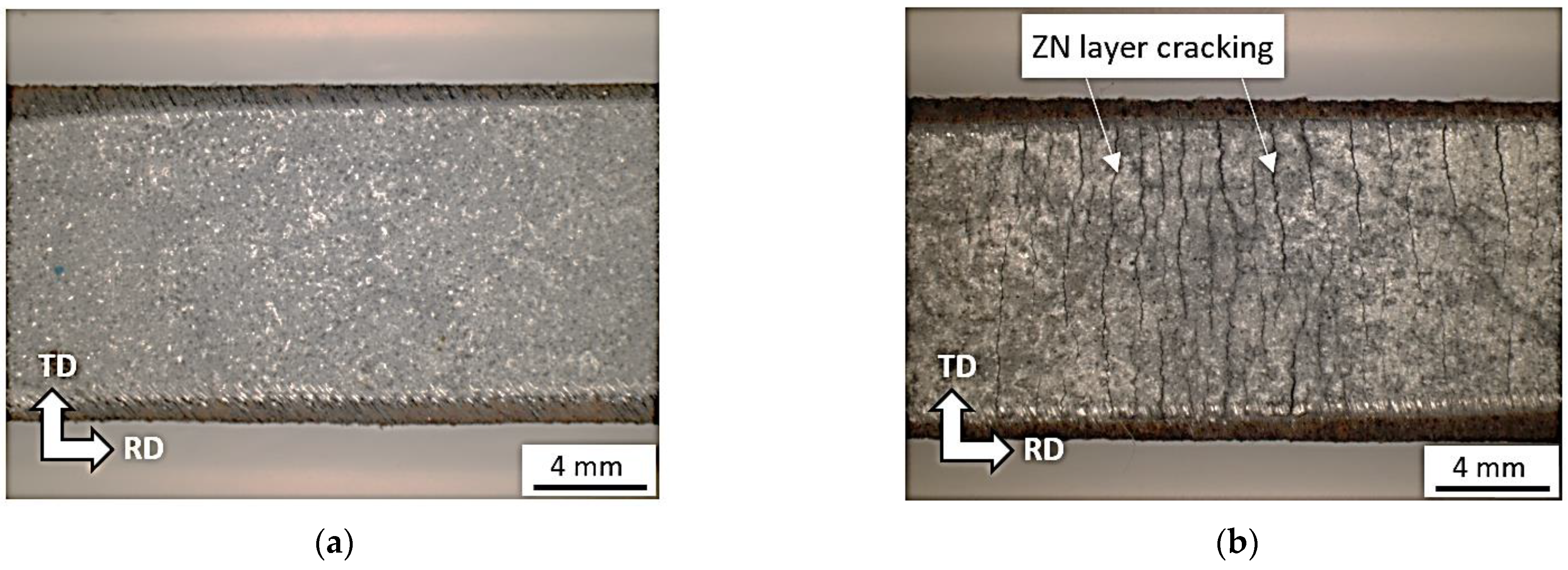
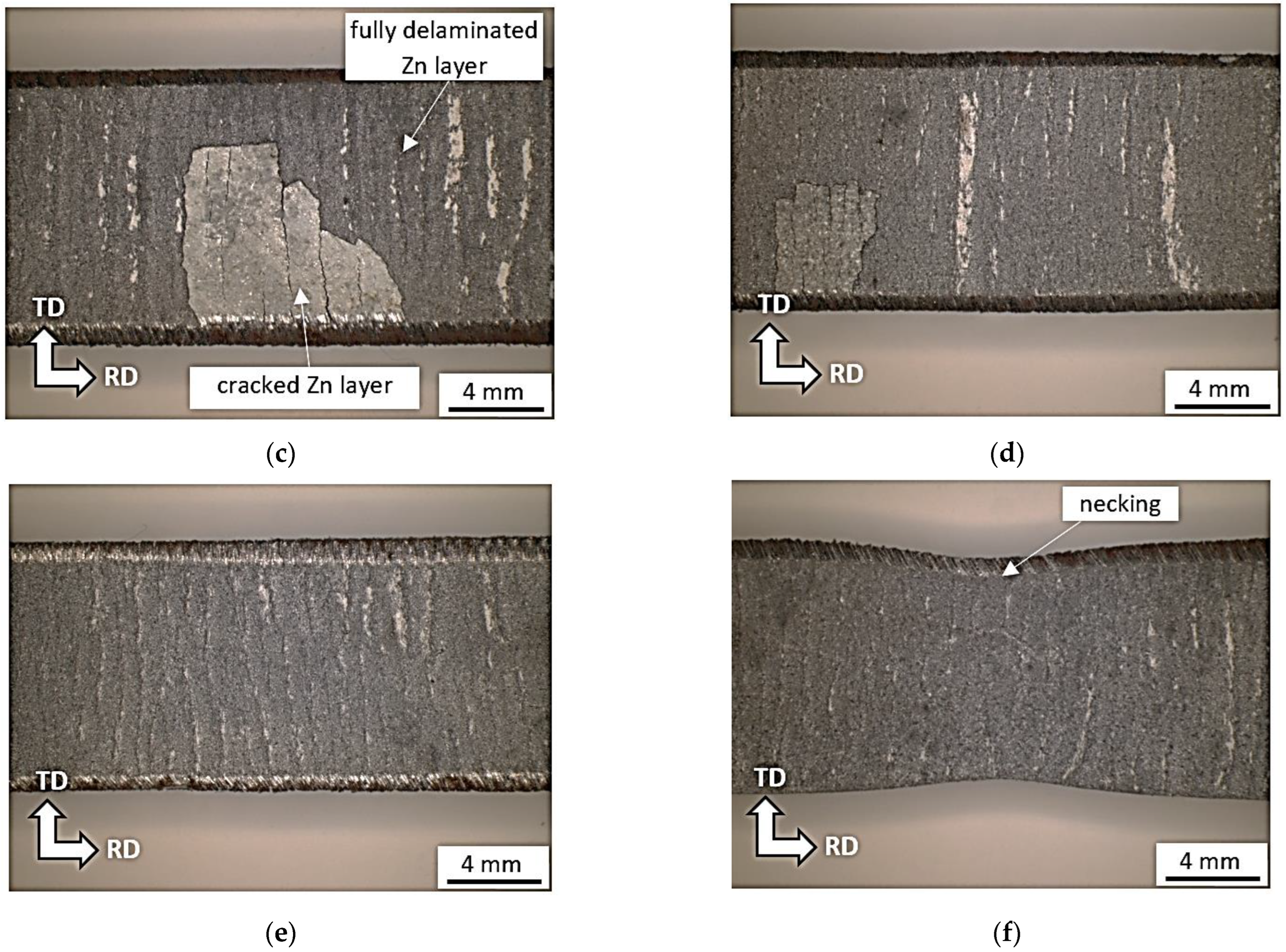
3.4. Metallographic Observation and Zn Layer Delamination
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Slovak technical standard T010. In Barriers of Roads, 1st ed.; Ministry of Transport and Construction of the Slovak Republic: Bratislava, Slovakia, 2019.
- BS EN1317-1-2-3-4. In Road Restraint Systems, 1st ed.; British Standards Institute, BSI Publications: London, UK, 2000.
- Highway Safety Manual, 1st ed.; American Association of State Highways and Transportation Officials: Washington, DC, USA, 2010.
- EN1317; European Road Restraint Systems. European Standard: London, UK, 1989.
- EN1317-5; Product Requirements and Evaluation of Conformity for Vehicle Restraint Systems. European Standard: London, UK, 1989.
- Dinnella, N.; Chiaponne, S.; Guerrieri, M. The innovative “NDBA” concrete safety barrier able to withstand two subsequent TB81 crash tests. Eng. Fail. Anal. 2020, 115, 104660. [Google Scholar] [CrossRef]
- Vuorinen, E.; Hosseini, N.; Hedayati, A.; Kornacker, E.; Fernandez, M.T.; Sanz, J.; Gonzalez, M.I.; Canibalo, E. Mechanical and microstructural evaluation of high performance steel (S700MC) for road restraint systems. Eng. Fail. Anal. 2020, 108, 104251. [Google Scholar] [CrossRef]
- Thiyahuddin, M.I.; Gu, Y.T.; Thambiratnam, D.P.; Thilakarathna, H.M. Impact and energy absorption of portable water-filled road safety barrier system fitted with foam. Int. J. Impact Eng. 2014, 72, 26–39. [Google Scholar] [CrossRef]
- Bayton, D.A.F.; Long, R.; Fourlaris, G. Dynamic responses of connections in road safety barriers. Mater. Des. 2009, 30, 635–641. [Google Scholar] [CrossRef]
- Zou, Y.; Tarko, A.P. An insight into the performance of road barriers—Redistribution of barrier-relevant crashes. Accid. Anal. Prev. 2016, 96, 152–161. [Google Scholar] [CrossRef] [PubMed]
- Kuklík, V.; Kudláček, J. Hot-Dip Galvanizing of Steel Structures, 1st ed.; Butterworth-Heinemann: Amsterdam, The Netherlands, 2016. [Google Scholar]
- Al-Negheimish, A.; Hussain, R.R.; Alhozaimy, A.; Singh, D.D.N. Corrosion performance of hot-dip galvanized zinc-aluminium coated steel rebars in comparison to the conventional pure zinc coated rebars in concrete environment. Constr. Build. Mater. 2021, 274, 121921. [Google Scholar] [CrossRef]
- Smallman, R.E.; Ngan, A. Modern Physical Metallurgy, 8th ed.; Butterworth-Heinemann: Amsterdam, The Netherlands, 2014. [Google Scholar]
- Rittel, D. On the conversion of plastic work to heat during high strain rate deformation of glassy polymers. Mech. Mater. 1999, 31, 131–139. [Google Scholar] [CrossRef]
- Soares, G.C.; Patnamsetty, M.; Peura, P.; Hokka, M. Effect of adiabatic heating and strain rate on the dynamic response of a CoCrFeMnNi high entropy alloy. J. Dyn. Behav. 2019, 5, 320–330. [Google Scholar] [CrossRef]
- Rittel, D.; Zhang, L.H.; Osovski, S. The dependence of the Taylor-Quinney coefficient on the dynamic loading model. J. Mech. Phys. Solids 2017, 107, 96–114. [Google Scholar] [CrossRef]
- Zaera, R.; Rodríguez-Martínez, J.A.; Rittel, D. On the Taylor-Quinney coefficient in dynamically phase transforming materials application to 304 stainless steel. Int. J. Plast. 2013, 40, 185–201. [Google Scholar] [CrossRef]
- Smith, J.L. Full-Field Determination of the Taylor-Quinney Coefficient in Tension Tests of Ti-6Al-4V Aluminium 024-T351, and Inconel 718 at Various Strain Rates. Ph.D. Thesis, The Ohio State University, Columbus, OH, USA, 2019. [Google Scholar]
- Pitoňák, M.; Ondruš, J.; Minárik, P.; Kubjatko, T.; Neslušan, M. Magnetic Measurement of Zn Layer Heterogeneity on the Flange of the Steel Road Barrier. Materials 2022, 15, 1898. [Google Scholar] [CrossRef] [PubMed]
- Mittemeijer, E.J.; Scardi, P. Diffraction Analysis of the Microstructure of Materials, 1st ed.; Springer: Berlin, Germany, 2004. [Google Scholar]
- Wang, M.; Huang, M.X. Abnormal TRIP effect on the work hardening behaviour of a quenching and partitioning steel at high strain rate. Acta Mater. 2020, 188, 551–559. [Google Scholar] [CrossRef]
- Tilak Kumar, J.V.; Sudha, J.; Padmanabhan, K.A.; Frolova, A.V.; Stolyarov, V.V. Influence of strain rate and strain at temperature on TRIP effect in metastable austenitic stainless steel. Mater. Sci. Eng. A 2020, 777, 139046. [Google Scholar] [CrossRef]
- Hirth, J.P.; Lothe, J. Theory of Dislocations, 1st ed.; McGraw-Hill: New York, NY, USA, 1984. [Google Scholar]
- Unal, O.; Varol, R. Surface severe plastic deformation of AISI 304 via conventional shot peening, severe shot peening and re-peening. Appl. Surf. Sci. 2015, 431, 351. [Google Scholar] [CrossRef]
- Ribárik, G.; Ungár, T. Characterization of the microstructure in random and textured polycrystals and single crystals by diffraction line profile analysis. Mater. Sci. Eng. A 2010, 528, 112–121. [Google Scholar] [CrossRef]
- Mishnev, R.; Dudova, N.; Kaibyshev, R. Effect of microstructural evolution on the cyclic softening of a 10% Cr martensitic steel under low cycle fatigue at 600 °C. Int. J. Fatigue 2020, 134, 105522. [Google Scholar] [CrossRef]
- Neslušan, M.; Jurkovič, M.; Kalina, T.; Pitoňák, M.; Zgútová, K. Monitoring of S235 steel over-stressing by the use of Barkhausen noise technique. Eng. Fail. Anal. 2020, 117, 104843. [Google Scholar] [CrossRef]
- Li, M.; Lu, L.; Fan, Y.; Ma, M.; Zhou, T.; Qi, F.; Zhang, H.; Wu, Z. Research on microstructure evolution and deformation behaviors of AZ31 Mg alloy sheets processed by a new severe plastic deformation with different temperatures. Mater. Today 2023, 34, 105467. [Google Scholar] [CrossRef]
- Kania, H.; Saternus, M.; Kudláček, J.; Svoboda, J. Microstructure Characterization and Corrosion Resistance of Zinc Coating Obtained in a Zn-AlNiBi Galvanizing Bath. Coatings 2020, 10, 758. [Google Scholar] [CrossRef]
- Neslušan, M.; Pitoňák, M.; Ondruš, J.; Ďuriš, L. Applicability of Non-Destructive Magnetic Methods for Monitoring Road Flanges with Respect of Their Functional Properties; Research Report; University of Žilina: Žilina, Slovakia, 2022. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Homogenous | Non-Homogenous (Necking) | ||||
|---|---|---|---|---|---|
| strain | 5% | 11.8% | 18.7% | 25.6% | 32.5% |
| Strain Rate, s−1 | 0.5 × 10−3 | 2.0 × 10−3 | 8.0 × 10−3 | 32.0 × 10−3 |
|---|---|---|---|---|
| Lower yield point, MPa | 317 ± 3 | 319 ± 3 | 329 ± 3 | 342 ± 3 |
| Upper yield point, MPa | 320 ± 3 | 333 ± 3 | 344 ± 3 | 362 ± 3 |
| Ultimate strength, MPa | 390 ± 3 | 404 ± 3 | 405 ± 3 | 415 ± 3 |
| Elongation at break, % | 35.1 ± 1.4 | 34.8 ± 1.5 | 33.2 ± 1.7 | 33.0 ± 1.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pitoňák, M.; Ondruš, J.; Zgútová, K.; Neslušan, M.; Moravec, J. Influence of Strain Rate on Plastic Deformation of the Flange in Steel Road Barrier. Materials 2023, 16, 1396. https://doi.org/10.3390/ma16041396
Pitoňák M, Ondruš J, Zgútová K, Neslušan M, Moravec J. Influence of Strain Rate on Plastic Deformation of the Flange in Steel Road Barrier. Materials. 2023; 16(4):1396. https://doi.org/10.3390/ma16041396
Chicago/Turabian StylePitoňák, Martin, Ján Ondruš, Katarína Zgútová, Miroslav Neslušan, and Ján Moravec. 2023. "Influence of Strain Rate on Plastic Deformation of the Flange in Steel Road Barrier" Materials 16, no. 4: 1396. https://doi.org/10.3390/ma16041396