
Microstructure Analysis and Mechanical Properties of Backfill Material Using Stone Sludge


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Stone Sludge
2.1.2. Cement
2.2. Mix Proportion
2.3. Experimental Methods
2.3.1. Determination of Optimal Mixing Ratio
2.3.2. Flow
2.3.3. Material Separation Resistance
2.3.4. Compressive Strength Test
2.3.5. SEM and EDS Analysis
2.3.6. XRD Analysis
2.3.7. Field Applicability Evaluation
3. Experimental Results and Analysis
3.1. Flow Test Results
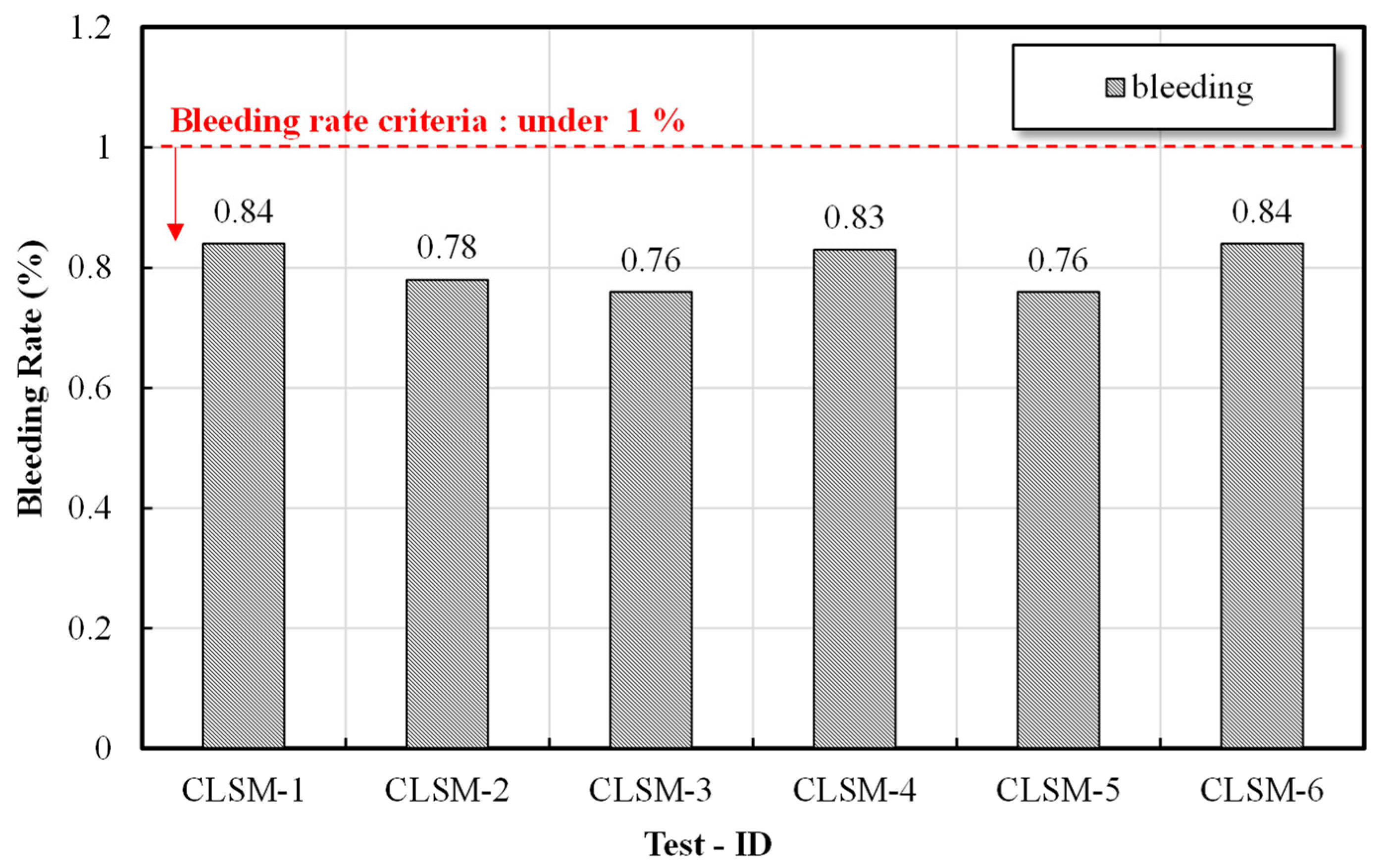
3.2. Material Separation Resistance Test Results
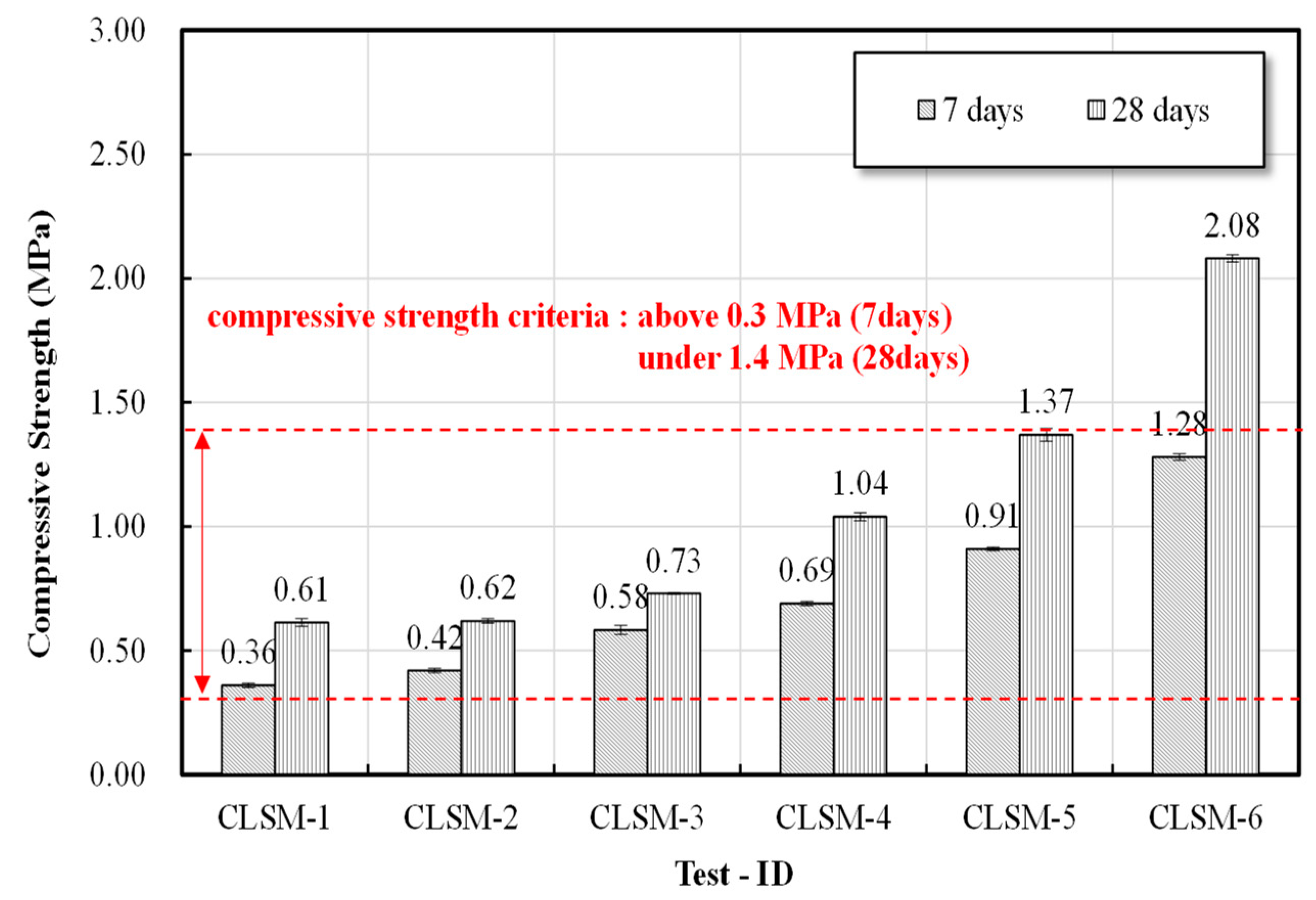
3.3. Compressive Strength Test Results
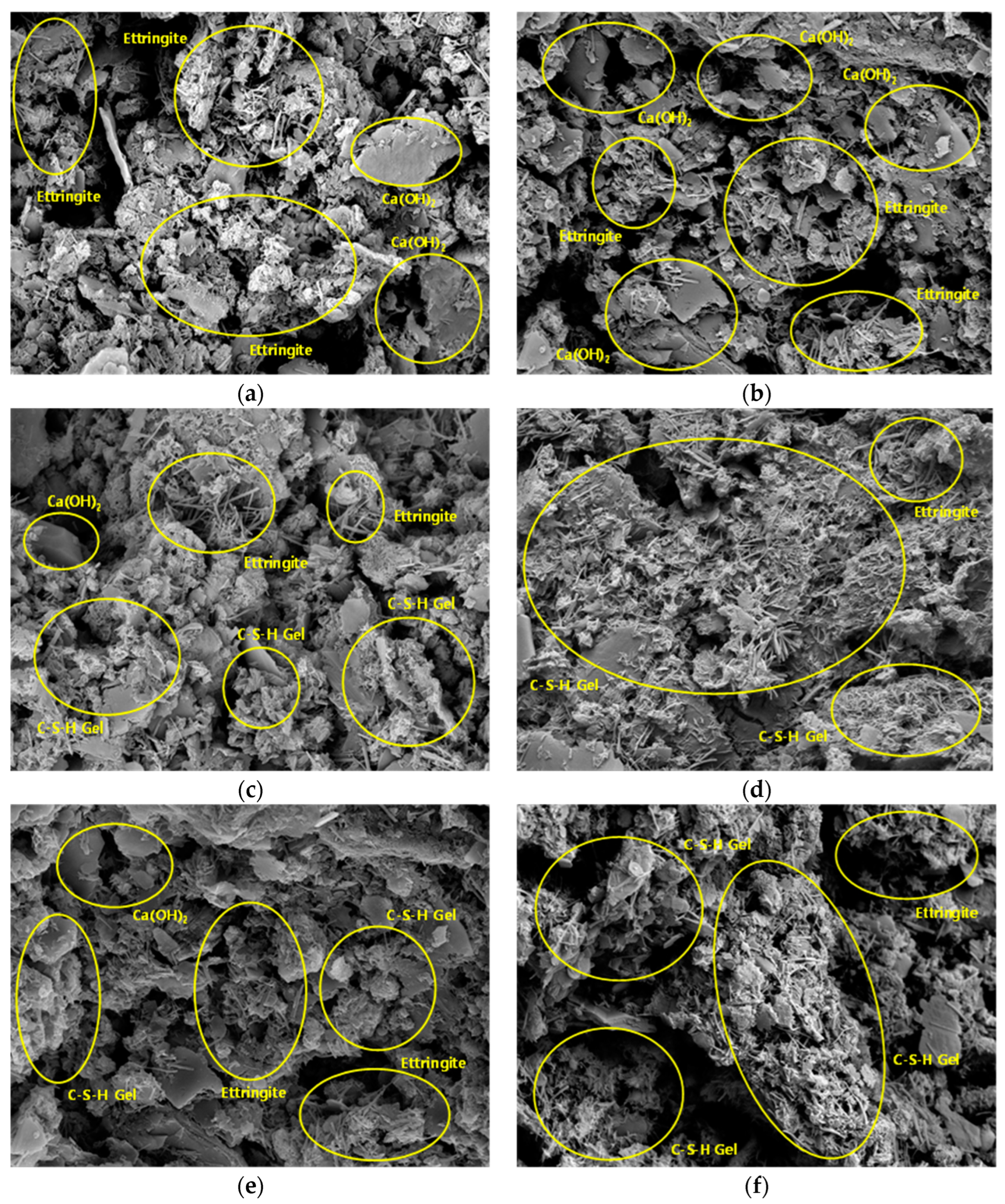
3.4. SEM and EDS Analysis Results
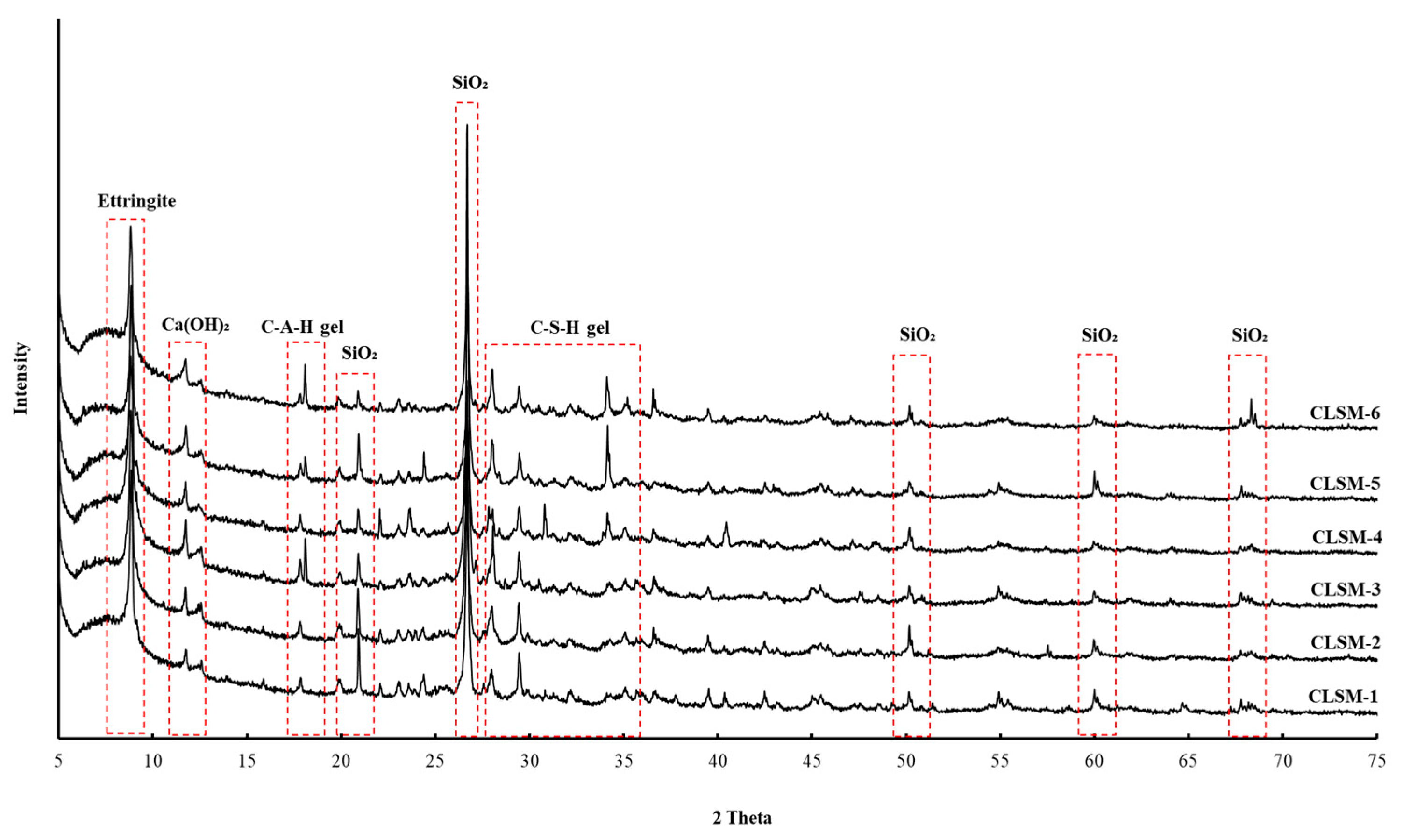
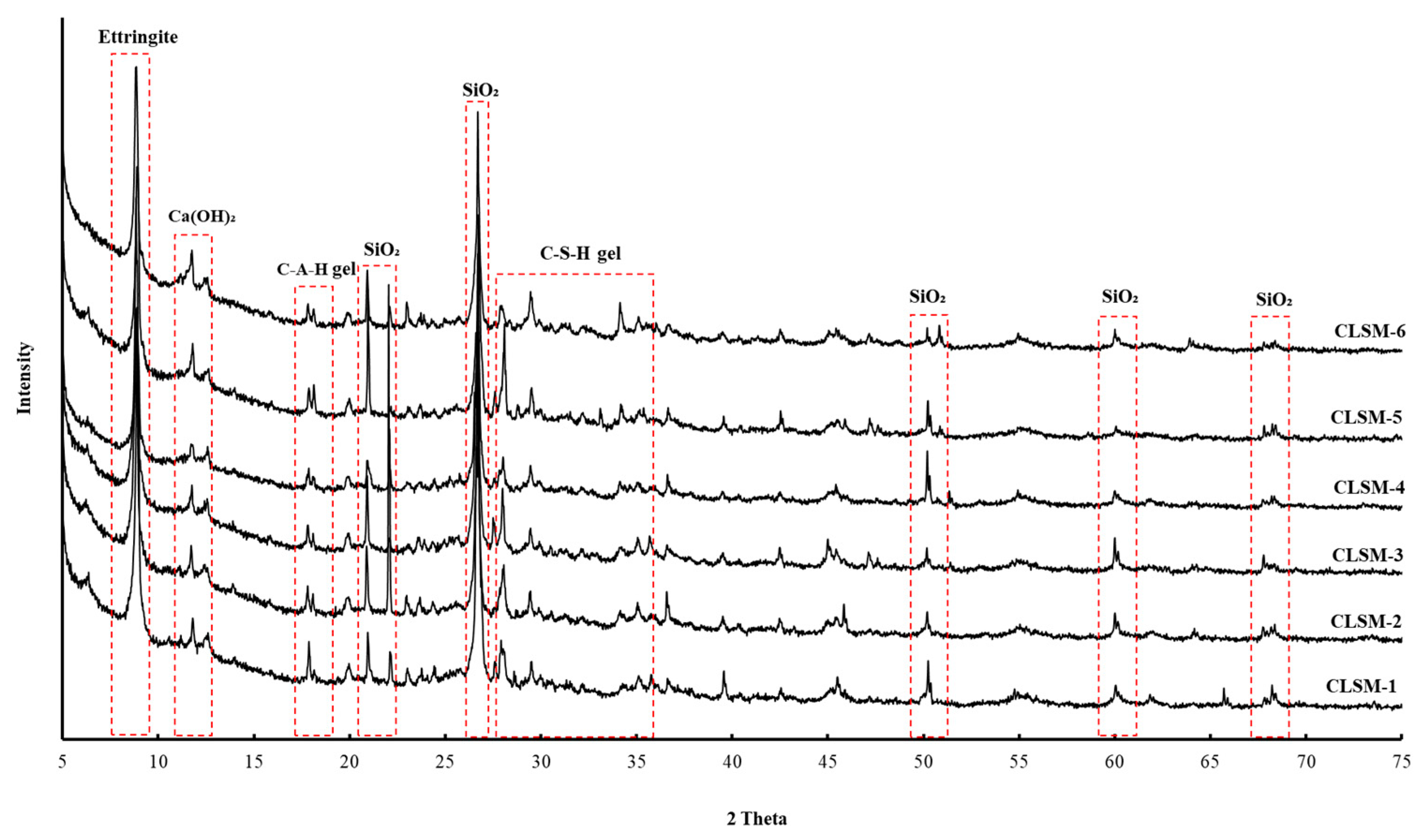
3.5. XRD Analysis Results
3.6. Derivation of Optimal Mixing Ratio
3.7. Field Applicability Evaluation
4. Conclusions
- (1)
- Examining the mechanical properties according to the mixing conditions of the CLSM using stone sludge revealed that as the W/B increased, the flow increased and the strength decreased. The flow and strength were satisfied in the range of W/B of 300–500% among the formulations applied to derive the optimal mixing ratio.
- (2)
- A microstructure analysis revealed that, as the W/B decreased and the age of the CLSM using stone sludge increased, the production of ettringite, C-S-H gel, and C-A-H gel increased. In particular, for the mixture with W/B = 250–350%, the internal structure was stabilized as the C-S-H gel was actively generated around the ettringite nucleus on the 28th day of age, and the crystalline structure was well generated; thus, the crystalline structure was confirmed to be approximately ≥60%.
- (3)
- A comprehensive analysis of the mechanical characteristics and a microstructure analysis of the CLSM using stone sludge produced according to the mixing design presented in this study revealed that the optimal mixing ratio of CLSM using stone sludge was W/B 350%.
- (4)
- The field applicability evaluation indicated that the flowability was 230 mm, and the initial and re-excavation properties were 0.75 and 1.15 MPa, respectively, which met the standard. Additionally, the hardness test standard was met after approximately 2 h of CLSM pouring, indicating that the subsequent process could be started. However, the moisture content of the stone sludge, field equipment, and weather conditions should be considered.
- (5)
- Monitoring for approximately 5 months after paving the asphalt revealed that ground subsidence due to traffic did not occur, and it was confirmed that re-excavation through equipment was possible. After re-excavation, the filling properties of the CLSM using stone sludge and the pipe periphery were checked, and it was found that significant filling and pipe damage did not occur.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Han, S.H.; Yang, S.L.; Lee, J.W.; Back, C.M. Evaluation of Fugitive Dust Emission Generated by Construction Process of Pavement Excavation-restoration through the Field Test. Int. J. Highw. Eng. 2020, 22, 61–68. [Google Scholar] [CrossRef]
- Jeong, J.S.; Lee, J.C.; Yang, K.Y.; So, K.H. Utilization of stone sludge produced by stone block manufacturing process as concrete admixtures. J. Korea Inst. Build. Constr. 2008, 8, 83–89. [Google Scholar] [CrossRef]
- Han, C.G.; Shin, B.C.; Kim, G.C.; Lee, S.T. Strength and absorption properties of cement mortar produced with various content of sludge powder at mines. J. Korea Concr. Inst. 2001, 13, 561–567. [Google Scholar]
- Ko, D.; Choi, H. Basic performance evaluation of dry mortar recycled basalt powder sludge. J. Korea Inst. Build. Constr. 2013, 13, 131–138. [Google Scholar] [CrossRef]
- Jeong, J.Y.; Choi, S.M.; Kawg, E.G.; Choi, S.J.; Lee, S.Y.; Kim, J.M. The strength properties of concrete used stone powder sludge as siliceous material. J. Korean Inst. Constr. 2005, 5, 85–88. [Google Scholar]
- Galetakis, M.; Soultana, A. A review on the utilisation of quarry and ornamental stone industry fine by-products in the construction sector. Constr. Build. Mater. 2016, 102, 769–781. [Google Scholar] [CrossRef]
- Chae, Y.S.; Min, I.K.; Song, G.Y. A Study on the Concrete Compressive Strength Characteristics mixing Stone Dust Produced by Stone Block Manufacturing. Resour. Recycl. 2009, 18, 46–53. [Google Scholar]
- Lim, S.Y.; Song, J.H.; Jaung, J.D. A Study on Properties of General Strength-High Folw Concrete using Sludge of Crushed Stone. J. Archit. Inst. Korea 2006, 26, 409–412. [Google Scholar]
- Song, J.W.; Choi, J.J. The influence of fine particles under 0.08 mm contained in aggregate on the characteristics of concrete. J. Korea Concr. Inst. 2013, 25, 347–354. [Google Scholar] [CrossRef]
- Park, C.G. The Current State and Application of Crushed-Stone Sludge. Mag. RCR 2020, 15, 66–72. [Google Scholar]
- Seo, J.Y.; Choi, S.J.; Kang, S.T. Physical Effect of Adding Stone Dust Sludge on the Properties of Cement Mortar. J. Korean Recycl. Constr. Resour. Inst. 2015, 3, 152–158. [Google Scholar]
- Lee, J.Y.; Cheong, Y.W.; Ji, S.W.; Lee, D.G. Evaluation of Some Stone Dust and Sludge Generated in the Aggregate Production Process and Research Trends for Its Use. Econ. Environ. Geol. 2021, 54, 605–613. [Google Scholar] [CrossRef]
- Ling, T.C.; Kaliyavaradhan, S.K.; Poon, C.S. Global perspective on application of controlled low-strength material (CLSM) for trench backfilling—An overview. Constr. Build. Mater. 2018, 158, 535–548. [Google Scholar] [CrossRef]
- Zhang, Q.L.; Wu, X.M. Performance of cemented coal gangue backfill. J. Cent. South Univ. 2007, 14, 216–219. [Google Scholar] [CrossRef]
- Chen, T.; Yuan, N.; Wang, S.; Hao, X.; Zhang, X.; Wang, D.; Yang, X. The Effect of Bottom Ash Ball-Milling Time on Properties of Controlled Low-Strength Material Using Multi-Component Coal-Based Solid Wastes. Sustainability 2002, 14, 9949. [Google Scholar] [CrossRef]
- ACI 229R-13; Report on Controlled Low-Strength Materials. American Concrete Institute: Farmington Hills, MI, USA, 2013.
- KS (Korea Industrial Standards) (2022) KS F 2324. Unified Soil Classification System. Korea Standards Association: Seoul, Republic of Korea, 2022.
- KS (Korea Industrial Standards) (2021) KS L 5201; Portland cement. Korea Standards Association: Seoul, Republic of Korea, 2021.
- ASTM D6103-17; Standard Test Method for Flow Consistency of Controlled Low Strength Material (CLSM). ASTM International: West Conshohocken, PA, USA, 2017. Available online: https://www.astm.org/d6103_d6103m-17.html (accessed on 18 June 2022).
- JSCE Concrete Committee. Standard Specifications for Concrete Structures—2007; Japan Society of Civil Engineers: Tokyo, Japan, 2007. [Google Scholar]
- ASTM D4832-16e1; Standard Test Method for Preparation and Testing of Controlled Low Strength Material (CLSM) Test Cylinders. ASTM International: West Conshohocken, PA, USA, 2018.
- Quality Standard for Liquidated Land Treated by the Construction Bureau of Tokyo; Construction Bureau of Tokyo: Tokyo, Japan, 2009.
- Lee, J.; Kim, Y.W.; Lee, B.C.; Jung, S.H. Engineering properties of controlled low strength material for sewer pipe by standard soil classification. J. Rec. Const. Resour. 2018, 6, 182–189. [Google Scholar]
- Lee, J.W.; Jang, Y.I.; Park, W.S.; Kim, S.W.; Lee, B.J. Photocatalytic and pozzolanic properties of nano-SiO2/Al2O3-TiO2 powder for functional mortar. Materials 2019, 12, 1037. [Google Scholar] [CrossRef] [Green Version]
- Ha, E.-J.; Park, J.H. Analysis of deposited dust particles using SEM/EDX. J. Environ. Sci. Int. 2021, 30, 279–287. [Google Scholar] [CrossRef]
- Careddu, N.; Dino, G.A. Reuse of residual sludge from stone processing: Differences and similarities between sludge coming from carbonate and silicate stones—Italian experiences. Environ. Earth Sci. 2016, 75, 1–9. [Google Scholar] [CrossRef]
- Terrones-Saeta, J.M.; Suárez-Macías, J.; Corpas-Iglesias, F.A.; Korobiichuk, V.; Shamrai, V. Development of ceramic materials for the manufacture of bricks with stone cutting sludge from granite. Minerals 2020, 10, 621. [Google Scholar] [CrossRef]
- Liao, X.K.; Kim, D.H. Field applicability evaluation of control low strength materials as utilizing various industrial by-products. J. Rec. Const. Resour. 2020, 8, 387–394. [Google Scholar]
- Bae, Y.S.; Sin, S.Y.; Won, J.S.; Lee, D.H. The Road Subsidence Condition and Safety Improvement Plans in Seoul; The Seoul Institute Working Paper 2016-PR-09; The Seoul Institute: Seoul, Republic of Korea, 2016. (In Korean) [Google Scholar]
- Kim, M.J.; Lee, J.J.; Lee, S.H.; Kim, S.B.; Kim, C.J. Development of flowable backfill material using waste oyster shell, coal ash, and surplus soil. J. Clean Technol. 2013, 19, 423–429. [Google Scholar] [CrossRef]
- Lee, B.C.; Jung, S.H.; Cho, Y.G.; Seo, J.S. The Evaluation on Mechanical Properties of CLSM with Insitu Soil. In Proceedings of Spring Conference of Korean Recycled Construction Resources Institute; Journal of the Korean Recycled Construction Resources Institute: Seoul, Republic of Korea, 2016; Volume 16, pp. 165–167. [Google Scholar]
- Ryu, Y.S.; Han, J.G.; Chae, W.R.; Koo, J.S.; Lee, D.Y. Development of rapid hardening backfill material for reducing ground subsidence. J. Korean Geosynth. Soc. 2015, 14, 13–20. [Google Scholar] [CrossRef] [Green Version]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Unit | Results |
|---|---|---|
| CBR test (correction CBR) | % | 13.6 |
| Maximum dry density | g/cm3 | 1.694 |
| Liquid limit | % | 39.36 |
| Plastic limit | % | 20.13 |
| Plastic index | - | 19.23 |
| Division | Sample-1 | Sample-2 | Sample-3 |
|---|---|---|---|
| Wet soil (g) | 902 | 832 | 790 |
| Dry soil (g) | 645 | 594 | 568 |
| Water (g) | 257 | 238 | 222 |
| Water content (%) | 39.85 | 40.07 | 39.09 |
| Average water content (%) | 39.67 | ||
| Density (g/cm3) | Fineness (cm2/g) | Chemical Composition (%) | ||||||
|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | Fe2O3 | CaO | MgO | SO3 | Ig.loss | ||
| 3.14 | 3492 | 21.1 | 4.64 | 3.14 | 62.8 | 2.81 | 2.13 | 2.18 |
| Test ID. | Cement (kg) | Water (kg) | Inorganic Sludge (kg) | Amount of Water in Sludge (kg) | W/B |
|---|---|---|---|---|---|
| CLSM-1 | 148 | 510 | 797 | 232 | 500% |
| CLSM-2 | 164 | 508 | 792 | 230 | 450% |
| CLSM-3 | 183 | 504 | 788 | 229 | 400% |
| CLSM-4 | 208 | 500 | 782 | 227 | 350% |
| CLSM-5 | 240 | 495 | 773 | 225 | 300% |
| CLSM-6 | 283 | 487 | 762 | 222 | 250% |
| No. | Soil Penetrometer (mm) | |||
|---|---|---|---|---|
| 1 h | 2 h | 3 h | 4 h | |
| 1 | 1.5 | 3.1 | 3.8 | 4.5 |
| 2 | 1.8 | 3.0 | 3.9 | 4.3 |
| 3 | 1.6 | 2.8 | 3.7 | 4.7 |
| 4 | 1.9 | 3.2 | 4.1 | 5.0 |
| Average | 1.70 | 3.03 | 3.88 | 4.63 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lee, J.-W.; Baek, C. Microstructure Analysis and Mechanical Properties of Backfill Material Using Stone Sludge. Materials 2023, 16, 1511. https://doi.org/10.3390/ma16041511
Lee J-W, Baek C. Microstructure Analysis and Mechanical Properties of Backfill Material Using Stone Sludge. Materials. 2023; 16(4):1511. https://doi.org/10.3390/ma16041511
Chicago/Turabian StyleLee, Jong-Won, and Cheolmin Baek. 2023. "Microstructure Analysis and Mechanical Properties of Backfill Material Using Stone Sludge" Materials 16, no. 4: 1511. https://doi.org/10.3390/ma16041511
APA StyleLee, J.-W., & Baek, C. (2023). Microstructure Analysis and Mechanical Properties of Backfill Material Using Stone Sludge. Materials, 16(4), 1511. https://doi.org/10.3390/ma16041511