
Reuse of Drilling Waste Slurry as the Grouting Material for the Real-Time Capsule Grouting Technique

 ,
,
Abstract
:1. Introduction
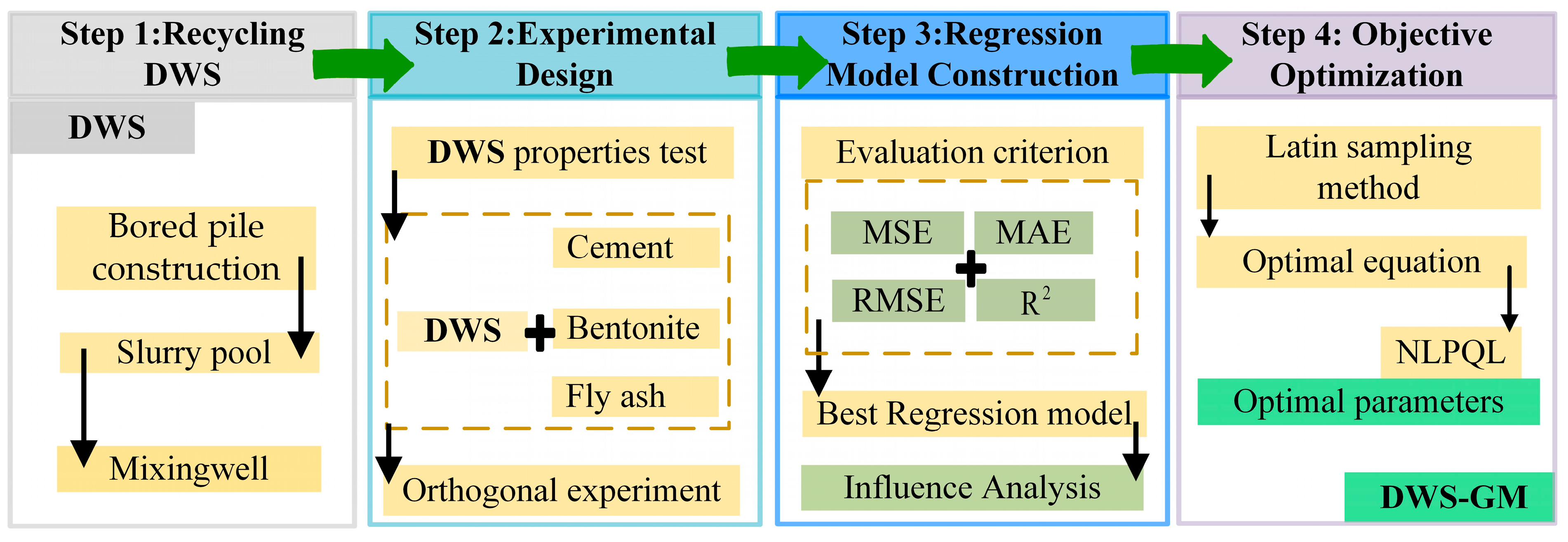
2. Materials and Experimental Methods
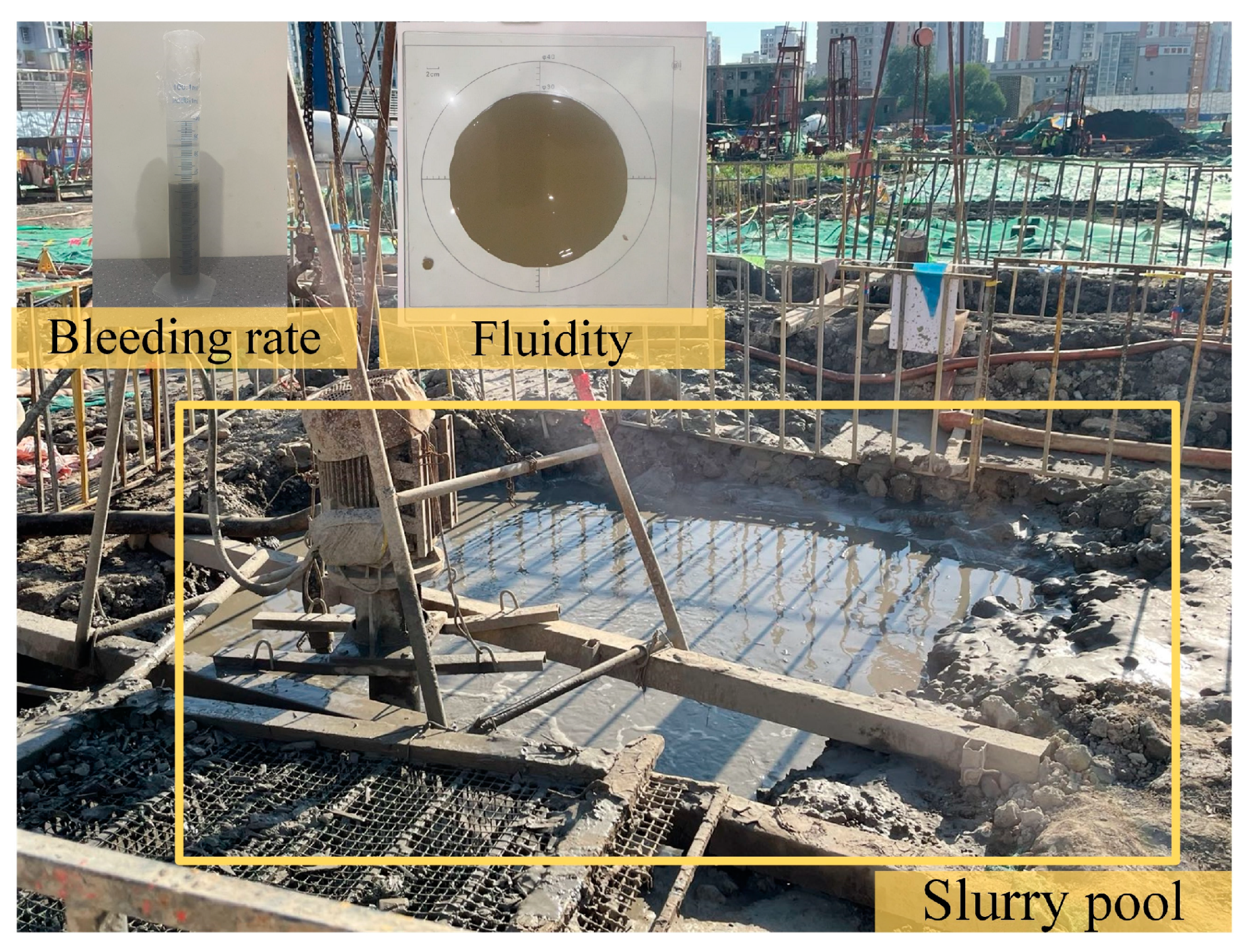
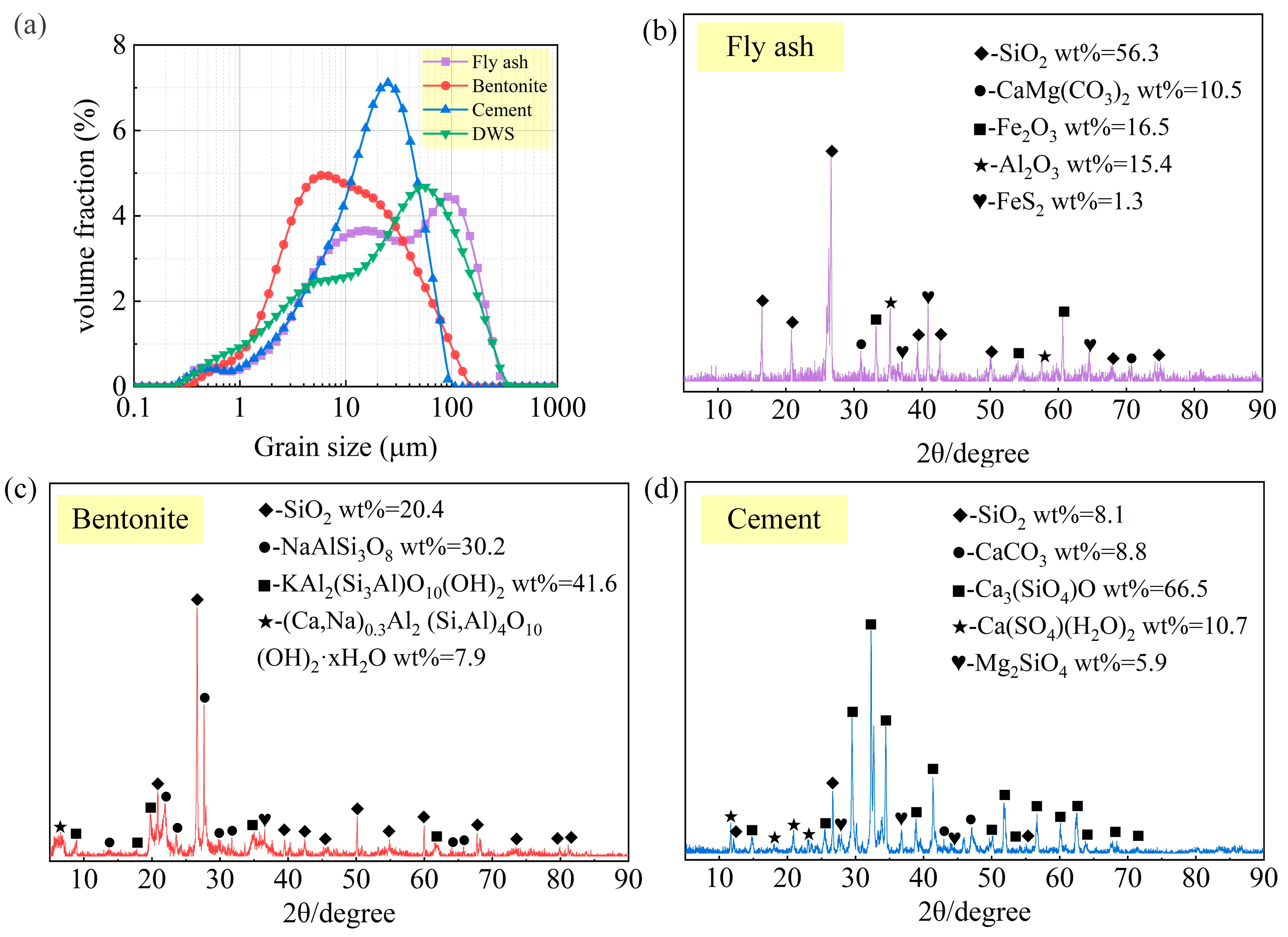
2.1. Raw Material
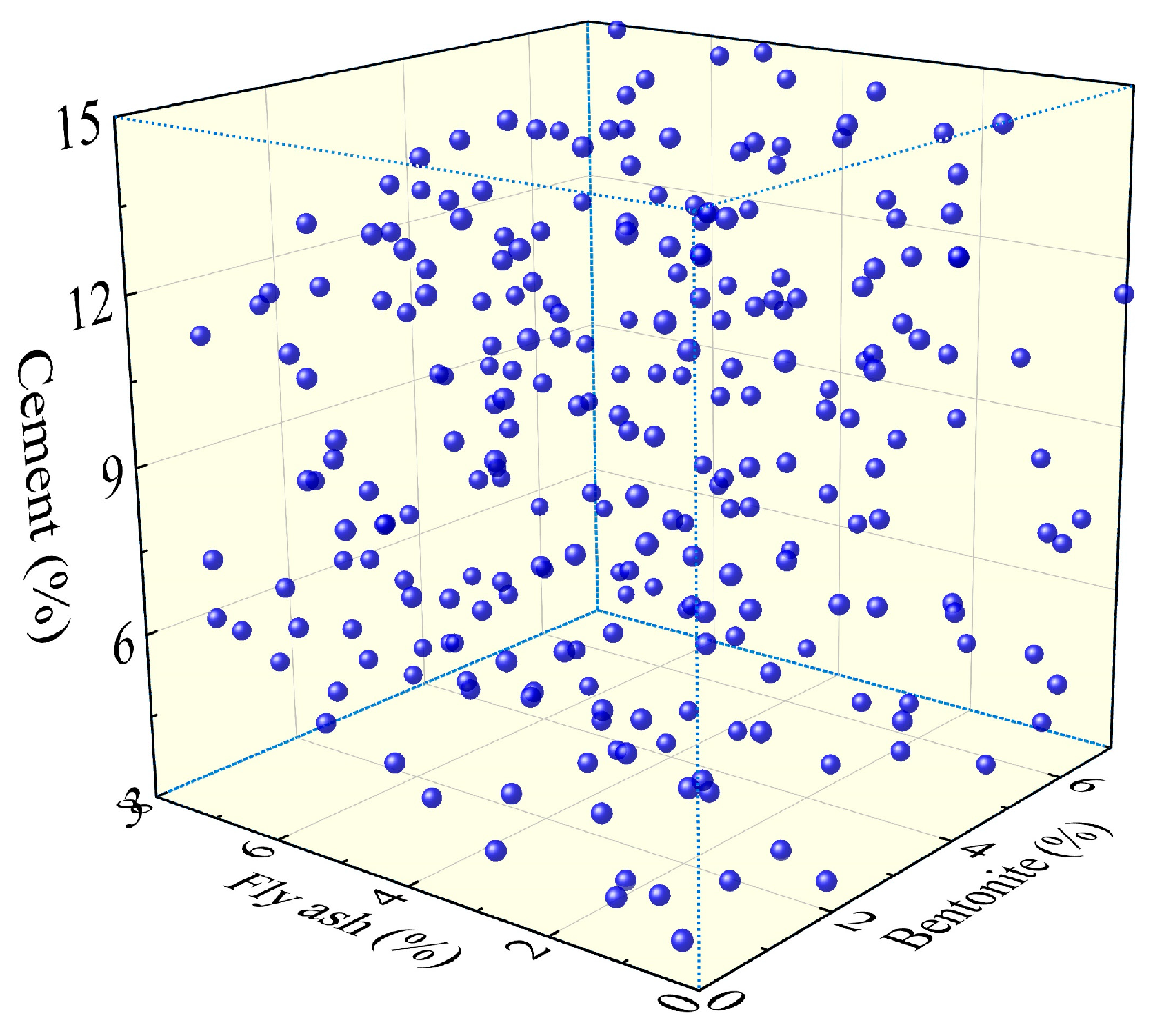
2.2. Orthogonal Experimental Design
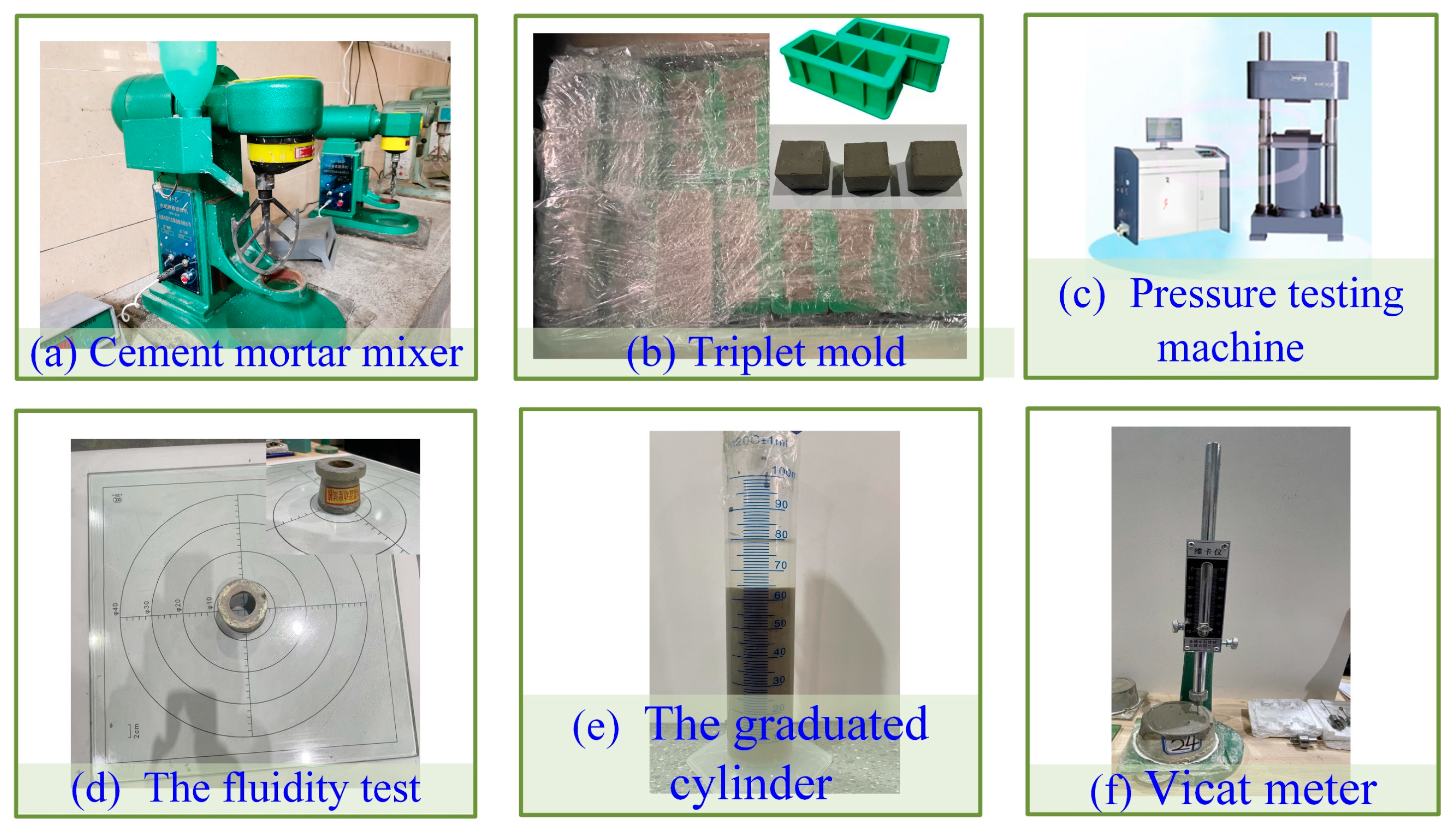
2.3. Specimen Preparation and Testing Methods
3. Analysis of Orthogonal Experiment Results
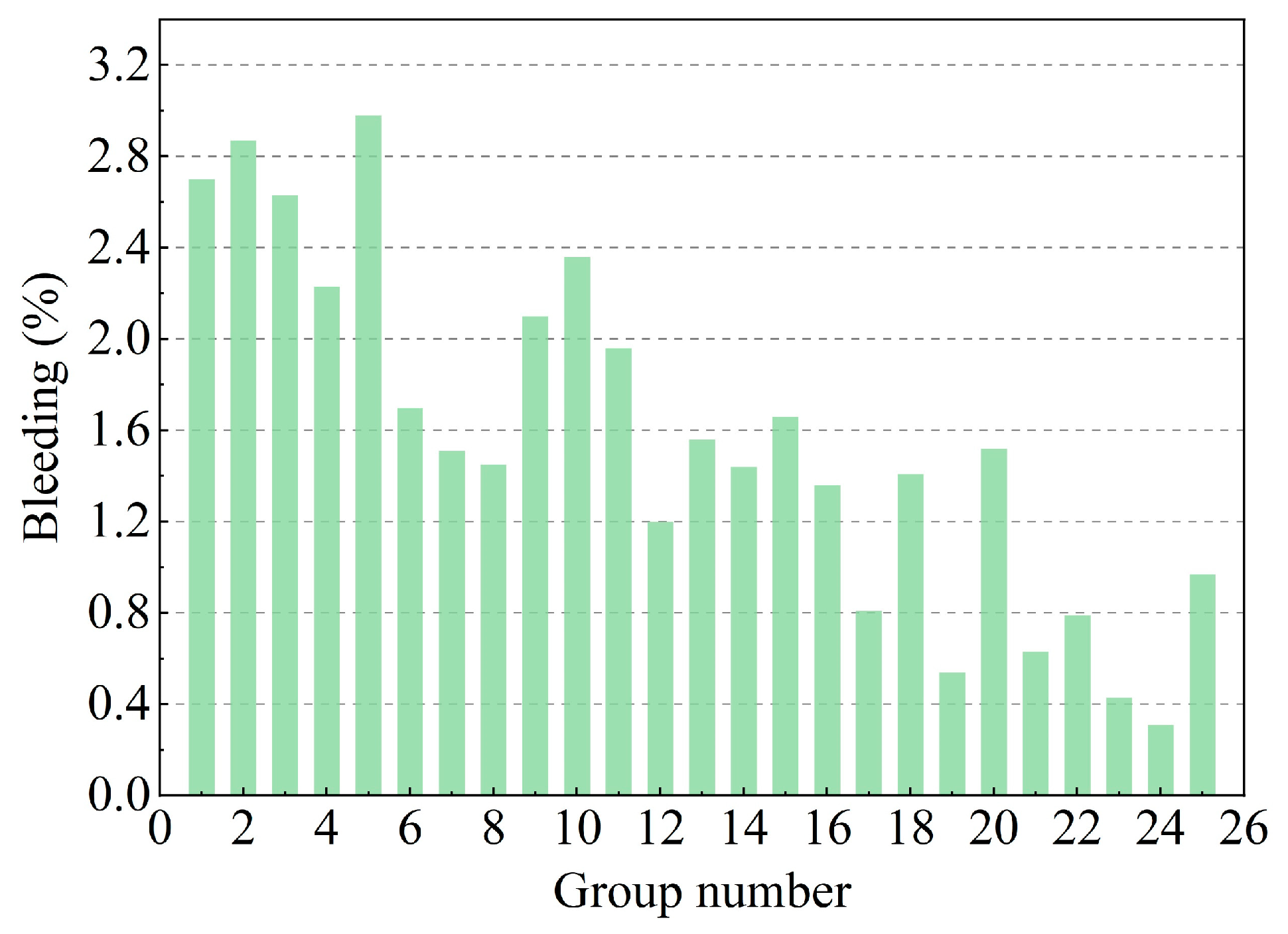
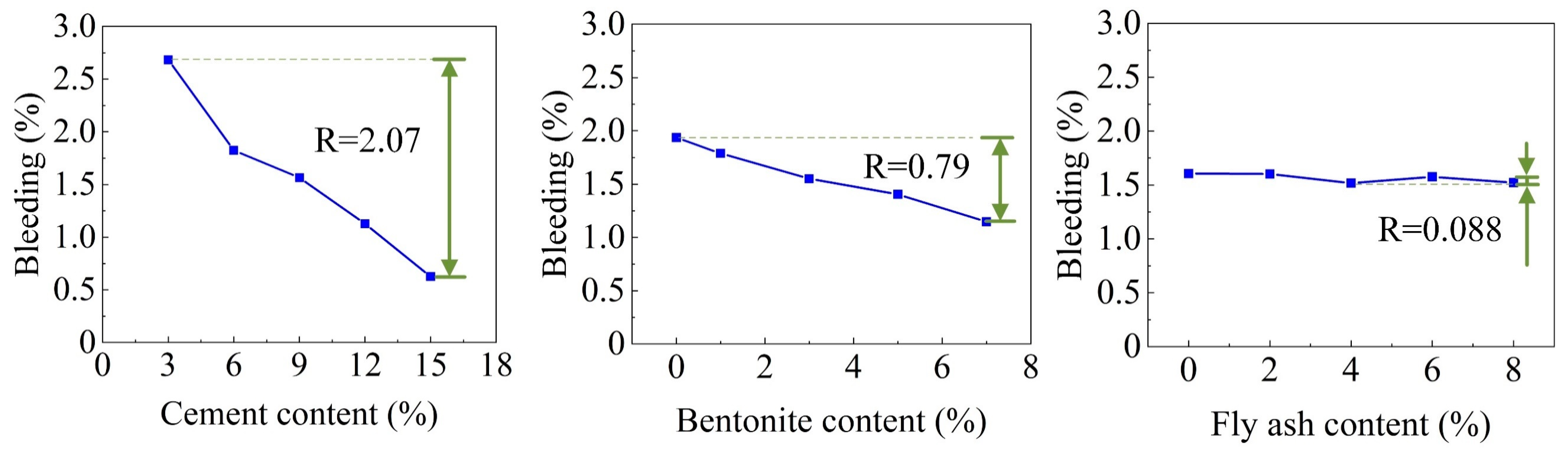
3.1. Bleeding Rate Analysis (BL)
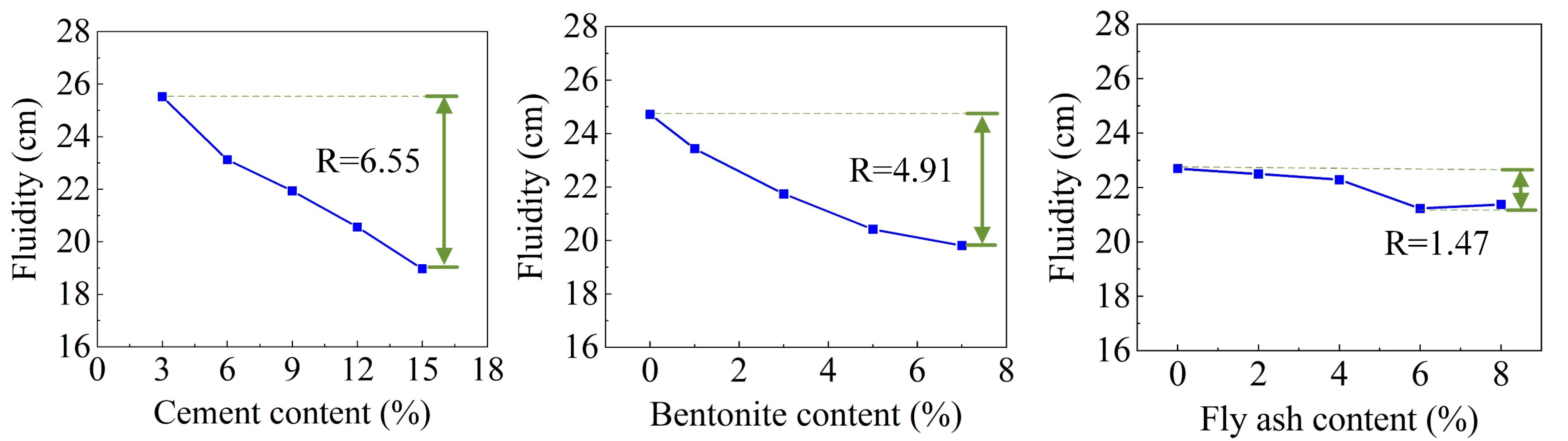
3.2. Fluidity Analysis (FL)
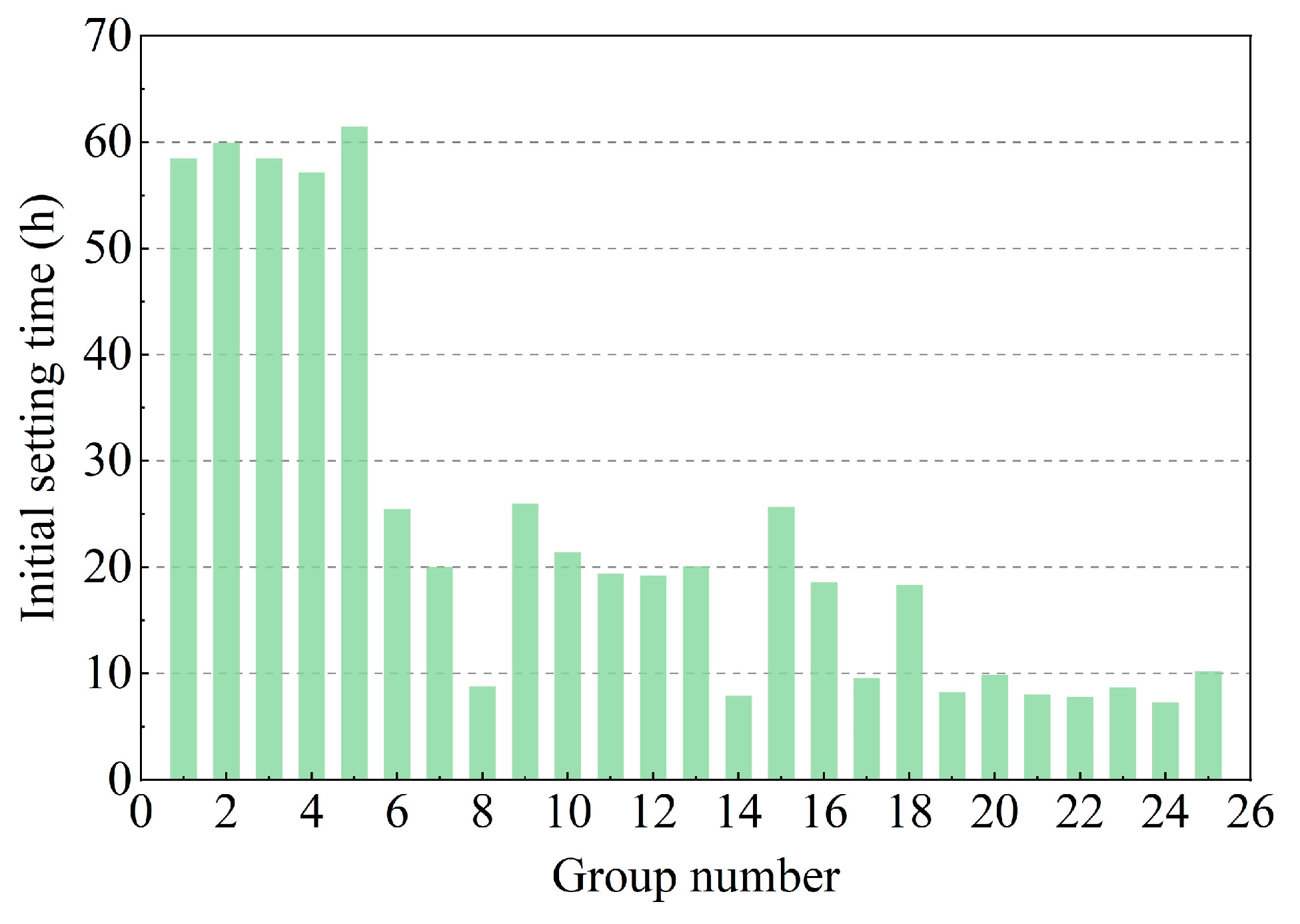
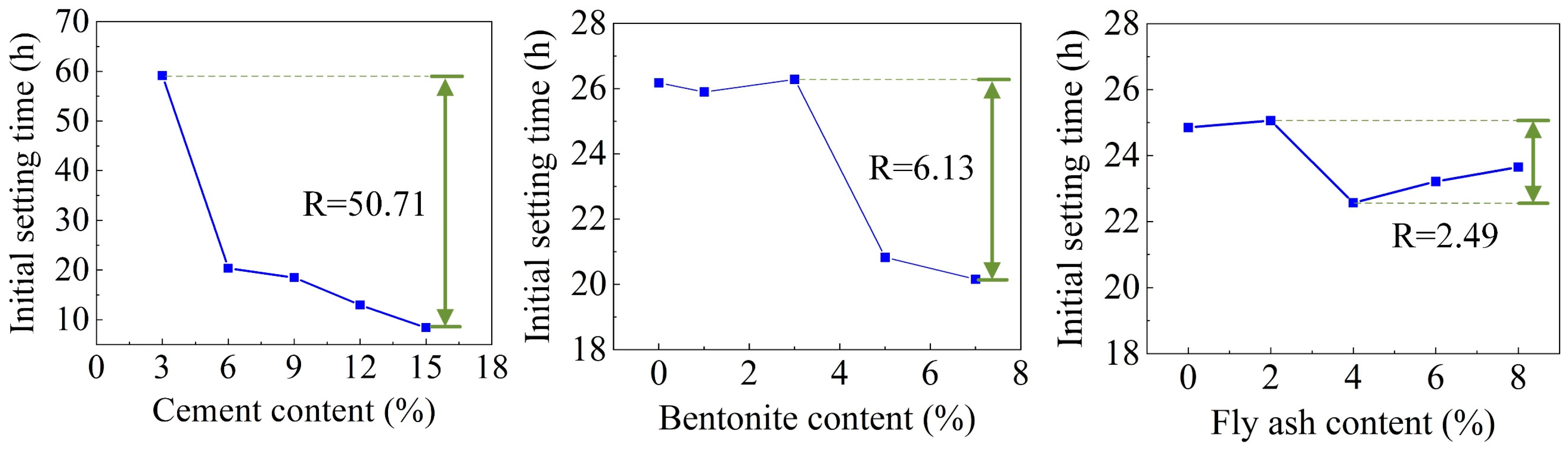
3.3. Initial Setting Time Analysis (IST)
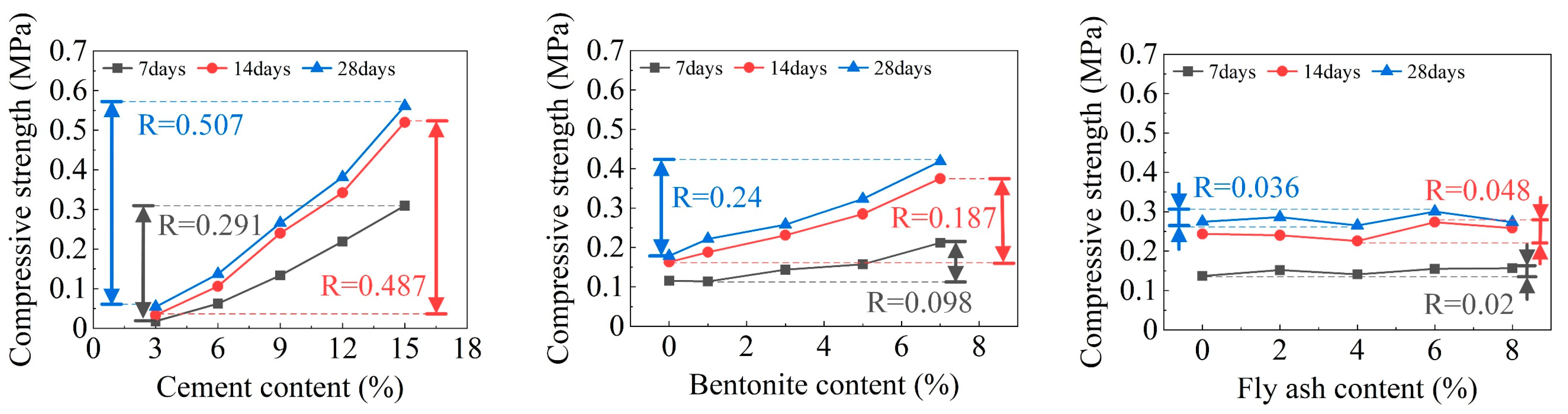
3.4. Compressive Strength Analysis (CS)
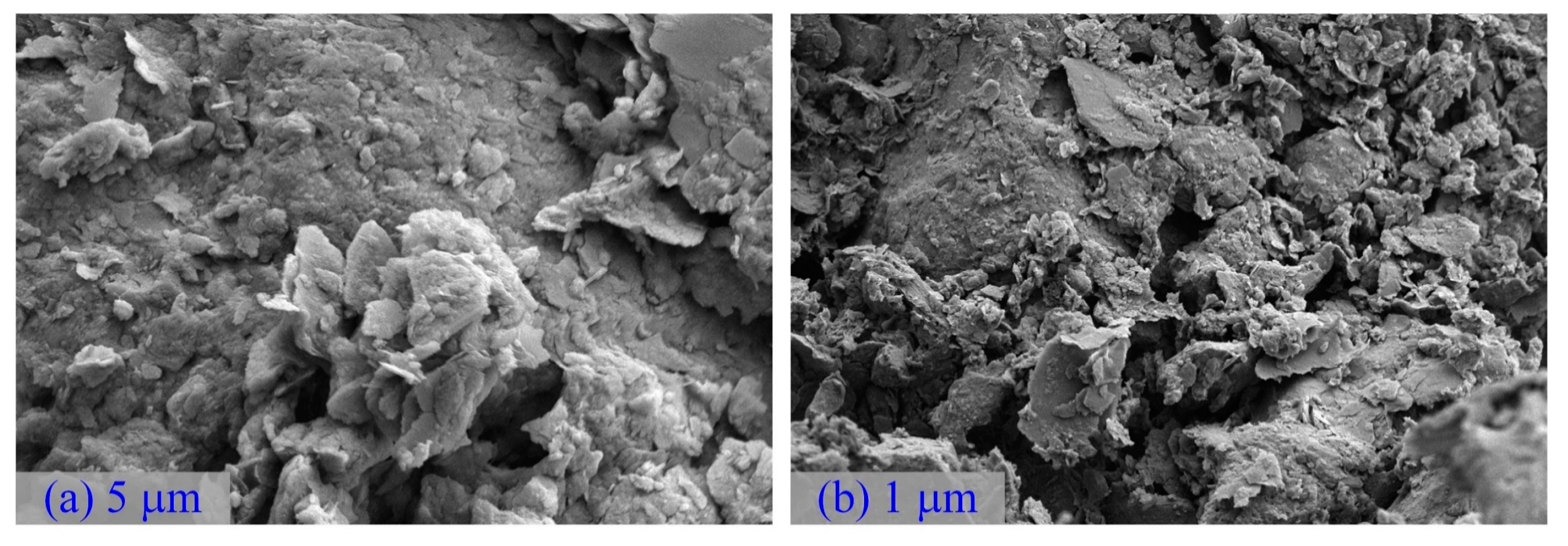
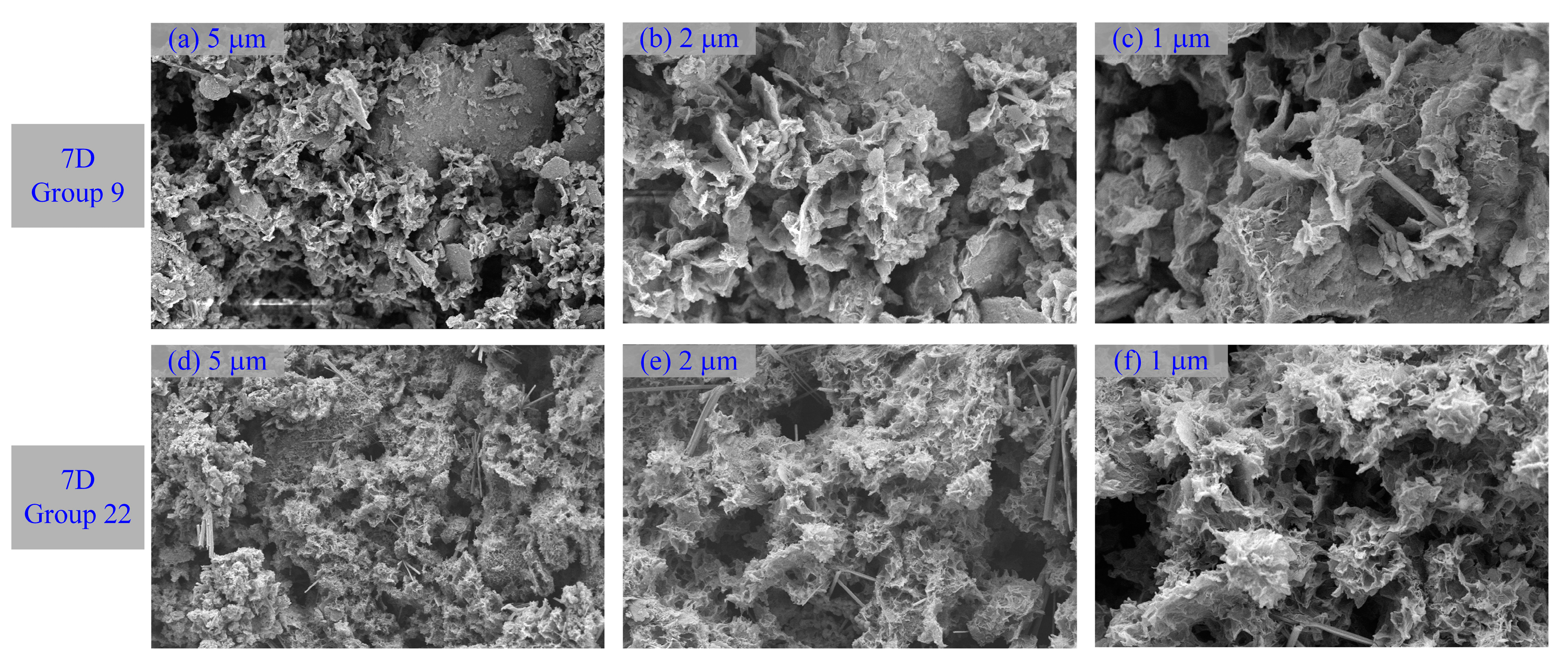
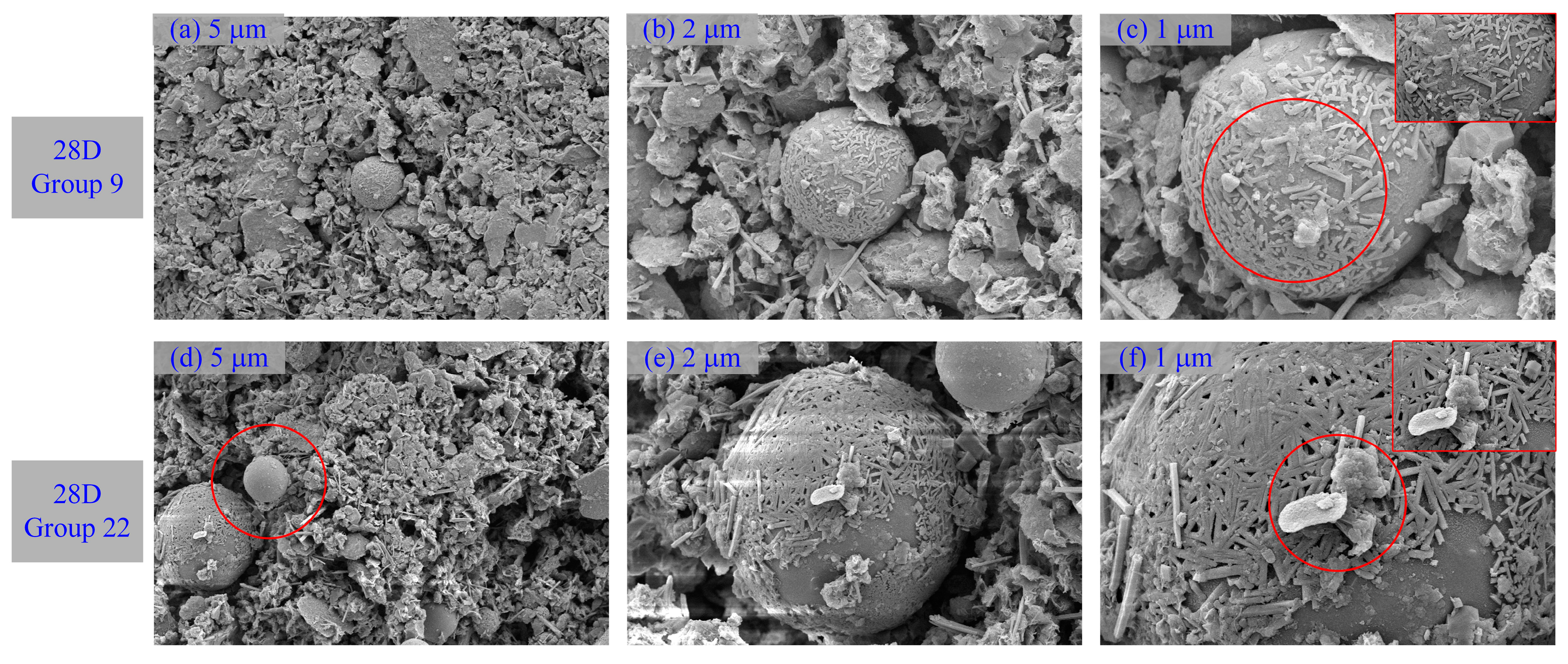
3.5. Microstructure Characterization Analysis
4. Experimental Regression Analysis
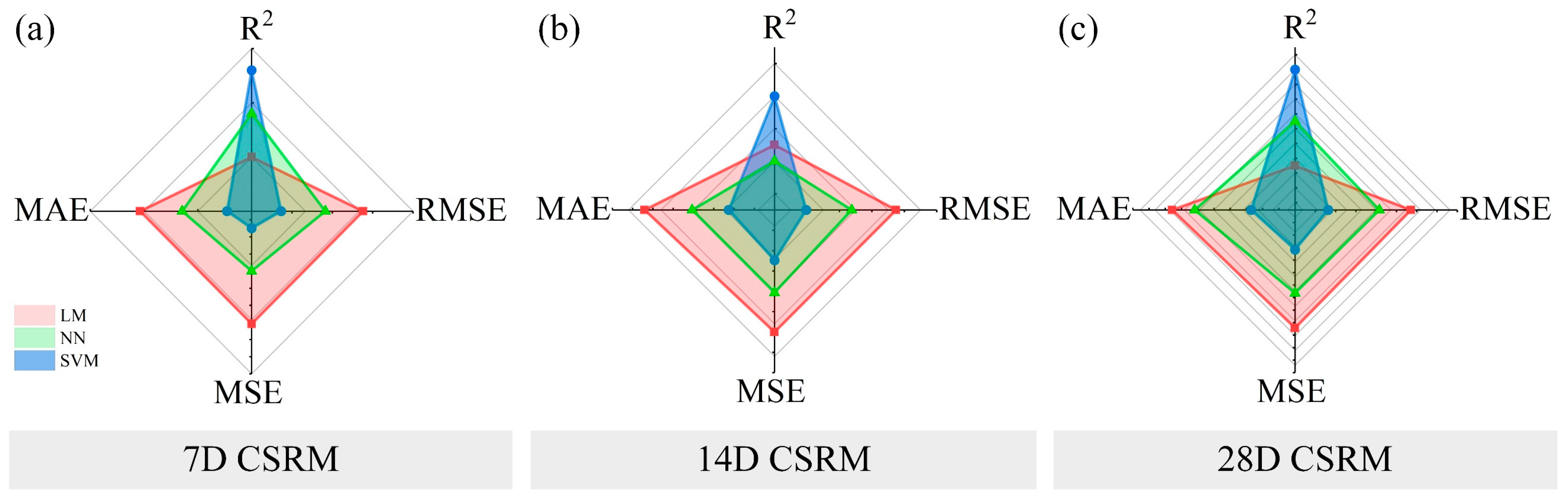
4.1. Regression Models
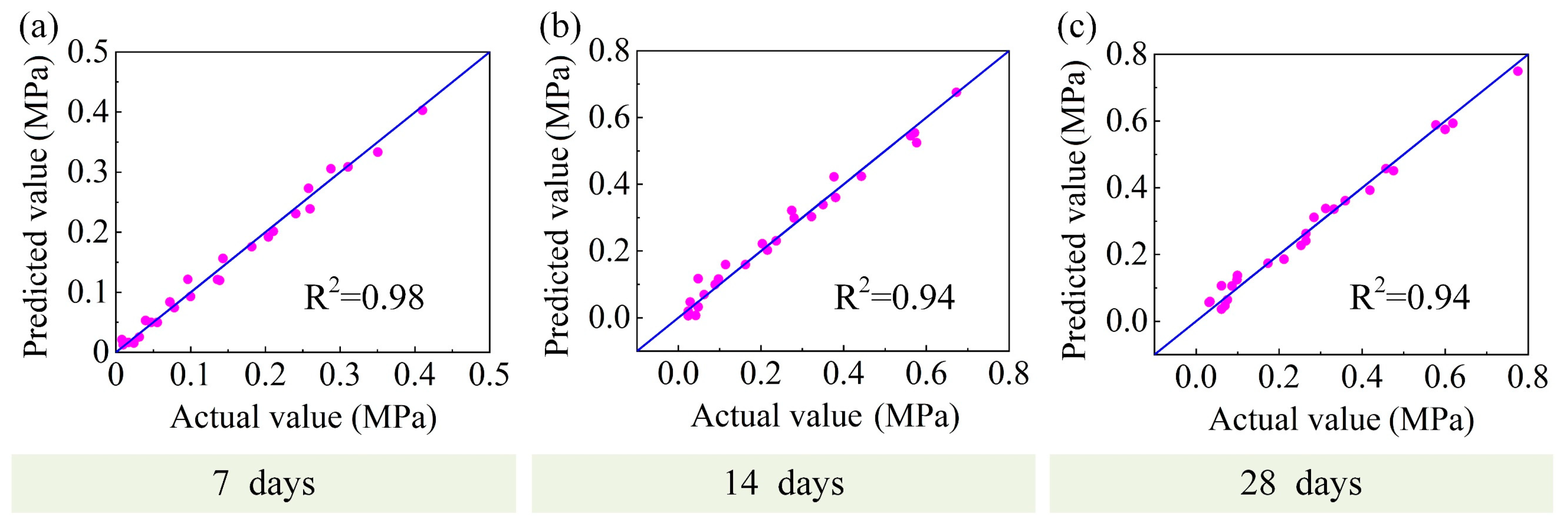
4.2. Regression Analysis
5. Optimization
6. Conclusions
- (1)
- DWS is a material with high fluidity. Its high bleeding rate indicates poor stability. The microscopic two-dimensional flake structure provides a higher specific surface area.
- (2)
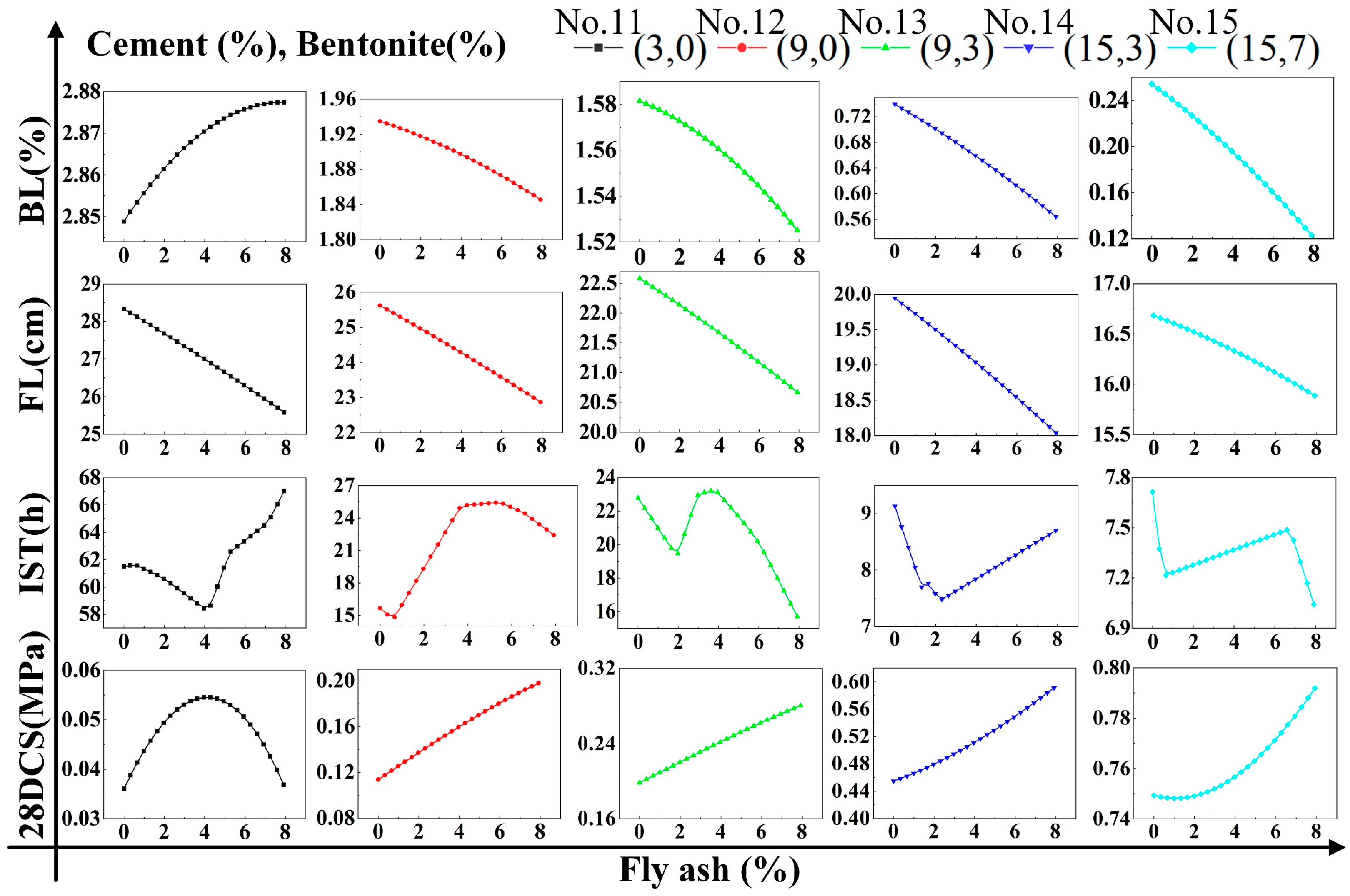
- CE had a significant influence on the properties of the DWS, while BE and FA played important auxiliary roles. High CE, BE, and FA contents could increase the CS and decrease the BI, FL, and IST of the DWS-GM.
- (3)
- The optimal formulation of the DWS-GM treatment recommends a CE content of 0.056, a BE content of 0.069, and no added fly ash under the objective constraints of the design.
- (4)
- The optimal material ratio and performance of the DWS-GM applied to RCG was obtained with a fluidity of 21.87 cm, a bleeding rate of 1.61%, an initial setting time of 27.05 h, and a 28-day compressive strength of 0.22 MPa.
- (5)
- The reused DWS not only reduces project costs but also promotes sustainable and clean raw materials. The application of multifunctional materials, such as high-strength and retarded materials based on DWS, will be further developed.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Zheng, G. Method and application of deformation control of excavations in soft ground. Chin. J. Geotech. Eng. 2022, 44, 1–36. [Google Scholar]
- Zheng, G.; Diao, Y. Environmental impact of ground deformation caused by underground construction in China. Jpn. Geotech. Soc. Spec. Publ. 2016, 2, 10–24. [Google Scholar] [CrossRef]
- Diao, Y.; Li, G.; Zheng, G. Single-Point Capsule Grouting Device for Controlling Soil Deformation. CN208235526U, 14 December 2018. [Google Scholar]
- Diao, Y.; Jia, Z.; Zheng, G. Multiple Grouting Device and Method for Controlling Soil Deformation. CN108396746A, 14 August 2018. [Google Scholar]
- Diao, Y.; Jiao, C.; Zheng, G. An Integrated Measurement and Control Soil Deformation Dynamic Control System Based on Composite Capsule. CN114136267A, 4 March 2022. [Google Scholar]
- Zheng, G.; Su, Y.; Diao, Y.; Zhao, Y.; Chen, H.; Huang, J. Field measurements and analysis of real-time capsule grouting to protect existing tunnel adjacent to excavation. Tunn. Undergr. Space Technol. 2022, 122, 104350. [Google Scholar] [CrossRef]
- Zheng, G.; Huang, J.; Diao, Y.; Ma, A.; Su, Y.; Chen, H. Formulation and performance of slow-setting cement-based grouting paste (SCGP) for capsule grouting technology using orthogonal test. Constr. Build. Mater. 2021, 302, 124204. [Google Scholar] [CrossRef]
- Zheng, G.; Huang, J.; Diao, Y.; Ma, A.; Su, Y.; Jiao, C.; Chen, H. Experimental study on preparation and optimization of high-performance cement grouts mixed with chemical additives for capsule grouting technology. J. Mater. Res. Technol. 2022, 17, 1469–1484. [Google Scholar] [CrossRef]
- Steliga, T.; Uliasz, M.; Jakubowicz, P. Ochrona środowiska. Ochrona środowiska podczas udostępniania i eksploatacji gazu ziemnego z formacji łupkowych. Pr. Nauk. Inst. Naft. Gazu 2012, 183, 273–296. [Google Scholar]
- Steliga, T.; Uliasz, M. Spent drilling muds management and natural environment protection. Gospod. Surowcami Miner. 2014, 30, 135–156. [Google Scholar] [CrossRef]
- Zhang, R.J.; Dong, C.Q.; Lu, Z.; Pu, H.F. Strength characteristics of hydraulically dredged mud slurry treated by flocculation-solidification combined method. Constr. Build. Mater. 2019, 228, 116742. [Google Scholar] [CrossRef]
- Movilla-Quesada, D.; Vega-Zamanillo, Á.; Castro-Fresno, D.; Calzada-Pérez, M.A.; Raposeiras, A.C. Sustainability in construction works: Reuse of sludge from tunnel boring in lime mortars. Appl. Clay Sci. 2015, 114, 402–406. [Google Scholar] [CrossRef]
- Dong, Y.; Zhou, M.; Liang, A.; You, Y.; Wang, Z.; Hou, H. Synthesis and Characterization of the Blast Furnace Cinder–Based Geopolymer-Solidified Pile Mud. J. Test. Eval. 2019, 48, 3281–3299. [Google Scholar] [CrossRef]
- Wang, Q.; Xu, H.; Ge, D.; Wu, L.; Cai, G. Study on Mechanical Properties and Microstructure of Fly-Ash-Based Geopolymer Solidified Waste Mud; Research Square: Durham, NC, USA, 2022. [Google Scholar]
- Xu, H.; Wang, Q.; Zhou, W.; Li, M.; Cai, G. Study on Compressive Strength and Microstructure of Slag–Calcium Carbide Residue Solidified Mud Under Wetting–Drying Cycles. Arab. J. Sci. Eng. 2022, 1–10. [Google Scholar] [CrossRef]
- Lucena, L.C.D.F.L.; Juca, J.F.T.; Soares, J.B.; Marinho Filho, P.G.T. Use of wastewater sludge for base and subbase of road pavements. Transp. Res. Part D Transp. Environ. 2014, 33, 210–219. [Google Scholar] [CrossRef]
- Gao, S.; Chen, Y.; Chen, L.; Cheng, X.; Chen, G. Experimental and field study on treatment waste mud by in situ solidification. In Proceedings of the Institution of Civil Engineers-Municipal Engineer; Thomas Telford Ltd.: London, UK, 2020; Volume 173, pp. 237–245. [Google Scholar]
- Jordán, M.M.; Almendro-Candel, M.B.; Romero, M.; Rincón, J.M. Application of sewage sludge in the manufacturing of ceramic tile bodies. Appl. Clay Sci. 2005, 30, 219–224. [Google Scholar] [CrossRef]
- Montero, M.A.; Jordán, M.M.; Hernández-Crespo, M.S.; Sanfeliu, T. The use of sewage sludge and marble residues in the manufacture of ceramic tile bodies. Appl. Clay Sci. 2009, 46, 404–408. [Google Scholar] [CrossRef]
- Qin, J.; Cui, C.; Cui, X.; Hussain, A.; Yang, C. Preparation and characterization of ceramsite from lime mud and coal fly ash. Constr. Build. Mater. 2015, 95, 10–17. [Google Scholar] [CrossRef]
- Zhang, C.; Chen, K.; Yang, J.; Fu, J.; Wang, S.; Xie, Y. Reuse of Discharged Soil from Slurry Shield Tunnel Construction as Synchronous Grouting Material. J. Constr. Eng. Manag. 2022, 148, 04021193. [Google Scholar] [CrossRef]
- Zhou, S.; Li, X.; Ji, C.; Xiao, J. Back-fill grout experimental test for discharged soils reuse of the large-diameter size slurry shield tunnel. KSCE J. Civ. Eng. 2017, 21, 725–733. [Google Scholar] [CrossRef]
- Xu, J.; Xiao, C.; Wu, H.N.; Kang, X. Reuse of Excavated clayey silt in cement–fly ash–bentonite hybrid back-fill grouting during shield tunneling. Sustainability 2020, 12, 1017. [Google Scholar] [CrossRef]
- Cui, W.; Dong, L.; Hui, F.; Guo, J. Development and experimental study on environmental slurry for slurry shield tunneling. Constr. Build. Mater. 2019, 216, 416–423. [Google Scholar] [CrossRef]
- Xu, Z.; Feng, X.; Chen, Z.; Li, S.; Liu, C. Conversion of the waste drilling mud to renewable grouting materials in deep shaft sinking. Constr. Build. Mater. 2023, 364, 129851. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, L.; Li, A. Hydrothermal treatment coupled with mechanical expression at increased temperature for excess sludge dewatering: Influence of operating conditions and the process energetics. Water Res. 2014, 65, 85–97. [Google Scholar] [CrossRef]
- Wang, W.; Luo, Y.; Qiao, W. Possible solutions for sludge dewatering in China. Front. Environ. Sci. Eng. China 2010, 4, 102–107. [Google Scholar] [CrossRef]
- Liu, J.; Lei, H.; Zheng, G.; Zhou, H.; Zhang, X. Laboratory model study of newly deposited dredger fills using improved multiple-vacuum preloading technique. J. Rock Mech. Geotech. Eng. 2017, 9, 924–935. [Google Scholar] [CrossRef]
- Zhou, Y.; Cai, Y.; Yuan, G.; Wang, J.; Fu, H.; Hu, X.; Geng, X.; Li, M.; Liu, J.; Jin, H. Effect of tamping interval on consolidation of dredged slurry using vacuum preloading combined with dynamic consolidation. Acta Geotech. 2021, 16, 859–871. [Google Scholar] [CrossRef]
- Wang, J.; Cai, Y.; Liu, F.Y.; Li, Z.; Yuan, G.H.; Du, Y.G.; Hu, X.Q. Effect of a vacuum gradient on the consolidation of dredged slurry by vacuum preloading. Can. Geotech. J. 2021, 58, 1036–1044. [Google Scholar] [CrossRef]
- Duan, H.; Jiang, Z.; Zhu, S.; Yao, P.; Sun, Q. New composite grouting materials: Modified urea–formaldehyde resin with cement. Int. J. Min. Sci. Technol. 2012, 22, 195–200. [Google Scholar] [CrossRef]
- Pei, J.; Cai, J.; Zou, D.; Zhang, J.; Li, R.; Chen, X.; Jin, L. Design and performance validation of high-performance cement paste as a grouting material for semi-flexible pavement. Constr. Build. Mater. 2016, 126, 206–217. [Google Scholar] [CrossRef]
- GB/T8077-2012; Methods for Testing Uniformity of Concrete Admixture. Ministry of Construction: Beijing, China, 2013.
- Raja, M.N.A.; Shukla, S.K. Multivariate adaptive regression splines model for reinforced soil foundations. Geosynth. Int. 2021, 28, 368–390. [Google Scholar] [CrossRef]
- Das, G.; Burman, A.; Bardhan, A.; Kumar, S.; Choudhary, S.S.; Samui, P. Risk estimation of soil slope stability problems. Arab. J. Geosci. 2022, 15, 204. [Google Scholar] [CrossRef]
- Hu, W.; Enying, L.; Yao, L.G. Optimization of drawbead design in sheet metal forming based on intelligent sampling by using response surface methodology. J. Mater. Process. Technol. 2008, 206, 45–55. [Google Scholar] [CrossRef]
- Huang, F.; Gu, J.; Xu, J. The optimum method on injection molding condition based on RBF network and ant colony algorithm. In Proceedings of the First ACM/SIGEVO Summit on Genetic and Evolutionary Computation, Shanghai, China, 12–14 June 2009; pp. 835–838. [Google Scholar]
- Schittkowski, K. NLPQLP: A Fortran Implementation of a Sequential Quadratic Programming Algorithm with Distributed and Non-Monotone Line Search. 2014. Available online: http://www.klaus-schittkows (accessed on 12 January 2023).








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Values |
|---|---|
| Wet density (g/cm3) | 1.45 |
| Water content (%) | 55.27 |
| Fluidity (cm) | 31.2 |
| Bleeding rate (%) | 26.74 |
| Chemical Composition | SiO2 | Al2O3 | CaO | MgO | Fe2O3 | Na2O | K2O | P2O5 | SO3 | Others | LOI | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Content | Cement (CE) | 24.99 | 8.26 | 51.42 | 3.71 | 4.03 | / | / | / | 2.51 | 1.77 | 3.31 |
| (wt%) | Bentonite (BE) | 69.32 | 14.27 | 1.99 | 2.69 | 1.84 | 1.58 | 1.04 | 0.04 | / | 0.56 | 5.67 |
| Fly ash (FA) | 55.71 | 32.79 | 2.656 | 0.235 | 4.429 | / | 1.541 | / | 0.65 | 0.479 | 1.51 | |
| Factor Levels | Cement (CE) (%) | Bentonite (BE) (%) | Fly Ash (FA) (%) |
|---|---|---|---|
| 1 | 3 | 0 | 0 |
| 2 | 6 | 1 | 2 |
| 3 | 9 | 3 | 4 |
| 4 | 12 | 5 | 6 |
| 5 | 15 | 7 | 8 |
| Factors | Variable | Type | Value Range |
|---|---|---|---|
| Cement | Continuous | ||
| Bentonite | Continuous | ||
| Fly ash | Continuous | ||
| Cement | Continuous | ||
| Bentonite | Continuous |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiao, C.; Diao, Y.; Zheng, G.; Liu, Y.; Huang, J.; Zhang, Y.; Zhao, L. Reuse of Drilling Waste Slurry as the Grouting Material for the Real-Time Capsule Grouting Technique. Materials 2023, 16, 1540. https://doi.org/10.3390/ma16041540
Jiao C, Diao Y, Zheng G, Liu Y, Huang J, Zhang Y, Zhao L. Reuse of Drilling Waste Slurry as the Grouting Material for the Real-Time Capsule Grouting Technique. Materials. 2023; 16(4):1540. https://doi.org/10.3390/ma16041540
Chicago/Turabian StyleJiao, Chenlei, Yu Diao, Gang Zheng, Yongchao Liu, Jianyou Huang, Ying Zhang, and Lejun Zhao. 2023. "Reuse of Drilling Waste Slurry as the Grouting Material for the Real-Time Capsule Grouting Technique" Materials 16, no. 4: 1540. https://doi.org/10.3390/ma16041540