
Mechanical Behaviors of Microwave-Assisted Pyrolysis Recycled Carbon Fiber-Reinforced Concrete with Early-Strength Cement

 , , and
, , and 
Abstract
:1. Introduction
2. Materials and Methods
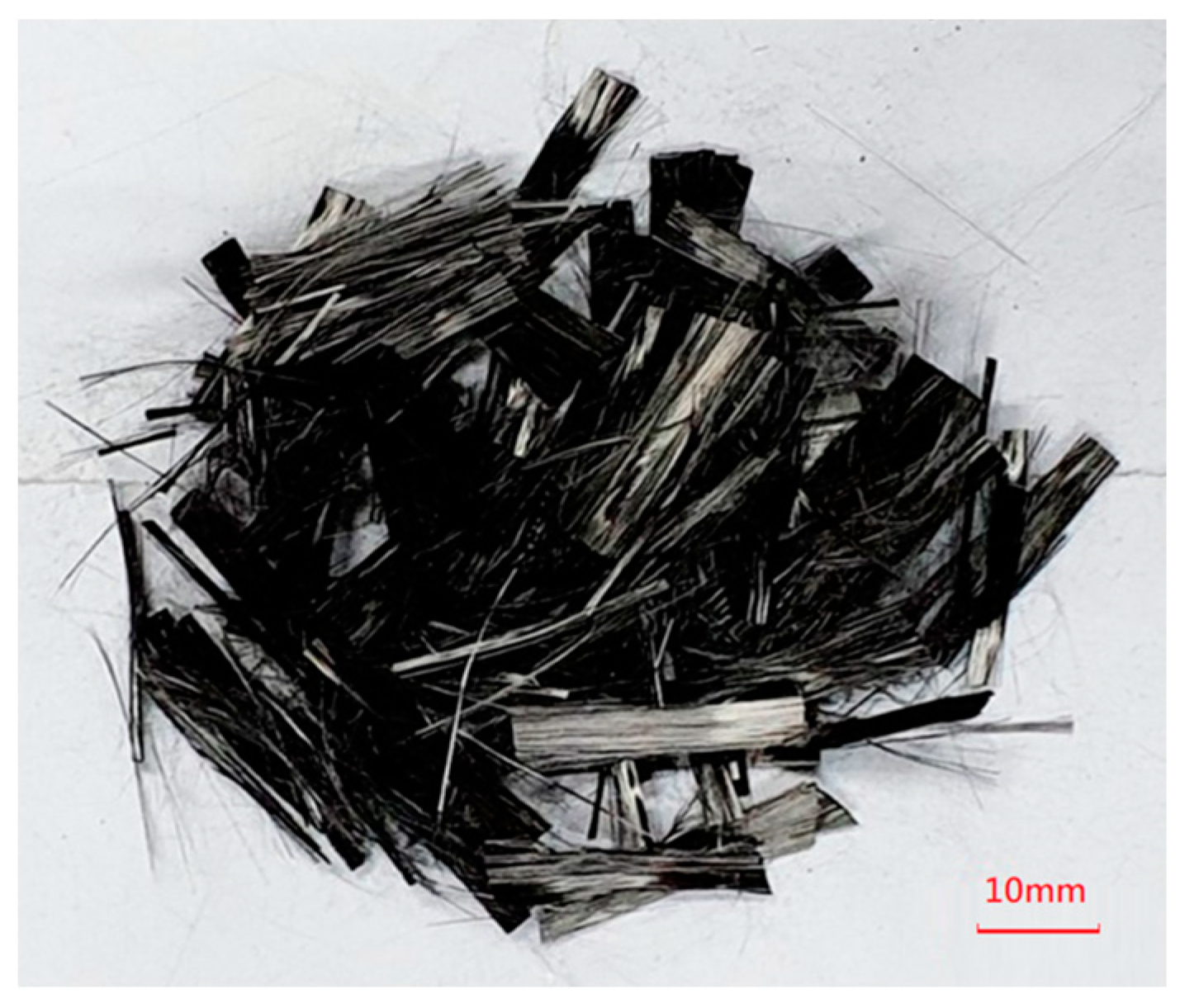
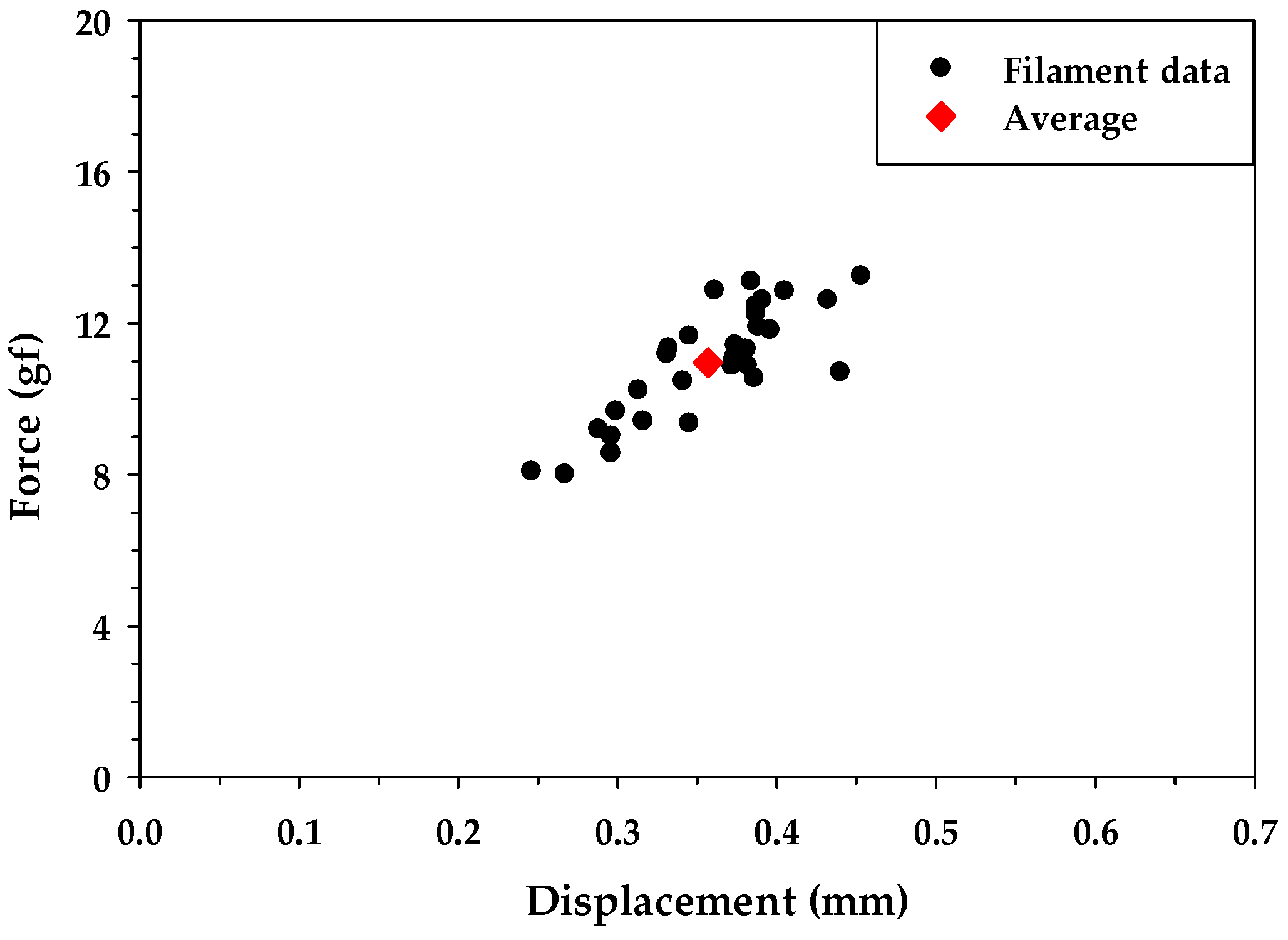
2.1. Carbon Fiber
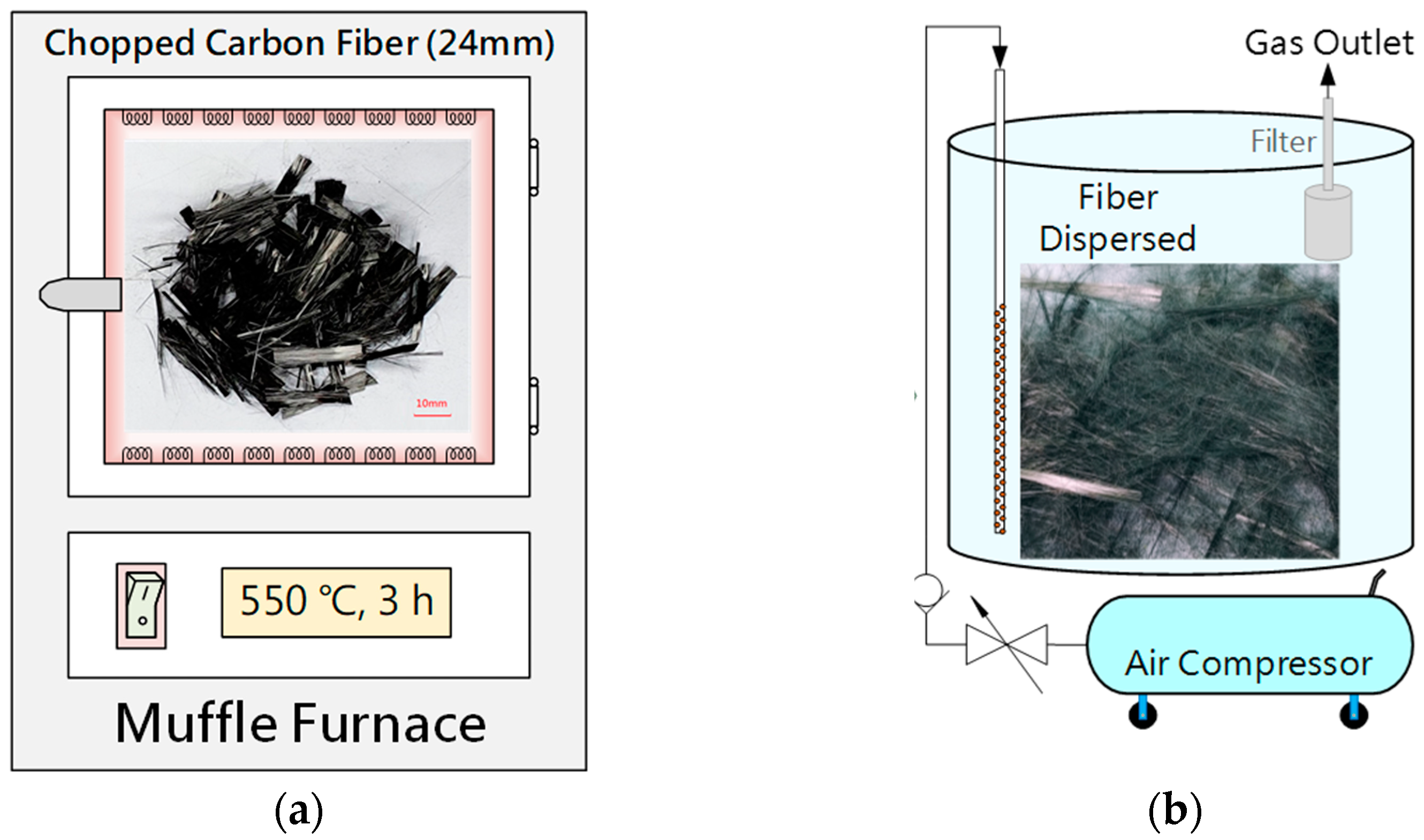
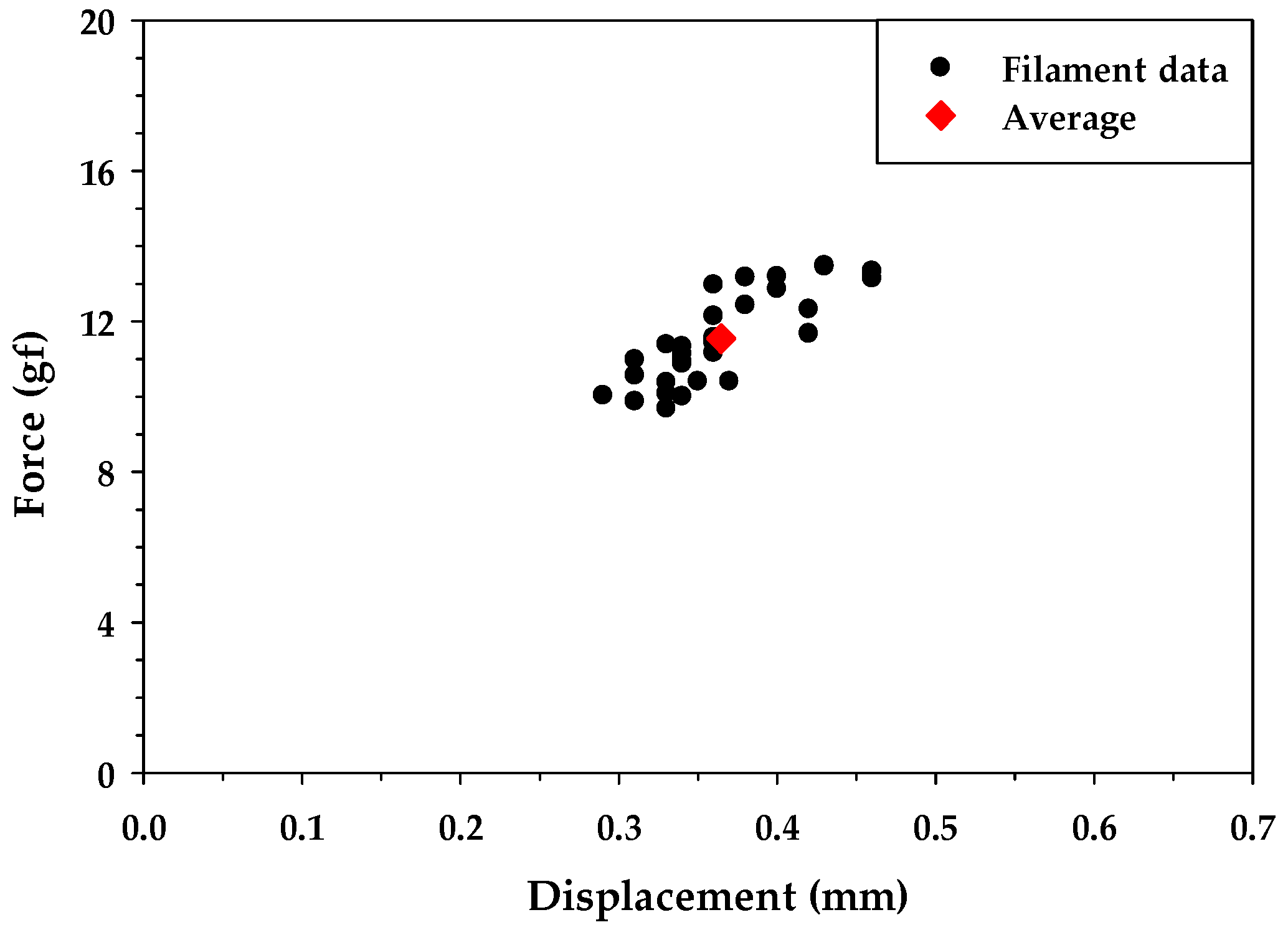
2.2. Sizing-Removed Carbon Fiber
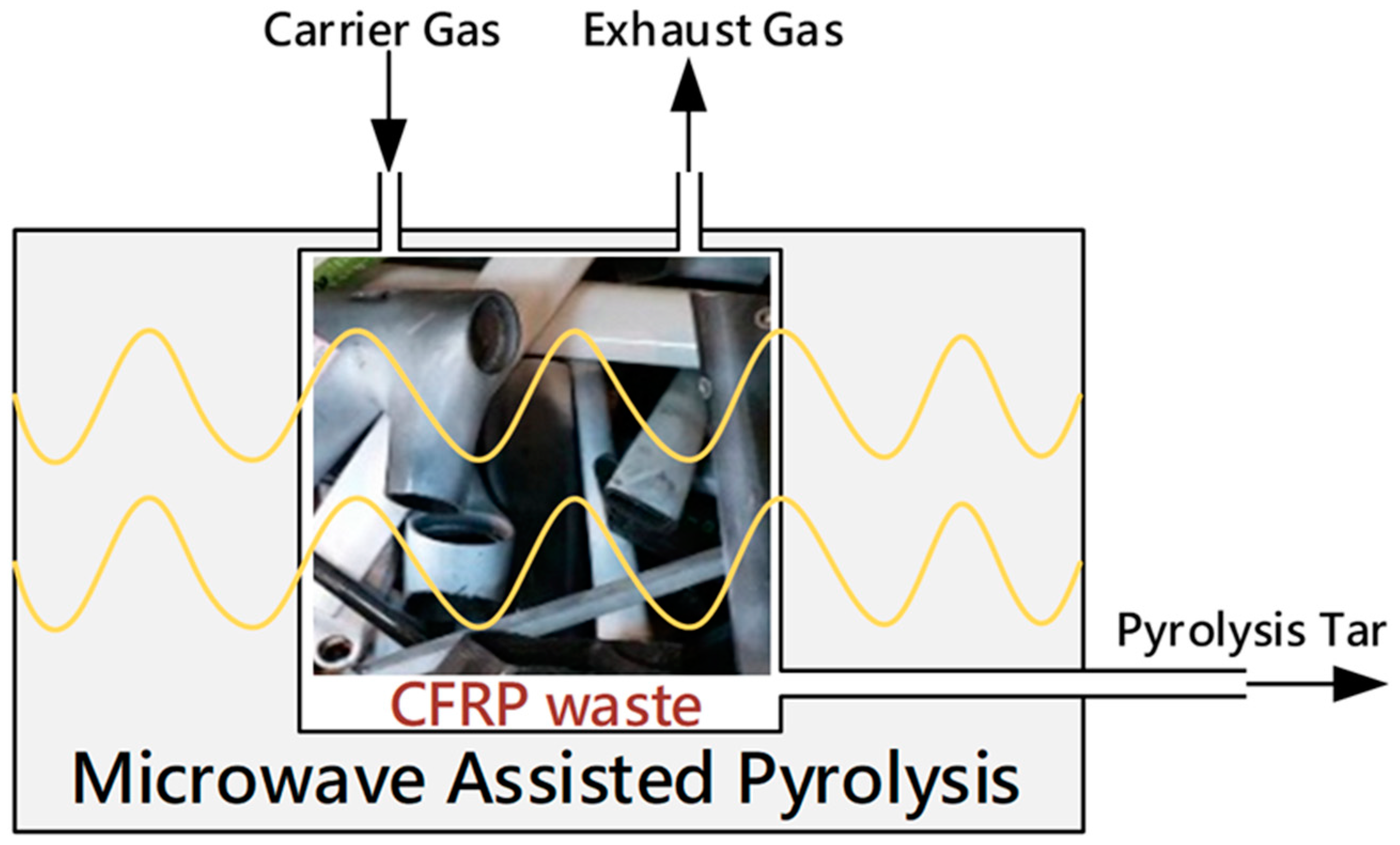
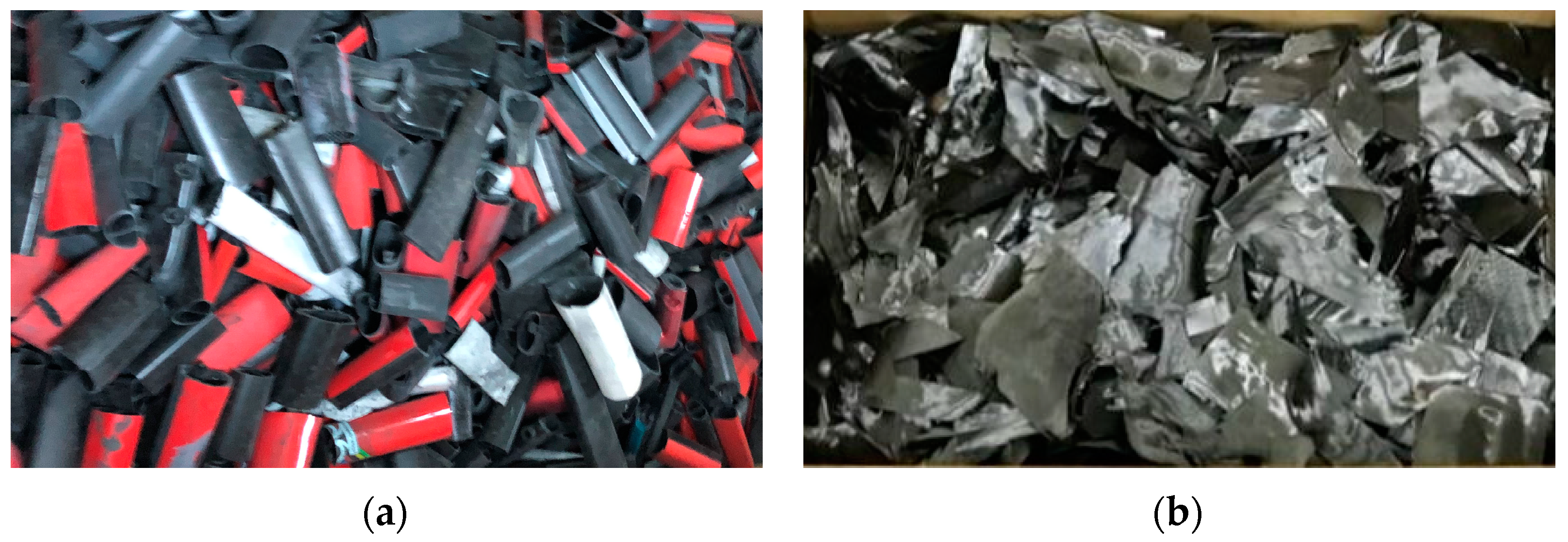
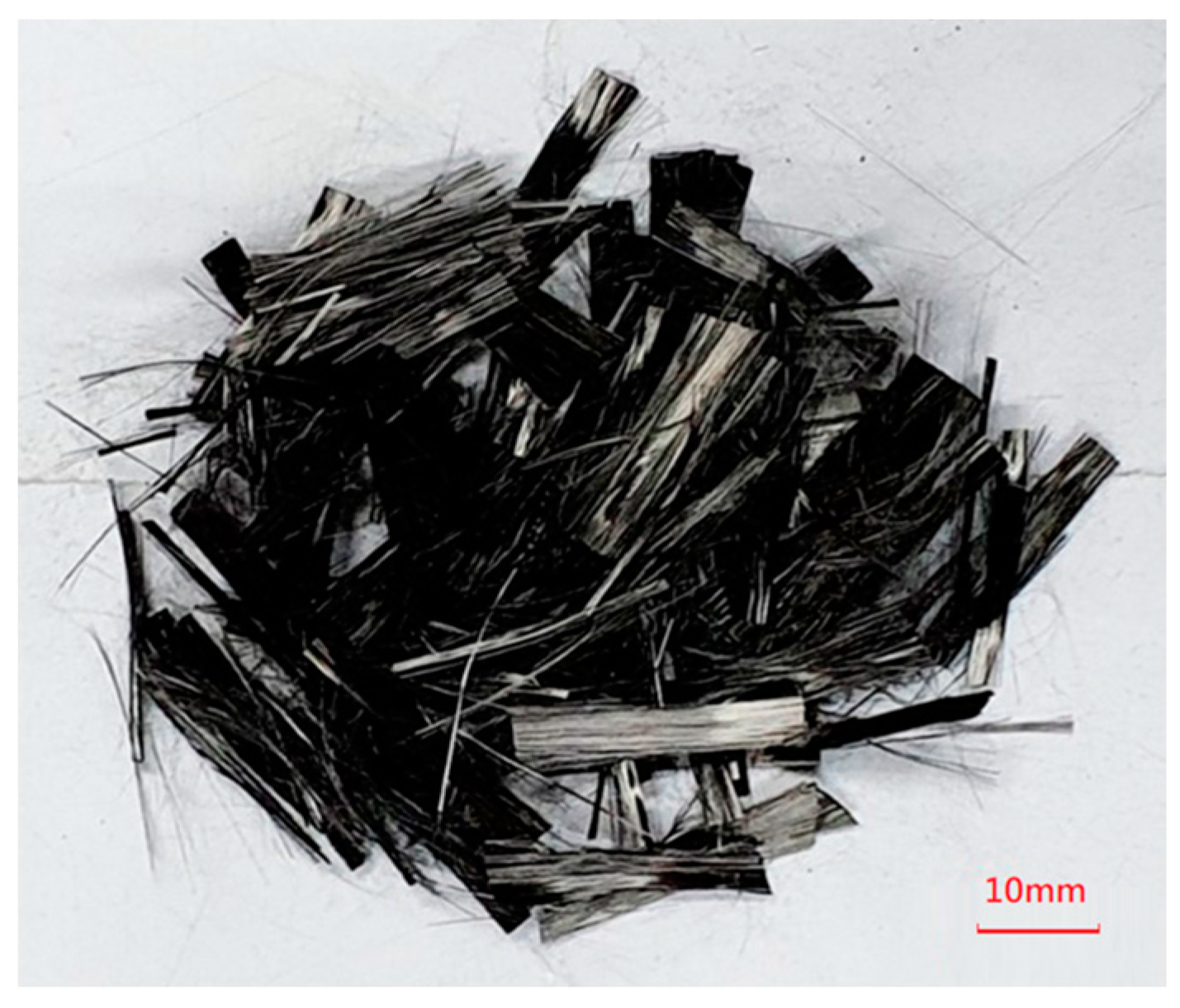
2.3. Recycled Carbon Fiber
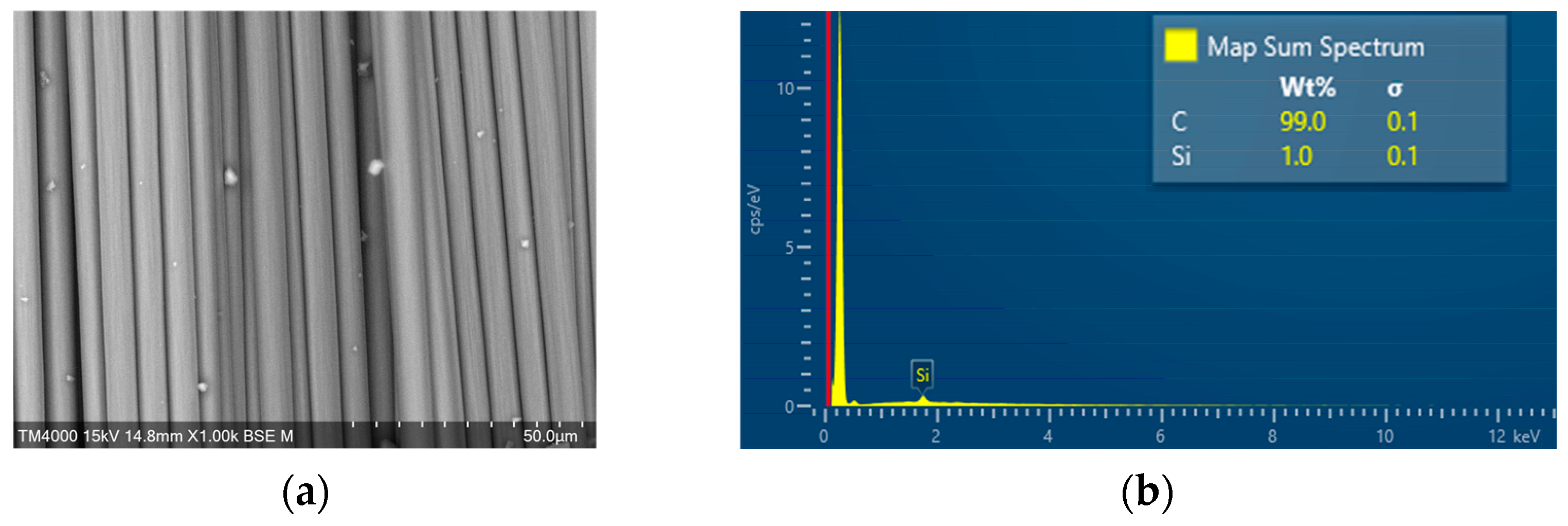
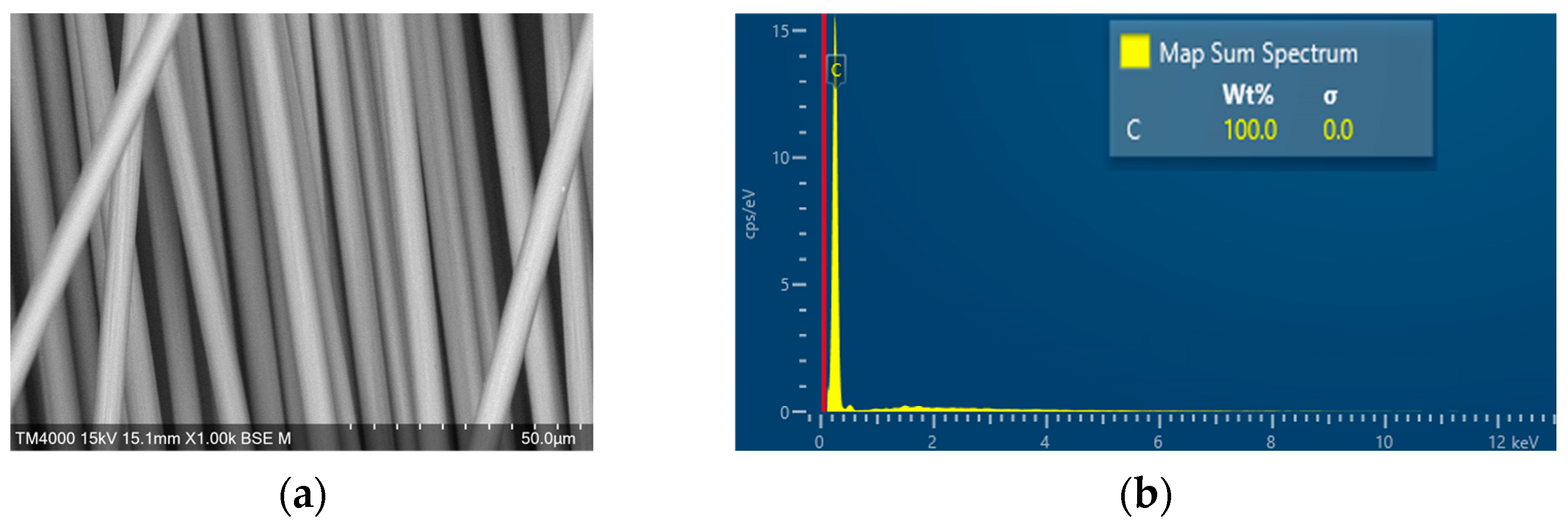
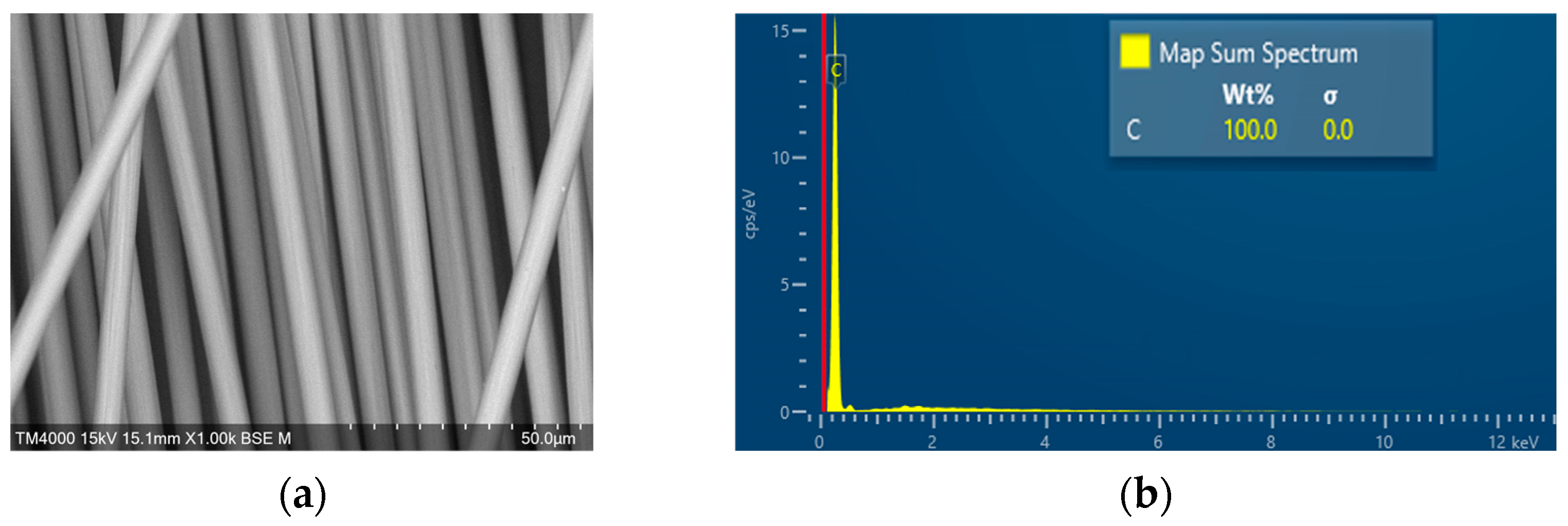
2.4. SEM-EDS Characterization
2.5. Pneumatic Dispersion
2.6. Early-Strength Carbon Fiber-Reinforced Concrete (ECFRC)
3. Experimental Plan and Setup
3.1. Experimental Program
3.2. Slump Test
3.3. Compressive Test
3.4. Flexural Test
3.5. Splitting Tensile Test
3.6. Impact Test
4. Results and Discussion
4.1. Slump Test
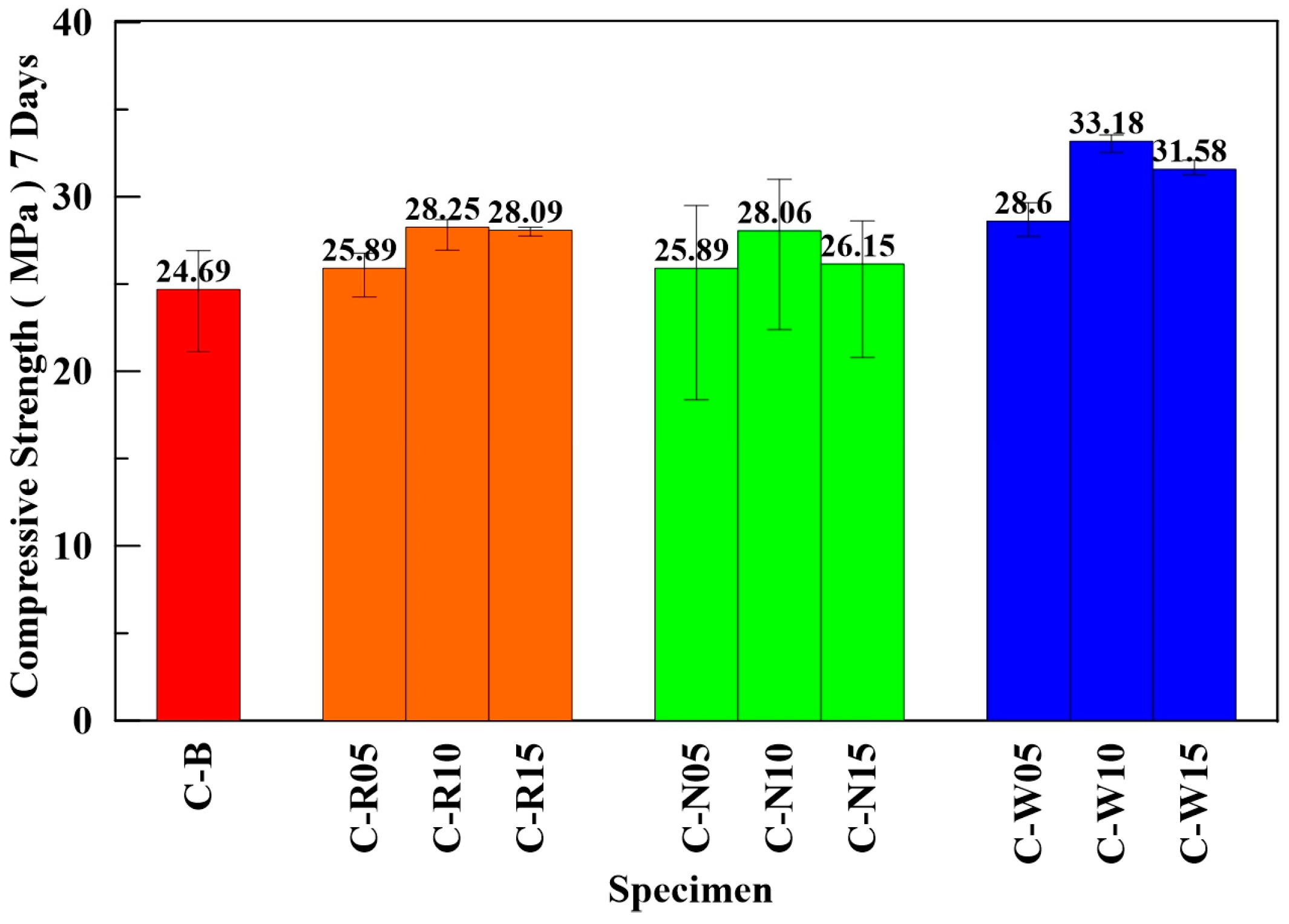
4.2. Compressive Test
4.3. Flexural Test
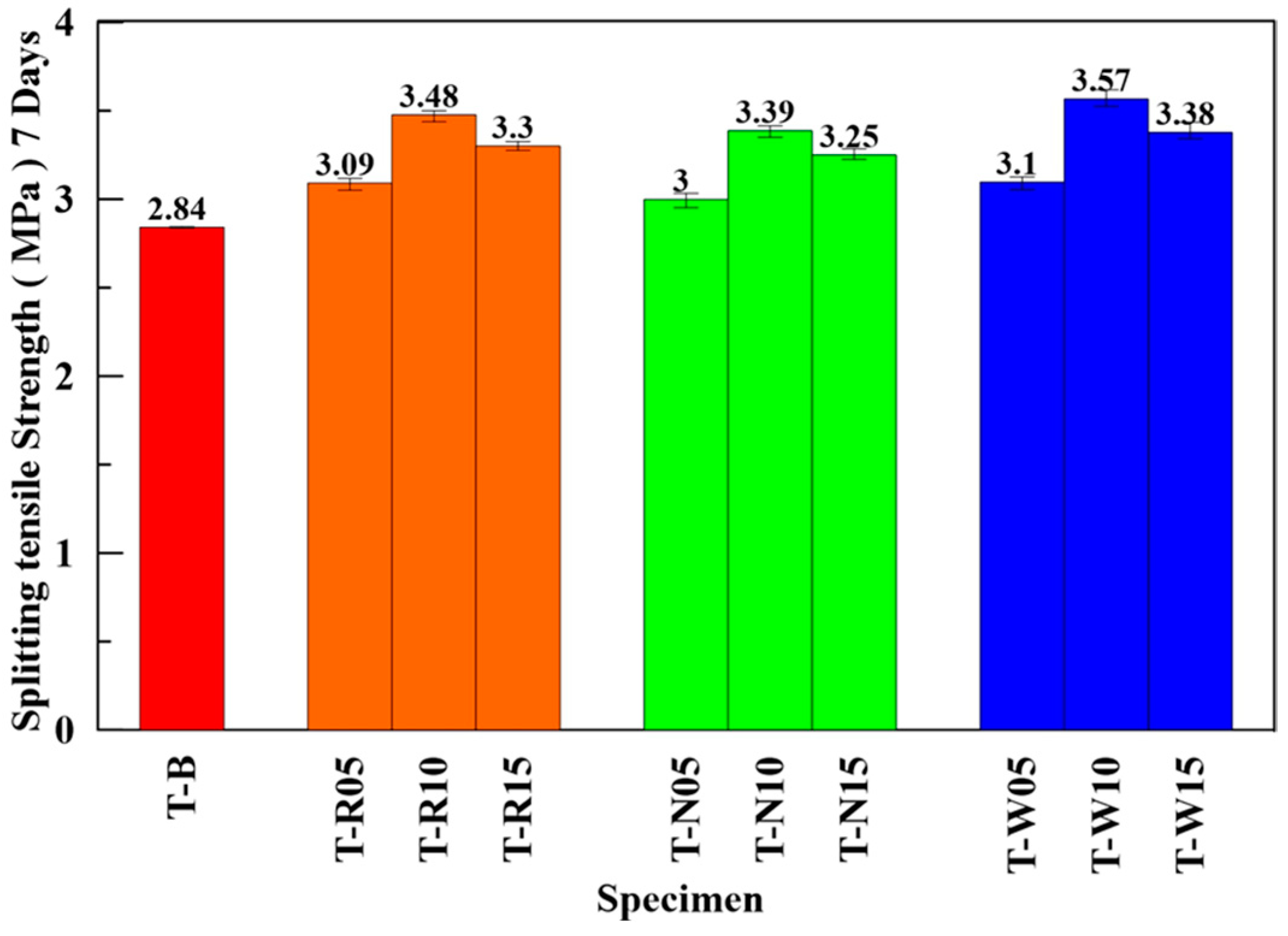
4.4. Splitting Tensile Test
4.5. Impact Test
5. Conclusions
- The results of the slump test indicated that the slump value was primarily influenced by varying fiber weight ratios. When using the same ratio, the slump value of concrete made with the three types of carbon fibers was consistent.
- The early-strength concrete incorporating a 10‰ carbon fiber resulted in higher compressive, flexural, and splitting strength compared with the 5‰ and 15‰ specimens.
- Under the same fiber weight proportion, the compressive, flexural, and splitting strength of the ECFRC made with SCF was the highest, followed by RCF and then the OCF.
- The ECFRC with SCF had the highest impact resistance (I-W10), followed by I-R10 and finally I-N10.
- The ECFRC with 10‰ RCF exhibited higher strengths than the benchmark by 14.2%, 56.5%, and 22.5% in compressive, flexural, and splitting tensile tests, respectively.
- The carbon contents of the SCF, RCF from waste CFRP bicycle frames with MAP treatment, and OCF were 100%, 99.4%, and 99.0%, respectively. There was a correlation between the mechanical performance of ECFRC and the carbon content of the carbon fiber used: the higher the carbon content, the higher the strength.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wang, B.; Yan, L.; Kasal, B. A review of coir fibre and coir fibre reinforced cement-based composite materials (2000–2021). J. Clean. Prod. 2022, 338, 130676. [Google Scholar] [CrossRef]
- Sousa, V.; Bogas, J.A. Comparison of energy consumption and carbon emissions from clinker and recycled cement production. J. Clean. Prod. 2021, 306, 127277. [Google Scholar] [CrossRef]
- Seehra, S.S.; Gupta, S.; Kumar, S. Rapid setting magnesium phosphate cement for quick repair of concrete pavements—Characterisation and durability aspects. Cem. Concr. Res. 1993, 23, 254–266. [Google Scholar] [CrossRef]
- Mobini, M.H.; Khaloo, A.; Hosseini, P.; Esrafili, A. Mechanical properties of fiber-reinforced high-performance concrete incorporating pyrogenic nanosilica with different surface areas. Constr. Build. Mater. 2015, 101, 130–140. [Google Scholar] [CrossRef]
- Chithra, S.; Kumar, S.S.; Chinnaraju, K. The effect of colloidal nano-silica on workability, mechanical and durability properties of high performance concrete with copper slag as partial fine aggregate. Constr. Build. Mater. 2016, 113, 794–804. [Google Scholar] [CrossRef]
- Yoo, D.Y.; Banthia, N. Mechanical properties of ultra-high-performance fiber-reinforced concrete: A review. Cem. Concr. Compos. 2016, 73, 267–280. [Google Scholar] [CrossRef]
- Fediuk, R.; Timokhin, R.; Mochalov, A.; Otsokov, K.; Lashina, I. Performance properties of high-density impermeable cementitious paste. J. Mater. Civ. Eng. 2019, 31, 04019013. [Google Scholar] [CrossRef]
- Parker, F., Jr.; Lee Shoemaker, W. PCC pavement patching materials and procedures. J. Mater. Civ. Eng. 1991, 3, 29–47. [Google Scholar] [CrossRef]
- Knöfel, D.; Wang, J.F. Properties of three newly developed quick cements. Cem. Concr. Res. 1994, 24, 801–812. [Google Scholar] [CrossRef]
- Whiting, D.; Nagi, M. Strength and durability of rapid highway repair concretes. Concr. Int. 1994, 16, 36–41. [Google Scholar]
- Anderson, J.; Daczko, J.; Luciano, J. Producing and evaluating Portland cement-based rapid strength concrete. Concr. Int. 2003, 25, 77–82. [Google Scholar]
- Sanchez, F.; Sobolev, K. Nanotechnology in concrete–A review. Constr. Build. Mater. 2010, 24, 2060–2071. [Google Scholar] [CrossRef]
- Mehta, P.K.; Burrows, R.W. Building durable structures in the 21st century. Concr. Int. 2001, 23, 57–63. [Google Scholar]
- Bentz, D.P.; Peltz, M.A. Reducing thermal and autogenous shrinkage contributions to early-age cracking. ACI Mater. J. 2008, 105, 414. [Google Scholar]
- Sun, W.; Chen, H.; Luo, X.; Qian, H. The effect of hybrid fibers and expansive agent on the shrinkage and permeability of high-performance concrete. Cem. Concr. Res. 2001, 61, 595–601. [Google Scholar] [CrossRef]
- Shen, D.; Wang, W.; Li, Q.; Yao, P.; Jiang, G. Early-age behaviour and cracking potential of fly ash concrete under restrained condition. Mag. Concr. Res. 2020, 72, 246–261. [Google Scholar] [CrossRef]
- Wang, Q.; Lai, M.H.; Zhang, J.; Wang, Z.; Ho, J.C.M. Greener engineered cementitious composite (ECC)–The use of pozzolanic fillers and unoiled PVA fibers. Constr. Build. Mater. 2020, 247, 118211. [Google Scholar] [CrossRef]
- Giner, V.T.; Baeza, F.J.; Ivorra, S.; Zornoza, E.; Galao, Ó. Effect of steel and carbon fiber additions on the dynamic properties of concrete containing silica fume. Mater. Des. 2012, 34, 332–339. [Google Scholar] [CrossRef]
- Hu, W.; Yang, X.G.; Zhou, J.W.; Xing, H.G.; Xiang, J. Experimental research on the mechanical properties of PVA fiber reinforced concrete. Res. J. Appl. Sci. Eng. Technol. 2013, 5, 4563–4567. [Google Scholar] [CrossRef]
- Rangelov, M.; Nassiri, S.; Haselbach, L.; Englund, K. Using carbon fiber composites for reinforcing pervious concrete. Constr. Build. Mater. 2016, 126, 875–885. [Google Scholar] [CrossRef]
- Rodin, H., III; Nassiri, S.; Englund, K.; Fakron, O.; Li, H. Recycled glass fiber reinforced polymer composites incorporated in mortar for improved mechanical performance. Constr. Build. Mater. 2018, 187, 738–751. [Google Scholar] [CrossRef]
- Naraganti, S.R.; Pannem, R.M.R.; Putta, J. Impact resistance of hybrid fibre reinforced concrete containing sisal fibres. Ain Shams Eng. J. 2019, 10, 297–305. [Google Scholar] [CrossRef]
- Zheng, X.; Ji, T.; Easa, S.M.; Zhang, B.; Jiang, Z. Tensile basic creep behavior of lightweight aggregate concrete reinforced with steel fiber. Constr. Build. Mater. 2019, 200, 356–367. [Google Scholar] [CrossRef]
- Dhanesh, S.; Kumar, K.S.; Maruthur, P.; Rejumon, R.; Usmansha, G.S. Experimental investigation of strength of aramid kelvar and chopped carbon reinforced concrete beam. Mater. Today Proc. 2021, 45, 1269–1273. [Google Scholar] [CrossRef]
- Shen, D.; Liu, C.; Wang, M.; Kang, J.; Li, M. Effect of polyvinyl alcohol fiber on the cracking risk of high strength concrete under uniaxial restrained condition at early age. Constr. Build. Mater. 2021, 300, 124206. [Google Scholar] [CrossRef]
- Li, Y.F.; Hung, J.Y.; Syu, J.Y.; Chang, S.M.; Kuo, W.S. Influence of sizing of basalt fiber on the mechanical behavior of basalt fiber reinforced concrete. J. Mater. Res. Technol. 2022, 21, 295–307. [Google Scholar] [CrossRef]
- Ramakrishnan, S.; Loganayagan, S.; Chandramohan, N.; Gowthambalaji, K. Comparative Study on the Behavior of Fiber Reinforced Concrete. Mater. Res. Proc. 2022, 23, 97–105. [Google Scholar]
- Beroll, P.; Schmalzl, S.; Volkmer, D. Influence of surface-modification, length and volume fraction of carbon short fibers on the mechanical properties of calcium aluminate cement systems. Mater. Today Commun. 2020, 25, 101704. [Google Scholar] [CrossRef]
- Chin, K.Y.; Shiue, A.; Wu, Y.J.; Chang, S.M.; Li, Y.F.; Shen, M.Y.; Leggett, G. Studies on Recycling Silane Controllable Recovered Carbon Fiber from Waste CFRP. Sustainability 2022, 14, 700. [Google Scholar] [CrossRef]
- Julian, I.; García-Jiménez, A.; Aguado, A.; Arenal, C.; Calero, A.; Campos, V.; García-Polanco, N. Advances in the circularity of end-of-life fibre-reinforced polymers by microwave intensification. Chem. Eng. Process. Process Intensif. 2022, 178, 109015. [Google Scholar] [CrossRef]
- Moraes, V.T.D.; Jermolovicius, L.A.; Tenório, J.A.S.; Lebrão, S.M.G.; Lebrão, G.W. Microwave-assisted recycling process to recover fiber from fiberglass polyester composites. Mater. Res. 2022, 22, e20190389. [Google Scholar] [CrossRef]
- Delogu, M.; Zanchi, L.; Dattilo, C.A.; Pierini, M. Innovative composites and hybrid materials for electric vehicles lightweight design in a sustainability perspective. Mater. Today Commun. 2017, 13, 192–209. [Google Scholar] [CrossRef]
- Farzana, R.; Rajarao, R.; Mansuri, I.; Sahajwalla, V. Sustainable synthesis of silicon nitride nanowires using waste carbon fibre reinforced polymer (CFRP). J. Clean. Prod. 2018, 188, 371–377. [Google Scholar] [CrossRef]
- Bank, L.C.; Arias, F.R.; Yazdanbakhsh, A.; Gentry, T.R.; Al-Haddad, T.; Chen, J.F.; Morrow, R. Concepts for reusing composite materials from decommissioned wind turbine blades in affordable housing. Recycling 2018, 3, 3. [Google Scholar] [CrossRef]
- Liu, B.; Zhang, X.; Ye, J.; Liu, X.; Deng, Z. Mechanical properties of hybrid fiber reinforced coral concrete. Case Stud. Constr. Mater. 2022, 16, e00865. [Google Scholar] [CrossRef]
- Naqvi, S.R.; Prabhakara, H.M.; Bramer, E.A.; Dierkes, W.; Akkerman, R.; Brem, G. A critical review on recycling of end-of-life carbon fibre/glass fibre reinforced composites waste using pyrolysis towards a circular economy. Resour. Conserv. Recycl. 2018, 136, 118–129. [Google Scholar] [CrossRef]
- Wei, A.; Tan, M.Y.; Koay, Y.C.; Hu, X.; Al-Ameri, R. Effect of carbon fiber waste on steel corrosion of reinforced concrete structures exposed to the marine environment. J. Clean. Prod. 2021, 316, 128356. [Google Scholar] [CrossRef]
- Das, M.; Varughese, S. A novel sonochemical approach for enhanced recovery of carbon fiber from CFRP waste using mild acid–peroxide mixture. ACS Sustain. Chem. Eng. 2016, 4, 2080–2087. [Google Scholar] [CrossRef]
- Xiong, C.; Li, Q.; Lan, T.; Li, H.; Long, W.; Xing, F. Sustainable use of recycled carbon fiber reinforced polymer and crumb rubber in concrete: Mechanical properties and ecological evaluation. J. Clean. Prod. 2021, 279, 123624. [Google Scholar] [CrossRef]
- Li, Y.F.; Li, J.Y.; Ramanathan, G.K.; Chang, S.M.; Shen, M.Y.; Tsai, Y.K.; Huang, C.H. An experimental study on mechanical behaviors of carbon fiber and microwave-assisted pyrolysis recycled carbon fiber-reinforced concrete. Sustainability 2021, 13, 6829. [Google Scholar] [CrossRef]
- Larson, B.K.; Drzal, L.T.; Sorousian, P. Carbon fibre-cement adhesion in carbon fibre reinforced cement composites. Composites 1990, 21, 205–215. [Google Scholar] [CrossRef]
- Hambach, M.; Möller, H.; Neumann, T.; Volkmer, D. Portland cement paste with aligned carbon fibers exhibiting exceptionally high flexural strength (>100 MPa). Cem. Concr. Res. 2016, 89, 80–86. [Google Scholar] [CrossRef]
- Gao, J.; Wang, Z.; Zhang, T.; Zhou, L. Dispersion of carbon fibers in cement-based composites with different mixing methods. Constr. Build. Mater. 2017, 134, 220–227. [Google Scholar] [CrossRef]
- de Souza Abreu, F.; Ribeiro, C.C.; da Silva Pinto, J.D.; Nsumbu, T.M.; Buono, V.T.L. Influence of adding discontinuous and dispersed carbon fiber waste on concrete performance. J. Clean. Prod. 2020, 273, 122920. [Google Scholar] [CrossRef]
- Li, H.; Lin, J.; Lei, X.; Wei, T. Compressive strength prediction of basalt fiber reinforced concrete via random forest algorithm. Mater. Today Commun. 2022, 30, 103117. [Google Scholar] [CrossRef]
- Li, Y.F.; Yang, T.H.; Kuo, C.Y.; Tsai, Y.K. A Study on improving the mechanical performance of carbon-fiber-reinforced cement. Materials 2019, 12, 2715. [Google Scholar] [CrossRef]
- Li, Y.F.; Lee, K.F.; Ramanathan, G.K.; Cheng, T.W.; Huang, C.H.; Tsai, Y.K. Static and dynamic performances of chopped carbon-fiber-reinforced mortar and concrete incorporated with disparate lengths. Materials 2021, 14, 972. [Google Scholar] [CrossRef]
- Song, W.; Yin, J. Hybrid effect evaluation of steel fiber and carbon fiber on the performance of the fiber reinforced concrete. Materials 2016, 9, 704. [Google Scholar] [CrossRef]
- Wang, C.; Jiao, G.; Li, B.; Peng, L.; Feng, Y.; Gao, N.; Li, K. Dispersion of carbon fibers and conductivity of carbon fiber-reinforced cement-based composites. Ceram. Int. 2017, 43, 15122–15132. [Google Scholar] [CrossRef]
- Li, Y.F.; Wang, H.F.; Syu, J.Y.; Ramanathan, G.K.; Tsai, Y.K.; Lok, M.H. Mechanical Properties of Aramid/Carbon Hybrid Fiber-Reinforced Concrete. Materials 2021, 14, 5881. [Google Scholar] [CrossRef]
- Raza, S.S.; Qureshi, L.A. Effect of carbon fiber on mechanical properties of reactive powder concrete exposed to elevated temperatures. J. Build. Eng. 2021, 42, 102503. [Google Scholar] [CrossRef]
- Fernández, Y.; Arenillas, A.; Menéndez, J.Á. Microwave heating applied to pyrolysis. In Advances in Induction and Microwave Heating of Mineral and Organic Materials; InTech: Rijeka, Croatia, 2011; pp. 723–752. [Google Scholar]
- Åkesson, D.; Foltynowicz, Z.; Christeen, J.; Skrifvars, M. Products obtained from decomposition of glass fibre-reinforced composites using microwave pyrolysis. Polimery 2013, 58, 582–586. [Google Scholar] [CrossRef]
- Hao, S.; He, L.; Liu, J.; Liu, Y.; Rudd, C.; Liu, X. Recovery of carbon fibre from waste prepreg via microwave pyrolysis. Polymers 2021, 13, 1231. [Google Scholar] [CrossRef] [PubMed]
- ASTM D3822-07; Tensile Properties of Single Textile Fibers. ASTM: West Conshohocken, PA, USA, 2010.
- ASTM C143/C143M-20; Standard Test Method for Slump of Hydraulic-Cement Concrete. ASTM: West Conshohocken, PA, USA, 2020.
- ASTM C39/C39M-01; Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens. ASTM: West Conshohocken, PA, USA, 1999.
- ASTM C293-02; Standard Test Method for Flexural Strength of Concrete. ASTM: West Conshohocken, PA, USA, 2017.
- ASTM C496/C496M-17; Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens. ASTM: West Conshohocken, PA, USA, 2017.
- ACI 544.2R-89; Measurement of Properties of Fiber Reinforced Concrete. ACI: Montreal, QC, Canada, 1999.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | Percentage (%) |
|---|---|
| Calcium oxide (CaO) | 67.99 |
| Silicon oxide (SiO2) | 11.83 |
| Aluminum dioxide (Al2O3) | 9.14 |
| Sulfur dioxide (SO2) | 5.07 |
| Iron (III) oxide (Fe2O3) | 2.88 |
| Potassium oxide (K2O) | 1.79 |
| Titanium dioxide (TiO2) | 0.70 |
| Phosphorus pentoxide (P2O5) | 0.50 |
| Other | 0.10 |
| Sieve No. | Sieve Size (mm) | Weight Retained (g) | Percent Retained (%) | Cumulative Percent Retained (%) |
|---|---|---|---|---|
| 3/2′ | 37.5 | 0.0 | 0.00% | 0.00 |
| 3/4′ | 19 | 723.2 | 21.92% | 21.92 |
| 3/8′ | 9.5 | 1526.4 | 46.25% | 68.17 |
| No. 4 | 4.75 | 14.7 | 0.45% | 68.62 |
| No. 8 | 2.36 | 188.0 | 5.70% | 74.31 |
| No. 16 | 1.18 | 268.5 | 8.14% | 82.45 |
| No. 30 | 0.60 | 209.5 | 6.35% | 88.80 |
| No. 50 | 0.30 | 175.6 | 5.32% | 94.12 |
| No. 100 | 0.15 | 97.7 | 2.96% | 97.08 |
| Pan | - | 96.4 | 2.92% | - |
| Total | - | 3300.0 | 100% | 595 |
| Fineness modulus (F.M.) = 5.95 | ||||
| Naming | Description | |
|---|---|---|
| Mechanical Testing | C | Compression test |
| F | Flexural test | |
| T | Splitting tensile test | |
| I | Impact test | |
| ECFRC Specimen | B | Benchmark (without fiber) |
| R | Recycled carbon fiber | |
| N | Original carbon fiber (untreated) | |
| W | Sizing removed carbon fiber | |
| Fiber Weight Proportion (‰) | 05, 10, 15 | 05 refers to the specimen with a 5‰ fiber-to-cement ratio. |
| Mechanical Test | Fiber Weight Proportion (‰) | Type of Carbon Fiber | Benchmark (without Fiber) | Total | ||
|---|---|---|---|---|---|---|
| OCF | RCF | SCF | ||||
| Compression | 5 | 3 | 3 | 3 | 3 | 30 |
| 10 | 3 | 3 | 3 | |||
| 15 | 3 | 3 | 3 | |||
| Flexural | 5 | 3 | 3 | 3 | 3 | 30 |
| 10 | 3 | 3 | 3 | |||
| 15 | 3 | 3 | 3 | |||
| Splitting Tensile | 5 | 3 | 3 | 3 | 3 | 30 |
| 10 | 3 | 3 | 3 | |||
| 15 | 3 | 3 | 3 | |||
| Impact | 10 | 25 | 25 | 25 | 25 | 100 |
| Addition Proportion of Carbon Fiber (‰) | Recycled Carbon Fiber (R) (mm) | Original Carbon Fiber (N) (mm) | Sizing-Removed Carbon Fiber (W) (mm) |
|---|---|---|---|
| 0 | 230 | 230 | 230 |
| 5 | 150 | 155 | 155 |
| 10 | 80 | 80 | 80 |
| 15 | 35 | 35 | 35 |
| Specimen | Impact Energy (J) | Specimen Number | Average Impact Number | Increase Percentage (%) | ||||
|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | ||||
| I-B | 150 | 1 | 1 | 1 | 1 | 1 | 1.0 | - |
| 125 | 2 | 2 | 2 | 3 | 3 | 2.4 | - | |
| 100 | 3 | 4 | 4 | 5 | 5 | 4.2 | - | |
| 75 | 6 | 6 | 7 | 7 | 8 | 6.8 | - | |
| 50 | 13 | 13 | 14 | 16 | 17 | 14.6 | - | |
| I-R10 | 150 | 1 | 2 | 2 | 2 | 2 | 1.8 | 80 |
| 125 | 3 | 3 | 4 | 5 | 5 | 4.0 | 67 | |
| 100 | 14 | 15 | 17 | 20 | 21 | 17.4 | 314 | |
| 75 | 72 | 75 | 76 | 84 | 86 | 78.6 | 1056 | |
| 50 | 320 | 334 | 339 | 347 | 354 | 338.8 | 2221 | |
| I-N10 | 150 | 1 | 1 | 1 | 2 | 2 | 1.4 | 40 |
| 125 | 2 | 3 | 3 | 4 | 5 | 3.4 | 42 | |
| 100 | 10 | 11 | 14 | 14 | 15 | 12.8 | 205 | |
| 75 | 59 | 61 | 64 | 68 | 70 | 64.4 | 847 | |
| 50 | 274 | 281 | 296 | 304 | 310 | 293 | 1907 | |
| I-W10 | 150 | 2 | 2 | 2 | 2 | 3 | 2.2 | 120 |
| 125 | 3 | 4 | 5 | 5 | 6 | 4.6 | 92 | |
| 100 | 16 | 18 | 18 | 20 | 22 | 18.8 | 348 | |
| 75 | 73 | 79 | 88 | 90 | 95 | 85 | 1150 | |
| 50 | 327 | 347 | 355 | 358 | 374 | 352.2 | 2312 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.-F.; Li, J.-Y.; Syu, J.-Y.; Yang, T.-H.; Chang, S.-M.; Shen, M.-Y. Mechanical Behaviors of Microwave-Assisted Pyrolysis Recycled Carbon Fiber-Reinforced Concrete with Early-Strength Cement. Materials 2023, 16, 1507. https://doi.org/10.3390/ma16041507
Li Y-F, Li J-Y, Syu J-Y, Yang T-H, Chang S-M, Shen M-Y. Mechanical Behaviors of Microwave-Assisted Pyrolysis Recycled Carbon Fiber-Reinforced Concrete with Early-Strength Cement. Materials. 2023; 16(4):1507. https://doi.org/10.3390/ma16041507
Chicago/Turabian StyleLi, Yeou-Fong, Jie-You Li, Jin-Yuan Syu, Tzu-Hsien Yang, Shu-Mei Chang, and Ming-Yuan Shen. 2023. "Mechanical Behaviors of Microwave-Assisted Pyrolysis Recycled Carbon Fiber-Reinforced Concrete with Early-Strength Cement" Materials 16, no. 4: 1507. https://doi.org/10.3390/ma16041507
APA StyleLi, Y.-F., Li, J.-Y., Syu, J.-Y., Yang, T.-H., Chang, S.-M., & Shen, M.-Y. (2023). Mechanical Behaviors of Microwave-Assisted Pyrolysis Recycled Carbon Fiber-Reinforced Concrete with Early-Strength Cement. Materials, 16(4), 1507. https://doi.org/10.3390/ma16041507