

Experimental and Numerical Study on the Influence of Lubrication Conditions on AA6068 Aluminum Alloy Cold Deformation Behavior



Abstract
:1. Introduction
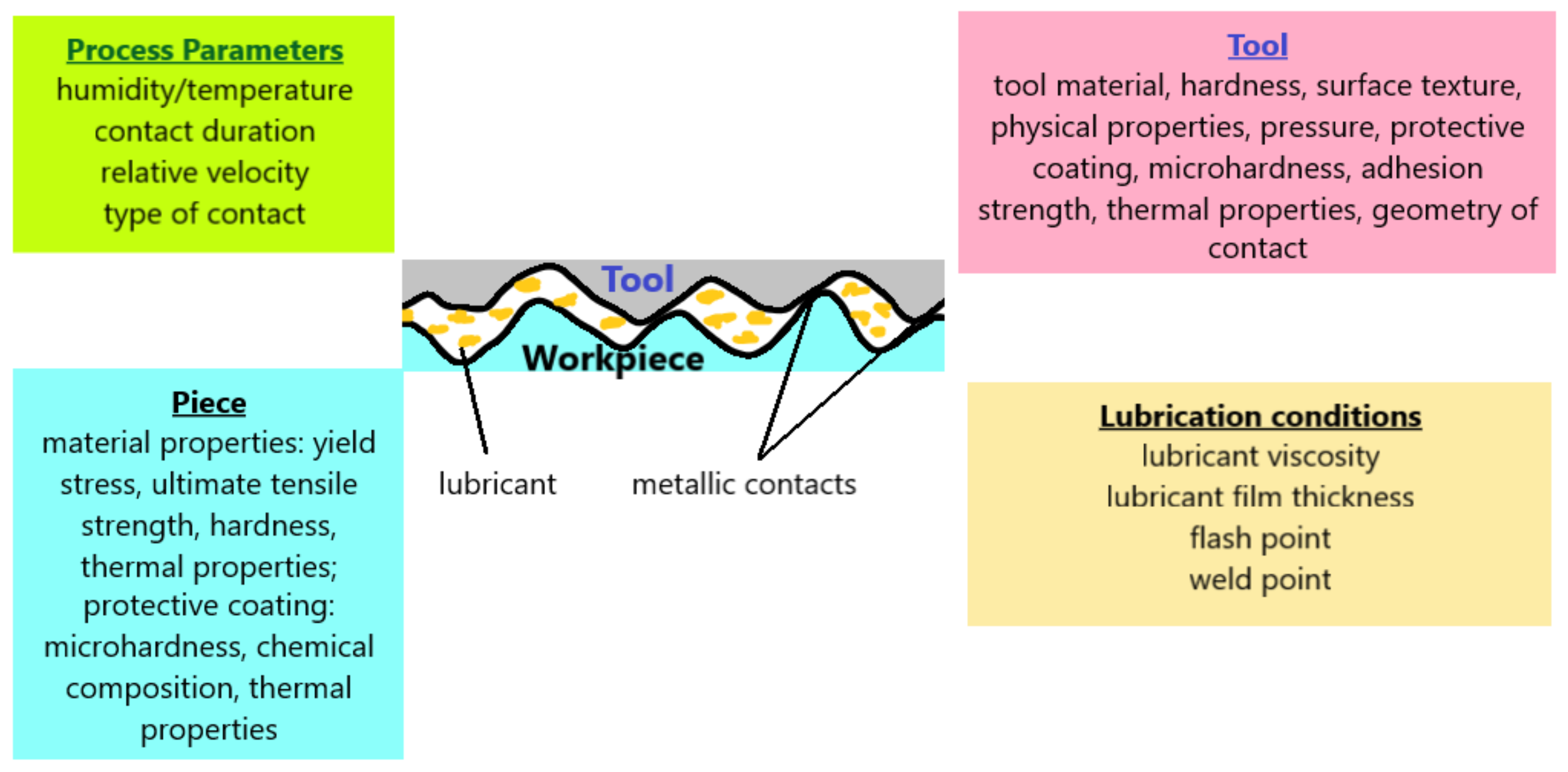
2. Friction in Metal Forming
- −
- Coulomb’s model is expressed as follows:where τ is the shear friction coefficient, μ is the friction coefficient between the surface of the workpiece and the die, and p is the normal force applied on the surface. This model is valid in the case of deformation processes in which the deformation pressures are relatively low [4,7].
- −
- Shear Friction Model expresses is as follows:where m is the shear friction factor, and k is the shear yield limit.
3. Experimental Details
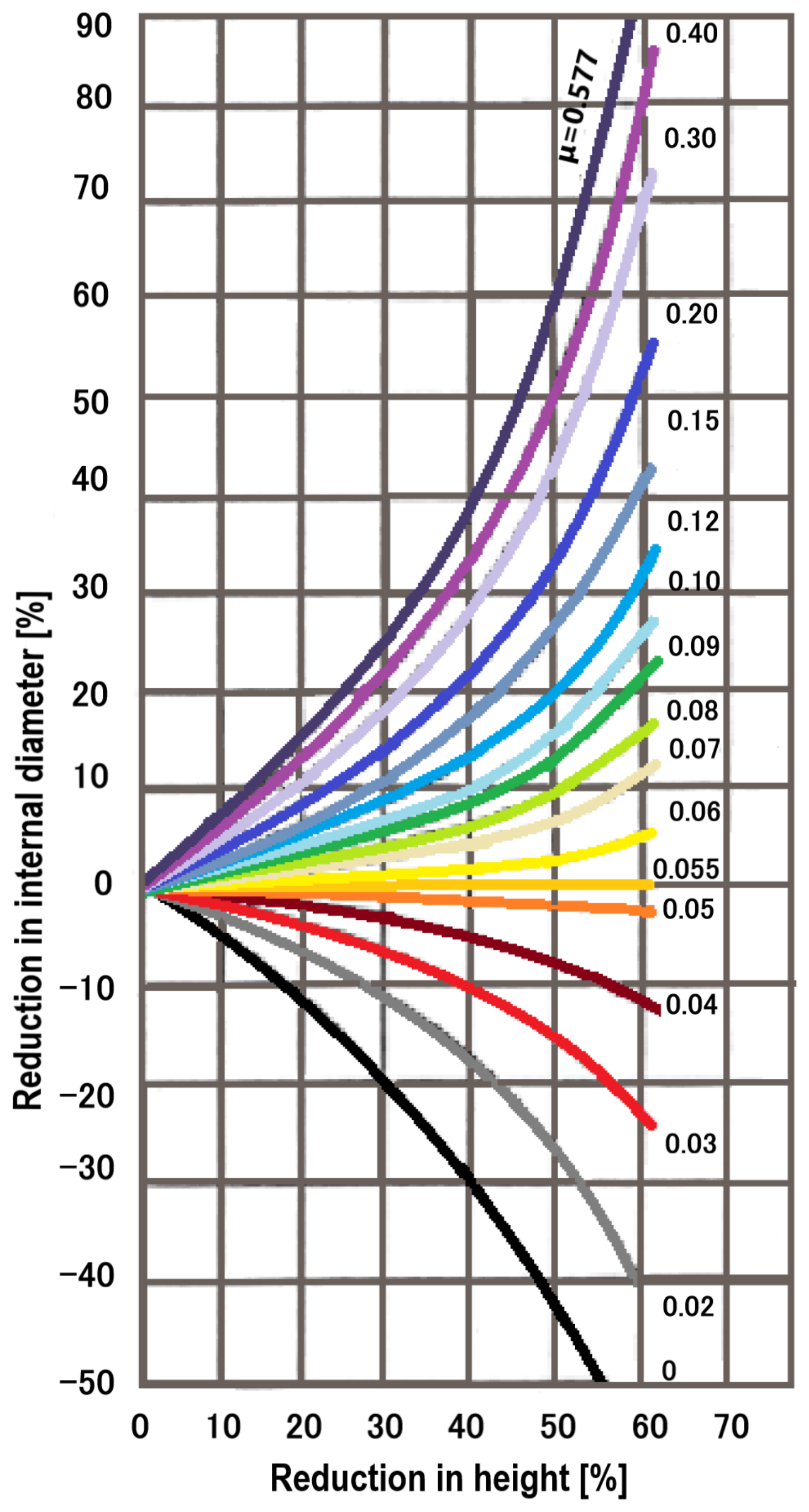
3.1. Influence of Strains on Friction Coefficient
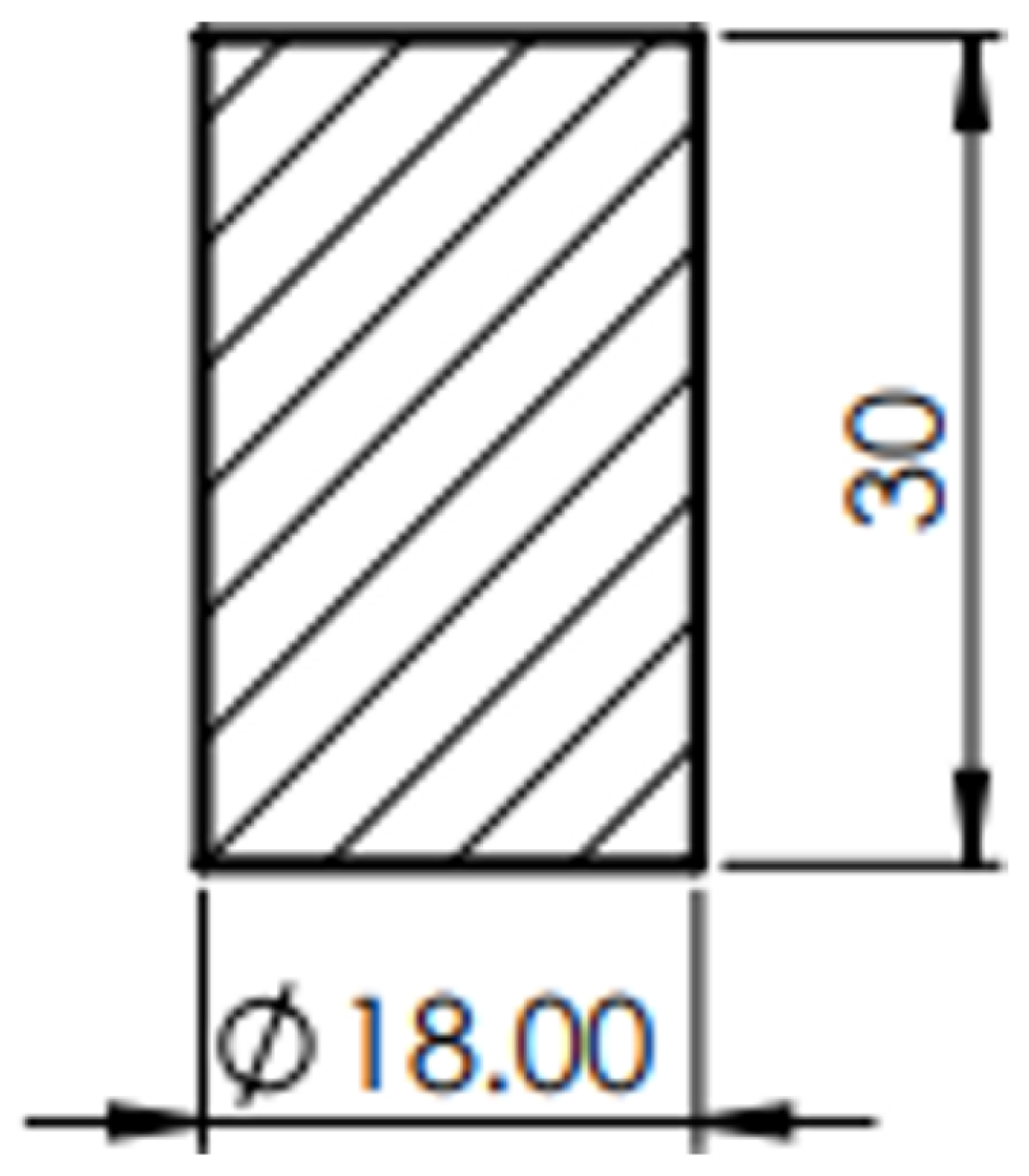
3.2. Influence of Friction Conditions on Material Formability
- h0, d0 are the initial dimensions of the sample [mm];
- Hs is the fall height of the ram [mm];
- L is the mechanical work of deformation [daN·mm];
- h is the height of the sample after deformation [mm];
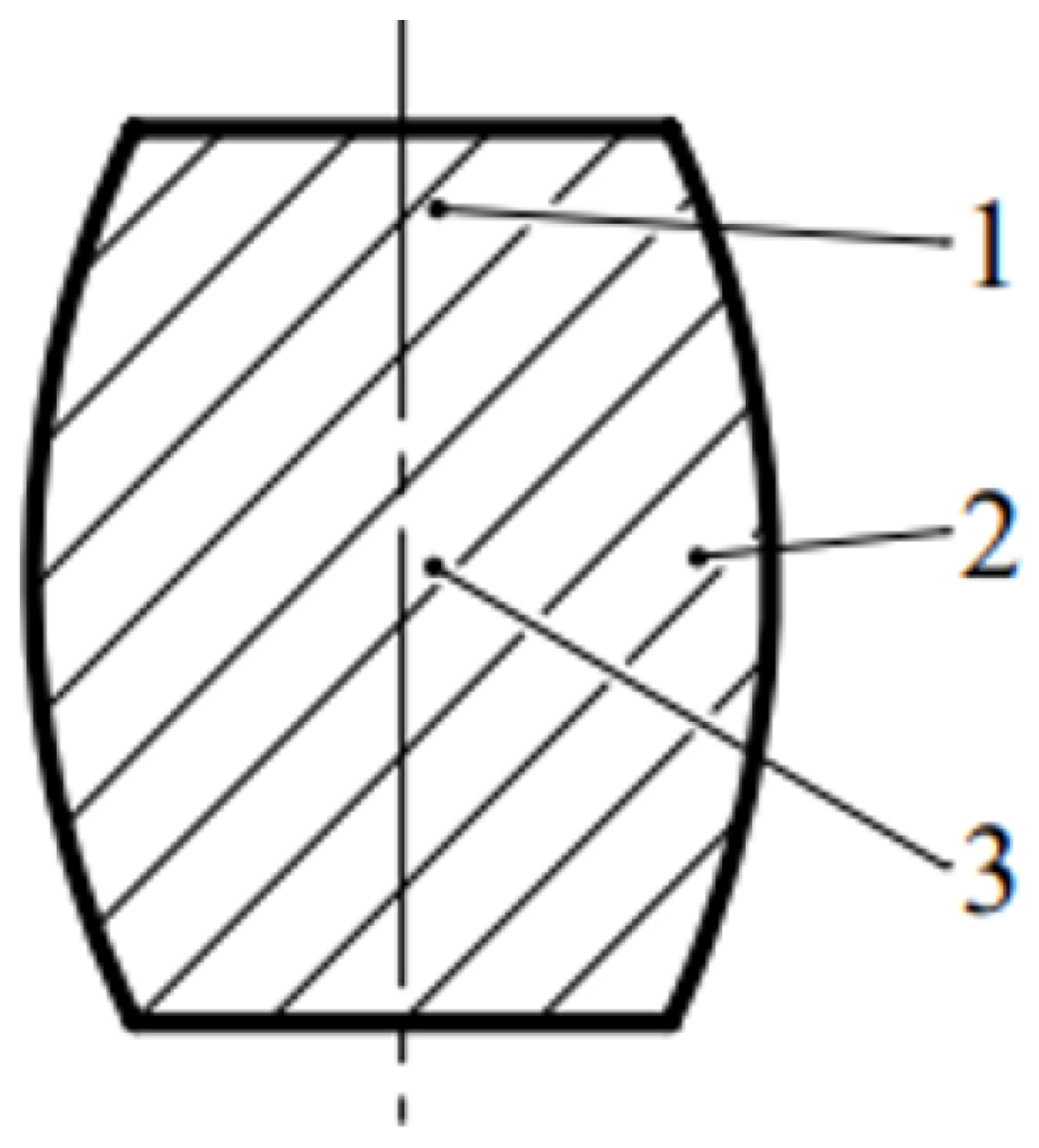
- dmin, dmax are the minimum and maximum diameters of the deformed sample.
- m—factor.
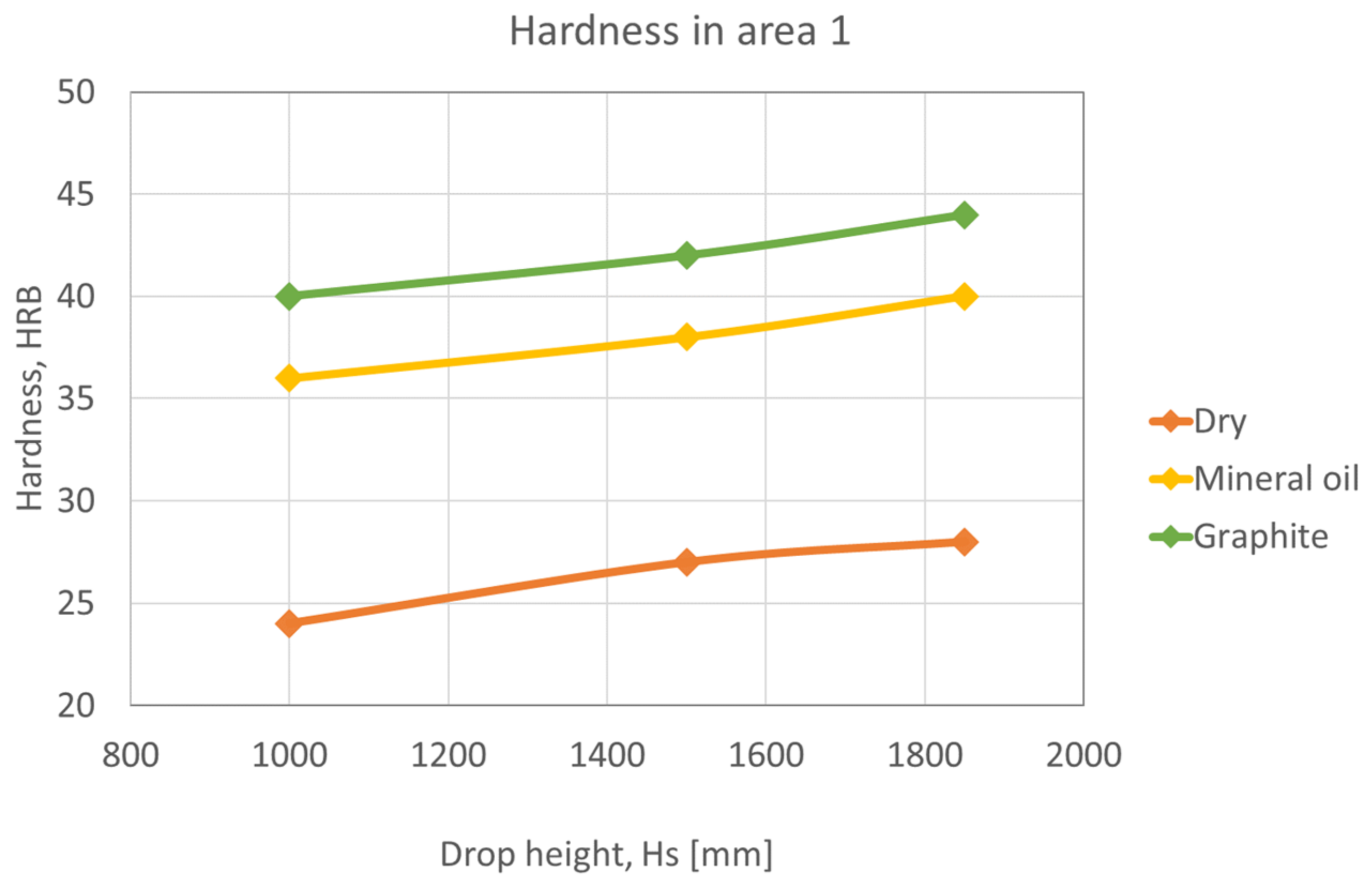
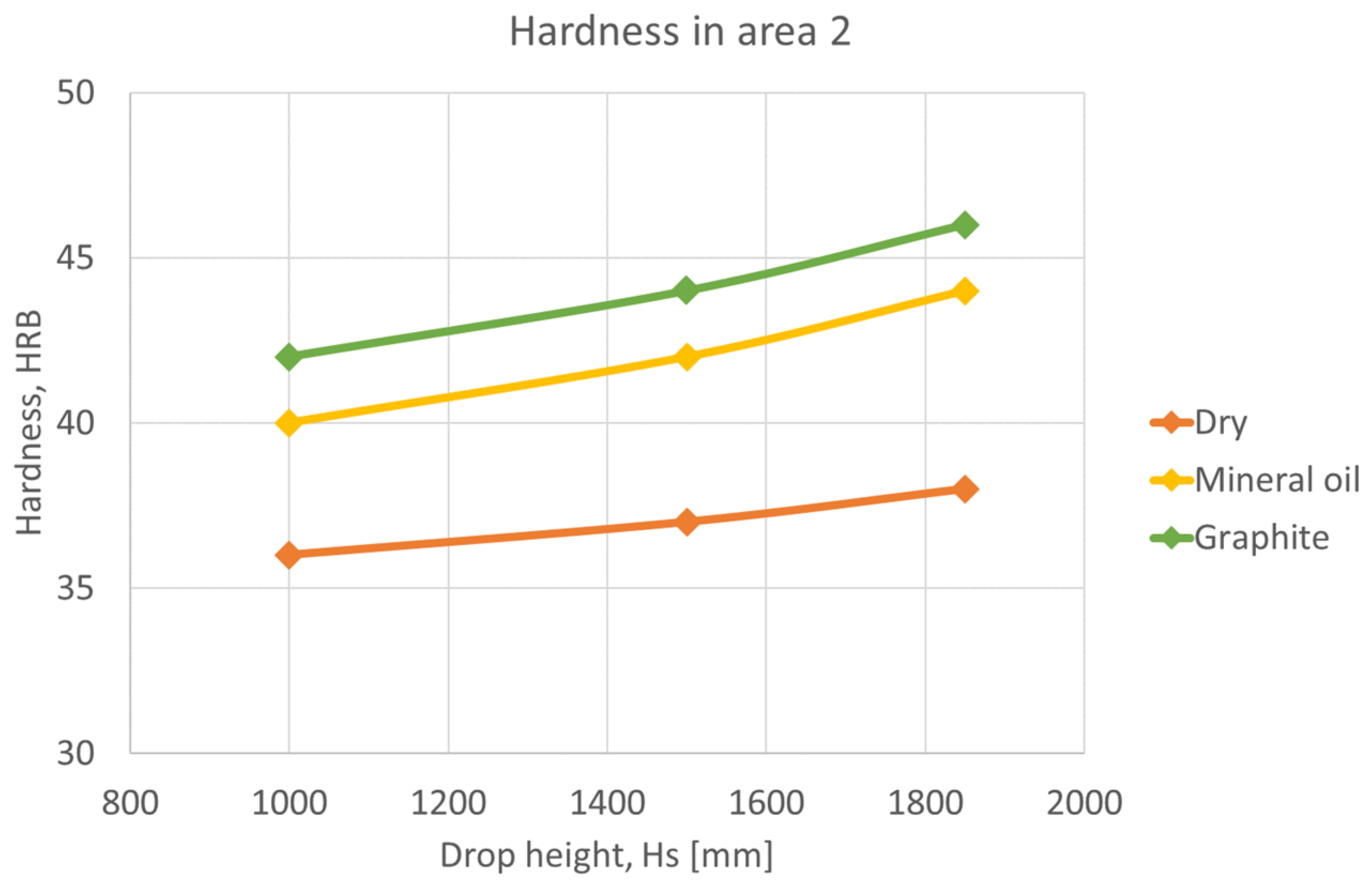
4. Strains Non-Uniformity in the Samples Using Hardness Measurement Method
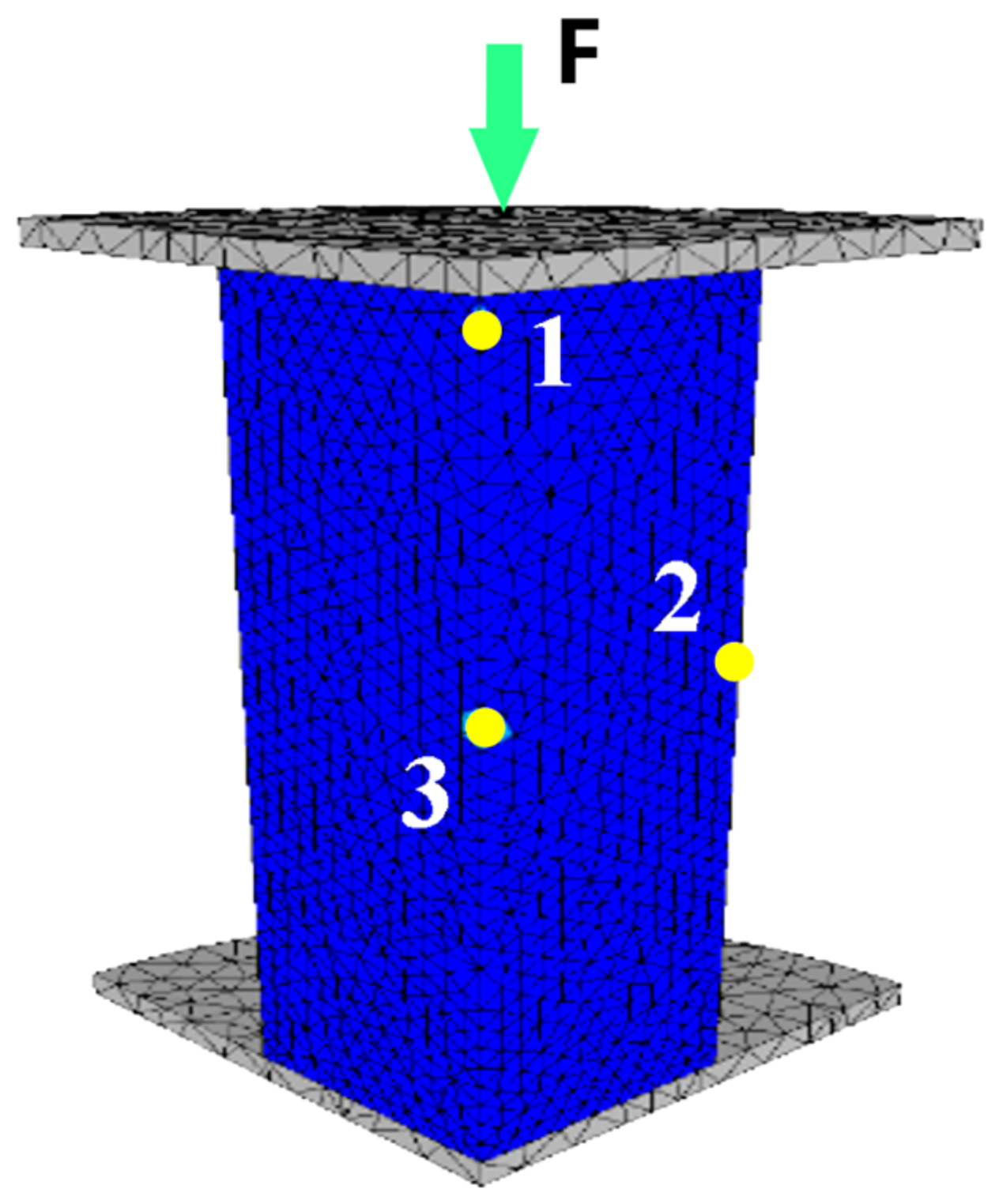
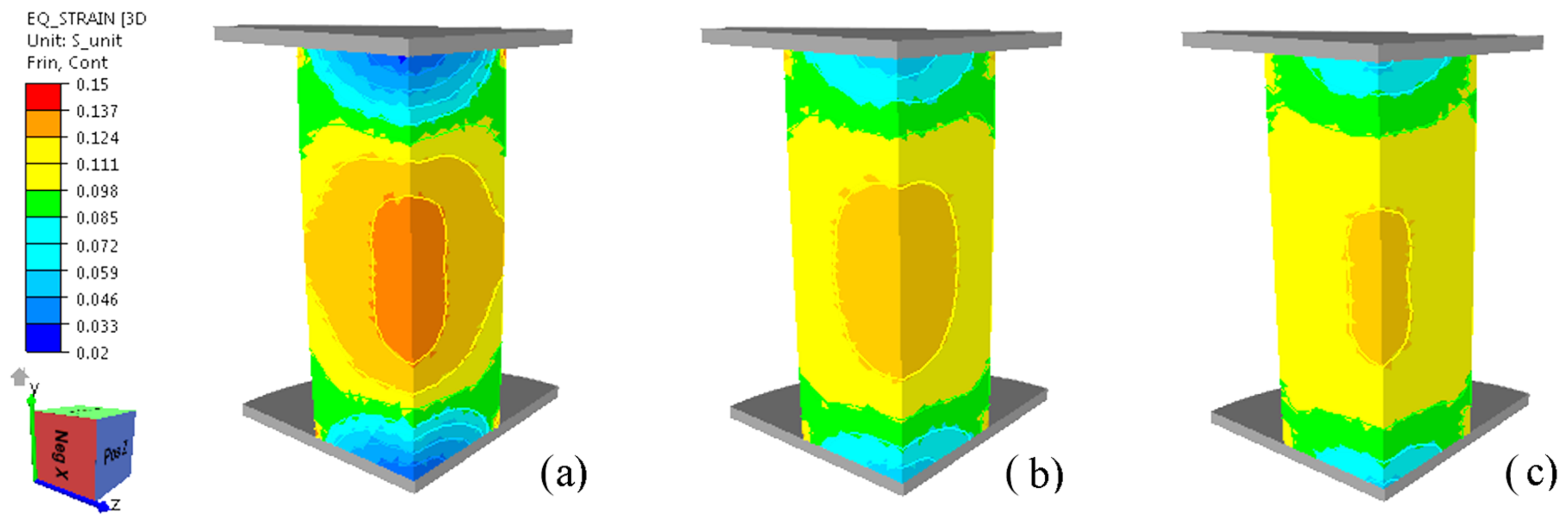
5. Numerical Analysis Formulation
6. Discussions
- −
- The influence of different types of lubricants (dry, mineral oil, graphite in oil) on the friction coefficients using the ring compression test for 3 values of the strain (0.2; 0.3; 0.4);
- −
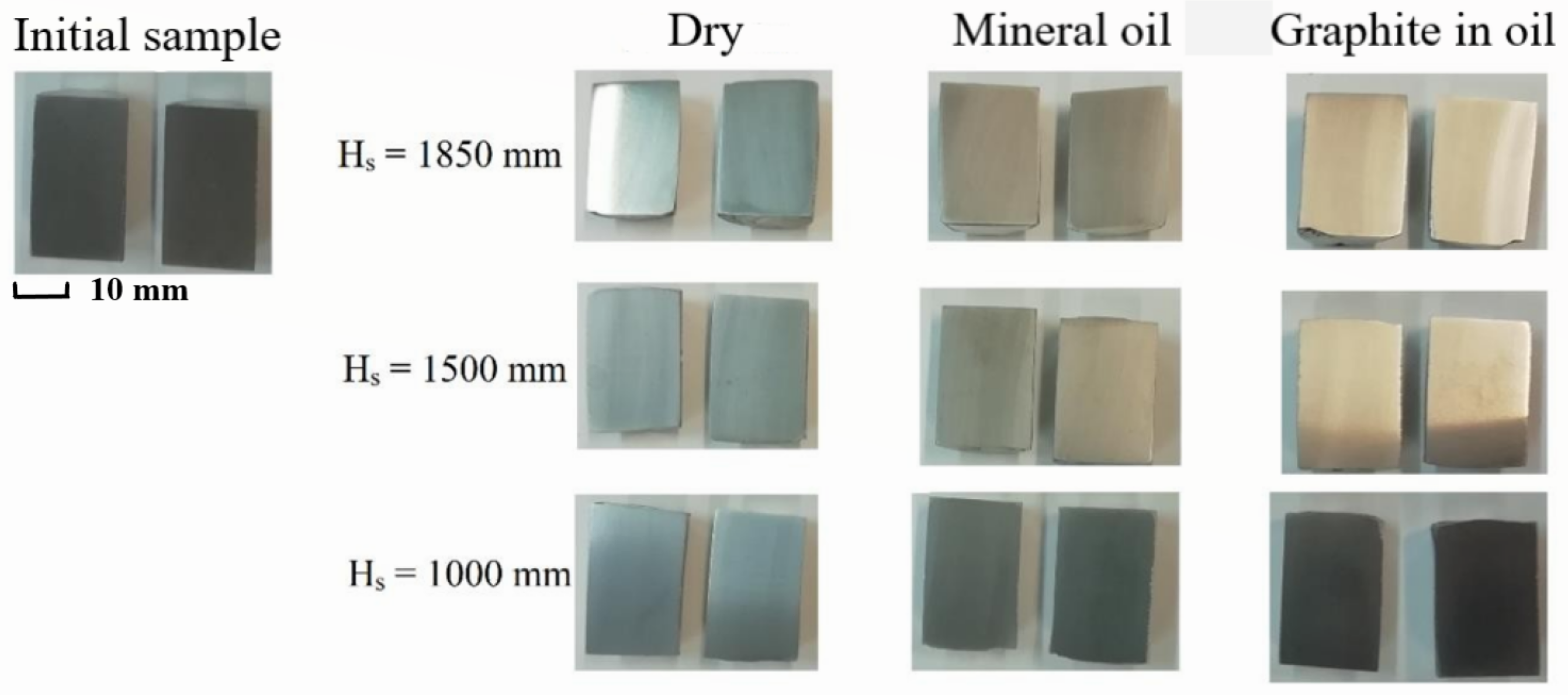
- The influence of friction conditions on the formability of aluminum alloy A 6082.
- −
- The degree of deformation influences the value of the friction coefficient for all 3 types of lubricants used. The friction coefficients increase significantly up to the degree of deformation of 30%, after which a very slight decrease is observed in the case of mineral oil and graphite and a significant decrease in the case of non-lubricated surfaces.
- −
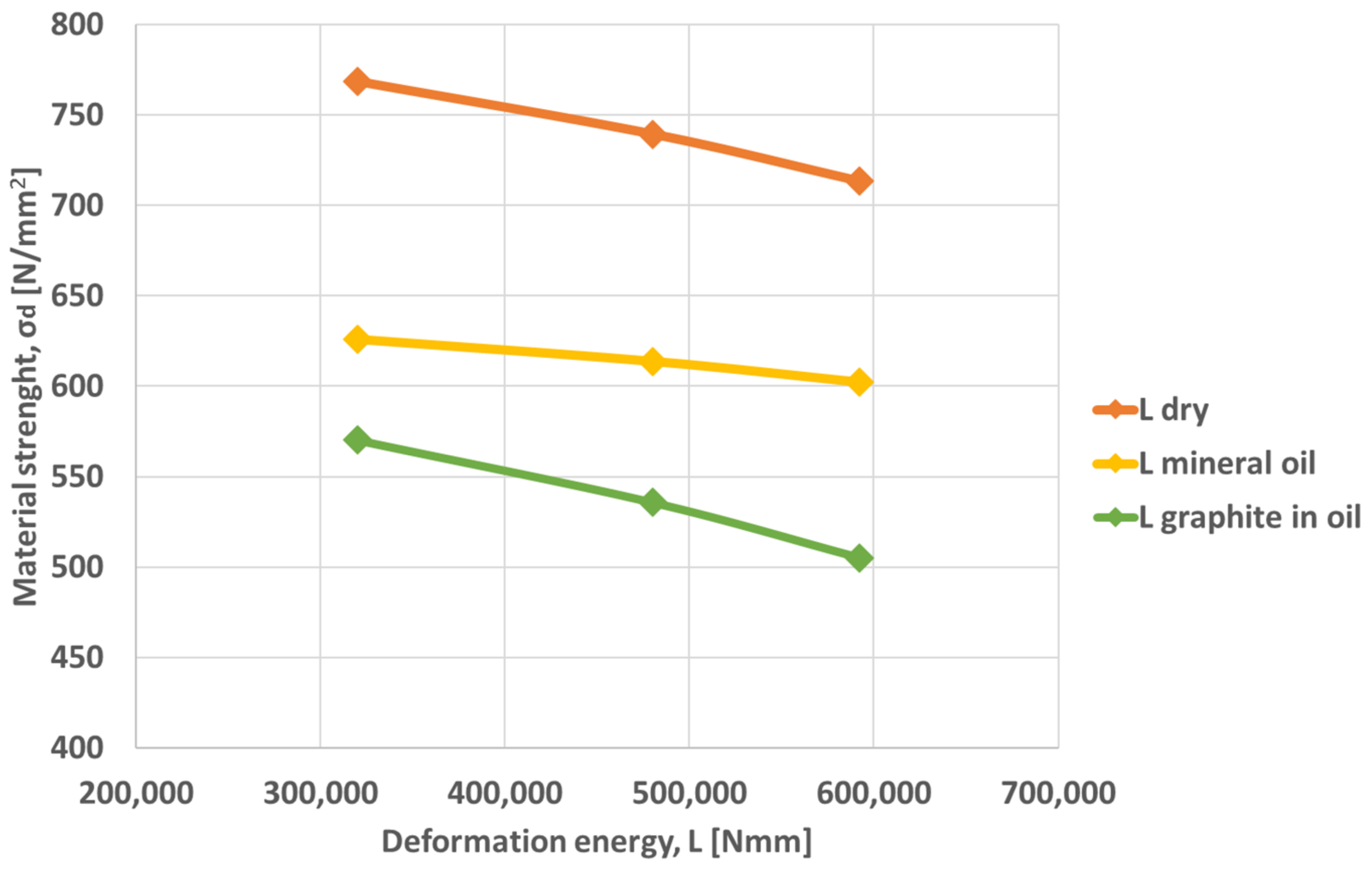
- From Table 3 in the case of each type of lubricant, the deformation energy (592,000; 480,000; 320,000) determines the appearance of dimensional changes (barreling). The coefficient of barreling is the largest in the case of non-lubricated surfaces.
- −
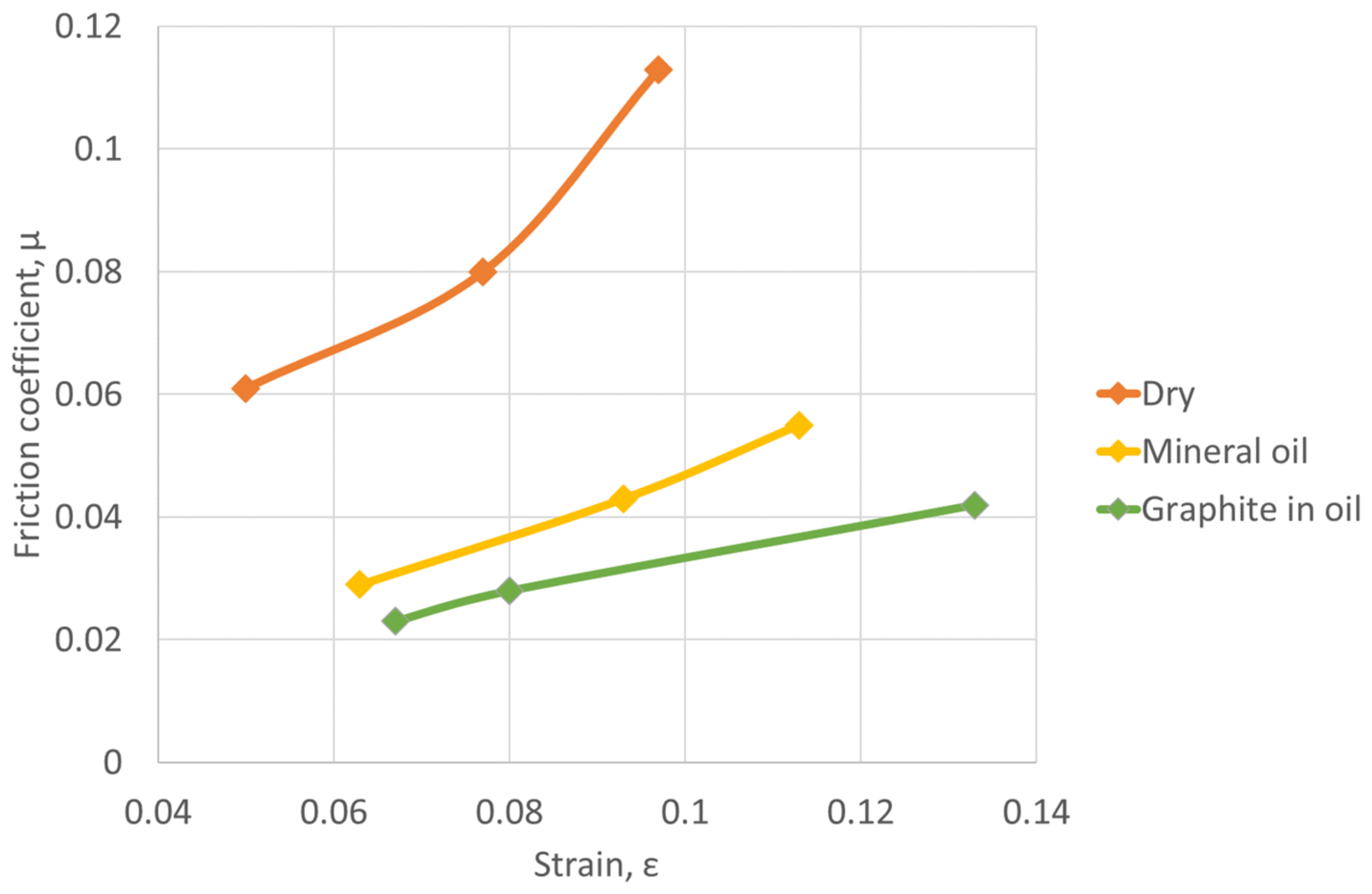
- The use of Gubkin’s relationship to determine the coefficient of friction shows that by increasing the strain in the case of each type of lubricant, the coefficient of friction increases. In all cases, the degrees of deformation was less than 10% and the lowest values of the friction coefficients were obtained in the case of graphite lubrication, where they were between 0.023 and 0.042.
- −
- From the results presented in Table 4, the strength of the material decreases, respectively, its formability increases by reducing the coefficients of friction on the tool-sample surface. The lowest resistance value is 570.288 N/mm2 for graphite lubrication and the friction coefficient of 0.023.
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| τ | shear friction coefficient [−] |
| μ | friction coefficient between the surface of the workpiece and the die [−]; |
| p | normal force applied on the surface [N]; |
| m | shear friction factor [−]; |
| k | shear yield limit [N/mm2]; |
| material strength | |
| h0 | initial height of the sample [mm]; |
| d0 | initial diameter of the sample [mm]; |
| Hs | fall height of the ram [mm]; |
| L | mechanical work of deformation [N·mm]; |
| h | height of the sample after deformation [mm]; |
| dmin | minimum and diameter of the deformed sample [mm]; |
| dmax | maximum diameter of the deformed sample [mm]; |
| m | dimensionless factor; |
| V | volume of material [mm3]; |
| δ | barreling coefficient [−]; |
| true stress [N/mm]; | |
| m1–4 | material coefficients; |
| T | temperature [°C]; |
| true strain [−]; | |
| true strain rate [s−1]; | |
| E | modulus of elasticity [GPa]; |
| ν | Poisson coefficient [−]; |
| the frictional shear stress [N/mm2]; | |
| F | load force [kN]. |
References
- Altan, T.; Ngaile, G.; Shen, G. (Eds.) Cold and hot forging, fundamentals and applications. In ASM International; Ladish Company, Inc.: Materials Park, OH, USA, 2005; pp. 25–311. [Google Scholar]
- Nielsen, C.V.; Bay, N. Overview of friction modelling in metal forming processes. Procedia Eng. 2017, 207, 2257–2262. [Google Scholar] [CrossRef] [Green Version]
- Priyadarshini, A.; Kiran, C.P.; Suresh, K. Effect of Friction on Barreling during cold Upset Forging of Aluminum 6082 Alloy Solid cylinders. IOP Conf. Ser. Mater. Sci. Eng. 2018, 330, 012072. [Google Scholar] [CrossRef]
- Male, A.T.; Cockcroft, M.G. A method for the determination of the coefficient of friction of metals under conditions of bulk plastic deformation. J. Inst. Met. 1964, 93, 38–45. [Google Scholar]
- Mahrenholtz, O.; Bontcheva, N.; Iankov, R. Influence of surface roughness on friction during metal forming processes. J. Mater. Process. Technol. 2005, 159, 9–16. [Google Scholar] [CrossRef]
- Sahin, M.; Çetinarslan, C.S.; Akata, H.E. Effect of surface roughness on friction coefficients during upsetting processes for different materials. Mater. Des. 2007, 28, 633–640. [Google Scholar] [CrossRef]
- Kobayashi, S.; Oh, S.I.; Altan, T. Metal Forming and the Finite Element Method; Oxford University Press: New York, NY, USA, 1989; pp. 1–173. [Google Scholar]
- Li, K.; Pan, Q.; Li, R.; Liu, S.; Huang, Z.; He, X. Constitutive Modeling of the Hot Deformation Behavior in 6082 Aluminum Alloy. J. Mater. Eng. Perform. 2019, 28, 981–994. [Google Scholar] [CrossRef]
- Srivastava, A.; Shrivastava, A.; Bhushan Mishra, A. Analysis of Friction Factor & Coefficient of Friction Using Ring Compression Test under Various Lubricants. Int. J. Eng. Tech. Res. 2019, 9, 17–23. [Google Scholar]
- Kanca, E.; Eyercġoğlu, Ö.; Gunen, A.; Demġr, M. Determination of Barreling of Aluminum Solid Cylinders During Cold Upsetting Using Genetic Algorithm. Matéria 2019, 24. [Google Scholar] [CrossRef]
- Davidson, M.J.; Nagaraju, H.C.; Panneerselvam, R.K. Effect of Lubrication in Cold Upsetting Using Experimental and Finite Element Modeling. J. Test. Eval. 2015, 43, 53–61. [Google Scholar] [CrossRef]
- Cora, Ö.N. Friction Analysis in Cold Forging. Master’s Thesis, Karadeniz Technical University Trabzon, Trabzon, Turkey, 2004. Available online: http://etd.lib.metu.edu.tr/upload/12605674/index.pdf (accessed on 30 January 2023).
- Kunogi, M. A new method of cold extrusion. J. Sci. Res. Inst. 1956, 50, 215–246. [Google Scholar] [CrossRef] [Green Version]
- Valberg, S.H. Applied Metal Forming Including FEM Analysis; Cambridge University Press: Cambridge, UK, 2010; pp. 1–264. [Google Scholar]
- Joun, M.S.; Moon, H.G.; Choi, I.S.; Lee, M.C.; Jun, B.Y. Effects of friction laws on metal forming processes. Tribol. Int. 2009, 42, 311–319. [Google Scholar] [CrossRef]
- Camacho, A.M.; Torralvo, A.I.; Bernal, C.; Sevilla, L. Investigations on Friction Factors in Metal Forming of Industrial Alloys. Procedia Eng. 2013, 63, 564–572. [Google Scholar] [CrossRef] [Green Version]
- Trzepiecinski, T.; Lemu, H.G. Recent Developments and Trends in the Friction Testing for Conventional Sheet Metal Forming and Incremental Sheet Forming. Metals 2020, 10, 47. [Google Scholar] [CrossRef] [Green Version]
- Malayappan, S.; Narayanasamy, R.; Esakkimuthu, G. Barrelling of aluminium solid cylinders during cold upset forging with constraints at both ends. Mat. Des. 2007, 28, 1404–1411. [Google Scholar] [CrossRef]
- Malayappan, S.; Esakkimuthu, G. Barrelling of Aluminium Solid Cylinders during Cold Upsetting with Differential Frictional Conditions at the Faces. Int. J. Adv. Manuf. Technol. 2006, 29, 41–48. [Google Scholar] [CrossRef]
- Malayappan, S.; Narayanasamy, R. An Experimental Analysis of Upset Forging of Aluminum Cylindrical Samples Considering the Dissimilar Frictional Conditions at Flat Die Surfaces. Int. J. Adv. Manuf. Technol. 2004, 23, 636–643. [Google Scholar] [CrossRef]
- Manisekar, K.; Narayanasamy, R. Effect of Friction on Barreling in Square and Rectangular Samples of Aluminum during Cold Upset Forging. Mater. Des. 2007, 28, 592–598. [Google Scholar] [CrossRef]
- Wang, L.; Zhou, J.; Duszczyk, J.; Katgerman, L. Friction extrusion—Part 1: A review of friction testing techniques for aluminum extrusion. Tribol. Int. 2012, 56, 89–98. [Google Scholar] [CrossRef]
- HariKrishna, C.; Davidson, M.; Nagaraju, C.; Kumar, A.B. Effect of lubrication on hardness in the ring compression test. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2016, 230, 1939–1950. [Google Scholar] [CrossRef]
- Yahaya, A.; Samion, S.; Musa, M.N. Determination of friction coefficient in the lubricated ring upsetting with palm kernel oil for cold forging of aluminum alloys. J. Tribol. 2020, 25, 16–28. [Google Scholar]
- Zhang, D.; Yang, G.; Zhao, S. Frictional behavior during cold ring compression process of aluminum alloy 5052. Chin. J. Aeronaut. 2021, 34, 47–64. [Google Scholar] [CrossRef]
- Rajesh, E.; Sivaprakash, M. Analysis of friction factor by employing the ring compression test under different lubricants. Int. J. Sci. Eng. Res. 2013, 4, 1163–1171. [Google Scholar]
- Pop, M.; Frunza, D. Aspects regarding the influence of external friction conditions on materials formability. Acta Tech. Napoc. Ser. Appl. Math. Mech. Eng. 2020, 63, 367–372. [Google Scholar]
- Pop, M.; Neag, A.; Frunza, D.; Popa, F. Thermomechanical study on 42crmo4 steel formability. Acta Tech. Napoc. Ser. Appl. Math. Mech. Eng. 2019, 62, 287–294. [Google Scholar]
- Pop, M.; Neag, A.; Frunza, D.; Neag, A. Experimental and numerical aspects regarding hot formability of mild carbon steel. Acta Tech. Napoc. Ser. Appl. Math. Mech. Eng. 2021, 64, 553–560. [Google Scholar]
- Zhu, Y.; Zeng, W.; Ma, X.; Tai, Q.; Li, Z.; Li, X. Determination of the friction factor of Ti-6Al-4V titanium alloy in hot forging by means of ring-compression test using FEM. Tribol. Int. 2011, 44, 2074–2080. [Google Scholar] [CrossRef]
- Tzou, G.Y.; Hsu, H.H.; Hsiao, Y.H. Investigation of a slab method analysis and FEM simulation on rotating compression forming of ring. J. Mater. Process. Technol. 2006, 177, 150–153. [Google Scholar] [CrossRef]
- Shahriari, D.; Amiri, A.; Sadeghi, M.H. Study on hot ring compression test of Nimonic 115 superalloy using experimental observations and 3D FEM simulation. J. Mater. Eng. Perform. 2010, 19, 633–642. [Google Scholar] [CrossRef]
- Wilson, W.R.D.; Schmid, S.R.; Liu, J.Y. Advanced simulations for hot forging: Heat transfer model for use with the finite element method. J. Mater. Process. Technol. 2004, 155–156, 1912–1917. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Al | Bi | Cr | Cu | Ga | Fe | Pb | Mg | Mn | Ni | Si | Ti | V | Zn |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| [%] | 93.22–97.6 | 0.60–1.1 | ≤0.3 | ≤0.1 | ≤0.03 | ≤0.5 | 0.20–0.4 | 0.60–1.2 | 0.40–1.0 | ≤0.05 | 0.60–1.4 | ≤0.2 | ≤0.05 | ≤0.30 |
| Nr. | Friction Condition | d0i [mm] | d0e [mm] | h0 [mm] | d1i [mm] | d1e [mm] | h1 [mm] | ε | μ |
|---|---|---|---|---|---|---|---|---|---|
| 1. | Dry | 15 | 30 | 10 | 14.1 | 32.3 | 8 | 0.2 | 0.15 |
| 2. | 13.2 | 34.3 | 7 | 0.3 | 0.20 | ||||
| 3. | 12 | 35.8 | 6 | 0.4 | 0.17 | ||||
| 4. | Mineral oil | 15 | 30 | 10 | 14.7 | 32.4 | 8 | 0.2 | 0.07 |
| 5. | 14.2 | 34.9 | 7 | 0.3 | 0.09 | ||||
| 6. | 13.9 | 36.6 | 6 | 0.4 | 0.09 | ||||
| 7. | Graphite in oil | 15 | 30 | 10 | 14.9 | 32.18 | 8 | 0.2 | 0.055 |
| 8. | 14.5 | 34.15 | 7 | 0.3 | 0.09 | ||||
| 9. | 14.1 | 36.3 | 6 | 0.4 | 0.09 |
| Nr. | Friction Condition | h0 [mm] | d0 [mm] | V [mm3] | Hs [mm] | L [kNmm] | h [mm] | dmin [mm] | dmax [mm] |
|---|---|---|---|---|---|---|---|---|---|
| 1. | Dry | 30 | 18 | 7634.07 | 1850 | 592 | 27.1 | 18.7 | 19.5 |
| 2. | 30 | 18 | 7634.07 | 1500 | 480 | 27.7 | 18.3 | 19.1 | |
| 3. | 30 | 18 | 7634.07 | 1000 | 320 | 28.5 | 18.1 | 18.5 | |
| 4. | Mineral oil | 30 | 18 | 7634.07 | 1850 | 592 | 26.6 | 18.8 | 19.4 |
| 5. | 30 | 18 | 7634.07 | 1500 | 480 | 27.2 | 18.6 | 18.9 | |
| 6. | 30 | 18 | 7634.07 | 1000 | 320 | 28.1 | 18.6 | 18.8 | |
| 7. | Graphite in oil | 30 | 18 | 7634.07 | 1850 | 592 | 26 | 18.9 | 19 |
| 8. | 30 | 18 | 7634.07 | 1500 | 480 | 27.6 | 18.9 | 19.1 | |
| 9. | 30 | 18 | 7634.07 | 1000 | 320 | 28 | 18.3 | 18.5 |
| Nr. | Friction Condition | m | σd [N/mm2] | [s−1] | δ [−] | ε [−] | µ [−] | |
|---|---|---|---|---|---|---|---|---|
| 1. | Dry | 1.069 | 713.544 | 1.043 | 6.412 | 0.041 | 0.097 | 0.113 |
| 2. | 1.066 | 739.417 | 1.044 | 5.774 | 0.042 | 0.077 | 0.08 | |
| 3. | 1.064 | 768.409 | 1.022 | 4.714 | 0.022 | 0.05 | 0.061 | |
| 4. | Mineral oil | 1.071 | 602.132 | 1.032 | 6.412 | 0.031 | 0.113 | 0.055 |
| 5. | 1.068 | 613.647 | 1.016 | 5.774 | 0.016 | 0.093 | 0.043 | |
| 6. | 1.066 | 625.891 | 1.011 | 4.714 | 0.011 | 0.063 | 0.029 | |
| 7. | Graphite in oil | 1.073 | 505.182 | 1.005 | 6.412 | 0.005 | 0.133 | 0.042 |
| 8. | 1.068 | 535.747 | 1.011 | 5.774 | 0.01 | 0.08 | 0.028 | |
| 9. | 1.065 | 570.288 | 1.011 | 4.714 | 0.011 | 0.067 | 0.023 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pop, M.F.; Neag, A.V.; Sas-Boca, I.-M. Experimental and Numerical Study on the Influence of Lubrication Conditions on AA6068 Aluminum Alloy Cold Deformation Behavior. Materials 2023, 16, 2045. https://doi.org/10.3390/ma16052045
Pop MF, Neag AV, Sas-Boca I-M. Experimental and Numerical Study on the Influence of Lubrication Conditions on AA6068 Aluminum Alloy Cold Deformation Behavior. Materials. 2023; 16(5):2045. https://doi.org/10.3390/ma16052045
Chicago/Turabian StylePop, Mariana Florica, Adriana Voica Neag, and Ioana-Monica Sas-Boca. 2023. "Experimental and Numerical Study on the Influence of Lubrication Conditions on AA6068 Aluminum Alloy Cold Deformation Behavior" Materials 16, no. 5: 2045. https://doi.org/10.3390/ma16052045
APA StylePop, M. F., Neag, A. V., & Sas-Boca, I.-M. (2023). Experimental and Numerical Study on the Influence of Lubrication Conditions on AA6068 Aluminum Alloy Cold Deformation Behavior. Materials, 16(5), 2045. https://doi.org/10.3390/ma16052045