

Effect of Grain Size on the Tribological Behavior of CoCrFeMnNi High Entropy Alloy
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Materials
2.2. Sliding Fiction Test
2.3. Microstructure Characterization of the Friction Sample
3. Results and Discussion
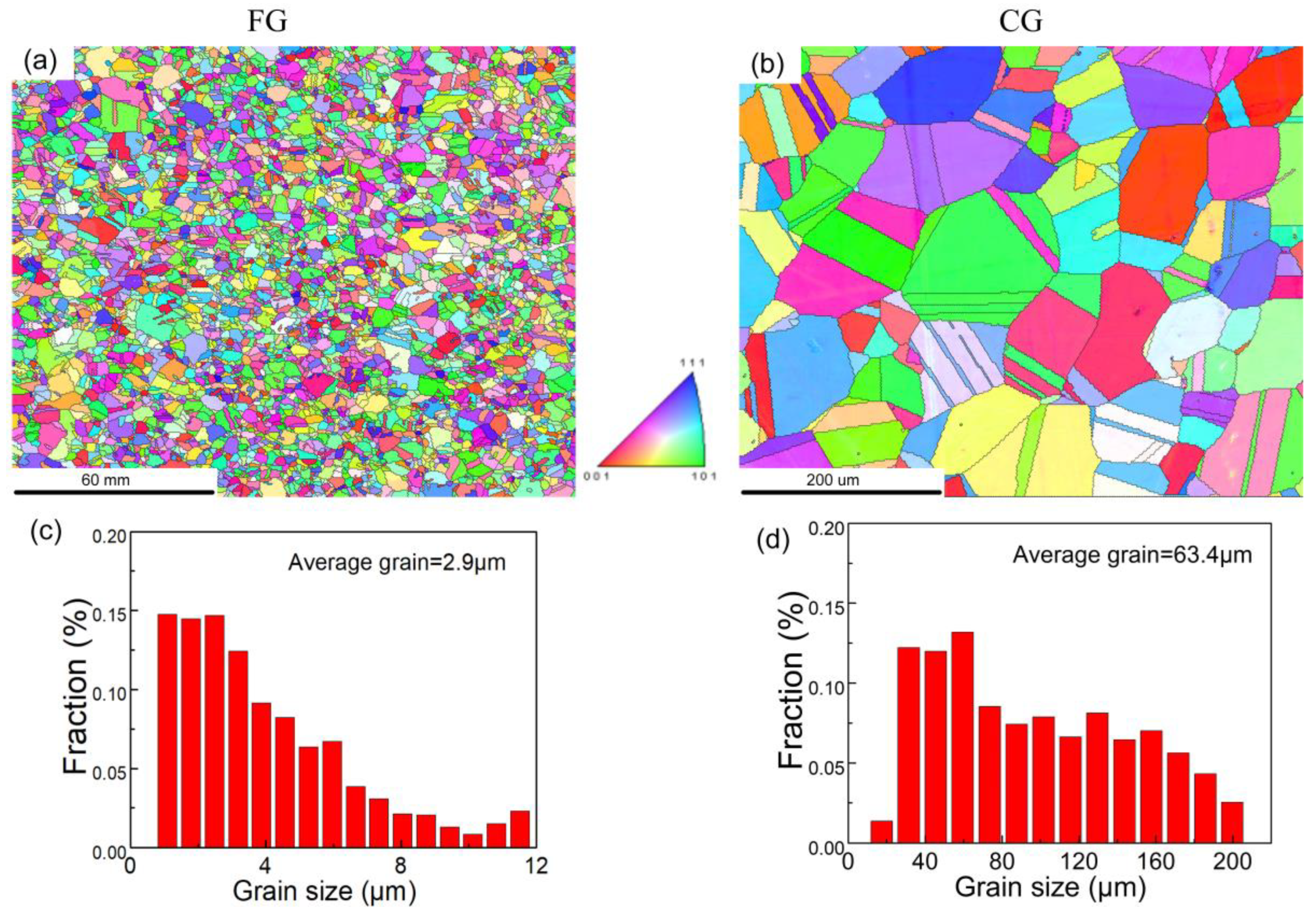
3.1. Microstructure Characterization of CoCrFeMnNi HEA with Different Grain Size
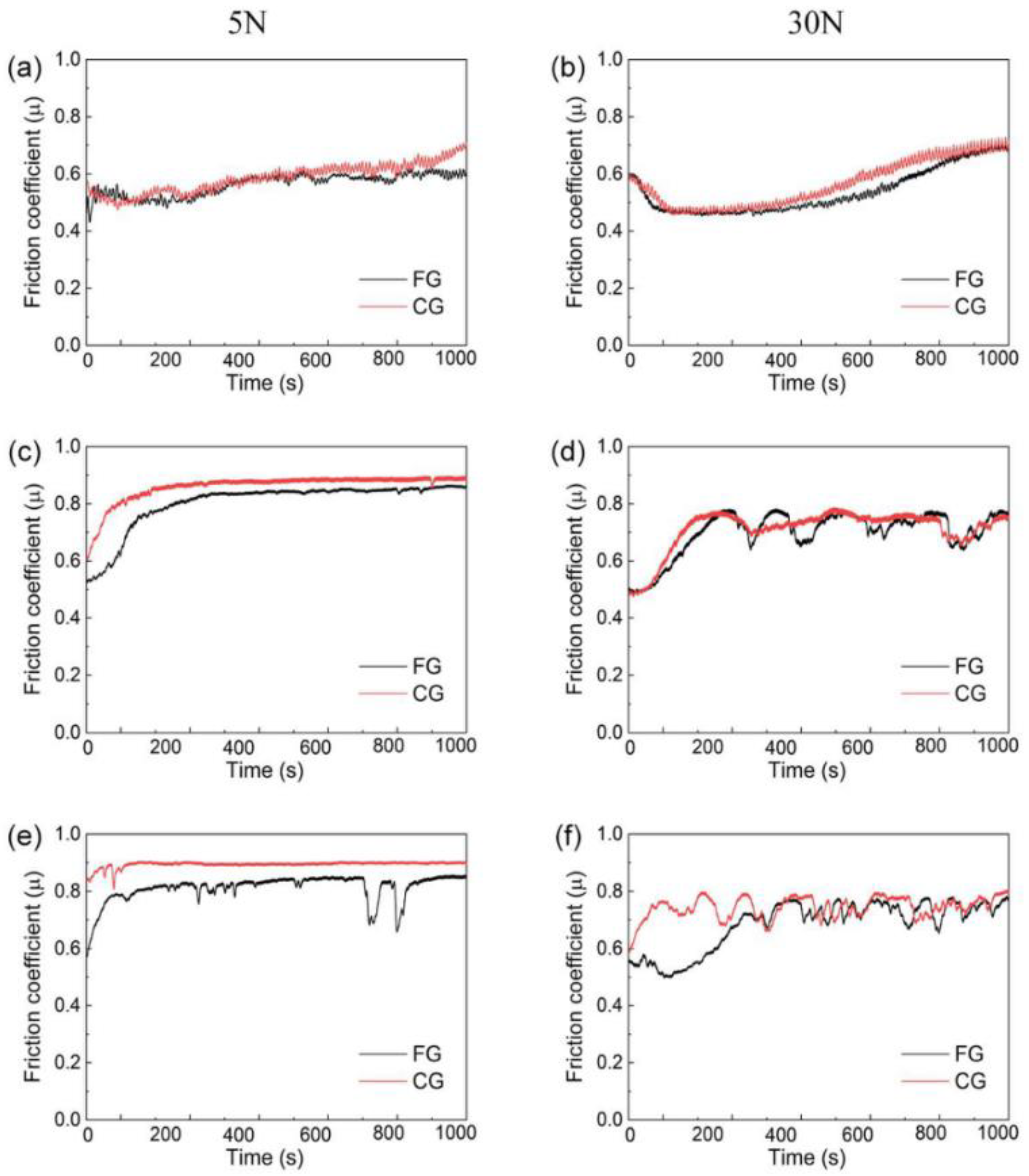
3.2. Friction Coefficient
3.3. Specific Wear Rate Analysis
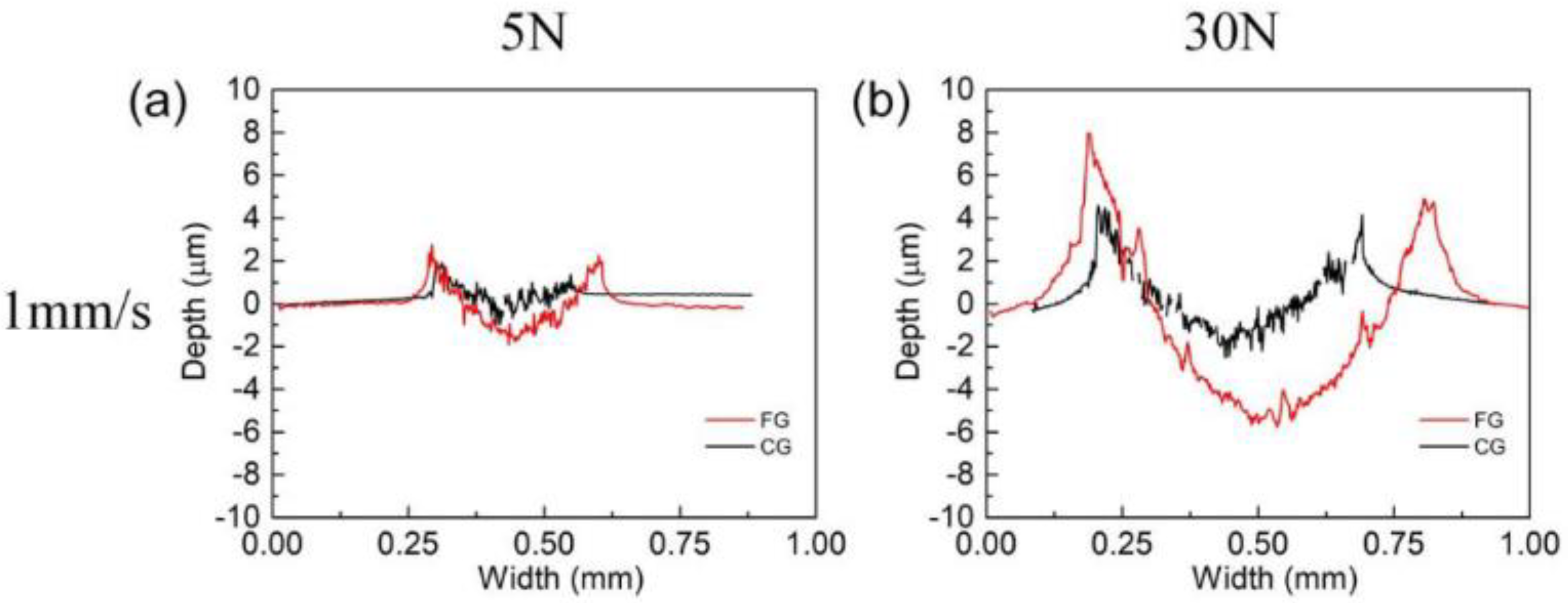
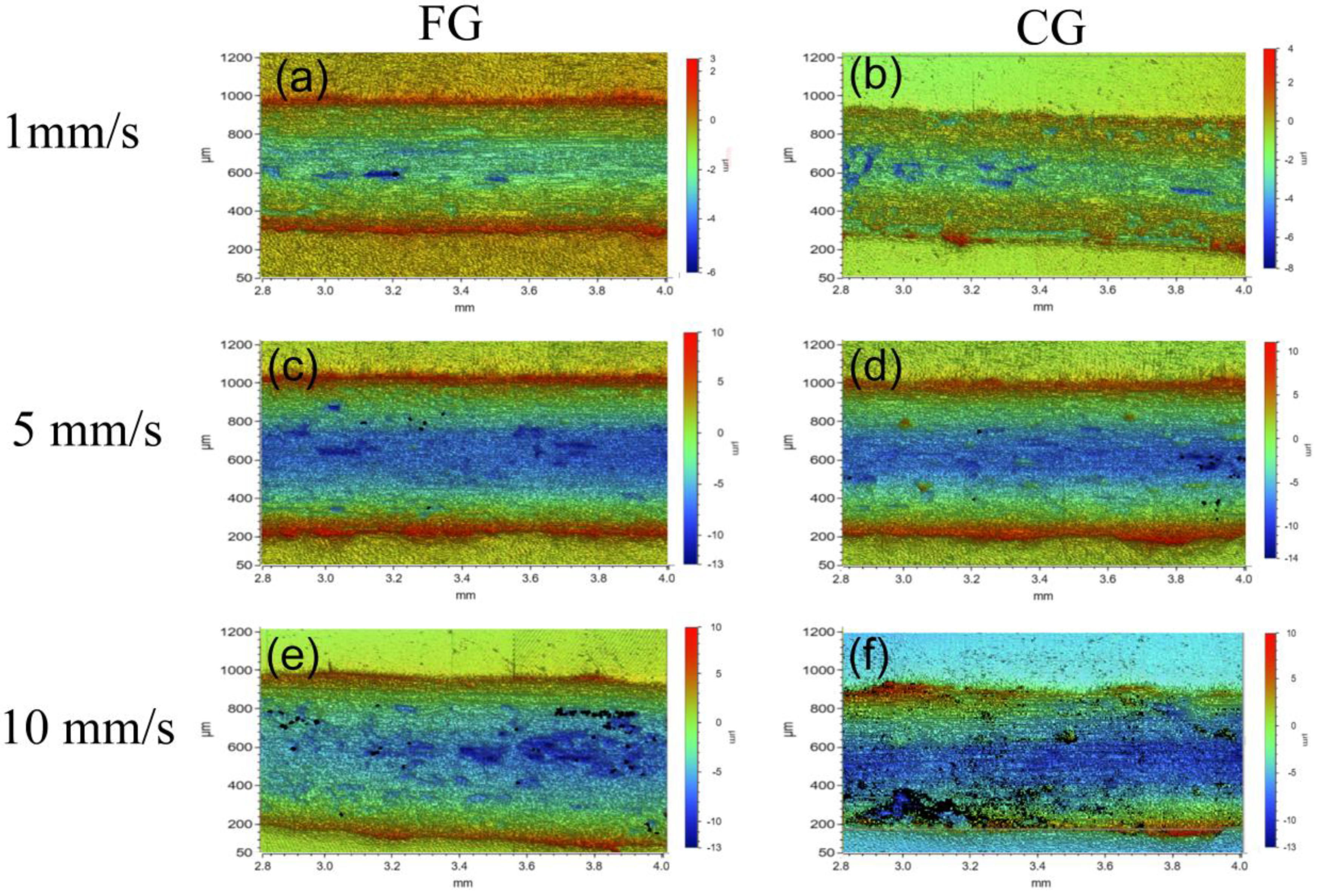
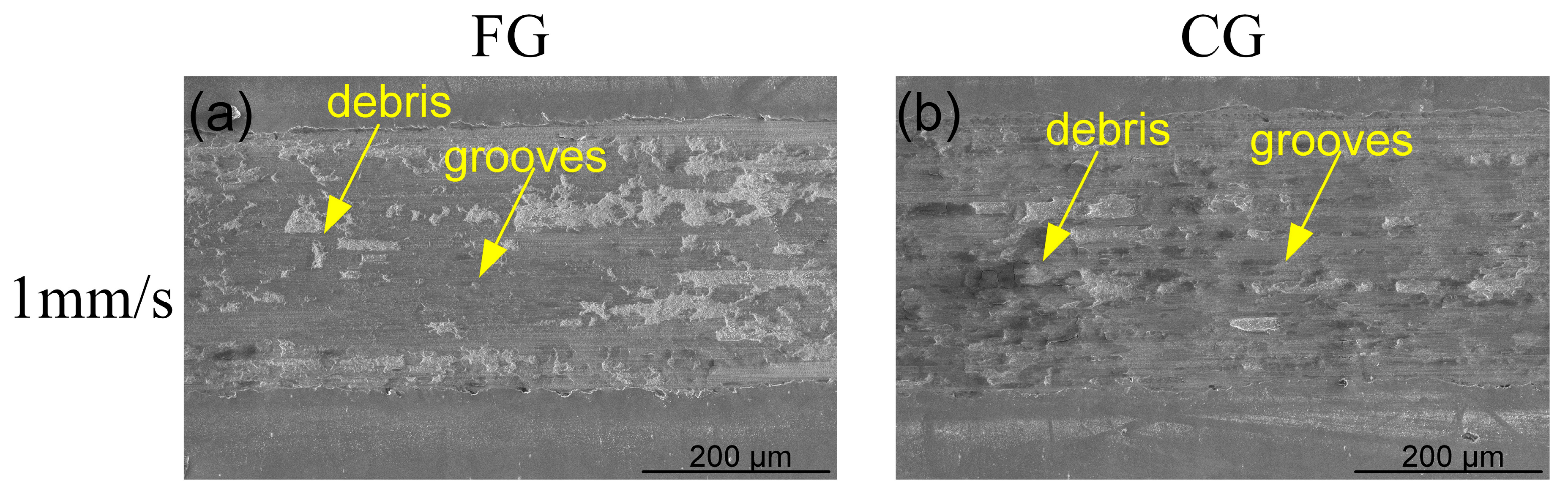
3.4. Worn Track Morphology and Wear Mechanism
4. Conclusions
- (1)
- Under the normal low load and low sliding speed, the main wear mechanism of FG and CG samples is adhesive wear. With the increase in sliding speed, the wear mechanisms are adhesive wear and oxidation wear. However, the material of CG is easy to soften under the action of friction heat during high sliding speed, and the oxide layer formed is easy to fracture.
- (2)
- Under the normal high load, the wear mechanisms of FG and CG samples are mainly adhesive wear, oxidation wear, and plastic deformation with the increase of sliding speed. The oxidation layer formed on CG sample has many cracks, and the wear surface of CG sample also has plastic deformation, resulting in an increase in friction coefficient and specific wear rate and a decrease in wear resistance. Therefore, under high load and low load, FG sample has good wear resistance due to its high surface strength.
- (3)
- Both sliding speed and normal load will affect the friction and wear behavior of the different grain size CoCrFeMnNi HEAs. Increasing the sliding speed will increase the friction coefficient and specific wear rate of the alloy. Thus, increase the normal load, reduce the friction coefficient, and decrease the specific wear rate of the alloy. This is because the oxide layer formed on the worn surface under high load plays a role in lubrication and reduces the friction coefficient and specific wear rate.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kilmametov, A.; Kulagin, R.; Mazilkin, A.; Seils, S.; Boll, T.; Heilmaier, M.; Hahn, H. High-pressure torsion driven mechanical alloying of CoCrFeMnNi high entropy alloy. Scr. Mater. 2018, 158, 29–33. [Google Scholar] [CrossRef]
- Wang, Y.; Jin, J.; Zhang, M.; Liu, F.; Wang, X.; Gong, P.; Tang, X. Influence of plastic deformation on the corrosion behavior of CrCoFeMnNi high entropy alloy. J. Alloys Compd. 2021, 891, 161822. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, M.; Jin, J.; Gong, P.; Wang, X. Oxidation behavior of CoCrFeMnNi high entropy alloy after plastic deformation. Corros. Sci. 2020, 163, 108285. [Google Scholar] [CrossRef]
- Wang, Z.; Li, D.; Yao, Y.-Y.; Kuo, Y.-L.; Hsueh, C.-H. Wettability, electron work function and corrosion behavior of CoCrFeMnNi high entropy alloy films. Surf. Coat. Technol. 2020, 400, 126222. [Google Scholar] [CrossRef]
- Feng, X.; Feng, C.; Lu, Y. A Lightweight AlTiVNb High-Entropy Alloy Film with High Strength-Ductility Synergy and Corrosion Resistance. Materials 2022, 15, 8568. [Google Scholar] [CrossRef]
- Wang, H.; Kang, J.; Yue, W.; Jin, G.; Li, R.; Zhou, Y.; Liang, J.; Yang, Y. Microstructure and Corrosive Wear Properties of CoCrFeNiMn High-Entropy Alloy Coatings. Materials 2022, 16, 55. [Google Scholar] [CrossRef]
- Laplanche, G.; Bonneville, J.; Varvenne, C.; Curtin, W.; George, E. Thermal activation parameters of plastic flow reveal deformation mechanisms in the CrMnFeCoNi high-entropy alloy. Acta Mater. 2018, 143, 257–264. [Google Scholar] [CrossRef]
- Muangtong, P.; Rodchanarowan, A.; Chaysuwan, D.; Chanlek, N.; Goodall, R. The corrosion behaviour of CoCrFeNi-x (x = Cu, Al, Sn) high entropy alloy systems in chloride solution. Corros. Sci. 2020, 172, 108740. [Google Scholar] [CrossRef]
- Xiang, C.; Zhang, Z.; Fu, H.; Han, E.-H.; Zhang, H.; Wang, J. Microstructure and corrosion behavior of AlCoCrFeNiSi0.1 high-entropy alloy. Intermetallics 2019, 114, 106599. [Google Scholar] [CrossRef]
- Yen, C.; Lu, H.; Tsai, M.; Wu, B.; Lo, Y.; Wang, C.; Chang, S.; Yen, S. Corrosion mechanism of annealed equiatomic AlCoCrFeNi tri-phase high-entropy alloy in 0.5 M H2SO4 aerated aqueous solution. Corros. Sci. 2019, 157, 462–471. [Google Scholar] [CrossRef]
- Cengiz, S.; Thuvander, M. The Effect of Hf Addition on the Boronizing and Siliciding Behavior of CoCrFeNi High Entropy Alloys. Materials 2022, 15, 2282. [Google Scholar] [CrossRef]
- Du, Y.; Zhou, Q.; Pei, X.; Wang, H.; Wang, H.; Liu, W. Enhancing the tribological performance of the TiZrHfCuBe high entropy bulk metallic glass by Sn addition. Tribol. Int. 2022, 171, 107529. [Google Scholar] [CrossRef]
- Kumar, A.; Singh, A.; Suhane, A. Mechanically alloyed high entropy alloys: Existing challenges and opportunities. J. Mater. Res. Technol. 2022, 17, 2431–2456. [Google Scholar] [CrossRef]
- Akmal, M.; Seong, H.W.; Ryu, H.J. Mo and Ta addition in NbTiZr medium entropy alloy to overcome tensile yield strength-ductility trade-off. J. Mater. Sci. Technol. 2021, 109, 176–185. [Google Scholar] [CrossRef]
- Feng, C.; Wang, X.; Yang, L.; Guo, Y.; Wang, Y. High Hardness and Wear Resistance in AlCrFeNiV High-Entropy Alloy Induced by Dual-Phase Body-Centered Cubic Coupling Effects. Materials 2022, 15, 6896. [Google Scholar] [CrossRef]
- Chuang, M.-H.; Tsai, M.-H.; Wang, W.-R.; Lin, S.-J.; Yeh, J.-W. Microstructure and wear behavior of AlxCo1.5CrFeNi1.5Tiy high-entropy alloys. Acta Mater. 2011, 59, 6308–6317. [Google Scholar] [CrossRef]
- Li, Q.; Lv, S.; Hu, X.; Lan, Y.; Liu, J. Effects of Nb additions on the microstructure and tribological properties of Al0.25CrFeNi1.75 high-entropy alloy. Intermetallics 2022, 151, 107715. [Google Scholar] [CrossRef]
- Xin, B.; Zhang, A.; Han, J.; Meng, J. Improving mechanical properties and tribological performance of Al0.2Co1.5CrFeNi1.5Ti0.5 high entropy alloys via doping Si. J. Alloys Compd. 2021, 869, 159122. [Google Scholar] [CrossRef]
- Sha, C.; Zhou, Z.; Xie, Z.; Munroe, P. FeMnNiCoCr-based high entropy alloy coatings: Effect of nitrogen additions on micro-structural development, mechanical properties and tribological performance. Appl. Surf. Sci. 2020, 507, 145101. [Google Scholar] [CrossRef]
- Nagarjuna, C.; Jeong, K.Y.; Lee, Y.; Woo, S.M.; Hong, S.I.; Kim, H.S.; Hong, S.-J. Strengthening the mechanical properties and wear resistance of CoCrFeMnNi high entropy alloy fabricated by powder metallurgy. Adv. Powder Technol. 2022, 33, 103519. [Google Scholar] [CrossRef]
- Xiao, J.-K.; Wu, Y.-Q.; Chen, J.; Zhang, C. Microstructure and tribological properties of plasma sprayed FeCoNiCrSiAlx high entropy alloy coatings. Wear 2020, 448–449, 203209. [Google Scholar] [CrossRef]
- Wang, Y.; Jin, J.; Zhang, M.; Wang, X.; Gong, P.; Zhang, J.; Liu, J. Effect of the grain size on the corrosion behavior of CoCrFeMnNi HEAs in a 0.5 M H2SO4 solution. J. Alloys Compd. 2020, 858, 157712. [Google Scholar] [CrossRef]
- Archard, J.F. Contact and Rubbing of Flat Surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]
- Kim, J.H.; Lim, K.R.; Won, J.W.; Na, Y.S.; Kim, H.-S. Mechanical properties and deformation twinning behavior of as-cast CoCrFeMnNi high-entropy alloy at low and high temperatures. Mater. Sci. Eng. A 2018, 712, 108–113. [Google Scholar] [CrossRef]
- Yang, T.; Tang, Z.; Xie, X.; Carroll, R.; Wang, G.; Wang, Y.; Dahmen, K.A.; Liaw, P.K.; Zhang, Y. Deformation mechanisms of Al 0.1 CoCrFeNi at elevated temperatures. Mater. Sci. Eng. A 2017, 684, 552–558. [Google Scholar] [CrossRef] [Green Version]
- Ren, F.; Arshad, S.N.; Bellon, P.; Averback, R.S.; Pouryazdan, M.; Hahn, H. Sliding wear-induced chemical nanolayering in Cu–Ag, and its implications for high wear resistance. Acta Mater. 2014, 72, 148–158. [Google Scholar] [CrossRef]
- Guo, Z.; Zhang, A.; Han, J.; Meng, J. Microstructure, mechanical and tribological properties of CoCrFeNiMn high entropy alloy matrix composites with addition of Cr3C2. Tribol. Int. 2020, 151, 106436. [Google Scholar] [CrossRef]
- Cheng, H.; Fang, Y.; Xu, J.; Zhu, C.; Dai, P.; Xue, S. Tribological properties of nano/ultrafine-grained FeCoCrNiMnAlx high-entropy alloys over a wide range of temperatures. J. Alloys Compd. 2019, 817, 153305. [Google Scholar] [CrossRef]
- Ludema, K. Mechanism-based modeling of friction and wear. Wear 1996, 200, 1–7. [Google Scholar] [CrossRef]
- Joseph, J.; Haghdadi, N.; Shamlaye, K.; Hodgson, P.; Barnett, M.; Fabijanic, D. The sliding wear behaviour of CoCrFeMnNi and AlxCoCrFeNi high entropy alloys at elevated temperatures. Wear 2019, 428–429, 32–44. [Google Scholar] [CrossRef]
- Dudekb, A.M.S.; Maruszczyk, A.; Walczak, M.; Chmiel, J.; Kowal, A.M. Effect of Atmospheric Plasma Sprayed TiO2—10% NiAl Cermet Coating Thickness on Cavitation Erosion, Sliding and Abrasive Wear Resistance. Acta Phys. Pol. A 2019, 136, 335–341. [Google Scholar]
- Łatka, L.; Michalak, M.; Szala, M.; Walczak, M.; Sokołowski, P.; Ambroziak, A. Influence of 13 wt% TiO2 content in alu-mina-titania powders on microstructure, sliding wear and cavitation erosion resistance of APS sprayed coatings. Surf. Coat. Technol. 2021, 410, 126979. [Google Scholar] [CrossRef]
- Drozd, K.; Walczak, M.; Szala, M.; Gancarczyk, K. Tribological Behavior of AlCrSiN-Coated Tool Steel K340 Versus Popular Tool Steel Grades. Materials 2020, 13, 4895. [Google Scholar] [CrossRef]
- Özkan, D.; Yılmaz, M.A.; Szala, M.; Türküz, C.; Chocyk, D.; Tunç, C.; Göz, O.; Walczak, M.; Pasierbiewicz, K.; Yağcı, M.B. Effects of ceramic-based CrN, TiN, and AlCrN interlayers on wear and friction behaviors of AlTiSiN+TiSiN PVD coatings. Ceram Int. 2021, 47, 20077–20089. [Google Scholar] [CrossRef]
- Su, Y.-S.; Li, S.-X.; Gao, Q.-Y.; Jiang, H.; Lu, S.-Y.; Yu, F.; Shu, X.-D. Evolution of nano-laminated structure formed by the thermally-assisted plastic deformation in dry sliding wear. Tribol. Int. 2019, 140, 105846. [Google Scholar] [CrossRef]
- Wu, B.; Fu, H.; Sun, W.; Yang, W.; Luo, J.; Yang, X.-S. Significantly lowered coefficient of friction in copper alloy with a gradient nanograined-nanotwinned surface layer. Wear 2022, 510–511, 204517. [Google Scholar] [CrossRef]
- Di Schino, A.; Barteri, M.; Kenny, J.M. Grain size dependence of mechanical, corrosion and tribological properties of high ni-trogen stainless steels. J. Mater. Sci. 2003, 38, 3257–3262. [Google Scholar] [CrossRef]
- Lee, D.-H.; Seok, M.-Y.; Zhao, Y.; Choi, I.-C.; He, J.; Lu, Z.; Suh, J.-Y.; Ramamurty, U.; Kawasaki, M.; Langdon, T.G.; et al. Spherical nanoindentation creep behavior of nanocrystalline and coarse-grained CoCrFeMnNi high-entropy alloys. Acta Mater. 2016, 109, 314–322. [Google Scholar] [CrossRef] [Green Version]
- Wang, C.T.; Gao, N.; Gee, M.G.; Wood, R.J.K.; Langdon, T.G. Effect of grain size on the micro-tribological behavior of pure tita-nium processed by high-pressure torsion. Wear 2012, 280–281, 28–35. [Google Scholar] [CrossRef]
- Torres, H.; Varga, M.; Adam, K.; Ripoll, M.R. The role of load on wear mechanisms in high temperature sliding contacts. Wear 2016, 364–365, 73–83. [Google Scholar] [CrossRef]
- Gahr, K.Z. Microstructure and Wear of Materials; Academic Press: Cambridge, MA, USA, 1987. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cr | Mn | Fe | Co | Ni |
|---|---|---|---|---|---|
| Content | 19.58% | 19.27% | 20.05% | 20.99% | 20.11% |
| Position | Co | Cr | Fe | Mn | Ni | O |
|---|---|---|---|---|---|---|
| A | 19.4 | 21.1 | 19.8 | 17.7 | 18.5 | 3.5 |
| B | 19.6 | 21.3 | 20.5 | 19.2 | 19.1 | 0.3 |
| C | 16.9 | 17.4 | 15.6 | 11.4 | 17.2 | 21.5 |
| D | 10.3 | 13.7 | 16.5 | 9.8 | 16.3 | 33.4 |
| E | 12 | 12.1 | 11.6 | 11.1 | 10.6 | 42.6 |
| F | 7.9 | 13.7 | 9.8 | 12.4 | 6.1 | 50.1 |
| G | 5.1 | 11.3 | 10.5 | 7.8 | 5.6 | 59.7 |
| H | 8.8 | 11.9 | 8.7 | 4.5 | 2.7 | 63.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Y.; Li, D.; Yang, J.; Jin, J.; Zhang, M.; Wang, X.; Li, B.; Hu, Z.; Gong, P. Effect of Grain Size on the Tribological Behavior of CoCrFeMnNi High Entropy Alloy. Materials 2023, 16, 1714. https://doi.org/10.3390/ma16041714
Wang Y, Li D, Yang J, Jin J, Zhang M, Wang X, Li B, Hu Z, Gong P. Effect of Grain Size on the Tribological Behavior of CoCrFeMnNi High Entropy Alloy. Materials. 2023; 16(4):1714. https://doi.org/10.3390/ma16041714
Chicago/Turabian StyleWang, Ying, Dong Li, Junsheng Yang, Junsong Jin, Mao Zhang, Xinyun Wang, Bin Li, Zhigang Hu, and Pan Gong. 2023. "Effect of Grain Size on the Tribological Behavior of CoCrFeMnNi High Entropy Alloy" Materials 16, no. 4: 1714. https://doi.org/10.3390/ma16041714