
Evaluation of the Wear and Mechanical Properties of Titanium Diboride-Reinforced Titanium Matrix Composites Prepared by Spark Plasma Sintering

Abstract
:1. Introduction
2. Experimental Procedures
2.1. Materials
2.2. Morphological Characterization
2.3. Mechanical Analysis
2.4. Nanoindentation Test
2.5. Tribology Study
3. Results and Discussion
3.1. Characterization of the Powders
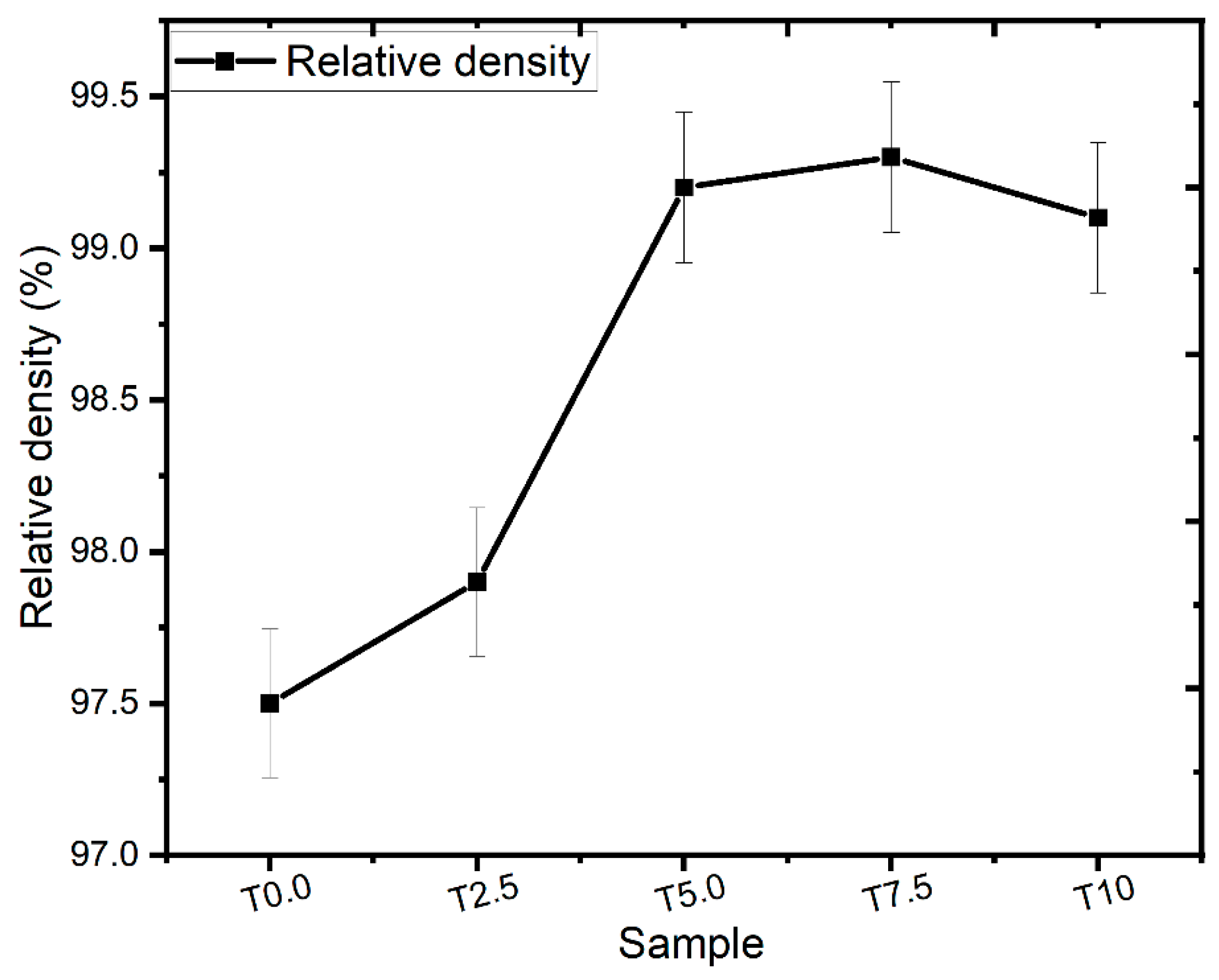
3.2. Evaluation of the Relative Density
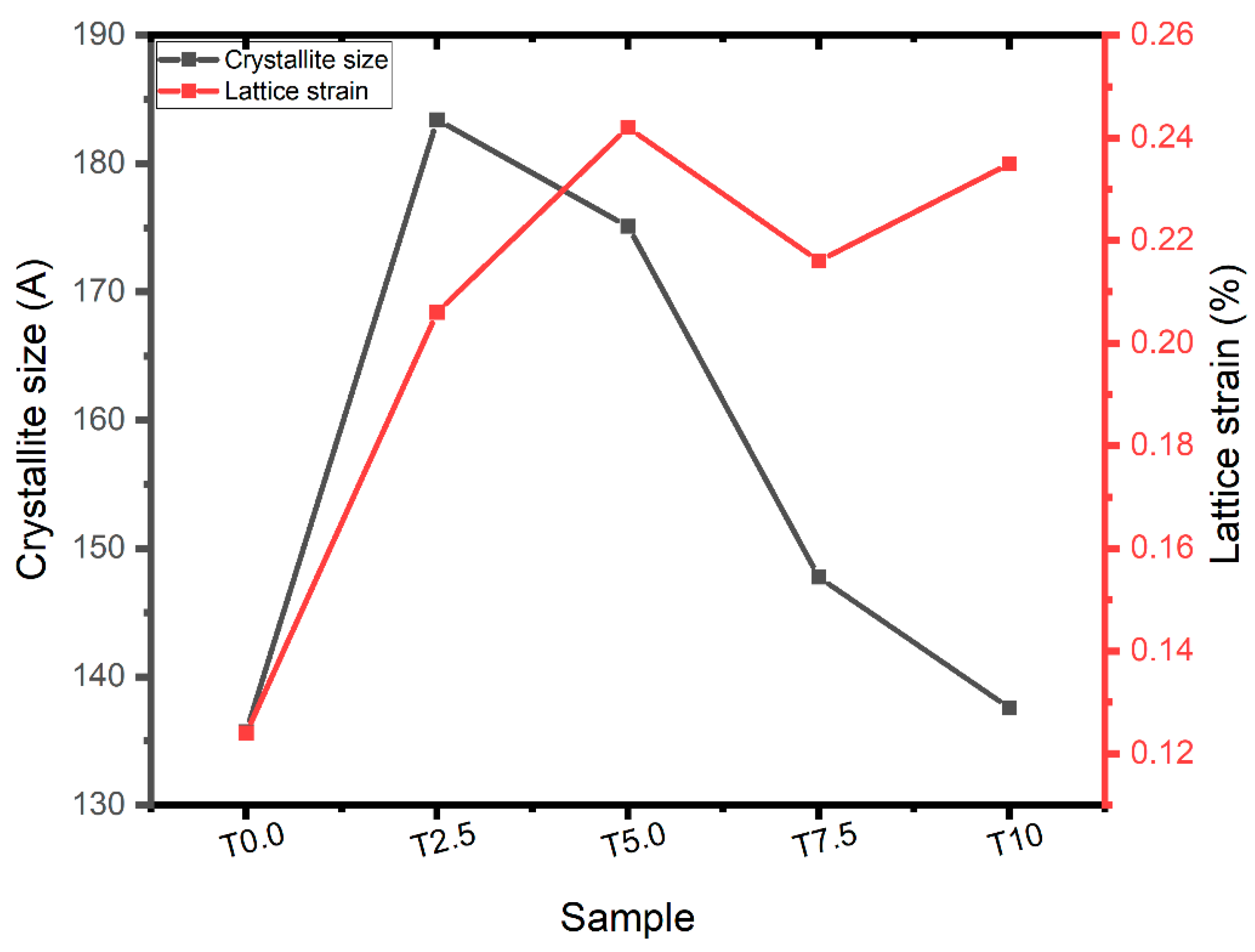
3.3. Diffractograms of the Sintered Samples
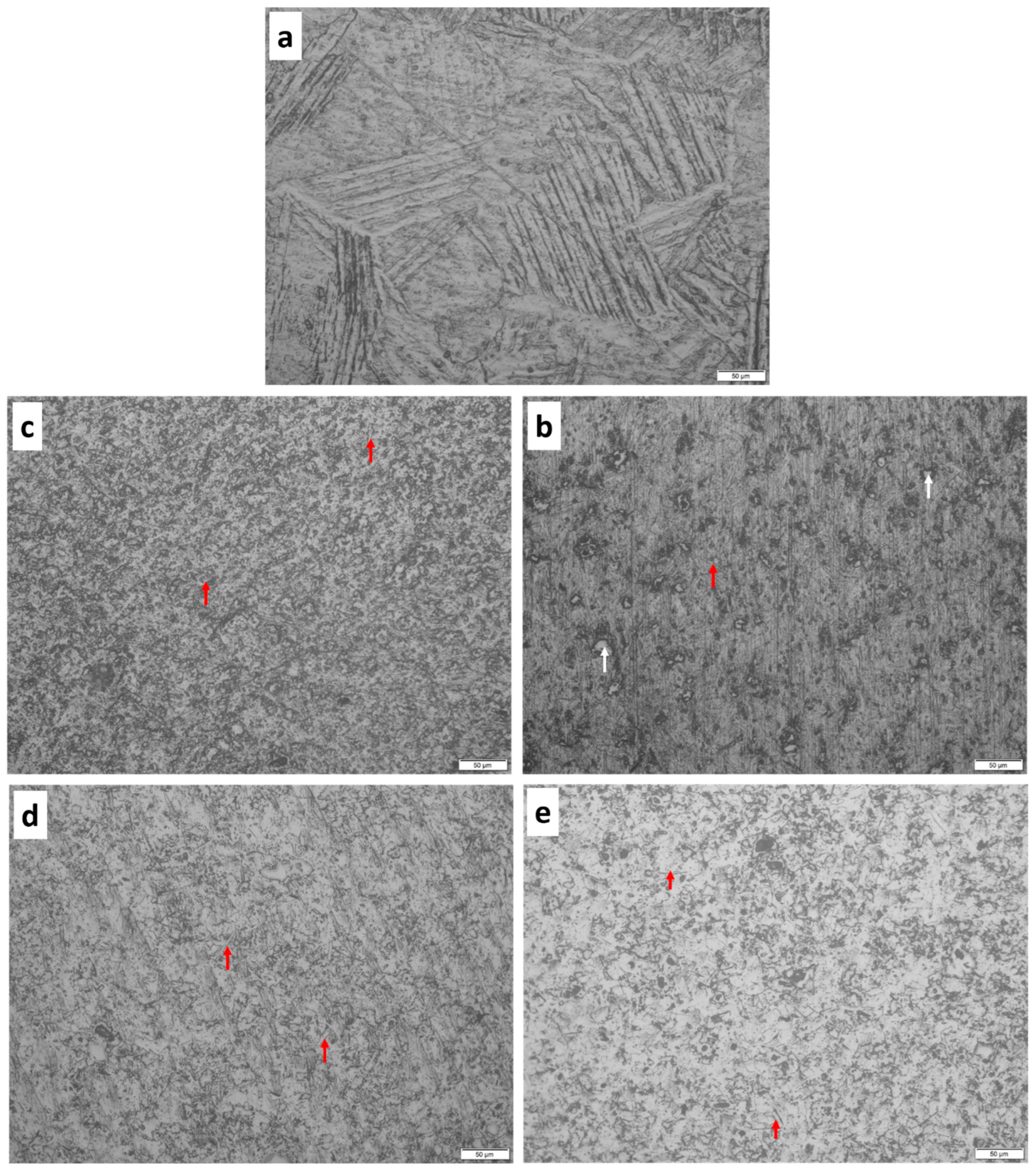
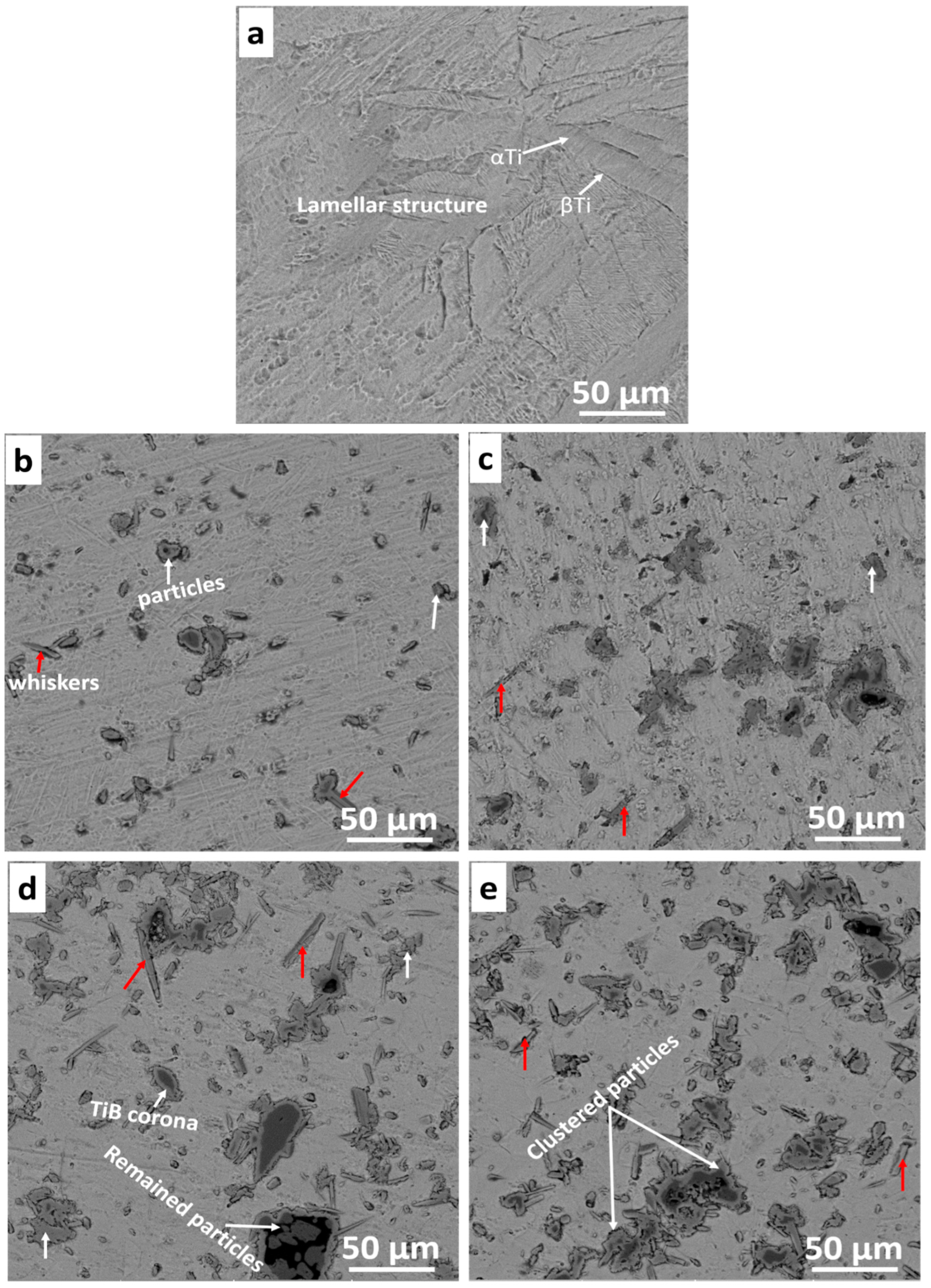
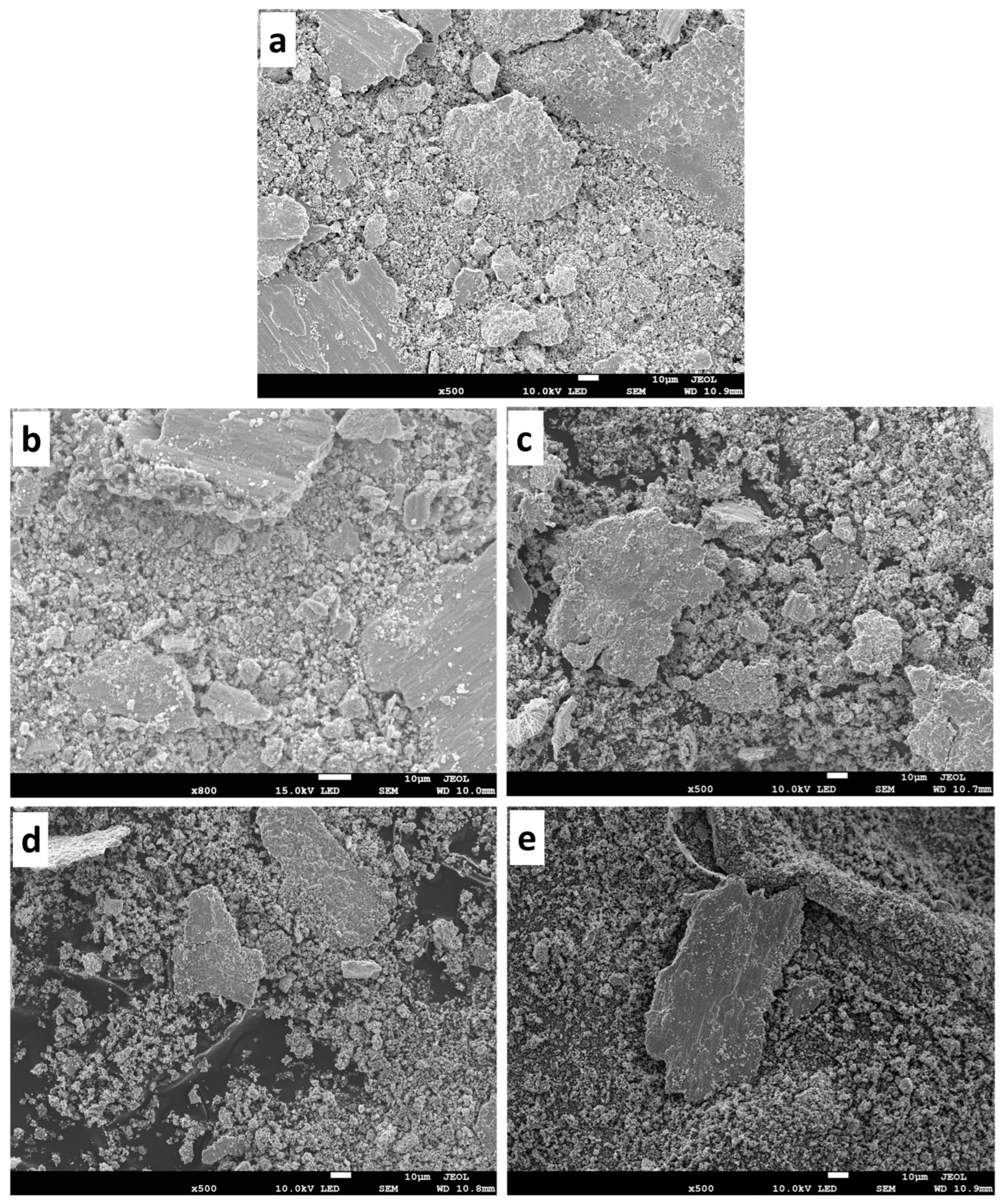
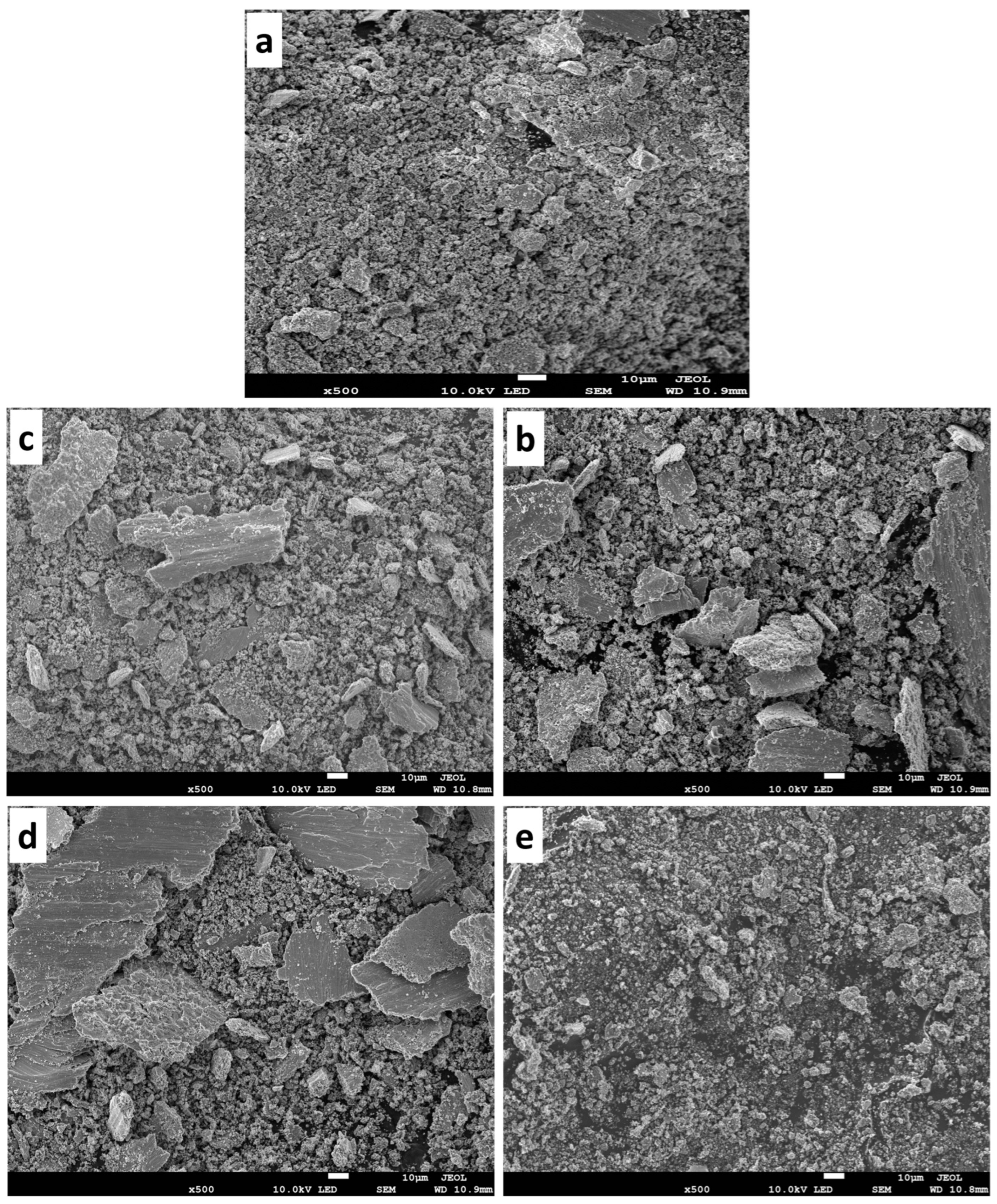
3.4. Microstructural Studies
Optical and SEM Microstructures
3.5. Evaluation of the Microhardness and Tensile Properties
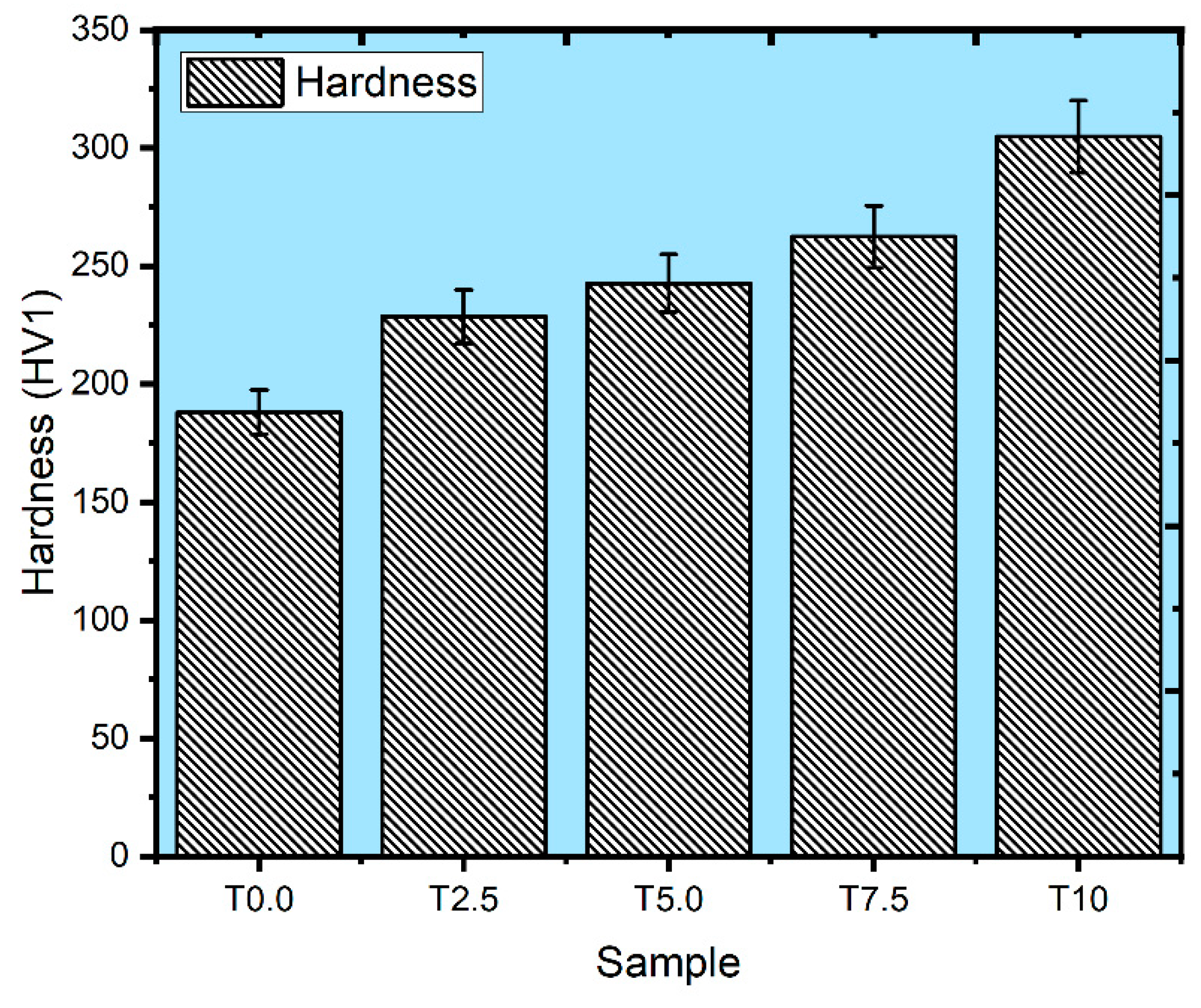
3.5.1. Vickers Microhardness
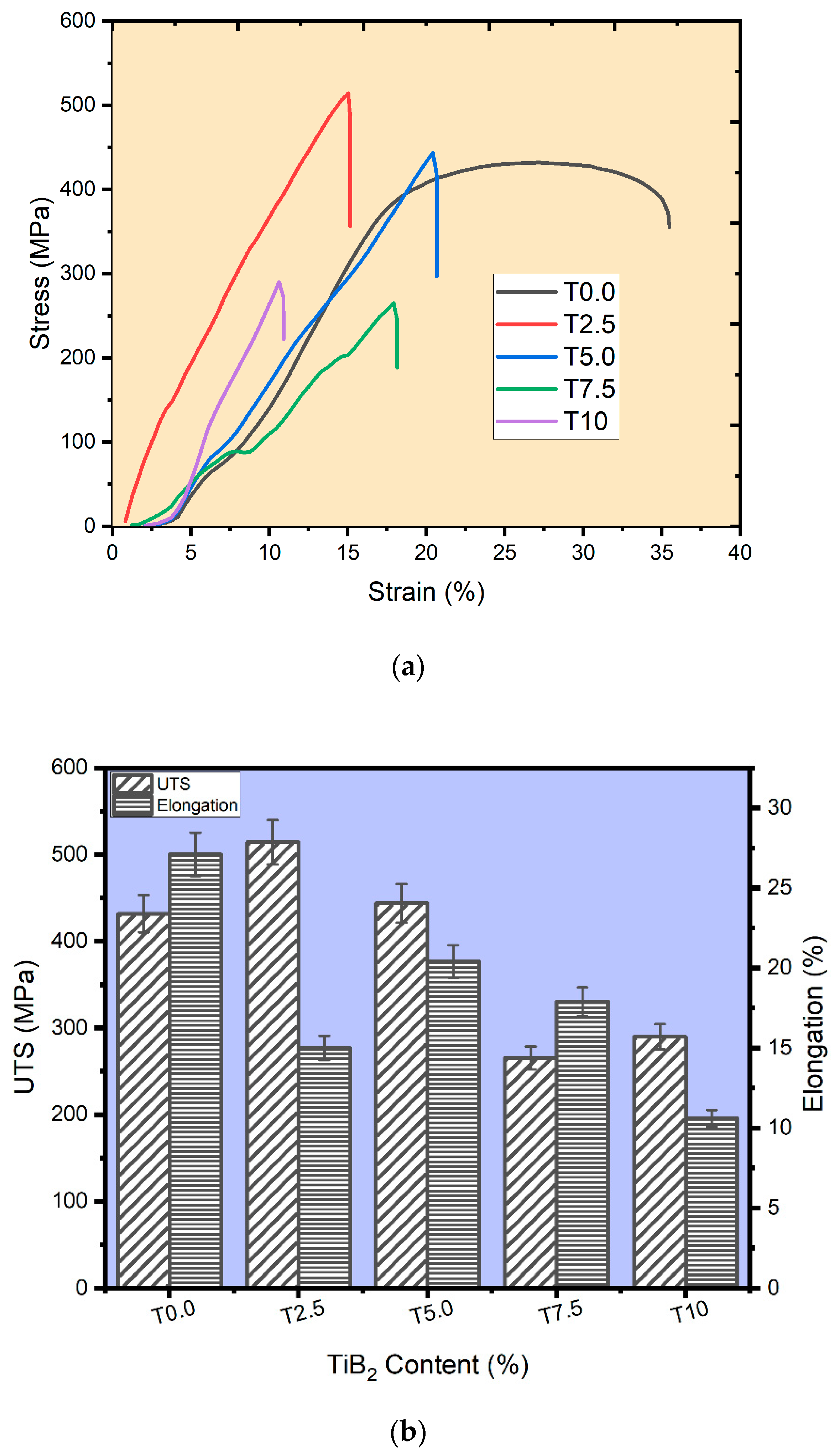
3.5.2. Tensile Properties
3.6. Nanomechanical Properties
3.6.1. Load Displacement Curve
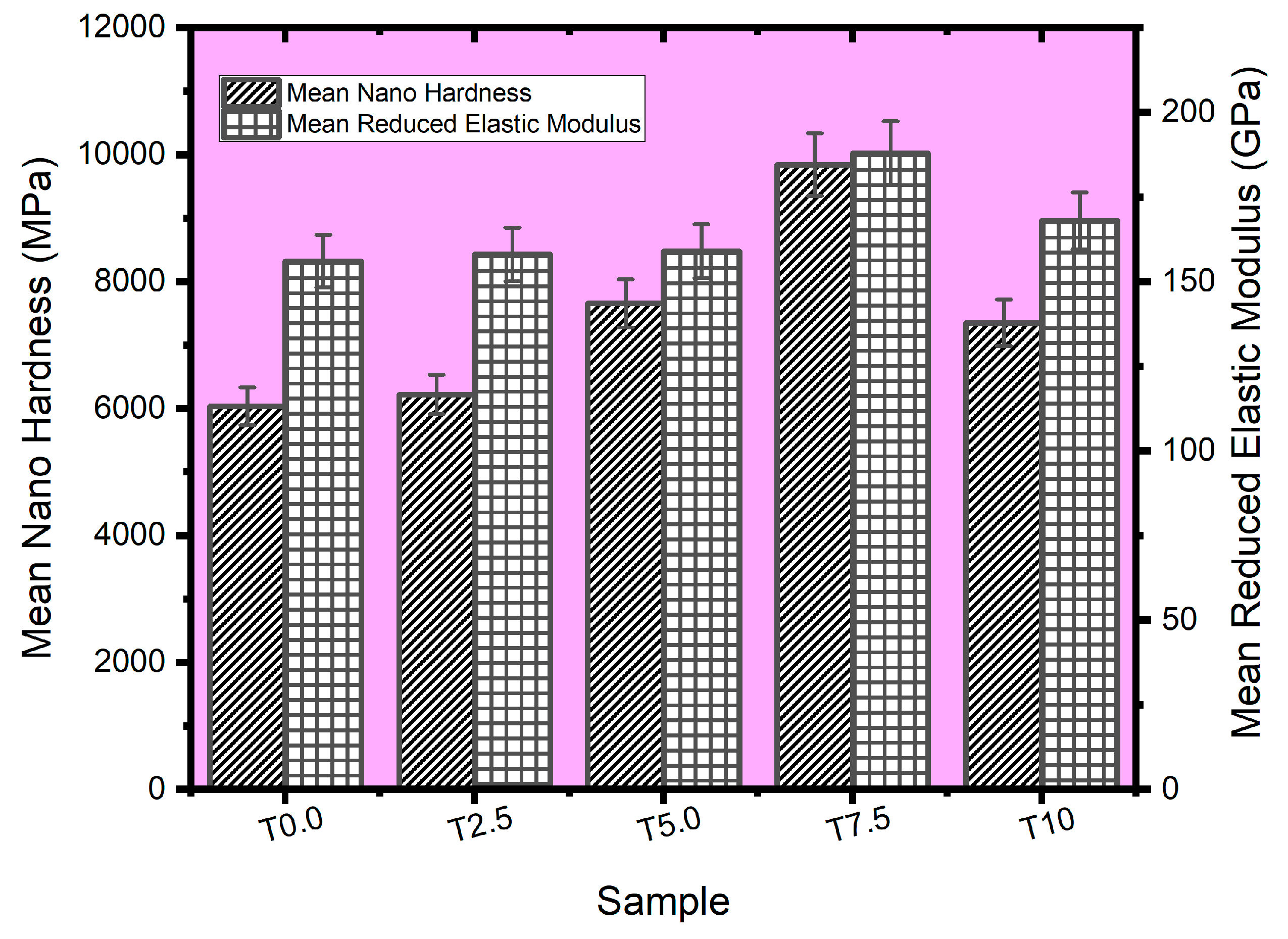
3.6.2. Reduced Elastic Modulus (REM) and Hardness Values
3.7. Wear Behavior of the Sintered Samples
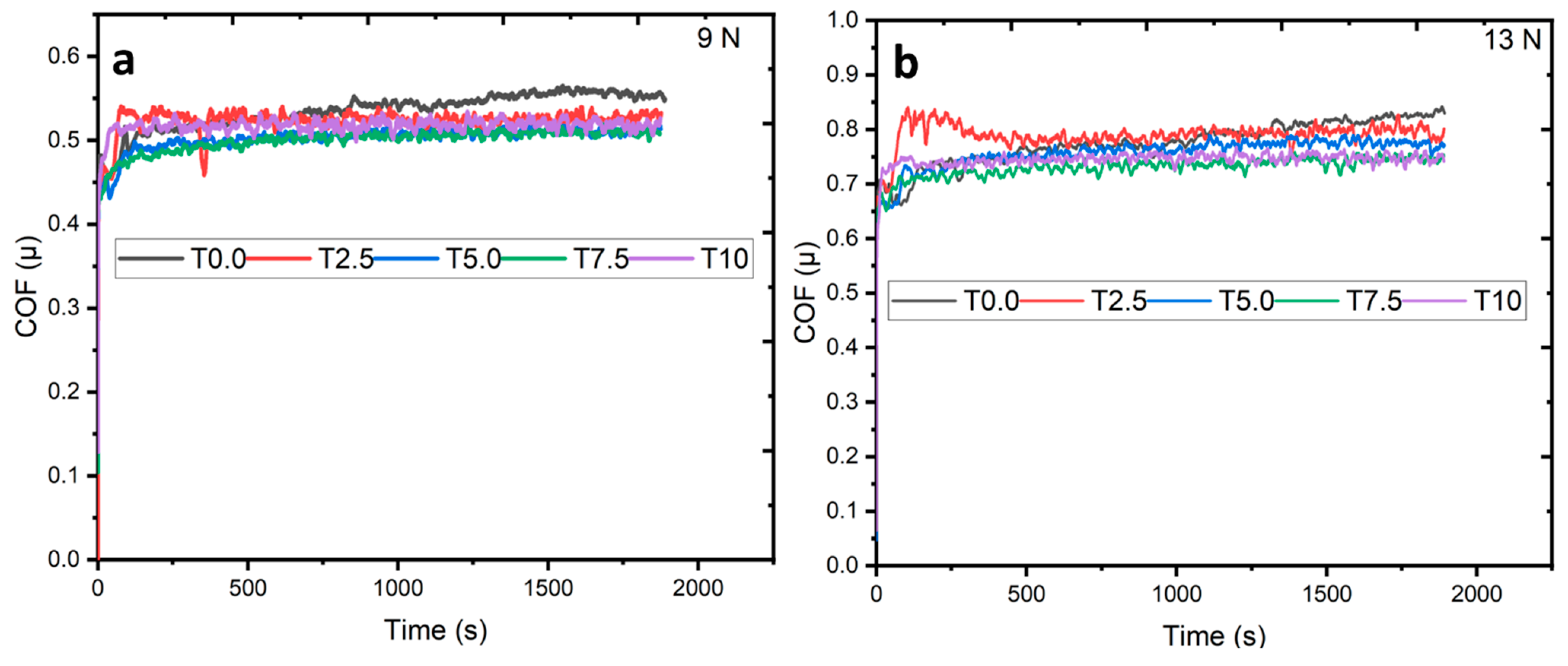
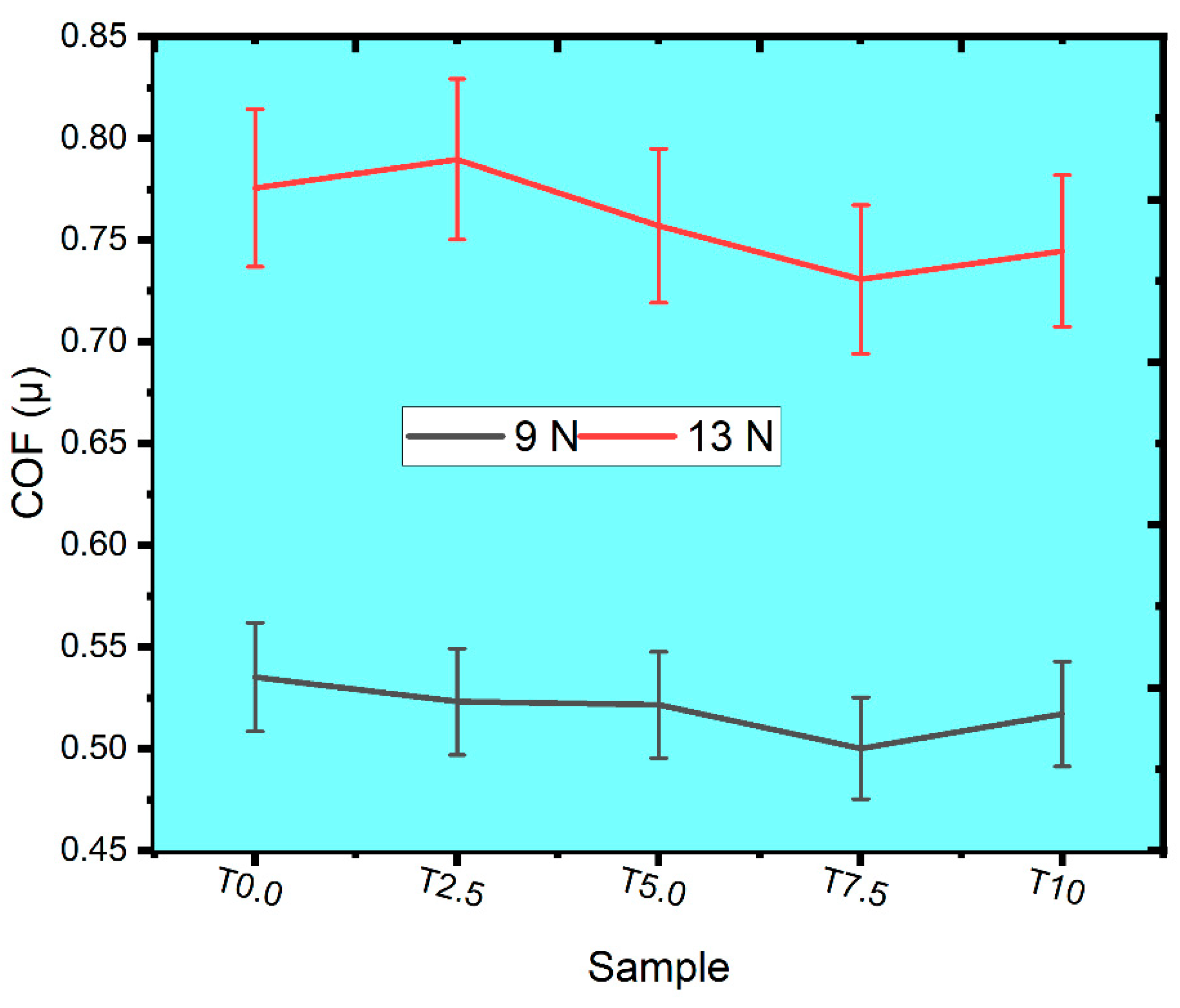
3.7.1. Analysis of the Coefficient of Friction (COF)
3.7.2. Effect of the TiB2 on the Mean COF
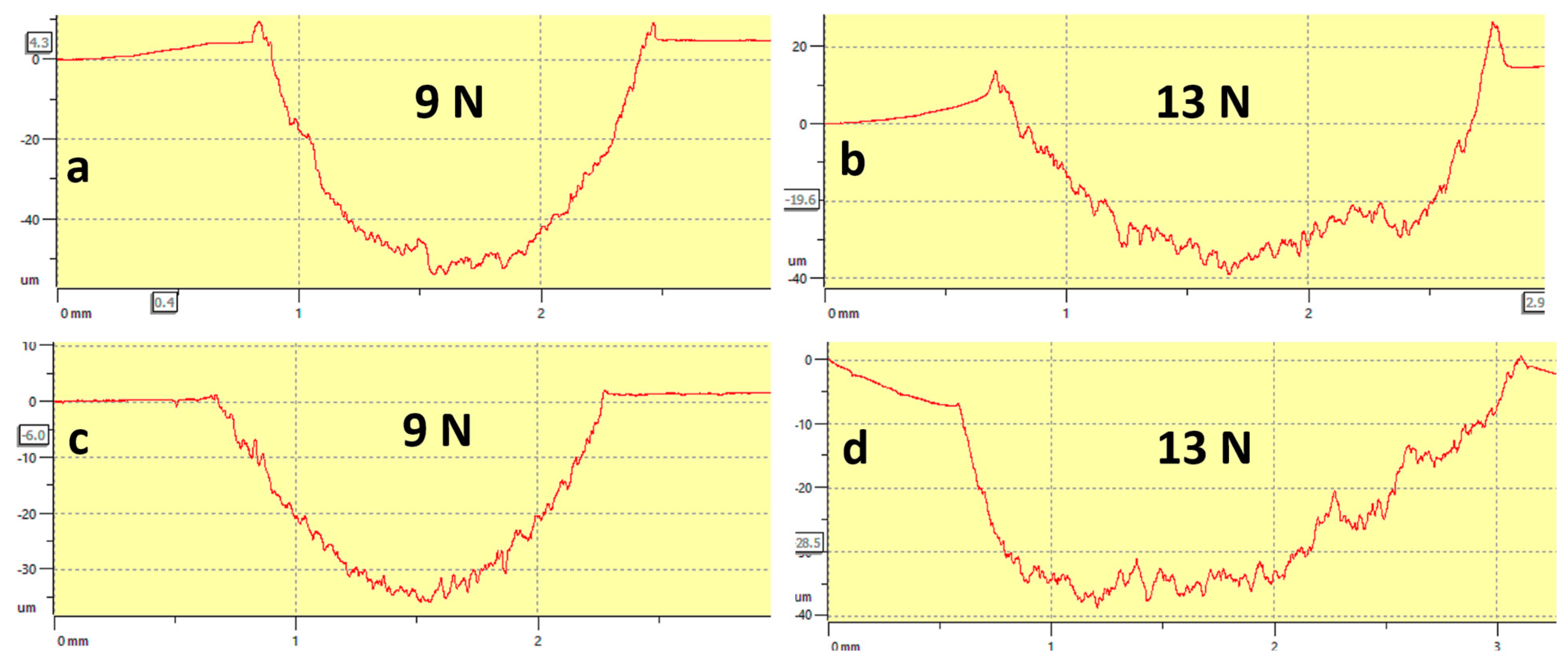
3.7.3. Effect of the TiB2 on the Wear Rate and Depth
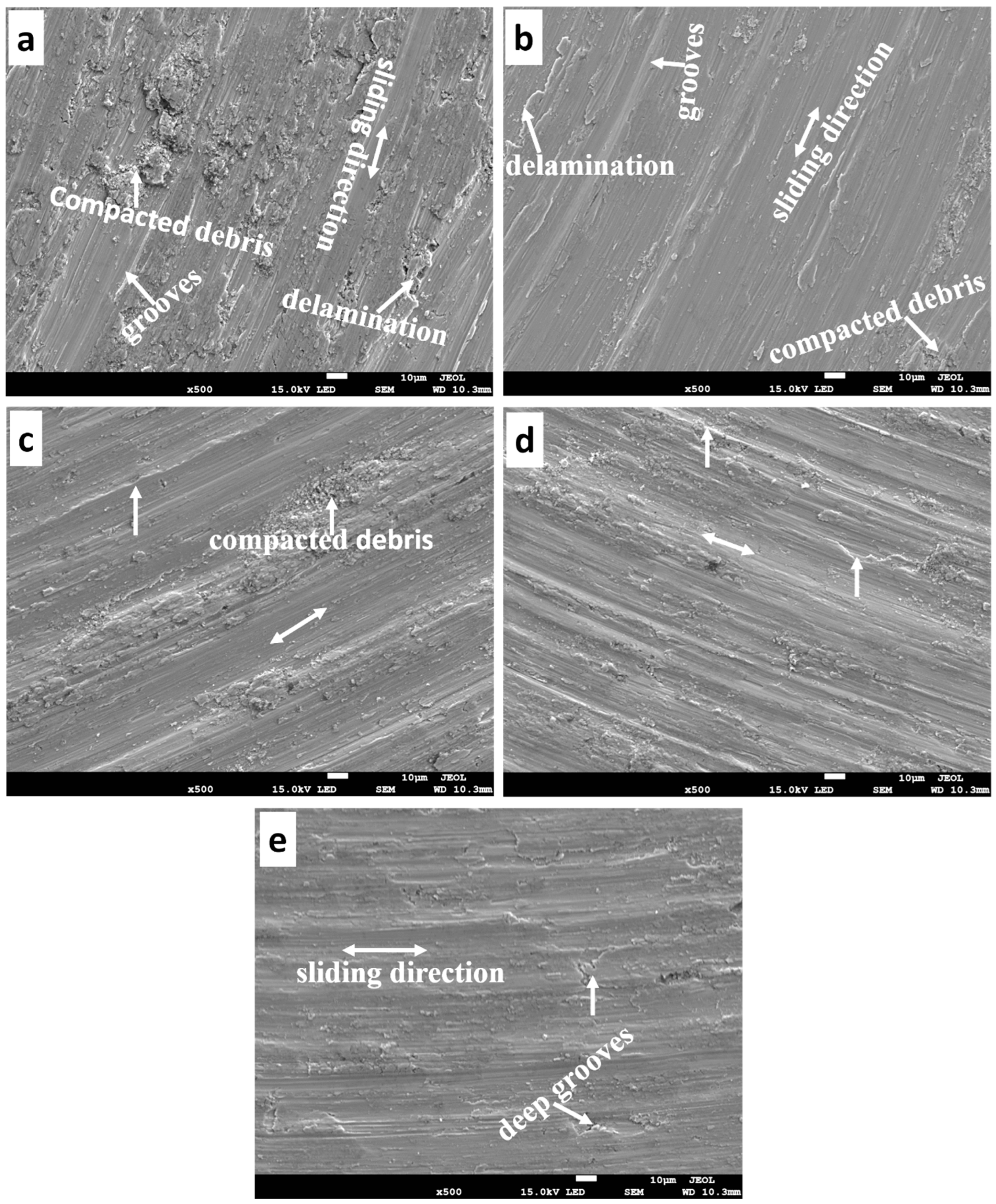
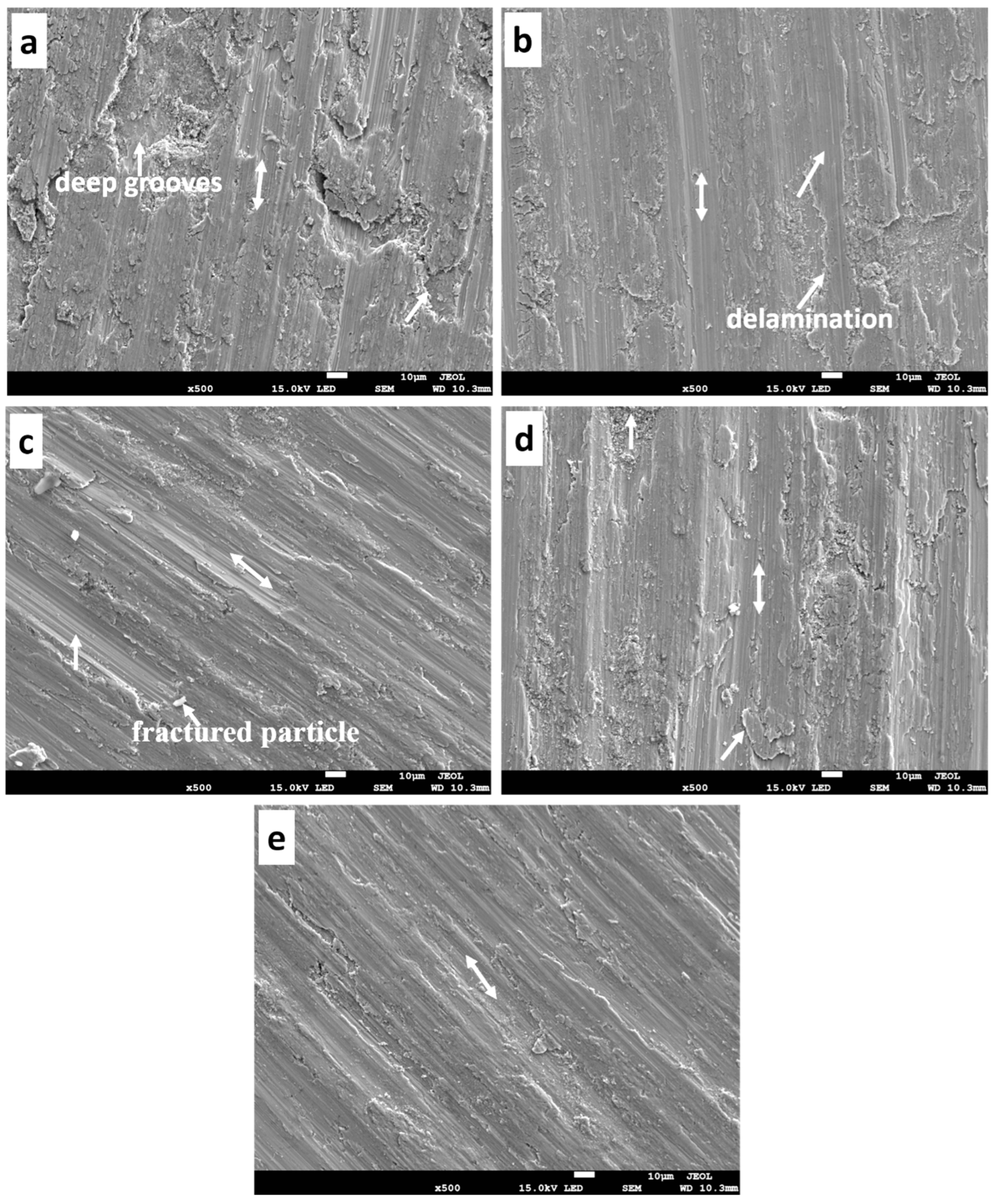
3.7.4. Morphology of the Worn Surface and Debris
3.7.5. Morphology of the Wear Debris
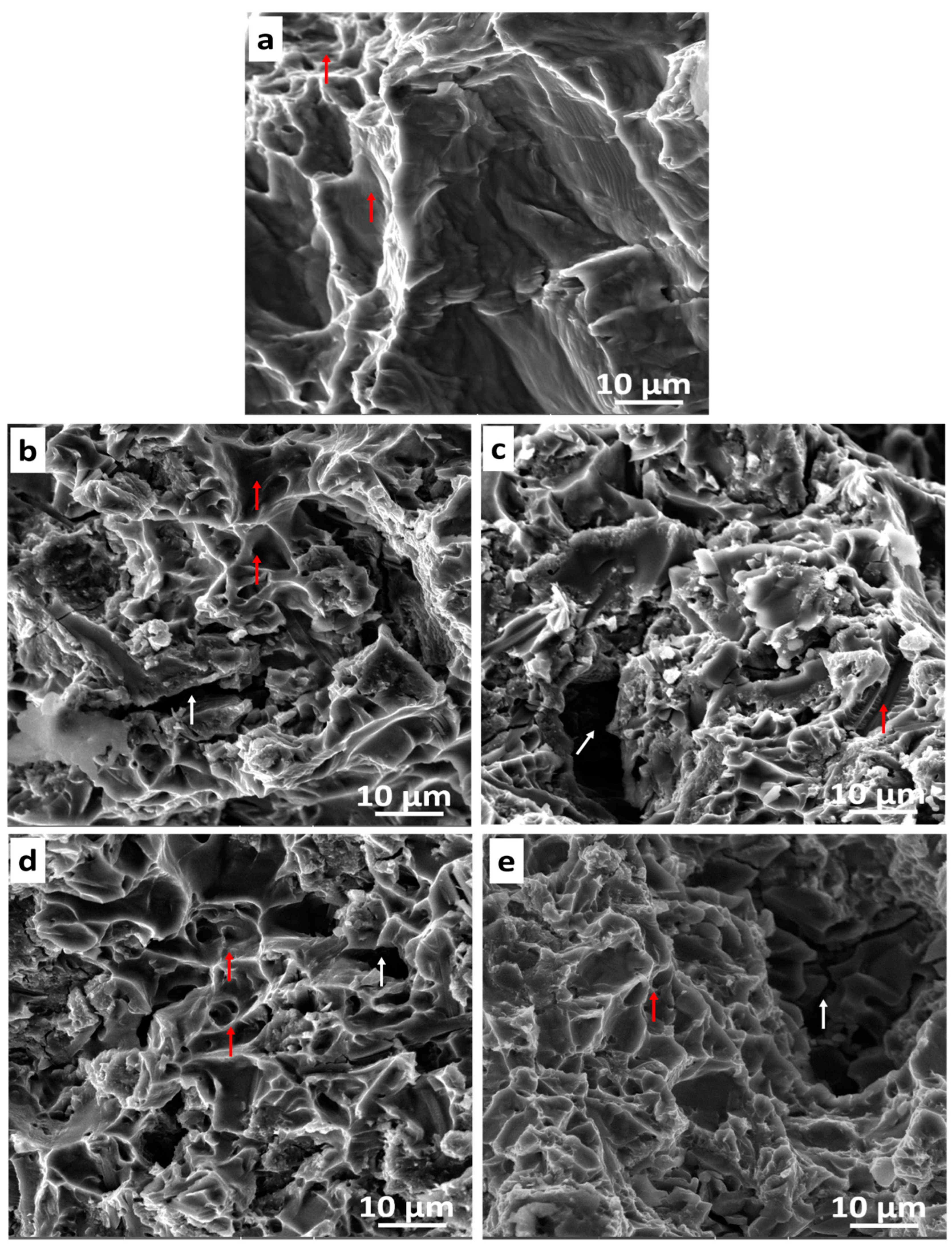
3.8. Fractography
4. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Falodun, O.E.; Obadele, B.A.; Oke, S.R.; Okoro, A.M.; Olubambi, P.A. Titanium-Based Matrix Composites Reinforced with Particulate, Microstructure, and Mechanical Properties Using Spark Plasma Sintering Technique: A Review. Int. J. Adv. Manuf. Technol. 2019, 102, 1689–1701. [Google Scholar] [CrossRef]
- Larsen, J.M.; Russ, S.M.; Jones, J.W. An Evaluation of Fiber-Reinforced Titanium Matrix Composites for Advanced High-Temperature Aerospace Applications. Metall. Mater. Trans. A 1995, 26, 3211–3223. [Google Scholar] [CrossRef]
- Attar, H.; Ehtemam-Haghighi, S.; Kent, D.; Okulov, I.V.; Wendrock, H.; Bӧnisch, M.; Volegov, A.S.; Calin, M.; Eckert, J.; Dargusch, M.S. Nanoindentation and Wear Properties of Ti and Ti-TiB Composite Materials Produced by Selective Laser Melting. Mater. Sci. Eng. A 2017, 688, 20–26. [Google Scholar] [CrossRef] [Green Version]
- Choi, B.J.; Kim, I.Y.; Lee, Y.Z.; Kim, Y.J. Microstructure and Friction/Wear Behavior of (TiB + TiC) Particulate-Reinforced Titanium Matrix Composites. Wear 2014, 318, 68–77. [Google Scholar] [CrossRef]
- Kgoete, F.M.; Popoola, A.P.I.; Fayomi, O.S.I. Influence of Spark Plasma Sintering on Microstructure and Corrosion Behaviour of Ti-6Al-4V Alloy Reinforced with Micron-Sized Si3N4 Powder. Def. Technol. 2018, 14, 403–407. [Google Scholar] [CrossRef]
- Tjong, S.C.; Mai, Y.W. Processing-Structure-Property Aspects of Particulate- and Whisker-Reinforced Titanium Matrix Composites. Compos. Sci. Technol. 2008, 68, 583–601. [Google Scholar] [CrossRef]
- Zhang, C.; Kong, F.; Xiao, S.; Niu, H.; Xu, L.; Chen, Y. Evolution of Microstructural Characteristic and Tensile Properties during Preparation of TiB/Ti Composite Sheet. Mater. Des. 2012, 36, 505–510. [Google Scholar] [CrossRef]
- Feng, H.; Zhou, Y.; Jia, D.; Meng, Q. Microstructure and Mechanical Properties of in Situ TiB Reinforced Titanium Matrix Composites Based on Ti-FeMo-B Prepared by Spark Plasma Sintering. Compos. Sci. Technol. 2004, 64, 2495–2500. [Google Scholar] [CrossRef]
- Wang, M.M.; Lu, W.J.; Qin, J.; Ma, F.; Lu, J.; Zhang, D. Effect of Volume Fraction of Reinforcement on Room Temperature Tensile Property of in Situ (TiB + TiC)/Ti Matrix Composites. Mater. Des. 2006, 27, 494–498. [Google Scholar] [CrossRef]
- Sharma, A.K.; Bhandari, R.; Aherwar, A.; Pinca-Bretotean, C. A Study of Fabrication Methods of Aluminum Based Composites Focused on Stir Casting Process. Mater. Today Proc. 2020, 27, 1608–1612. [Google Scholar] [CrossRef]
- Huang, L.J.; Geng, L.; Li, A.B.; Yang, F.Y.; Peng, H.X. In Situ TiBw/Ti-6Al-4V Composites with Novel Reinforcement Architecture Fabricated by Reaction Hot Pressing. Scr. Mater. 2009, 60, 996–999. [Google Scholar] [CrossRef]
- Hunt, M.P.; Logan, K.V. Pressureless Sintering of Titanium Diboride Powders. In Developments in Strategic Materials: Ceramic Engineering and Science Proceedings; American Ceramic Society: Columbus, OH, USA, 2009; Volume 20, pp. 211–221. [Google Scholar] [CrossRef]
- Nguyen, T.P.; Hamidzadeh Mahaseni, Z.; Dashti Germi, M.; Delbari, S.A.; Van Le, Q.; Ahmadi, Z.; Shokouhimehr, M.; Shahedi Asl, M.; Sabahi Namini, A. Densification Behavior and Microstructure Development in TiB2 Ceramics Doped with H-BN. Ceram. Int. 2020, 46, 18970–18975. [Google Scholar] [CrossRef]
- Ayodele, O.O.; Babalola, B.J.; Olubambi, P.A. Microstructures and Mechanical Properties of Ceramics Reinforced Titanium Matrix Fabricated by Pulsed Electric Current Sintering. J. Mater. Res. Technol. 2022, 17, 2807–2817. [Google Scholar] [CrossRef]
- Singh, H.; Hayat, M.; Zhang, H.; Das, R.; Cao, P. Effect of TiB2 Content on Microstructure and Properties of in Situ Ti-TiB Composites. Int. J. Miner. Metall. Mater. 2019, 26, 915–924. [Google Scholar] [CrossRef]
- Low, R.J.; Robertson, I.M.; Schaffer, G.B. Excessive Porosity after Liquid-Phase Sintering of Elemental Titanium Powder Blends. Scr. Mater. 2007, 56, 895–898. [Google Scholar] [CrossRef]
- Obadele, B.A.; Andrews, A.; Olubambi, P.A.; Mathew, M.T.; Pityana, S. Effect of ZrO2 Addition on the Dry Sliding Wear Behavior of Laser Clad Ti6Al4V Alloy. Wear 2015, 328–329, 295–300. [Google Scholar] [CrossRef]
- Cai, C.; Song, B.; Xue, P.; Wei, Q.; Wu, J.; Li, W.; Shi, Y. Effect of Hot Isostatic Pressing Procedure on Performance of Ti6Al4V: Surface Qualities, Microstructure and Mechanical Properties. J. Alloys Compd. 2016, 686, 55–63. [Google Scholar] [CrossRef]
- Duan, H.; Han, Y.; Lu, W.; Wang, L.; Mao, J.; Zhang, D. Configuration Design and Fabrication of Laminated Titanium Matrix Composites. Mater. Des. 2016, 99, 219–224. [Google Scholar] [CrossRef]
- Ayodele, O.O.; Awotunde, M.A.; Babalola, B.J.; Olubambi, P.A. Spark Plasma Sintering of CNT-NiAl Nanocomposites—Process Parameter, Densification Mechanism, and Grain Analysis. Manuf. Rev. 2021, 8, 25. [Google Scholar] [CrossRef]
- Nishimura, T.; Mitomo, M.; Hirotsuru, H.; Kawahara, M. Fabrication of Silicon Nitride Nano-Ceramics by Spark Plasma Sintering. J. Mater. Sci. Lett. 1995, 14, 1046–1047. [Google Scholar] [CrossRef]
- Guo, S.Q.; Nishimura, T.; Kagawa, Y.; Yang, J.M. Spark Plasma Sintering of Zirconium Diborides. J. Am. Ceram. Soc. 2008, 91, 2848–2855. [Google Scholar] [CrossRef]
- Babalola, B.J.; Shongwe, M.B.; Rominiyi, A.L.; Lepele, P.L.; Popoola, A.P.I. The Fabrication and Characterization of Spark Plasma Sintered Nickel Based Binary Alloy at Different Heating Rate. J. Micro Nano-Manuf. 2019, 7, 031004. [Google Scholar] [CrossRef]
- Rominiyi, A.L.; Shongwe, M.B.; Maledi, N.; Babalola, B.J.; Olubambi, P.A. Synthesis, Microstructural and Phase Evolution in Ti–2Ni and Ti–10Ni Binary Alloys Consolidated by Spark Plasma Sintering Technique. Int. J. Adv. Manuf. Technol. 2019, 104, 1041–1049. [Google Scholar] [CrossRef]
- Singh, L.K.; Bhadauria, A.; Jana, S.; Laha, T. Effect of Sintering Temperature and Heating Rate on Crystallite Size, Densification Behaviour and Mechanical Properties of Al-MWCNT Nanocomposite Consolidated via Spark Plasma Sintering. Acta Metall. Sin. (Engl. Lett.) 2018, 31, 1019–1030. [Google Scholar] [CrossRef] [Green Version]
- Feng, H.; Jia, D.; Zhou, Y. Spark Plasma Sintering Reaction Synthesized TiB Reinforced Titanium Matrix Composites. Compos. Part A Appl. Sci. Manuf. 2005, 36, 558–563. [Google Scholar] [CrossRef]
- Shen, X.; Zhang, Z.; Wei, S.; Wang, F.; Lee, S. Microstructures and Mechanical Properties of the in Situ TiB–Ti Metal–Matrix Composites Synthesized by Spark Plasma Sintering Process. J. Alloys Compd. 2011, 509, 7692–7696. [Google Scholar] [CrossRef]
- Chaudhari, R.; Bauri, R. Reaction Mechanism, Microstructure and Properties of Ti-TiB Insitu Composite Processed by Spark Plasma Sintering. Mater. Sci. Eng. A 2013, 587, 161–167. [Google Scholar] [CrossRef]
- Borkar, T.; Nag, S.; Ren, Y.; Tiley, J.; Banerjee, R. Reactive Spark Plasma Sintering (SPS) of Nitride Reinforced Titanium Alloy Composites. J. Alloys Compd. 2014, 617, 933–945. [Google Scholar] [CrossRef]
- Zhang, Z.H.; Shen, X.B.; Wen, S.; Luo, J.; Lee, S.K.; Wang, F.C. In Situ Reaction Synthesis of Ti-TiB Composites Containing High Volume Fraction of TiB by Spark Plasma Sintering Process. J. Alloys Compd. 2010, 503, 145–150. [Google Scholar] [CrossRef]
- Mohammadzadeh, A.; Azadbeh, M.; Danninger, H.; Sabahi, A. Ti-TiB2 Composites Consolidated by Spark Plasma Sintering: Reaction Mechanism, Characteristics of in-Situ Formed Phases and Densification Behavior. Mater. Chem. Phys. 2020, 242, 122556. [Google Scholar] [CrossRef]
- Sabahi Namini, A.; Azadbeh, M.; Shahedi Asl, M. Effects of In-Situ Formed TiB Whiskers on Microstructure and Mechanical Properties of Spark Plasma Sintered Ti-B4C and Ti-TiB2 Composites. Sci. Iran. 2018, 25, 762–771. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Bhushan, B. A Review of Nanoindentation Continuous Stiffness Measurement Technique and Its Applications. Mater. Charact. 2002, 48, 11–36. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An Improved Technique for Determining Hardness and Elastic Madulus Using Load and Displacement. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Sneddon, I.N. The Relation between Load and Penetration in the Axisymmetric Boussinesq Problem for a Punch of Arbitrary Profile. Int. J. Eng. Sci. 1965, 3, 47–57. [Google Scholar] [CrossRef]
- Obadele, B.A.; Ige, O.O.; Olubambi, P.A. Fabrication and Characterization of Titanium-Nickel-Zirconia Matrix Composites Prepared by Spark Plasma Sintering. J. Alloys Compd. 2017, 710, 825–830. [Google Scholar] [CrossRef]
- Özbilen, S. Satellite Formation Mechanism in Gas Atomised Powders. Powder Metall. 1999, 42, 70–78. [Google Scholar] [CrossRef]
- Yan, Z.; Chen, F.; Cai, Y.; Zheng, Y. Microstructure and Mechanical Properties of In-Situ Synthesized TiB Whiskers Reinforced Titanium Matrix Composites by High-Velocity Compaction. Powder Technol. 2014, 267, 309–314. [Google Scholar] [CrossRef]
- Şelte, A.; Özkal, B. Crystallite Size and Strain Calculations of Hard Particle Reinforced Composite Powders (Cu/Ni/Fe-Wc) Synthesized via Mechanical Alloying. Proc. Est. Acad. Sci. 2019, 68, 66–78. [Google Scholar] [CrossRef]
- Kwon, H.; Cho, S.; Leparoux, M.; Kawasaki, A. Dual-Nanoparticulate-Reinforced Aluminum Matrix Composite Materials. Nanotechnology 2012, 23, 225704. [Google Scholar] [CrossRef] [PubMed]
- Zhang, K.B.; Fu, Z.Y.; Zhang, J.Y.; Shi, J.; Wang, W.M.; Wang, H.; Wang, Y.C.; Zhang, Q.J. Nanocrystalline CoCrFeNiCuAl High-Entropy Solid Solution Synthesized by Mechanical Alloying. J. Alloys Compd. 2009, 485, L31–L34. [Google Scholar] [CrossRef]
- Bustillos, J.; Zhang, C.; Loganathan, A.; Boesl, B.; Agarwal, A. Ultralow Temperature Densification of a Titanium Alloy by Spark Plasma Sintering. Adv. Eng. Mater. 2020, 22, 2000076. [Google Scholar] [CrossRef] [Green Version]
- Sabahi Namini, A.; Azadbeh, M.; Shahedi Asl, M. Effect of TiB2 Content on the Characteristics of Spark Plasma Sintered Ti–TiBw Composites. Adv. Powder Technol. 2017, 28, 1564–1572. [Google Scholar] [CrossRef]
- Falodun, O.E.; Obadele, B.A.; Oke, S.R.; Maja, M.E.; Olubambi, P.A. Synthesis of Ti-6Al-4V Alloy with Nano-TiN Microstructure via Spark Plasma Sintering Technique. IOP Conf. Ser. Mater. Sci. Eng. 2017, 272, 012029. [Google Scholar] [CrossRef] [Green Version]
- Falodun, O.E.; Oke, S.R.; Obadele, B.A.; Okoro, A.M.; Olubambi, P.A. Influence of SiAlON Ceramic Reinforcement on Ti6Al4V Alloy Matrix via Spark Plasma Sintering Technique. Met. Mater. Int. 2021, 27, 1769–1778. [Google Scholar] [CrossRef]
- Montealegre-Melendez, I.; Arévalo, C.; Ariza, E.; Pérez-Soriano, E.M.; Rubio-Escudero, C.; Kitzmantel, M.; Neubauer, E. Analysis of the Microstructure and Mechanical Properties of Titanium-Based Composites Reinforced by Secondary Phases and B4C Particles Produced via Direct Hot Pressing. Materials 2017, 10, 1240. [Google Scholar] [CrossRef] [Green Version]
- Okoro, A.M.; Machaka, R.; Lephuthing, S.S.; Oke, S.R.; Awotunde, M.A.; Olubambi, P.A. Nanoindentation Studies of the Mechanical Behaviours of Spark Plasma Sintered Multiwall Carbon Nanotubes Reinforced Ti6Al4V Nanocomposites. Mater. Sci. Eng. A 2019, 765, 138320. [Google Scholar] [CrossRef]
- Maja, M.E.; Falodun, O.E.; Obadele, B.A.; Oke, S.R.; Olubambi, P.A. Nanoindentation Studies on TiN Nanoceramic Reinforced Ti–6Al–4V Matrix Composite. Ceram. Int. 2018, 44, 4419–4425. [Google Scholar] [CrossRef]
- Lin, D.; Saei, M.; Suslov, S.; Jin, S.; Cheng, G.J. Super-Strengthening and Stabilizing with Carbon Nanotube Harnessed High Density Nanotwins in Metals by Shock Loading. Sci. Rep. 2015, 5, 15405. [Google Scholar] [CrossRef] [Green Version]
- Lucchetta, M.C.; Ramasamy, P.; Saporiti, F.; Eckert, J.; Audebert, F. Influence of the 1% Ti Content on Microstructure, Friction Coefficient and Contribution to the Strengthening Mechanisms in the Al20Sn1Cu Alloy. Results Eng. 2022, 15, 100506. [Google Scholar] [CrossRef]
- Ye, Y.; Kure-Chu, S.Z.; Sun, Z.; Li, X.; Wang, H.; Tang, G. Nanocrystallization and Enhanced Surface Mechanical Properties of Commercial Pure Titanium by Electropulsing-Assisted Ultrasonic Surface Rolling. Mater. Des. 2018, 149, 214–227. [Google Scholar] [CrossRef]
- Qin, Y.L.; Geng, L.; Ni, D.R. Dry Sliding Wear Behavior of Titanium Matrix Composites Hybrid-Reinforced by in Situ TiBw and TiCp. J. Compos. Mater. 2012, 46, 2637–2645. [Google Scholar] [CrossRef]
- Sadhasivam, M.; Mohan, N.; Sankaranarayanan, S.R.; Babu, S.P.K. Investigation on Mechanical and Tribological Behaviour of Titanium Diboride Reinforced Martensitic Stainless Steel. Mater. Res. Express 2019, 7, 016545. [Google Scholar] [CrossRef]
- Amanov, A.; Cho, I.S.; Kim, D.E.; Pyun, Y.S. Fretting Wear and Friction Reduction of CP Titanium and Ti-6Al-4V Alloy by Ultrasonic Nanocrystalline Surface Modification. Surf. Coat. Technol. 2012, 207, 135–142. [Google Scholar] [CrossRef]
- Alaneme, K.K.; Adu, O.P.; Oke, S.R.; Falodun, O.E.; Olubambi, P.A. Densification Characteristics, Microstructure and Wear Behaviour of Spark Plasma Sintering Processed Titanium-Niobium Pentoxide (Ti-Nb2O5) Based Composites. J. King Saud Univ.—Eng. Sci. 2022, 34, 282–289. [Google Scholar] [CrossRef]
- Kaviti, R.V.P.; Jeyasimman, D.; Parande, G.; Gupta, M.; Narayanasamy, R. Investigation on Dry Sliding Wear Behavior of Mg/BN Nanocomposites. J. Magnes. Alloys 2018, 6, 263–276. [Google Scholar] [CrossRef]
- Lim, C.Y.H.; Lim, S.C.; Gupta, M. Wear Behaviour of SiCp-Reinforced Magnesium Matrix Composites. Wear 2003, 255, 629–637. [Google Scholar] [CrossRef]
- Popov, V. Generalized Archard Law of Wear Based on Rabinowicz Criterion of Wear Particle Formation. Facta Univ. Ser. Mech. Eng. 2019, 17, 39–45. [Google Scholar] [CrossRef] [Green Version]
- Balaji, V.S.; Kumaran, S. Dry Sliding Wear Behavior of Titanium–(TiB + TiC) in Situ Composite Developed by Spark Plasma Sintering. Tribol. Trans. 2015, 58, 698–703. [Google Scholar] [CrossRef]
- Hu, R.H.; Lim, J.K. Hardness and Wear Resistance Improvement of Surface Composite Layer on Ti-6Al-4V Substrate Fabricated by Powder Sintering. Mater. Des. 2010, 31, 2670–2675. [Google Scholar] [CrossRef]
- Rajaram, G.; Kumaran, S.; Srinivasa Rao, T. Sliding Wear Behavior of Al-Si/Graphite Composite. Tribol. Trans. 2011, 54, 115–121. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Ti | Ti-2.5 wt.% TiB2 | Ti-5.0 wt.% TiB2 | Ti-7.5 wt.% TiB2 | Ti-10 wt.% TiB2 |
|---|---|---|---|---|---|
| Codes | T0.0 | T2.5 | T5.0 | T7.5 | T10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ayodele, O.O.; Babalola, B.J.; Olubambi, P.A. Evaluation of the Wear and Mechanical Properties of Titanium Diboride-Reinforced Titanium Matrix Composites Prepared by Spark Plasma Sintering. Materials 2023, 16, 2078. https://doi.org/10.3390/ma16052078
Ayodele OO, Babalola BJ, Olubambi PA. Evaluation of the Wear and Mechanical Properties of Titanium Diboride-Reinforced Titanium Matrix Composites Prepared by Spark Plasma Sintering. Materials. 2023; 16(5):2078. https://doi.org/10.3390/ma16052078
Chicago/Turabian StyleAyodele, Olusoji Oluremi, Bukola Joseph Babalola, and Peter Apata Olubambi. 2023. "Evaluation of the Wear and Mechanical Properties of Titanium Diboride-Reinforced Titanium Matrix Composites Prepared by Spark Plasma Sintering" Materials 16, no. 5: 2078. https://doi.org/10.3390/ma16052078