β Grain Size Inhomogeneity of Large Scale Ti-5Al-5V-5Mo-3Cr Alloy Bulk after Multi-Cycle and Multi-Axial Forging in α + β Field

Abstract
:1. Introduction
2. Materials and Methods
2.1. Melting and β-Field Forging
2.2. Ex Situ Investigation on Microstructure of the Billet before Forging in α + β Field
2.2.1. Necessity of Ex situ Investigation
2.2.2. The Source of Metallographic Samples
2.3. Multi-Cycle and Multi-Axial Forging in α + β Field
2.3.1. Forging Strategy
2.3.2. The Source of Metallographic Samples
2.4. Characterizing Grain Boundary of β Grain
2.5. Isothermal Compression Test
3. Results
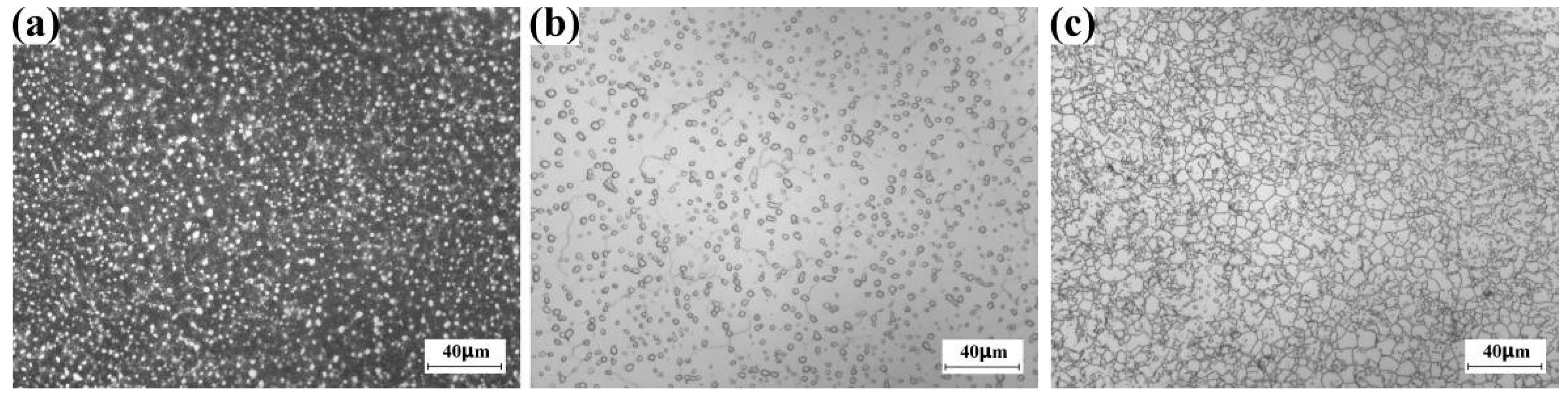
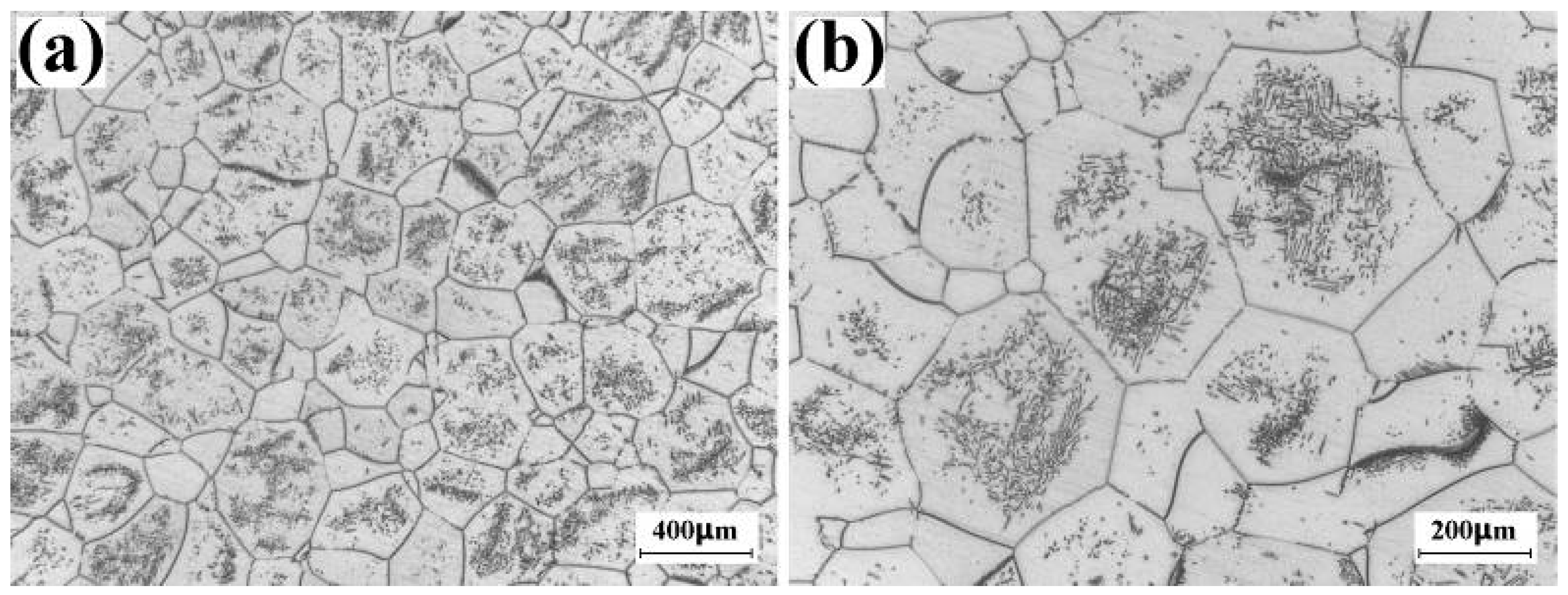
3.1. Microstructure of Ti-5553 Alloy Billet before Forging in α + β Field
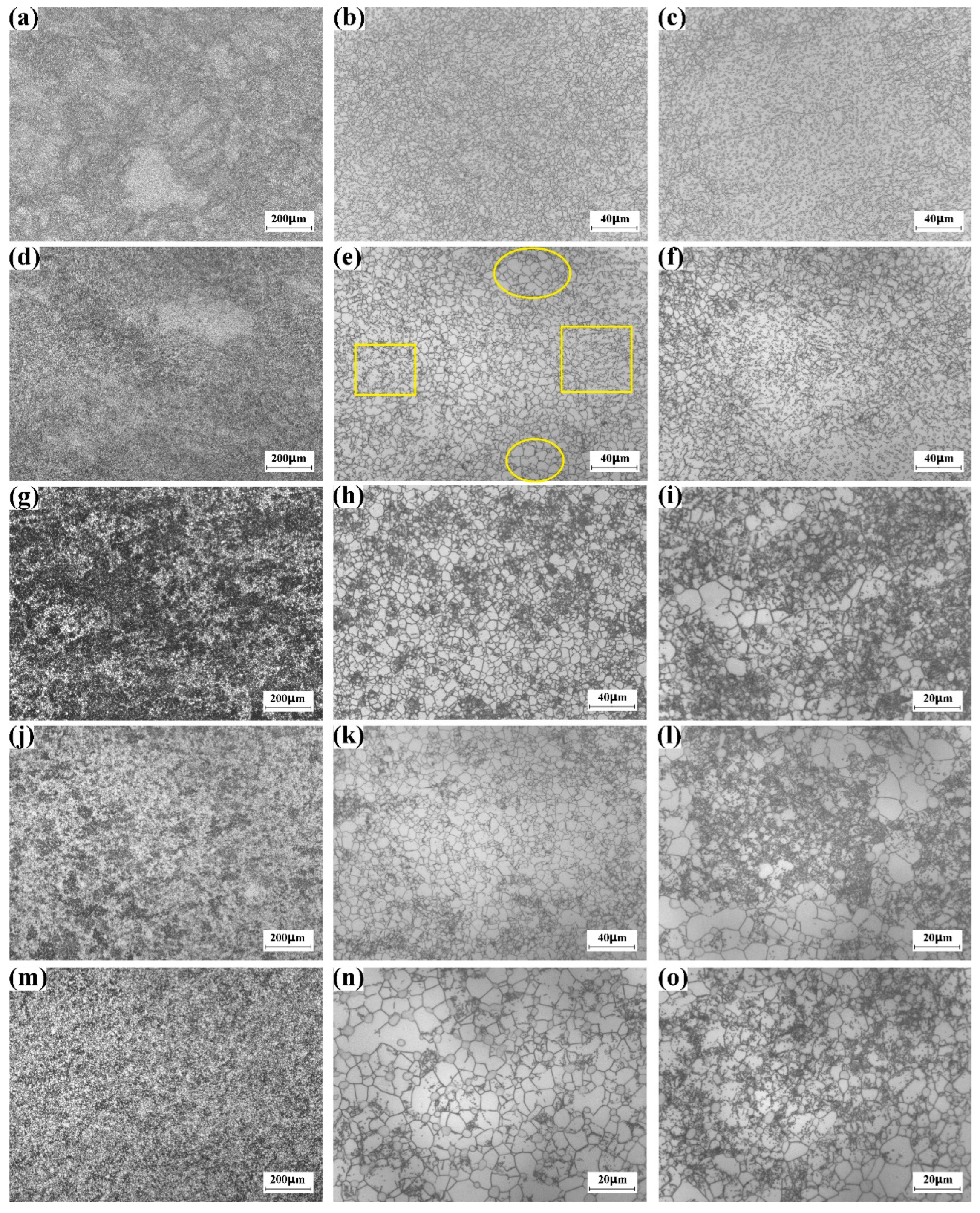
3.2. Gradual β-Grain Refinement during the 6th~44th Cycle α + β Forging
3.2.1. The 6th Cycle
3.2.2. The 14th Cycle
3.2.3. The 22nd Cycle
3.2.4. The 38nd Cycle
3.2.5. The 44th Cycle
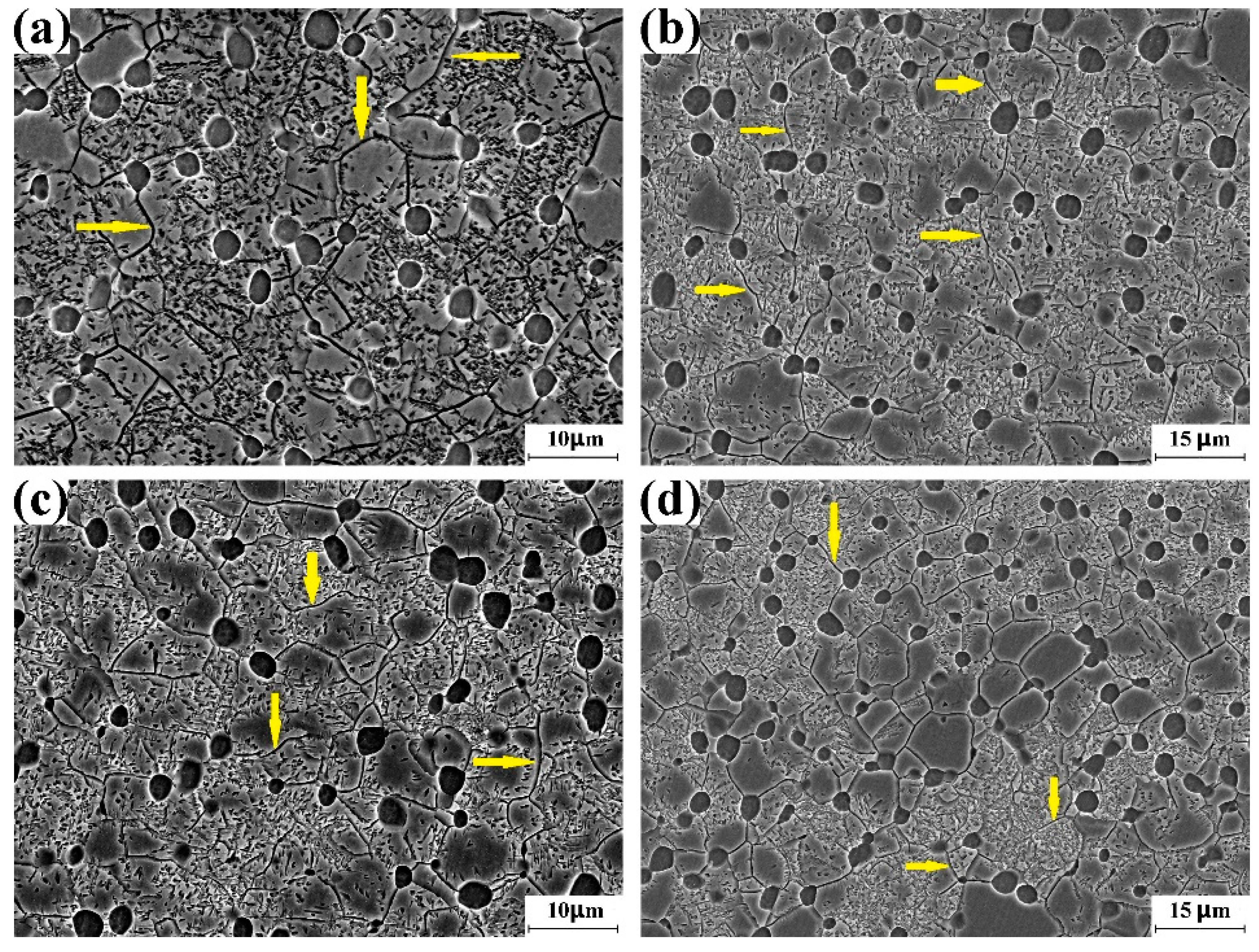
3.2.6. Microstructure of Incomplete Recrystallization Region
3.3. Eliminating the Incomplete Recrystallization Region
3.4. Abnormal β-Grain Growth during the 50th~62nd Cycle α + β Forging
3.4.1. The 50th Cycle
3.4.2. The 56th Cycle
3.4.3. The 62nd Cycle
3.5. Eliminating Coarse β Grain Caused by Abnormal Grain Growth
4. Discussion
4.1. Forging Temperature
4.2. Forging Ratio
4.3. Deformation Rate
5. Conclusions
- It is impossible to fabricate large-scale homogeneous Ti-5553 alloy billet with fine and equiaxial β grain by multi-cycle α + β forging with a high deformation rate.
- The inappropriate forging parameters, especially the deformation rate, might lead to the incomplete dynamic recrystallization of the β phase and abnormal grain growth of β phase during the multi-cycle and multi-axial forging of the large-scale Ti-5553 alloy billet.
- After performing the solution treatment at 785 °C and the 5 min ageing treatment at 785 °C, the β grain size and β grain shape of Ti-5553 alloy forging billet could be characterized by an optical microscope.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Lutjering, G.; Williams, J.C. Titanium; Springer: Berlin/Heidelberg, Germany, 2007. [Google Scholar]
- Qin, D.Y.; Zhao, F.; Li, Y.L. The conflicts between strength and ductility of bimodal Ti-5553 alloy with fine equiaxial prior β grains. Mater. Sci. Eng. A 2022, 841, 143047. [Google Scholar] [CrossRef]
- Qin, D.Y.; Li, Y.L.; Zhang, S.Y.; Zhou, L. On the tensile embrittlement of lamellar Ti-5Al-5V-5Mo-3Cr alloy. J. Alloys Compd. 2016, 663, 581–593. [Google Scholar] [CrossRef]
- Qin, D.Y.; Guo, D.Z.; Zheng, L.; Li, Y. Dynamic recrystallization of Ti-5553 alloy during sub-transus thermomechanical pro-cessing: Mechanisms and its role in formation of a bi-modal structure. J. Alloys Compd. 2018, 769, 725–731. [Google Scholar] [CrossRef]
- Qin, D.Y.; Lu, Y.F.; Guo, D.Z.; Zheng, L.; Liu, Q.; Zhou, L. On preparation of bimodal Ti-5Al-5V-5Mo-3Cr-0.4Si (Ti-5553s) alloy: α+β forging and heat treatment. Mater. Sci. Eng. A 2014, 609, 42–52. [Google Scholar] [CrossRef]
- Zhao, Q.; Sun, Q.; Xin, S.; Chen, Y.; Wu, C.; Wang, H.; Xu, J.; Wan, M.; Zeng, W.; Zhao, Y. High-strength titanium alloys for aerospace engineering applications: A review on melting-forging process. Mater. Sci. Eng. A 2022, 845, 143260. [Google Scholar] [CrossRef]
- Campo, K.; Andrade, D.; Opini, V.; Mello, M.; Lopes, E.; Caram, R. On the hardenability of Nb-modified metastable beta Ti-5553 alloy. J. Alloys Compd. 2016, 667, 211–218. [Google Scholar] [CrossRef]
- Jones, N.G.; Dashwood, R.J.; Dye, D.; Jackson, M. Thermomechanical processing of Ti-5Al-5Mo-5V-3Cr. Mater. Sci. Eng. A 2008, 490, 369–377. [Google Scholar] [CrossRef]
- Qin, D.Y.; Liu, H.F.; Li, Y.L. Making high-strength bimodal Ti-5Al-5V-5Mo-3Cr alloy more ductile by grain-boundary shearing. Mater. Sci. Eng. A 2023, 867, 144697. [Google Scholar] [CrossRef]
- Sen, M.; Suman, S.; Mukherjee, S.; Banerjee, T.; Sivaprasad, S.; Tarafder, S.; Bhattacharjee, A.; Kar, S.K. Low cycle fatigue behavior and deformation mechanism of different microstructures in Ti-5Al-5Mo-5V-3Cr alloy. Int. J. Fatigue 2021, 148, 106238. [Google Scholar] [CrossRef]
- Liu, Z.D.; Du, Z.X.; Jiang, H.Y. Controlling the microstructure and fracture toughness of the Ti-5Al-5Mo-5V-1Cr-1Fe alloy by multiple heat treatments. J. Mater. Res. Technol. 2022, 17, 2528–2539. [Google Scholar] [CrossRef]
- Warchomicka, F.; Poletti, C.; Stockinger, M. Study of the hot deformation behaviour in Ti-5Al-5Mo-5V-3Cr-1Zr. Mater. Sci. Eng. A 2011, 528, 8277–8285. [Google Scholar] [CrossRef]
- Zhao, J.Q.; Guo, H.S.; Luo, T.T.; Zhang, C.; Luo, J. Microstructure evolution and grain refinement mechanism of finegrained Mg-Gd-Y-Zn-Zr alloy during multi-directional forging. J. Alloys Compd. 2022, 928, 176199. [Google Scholar] [CrossRef]
- Weiss, I.; Semiatin, S.L. Thermomechanical processing of beta titanium alloys-an overview. Mater. Sci. Eng. A 1998, 243, 46–65. [Google Scholar] [CrossRef]
- Yu, Y.; Yan, H.; Chen, J.; Xia, W.; Su, B.; Ding, T.; Li, Z.; Song, M. Flow behavior and dynamic transformation of bimodal TC17 titanium alloy during high strain rate hot compression. J. Alloys Compd. 2022, 912, 165260. [Google Scholar] [CrossRef]
- Li, K.; Yang, P. Strain-induced α-to-β phase transformation during hot compression in Ti-5Al-5Mo-5V-1Cr-1Fe alloy. Trans. Nonferr. Met. Soc. China 2019, 29, 296–304. [Google Scholar] [CrossRef]
- Wang, Q.; Yang, C.; Wu, J.; Gao, B.; He, Z.; Wang, K. Phase transformation behavior of Ti-1023 under static heat treatment and dynamic thermo-mechanical coupling. Mater. Charact. 2022, 192, 112248. [Google Scholar] [CrossRef]
- Li, C.M.; Huang, L.; Zhao, M.J.; Guo, S.; Su, Y.; Li, J. Systematic analysis of the softening mechanism and texture evolution of Ti-6Cr-5Mo-5V-4Al alloy during hot compression in α+β phase region. Mater. Sci. Eng. A 2022, 850, 143571. [Google Scholar] [CrossRef]
- Callegari, B.; Oliveira, J.; Coelho, R.; Brito, P.; Schell, N.; Soldera, F.; Mücklich, F.; Sadik, M.; García, J.; Pinto, H. New insights into the microstructural evolution of Ti-5Al-5Mo-5V-3Cr alloy during hot working. Mater. Charact. 2020, 162, 110180. [Google Scholar] [CrossRef]
- Qin, D.-Y.; Miao, Y.-G.; Li, Y.-L. Formation of adiabatic shearing band for high-strength Ti-5553 alloy: A dramatic thermoplastic microstructural evolution. Def. Technol. 2022, 18, 2045–2051. [Google Scholar] [CrossRef]
- MacLeod, S.G.; Tegner, B.E.; Cynn, H.; Evans, W.J.; Proctor, J.E.; McMahon, M.I.; Ackland, G.J. Experimental and theoretical study of Ti-6Al-4V to 220 GPa. Phys. Rev. B 2012, 85, 224202. [Google Scholar] [CrossRef] [Green Version]
- Smith, D.; Joris, O.P.J.; Sankaran, A. On the high-pressure phase stability and elastic properties of β-titanium alloys. J. Phys. Condens. Matter 2017, 29, 155401. [Google Scholar] [CrossRef] [PubMed]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Microstructure | Average Grain Size (μm) | Yield Strength (MPa) | Tensile Elongation |
|---|---|---|---|
| β-annealed | 200 | 900–1500 [2,3] | 5–9% [2,3] |
| Bimodal | 20 | 900–1400 [2,3] | 12–20% [2,3] |
| Elements | Al | V | Mo | Cr | O | Ti |
|---|---|---|---|---|---|---|
| Mass Percent (wt. %) | 4.9 | 5.0 | 5.0 | 3.0 | 0.05 | Bal. |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Qin, D.; Liu, H.; Li, Y. β Grain Size Inhomogeneity of Large Scale Ti-5Al-5V-5Mo-3Cr Alloy Bulk after Multi-Cycle and Multi-Axial Forging in α + β Field. Materials 2023, 16, 1692. https://doi.org/10.3390/ma16041692
Qin D, Liu H, Li Y. β Grain Size Inhomogeneity of Large Scale Ti-5Al-5V-5Mo-3Cr Alloy Bulk after Multi-Cycle and Multi-Axial Forging in α + β Field. Materials. 2023; 16(4):1692. https://doi.org/10.3390/ma16041692
Chicago/Turabian StyleQin, Dongyang, Huifang Liu, and Yulong Li. 2023. "β Grain Size Inhomogeneity of Large Scale Ti-5Al-5V-5Mo-3Cr Alloy Bulk after Multi-Cycle and Multi-Axial Forging in α + β Field" Materials 16, no. 4: 1692. https://doi.org/10.3390/ma16041692