Abstract
Resin-based friction materials (RBFM) are widely used in the fields of automobiles, agriculture machinery and engineering machinery, and they are vital for safe and stable operation. In this paper, polymer ether ketone (PEEK) fibers were added to RBFM to enhance its tribological properties. Specimens were fabricated by wet granulation and hot-pressing. The relationship between intelligent reinforcement PEEK fibers and tribological behaviors was investigated by a JF150F-II constant-speed tester according to GB/T 5763-2008, and the worn surface morphology was observed using an EVO-18 scanning electron microscope. The results showed that PEEK fibers can efficiently enhance the tribological properties of RBFM. A specimen with 6 ωt% PEEK fibers obtained the optimal tribological performance, the fade ratio was −6.2%, which was much higher than that of the specimen without the addition of PEEK fibers, the recovery ratio was 108.59% and the wear rate was the lowest, which was 1.497 × 10−7 cm3/(Nm)−1. The reason for the enhancing tribological performance was that, on the one hand, PEEK fibers have a high strength and modulus which can enhance the specimens at lower temperatures; on the other hand, molten PEEK at high temperatures can also promote the formation of secondary plateaus, which are beneficial for friction. The results in this paper can lay a foundation for future studies on intelligent RBFM.
1. Introduction
Phenolic resins are widely used in the industries of adhesives, flame retardant materials and friction materials because of their excellent acid resistance, mechanical properties and high temperature resistance [1,2]. However, the poor wear resistance and low impact resistance have severely limited their applications [3,4]. A great deal of studies have shown that the comprehensive properties of resin-based friction materials (RBFM) can be improved with reinforced fibers [5,6]. Bamboo fibers [7,8], mineral fibers [6,9], carbon fibers [10,11,12] and corn stalk fibers [13,14] have successfully improved their tribological properties. In particular, polymer ether ketone (PEEK) fibers provide a promising solution for the realization of intelligent RBFM, with their excellent mechanical properties, tribological properties and temperature sensitivity [15].
PEEK is a kind of semi-crystalline polymer that has an excellent temperature resistance (the glass transition temperature is 143 °C and the melting point is 343 °C) [16]. Its thermodynamic properties can be used as temperature perception components in RBFM at high temperatures (350 °C) and then regulate the friction interface microstructure during friction. Due to the high temperature resistance, molten PEEK can cover on hard particles to prevent them from damaging samples. It can also effectively adhere wear debris and promote the formation of secondary plateaus, thus improving the tribological properties. PEEK has high mechanical properties [17] and self-lubricating properties [18] and an outstanding fatigue resistance to alternating stresses [19]. Thus, PEEK has been used as a popular reinforcement to enhance the mechanical and tribological properties of RBFM.
PEEK has good tribological properties. As a reinforcement, Crosslinking Solidification between PEEK and the phenolic matrix has a negative influence for tribological properties and temperature perception, thus limiting its further application [20]. In addition, PEEK brings more complex interfaces between PEEK and other components, and it will reduce the strength of samples. In recent years, structure design has been a vital method for solving this problem. For example, Yucheng Liu [21] fabricated RBFM by wet granulation; the friction coefficient (COF) and wear rate were 17.85–23.9% higher and 8.62–61.27% lower than those obtained from powders, respectively. In fact, although granulation does not change the composition of a specimen, it modifies the physical structure. The enhancement of tribological properties could be attributed to the fact that wet granulation forms a hard shell, consisting of a high-density water/powder layer on the particles’ surface. Yanwen Yang [22] et al. prepared polytetrafluoroethylene @ phenolic resin composites with a core/shell structure, which successfully solved the problem of the poor tribological performance resulting from polytetrafluoroethylene adhesion. The wear rate has been reduced to one-fifteenth of that of the original. The improvement in wear resistance is mainly due to the formation of uniform and integrate transfer film. Currently, the structure design of friction materials is a popular method for improving tribological performance, and it can also produce unexpected synergistic effects in enhancing tribological properties [13,20,23]. Therefore, the structural design of RBFM is an effective strategy for solving the problem of crosslinking solidification and enhancing its tribological properties.
An effective method for the structure design of composites is the granulation technique [24]. The components addition order during granulation and the particle size can effectively control the internal structure of RBFM [13]. Xiaoyang Wang et al. [24] granulized carbon black and then added it to copper–iron friction materials to enhance the wear resistance. The reduction in the wear rate was mainly attributed to the uniform dispersion of carbon black. Yucheng Liu et al. [13] prepared corn stalk fiber-reinforced friction materials by wet granulation. The improvement in fade resistance was attributed to the fact that wet granulation can effectively reduce the resin content in friction materials, thus alleviating matrix softening and thermal decomposition at high temperatures. Lian et al. [25] prepared Cu/graphene oxide (GO)-Ti3AlC2/Cu composites with a sandwich structure. During friction, GO and Ti3AlC2 synergistically promote the formation of a continuous, compact and lubricating tribo-layer on the worn surface and enhance the wear resistance. Lekai Li [20] investigated the tribological properties of PEEK powders reinforcement RBFM; the results showed that PEEK powders can enhance the high temperature resistance of RBFM, but it does not have a positive influence on the tribological performance at low temperatures. Even though there have been many studies on strengthening RBFM, there have been no reports about intelligent reinforcement PEEK fibers, which can perceive temperature and regulate the tribological behaviors of RBFM.
This paper presents an intelligent friction material that can regulate the microstructure of the friction interface through the perception of temperature. The specimens are fabricated by step feeding, wet granulation and particle coating technology and hot-pressing, which can physically isolate the phenolic resin from PEEK fibers to prevent crosslinking solidification. Specimens were subjected to tribological tests and worn surface characterization to study the relationship between the tribological behavior and the PEEK fiber content, which could provide data information for product development in industry and lay a foundation for the development of intelligent tribological materials.
2. Materials and Methods
2.1. Raw Materials
The content of RBFM in this paper is shown in Table 1, and the information of raw materials is shown in Table 2.

Table 1.
The content of RBFM of each specimen.
Table 2.
The information of raw materials.
2.2. Fabrication of Specimens
PEEK fibers were treated with Silane Coupling Agent (SCA, Jinan Xingfeilong Chemical Co. LTD). The composition of the SCA solution is shown in Table 3. The PEEK fibers were treated in the SCA solution for 60 min at 25 °C and then dried for 12 h at 90 °C in a Heat-Treated Case (JF980S, Wangda, Changchun, China).
Table 3.
The composition of the SCA solution.
Figure 1 presents the fabrication process of the specimen.
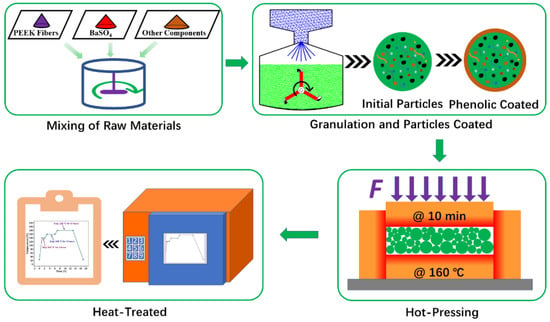
Figure 1.
The fabrication process of specimens [13,26].
The first step was the mixing of raw materials. Fibers including PEEK fibers, Sepiolite fibers and Compound Mineral fibers were thrown into an Electrical Blender (JF801S, Wangda, Changchun, China) for 3–5 min to increase dispersion. After dispersion, all the other compositions except for phenolic resin were thrown into a Compact Rake Blender (JF810, Wangda, Changchun, China) for 8–10 min to obtain the mixture of the raw materials.
The second step was wet granulation, which can separate PEEK fibers and phenolic resin physically to avoid crosslinking solidification. Figure 2 shows the granulation process in this study. The total quantity of Absolute Ethyl Alcohol was about 40 ωt% of the mixture. The granulation device was a Laboratory Tumbling Granulator (JF805R, Wangda, Changchun, China), and the drying device was a Heat-Treated Case (JF980S, Wangda, Changchun, China).
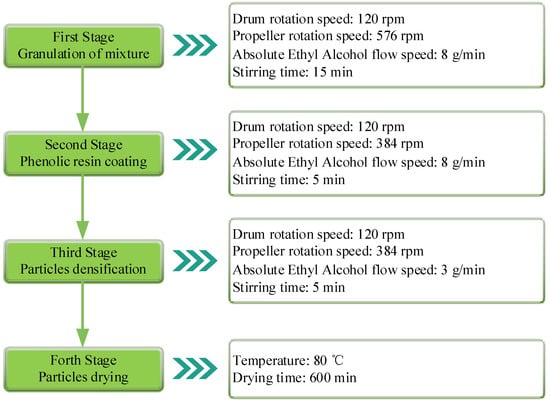
Figure 2.
The granulation method of the mixture.
The third step was hot-pressing. Granules were molded for 10 min at 160 °C under 45 MPa by a hot compression machine (JFY50, Wangda, Changchun, China), according to our previous study [13,20,21]. To release volatiles, three intermittent ‘breathings’ were carried out during hot-pressing. To remove the remaining stress after hot-pressing, the samples were heat-treated by a Heat-Treated Case (JF980S, Wangda, Changchun, China), and the temperature is shown in Figure 3.
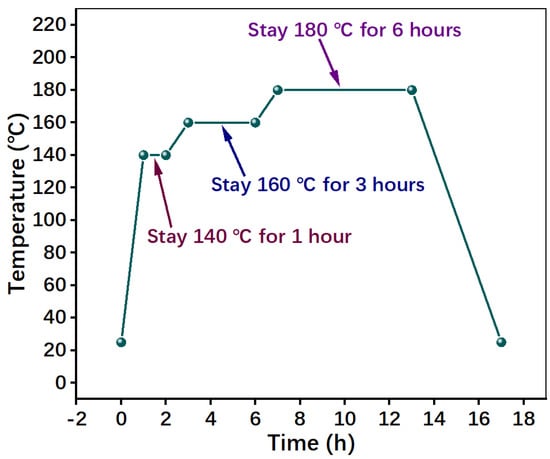
Figure 3.
Heat-treatment of specimens.
2.3. Testing Methods and Equipment
The tribological performance of RBFM was tested using a Constant-Speed Tester (JF150F-II, Wangda, China) according to GB/T 5763-2008. Figure 4 presented the schematic of the JF150F-II Constant-Speed Tester. A friction disc was driven by an electric motor at a constant speed of 480 rpm, whose hardness was from HB 180 to HB 220. The temperature of the rotating disc was regulated mainly by cooling water and a thermoelectric couple. The samples were pressed by a constant normal pressure of 0.98 MPa, and the samples would be polished with abrasive papers before each test. The COF and wear rate would be tested at 100 °C, 150 °C, 200 °C, 250 °C, 300 °C and 350 °C during the fade test and would be tested at 300 °C, 250 °C, 200 °C, 150 °C and 100 °C during the recovery test. Each specimen would be conducted for five repetitive tests.
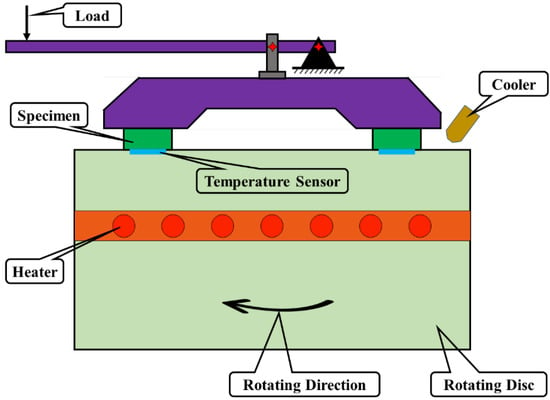
Figure 4.
The schematic diagram of the JF150F-II Constant-Speed Tester.
The COF μ of the specimens was calculated according to Equation (1) [13], and the wear rate ΔV was defined using Equation (2) [13].
where f represents the friction force (N); FN is the normal pressure (N); r is the distance between the rotation center and the sample center; n is the number of revolutions (5000); A is the surface area (A = 625 mm2); d1 and d2 are the initial and final thickness of the sample, respectively.
The tribological test was divided into two stages: a fade test and recovery test. The fade ratio (FFade) and recovery ratio (FRecovery) are calculated according to Equation (3) and Equation (4), respectively.
where μF100°C and μF350°C represent the COF in the fade test at 100 °C and 350 °C, respectively, and μR100°C represents the COF in the recovery test at 100 °C.
After the friction test, the worn surface morphology was observed by an EVO-18 Scanning Electron Microscope (SEM; ZEISS, Jena, Germany) at 20 kV.
3. Result and Discussion
3.1. Microstructure of PEEK Fibers
The microscopic morphology of the PEEK fiber is shown in Figure 5. It has been reported in the literature that the SCA between organics and inorganics plays the role of a bridge, which can strengthen the interface [27]. From the result in Figure 5, it can be inferred that the SCA can change the morphology of PEEK fibers. The surface of PEEK fibers that are not SCA-treated (Figure 5a) is relatively smooth, with slight folds. Fibers with a smooth surface had a difficult time forming a good interface with other components; they would be pulled out easily under shear force during friction, thus causing abrasion [28,29]. However, PEEK fibers that were SCA-treated presented a rougher surface (Figure 5b). On the one hand, the rough PEEK fibers can form a mechanical interlock with other components [28,30]. On the other hand, SCA formed a strong interface between PEEK fibers and other components, which can also enhance the tribological properties [31].
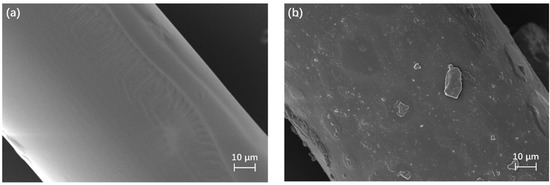
Figure 5.
The microscopic morphology of PEEK fibers; (a) Unmodified surface of PEEK fibers, (b) Surface of PEEK fibers modified with KH550.
3.2. Fade Resistance
The result of the fade test was summarized in Figure 6. In general, the addition of PEEK fibers reduces the COF at low temperatures, and it also reduces the COF sensitivity to temperature. The result can be attributed to PEEK fibers’ relatively high physical characteristics, such as the strength, the modulus and the immobilized interfacial zone around the fibers, which dissipates most of the braking stress during braking, thus resulting in a lower COF [12,32].
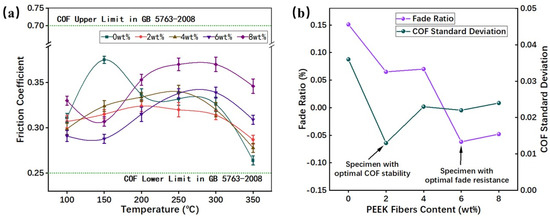
Figure 6.
COF of the fade test: (a) COF at each temperature, (b) Fade ratio and COF Standard Deviation.
From the results in Figure 6a, it can be seen that the COF of RBFM was influenced by the number of PEEK fibers. As the temperature increased, the COF increased initially and then decreased with the addition of a small number of PEEK fibers (2 ωt%, 4 ωt%). When a larger number of PEEK fibers was added (6 ωt%, 8 ωt%), the COF decreased initially, then increased and finally decreased with the rise in temperature. The decrease in the COF at high temperatures was attributed to phenolic matrix softening and thermal decomposition [28,33]. The PEEK fibers had a different influence with the PEEK powders on COF [20]. The addition of PEEK fibers can further improve the tribological properties of the composites because of the high strength and modulus of fibers compared with those of powders.
From the result in Figure 6b, it can be inferred that PEEK fibers can reduce the COF sensitivity to temperature, and they can also improve the COF stability by 32.9–63.8%. Specifically, RBFM-2 has the lowest COF sensitivity to temperature. Compared to other fibers, PEEK fibers provide a more stable COF [11,34]. On the one hand, this is partly due to the high strength and modulus of PEEK fibers, which maintain the composite with a high strength; on the other hand, the adhesion of molten PEEK fibers in the friction interface helps to form secondary plateaus, which provide a stable friction.
Combining the results in Figure 6b and Figure 7, it can be summarized that PEEK fibers can effectively enhance the fade resistance of RBFM. RBFM-1 maintained a more stable COF at lower temperatures (100 °C). As the braking continues, no significant decrease in the COF occurred (Figure 7a); however, at higher temperature, the softening and thermal decomposition of the phenolic matrix resulted in a decrease in strength. Thus, the COF showed a continuous decrease [28,33]. With the addition of a smaller number of PEEK fibers (2 ωt%, 4 ωt%), the COF faded more slightly (as shown in Figure 7b,c); it was 6.5% and 7.0% lower than that of RBFM-1. A smaller number of PEEK fibers meant less molten PEEK on the friction interface during friction, which could not effectively adhere wear debris to form secondary plateaus, thus causing a heat fade. With the increase in the PEEK fibers content (6 ωt%, 8 ωt%), more molten PEEK on the friction interface can adhere wear debris efficiently, which promoted the formation of secondary plateaus and provided more continuous and stable friction. As a result, the COF remained in a stable state (Figure 7d,e). This trend is in agreement with our earlier-published study [35].
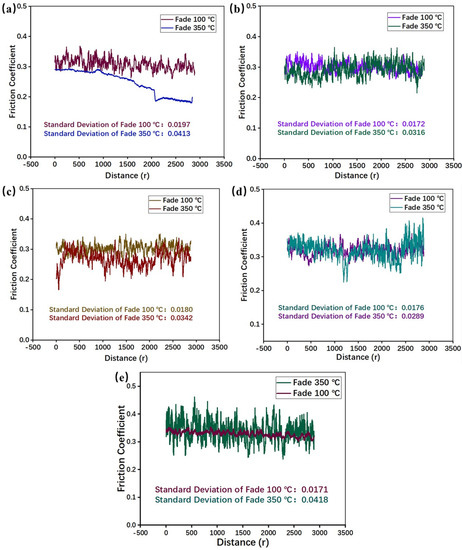
Figure 7.
Brake curves of samples during the fade test at 100 °C and 350 °C; (a) RBFM-1, (b) RBFM-2, (c) RBFM-3, (d) RBFM-4, (e) RBFM-5.
3.3. Recovery Property
Figure 8 presented the result of the recovery test. It can be inferred from Figure 8a that PEEK fibers could also effectively influence the COF in the recovery test. As the temperature decreases, the trend of the COF varies with different numbers of of PEEK fibers. Specifically, RBFM-1 showed a gradually increasing trend of the COF. The lower COF at high temperatures is caused by the reduction in strength resulting from the softening and thermal decomposition of the phenolic matrix [36,37]. With the addition of PEEK fibers, molten PEEK fibers on the friction interface help to adhere wear debris and promote the formation of continuous secondary plateaus under normal pressure; the high modulus of PEEK fibers can also reduce the heat fade. Therefore, the COF of specimens with PEEK fibers changes relatively smoothly as the temperature decreases [20,38,39].
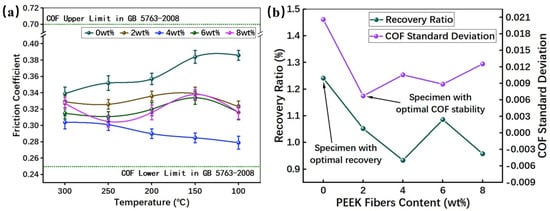
Figure 8.
COF of the recovery test; (a) COF at each temperature, (b) recovery ratio and COF Standard Deviation.
Combining the results in Figure 8b and Figure 9a, it can be summarized that, during the recovery test, RBFM-1 still had the highest COF fluctuation, which was caused by the low resistance to shear stress [26]. With the addition of PEEK fibers, the COF sensitivity increased initially, then decreased and finally increased; the COF sensitivity of RBFM-2 was the lowest, and it was 67.36% lower than that of RBFM-1. On the one hand, the high temperature (350 °C) during the fade test modified the interface between PEEK fibers and other components and enhanced the interface strength [40]. On the other hand, since PEEK has a low melting point (343 °C), the addition of excessive PEEK fibers tends to cause an increase in the friction interface softening, which, in turn, enhances the COF sensitivity to temperature [41].
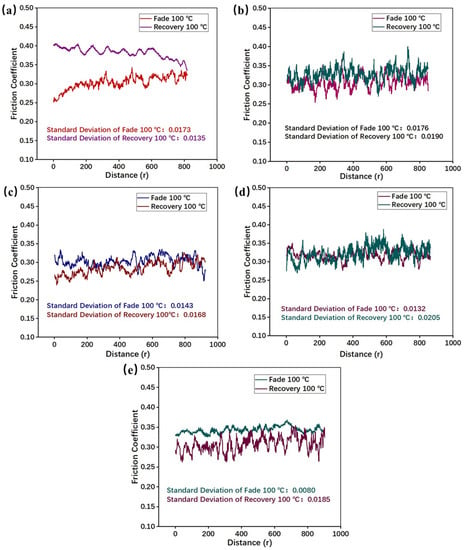
Figure 9.
Brake curves of samples during the recovery test at 100 °C and the fade test at 100 °C; (a) RBFM-1, (b) RBFM-2, (c) RBFM-3, (d) RBFM-4, (e) RBFM-5.
As shown in Figure 8b, during the recovery test, the PEEK fibers reduced the recovery performance to a certain extent. RBFM-1 had the best recovery performance of 124.1%. After the fade test, it was difficult for wear debris to be compacted and form secondary plateaus; there is more wear debris on the friction interface, which would hinder the relative slide between the counterpart and the specimen, thus causing a higher COF (Figure 9a) [42,43]. For the other samples, the wear debris on the friction interface would be compacted as the secondary plateaus, thus causing little wear debris on the friction interface such that the COF was low, resulting in a lower recovery rate (Figure 9b,e) [44,45,46].
3.4. Wear Resistance
The result of the wear rate is shown in Figure 10. As is evident, the disc temperature can significantly affect the wear rate of the samples (Figure 10a). The high wear rate was related to the phenolic matrix softening and the thermal decomposition at high temperatures [36,43]. This is consistent with our previous research [26,34]. From Figure 10a, it can be seen that the wear rate increases with increasing temperatures. Between 100 and 250 °C, the wear rate increases slowly; however, it increases more rapidly from 250 °C to 350 °C. The phenolic matrix mainly undergoes matrix softening at low temperatures so that the specimens can still maintain a high strength [13]. However, the phenolic matrix would decompose at high temperatures, which would cause a rapid decrease in strength; thus, the wear rate increases rapidly [36].
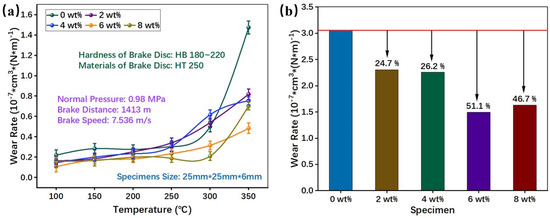
Figure 10.
Wear rate of each specimen; (a) Wear rate at each temperature, (b) Total Wear Rate.
Figure 10a shows that PEEK fibers can reduce the wear rate at lower temperatures (100–200 °C). PEEK fibers play a load-bearing role, which can enhance the strength of the composite at low temperatures, increasing the wear resistance. As the temperature increased (250–300 °C), the specimens with a smaller number of PEEK fibers (2 ωt%, 4 ωt%) had a higher wear rate than RBFM-1, and the samples with more PEEK fibers (6 ωt%, 8 ωt%) had a lower wear rate. One possible explanation is that the strength of PEEK fibers decreases sharply when the temperature is much higher than the Glass Transition Temperature, resulting in a lower load-bearing capacity. At 350 °C, the PEEK fibers at the friction interface melted and adhered wear debris, promoting the formation of continuous and dense secondary plateaus, which was important for reducing the wear rate [21,45].
Figure 10b reflects the total wear rate of the samples. PEEK fibers can strengthen the specimens at low temperatures and promote the formation of secondary plateaus at high temperatures, which can enhance the wear resistance [20]. Thus, the wear rate decreased as the PEEK fibers content increased from 0 ωt% to 6 ωt% (Figure 10b). However, too many PEEK fibers meant a more complicated interface with other components, which would reduce the strength of the samples, resulting in an increase in the wear rate (from 6 ωt% to 8 ωt%; Figure 10b). It can also be inferred that PEEK fibers can reduce the wear rate from 24.7% to 51.1%, and RBFM-4 obtained the lowest wear rate of 1.497 × 10−7 cm3 × (N × m)−1, which was 51.1% lower than that of RBFM-1.
In summary, the addition of 6 ωt% PEEK fibers provides the best compromise of tribological properties. On one hand, the addition of 6 ωt% PEEK fibers leads to a higher fade resistance and recovery performance, which can ensure the stability of the braking; on the other hand, it can also significantly improve the service life of RBFM and ensure the safety of braking.
3.5. Morphology of the Worn Surface
Friction is determined by the contact area condition, which is composed of hard materials and the compaction of wear debris around them (called primary and secondary plateaus, respectively) [38,47]. Plateaus, microcracks, abrasive debris and deformation on the worn surface provide useful information for tribology analysis. As Zhang and Sun proposed, a micro-morphological analysis of the worn surface was performed, which can help in understanding the wear mechanism in order to investigate the relationship between tribological behaviors and PEEK fibers [48,49].
The microscopic morphology of the worn surface of RBFM-1 was shown in Figure 11a. The worn surface of RBFM-1 appears to be very rough, with a large number of bare fibers and large flake pits presented and a smaller number of primary and secondary plateaus. RBFM-1 appeared to have severe adhesive wear [1], which was similar with our previous study [20]. On one hand, the samples without the reinforcement of PEEK fibers have a lower strength and are prone to being damaged during friction [50,51,52]; on the other hand, at high temperatures, molten PEEK fibers can adhere wear debris on the worn surface, which is compacted as secondary plateaus under normal pressure, thus enhancing the wear resistance [20,53].
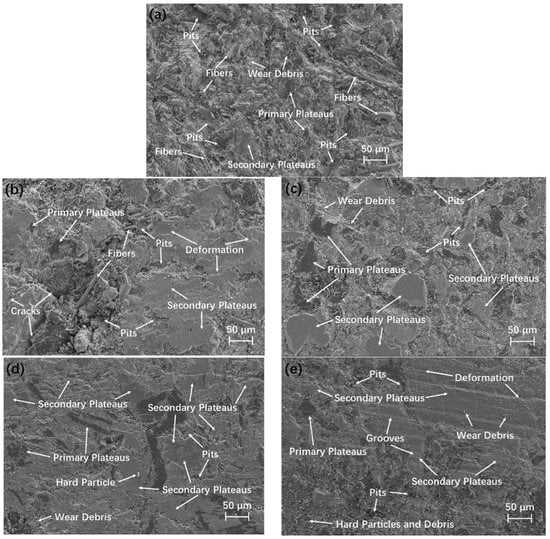
Figure 11.
SEM micrographs of the worn surface; (a) RBFM-1, (b) RBFM-2, (c) RBFM-3, (d) RBFM-4, (e) RBFM-5.
Figure 12 presents the formation mechanism of the secondary plateaus of PEEK fibers-reinforced friction materials. During friction, a series of physical and chemical changes occur on the worn surface, and parts of materials are detached from the worn surface and form wear debris. Wear debris has a certain obstructive effect on the relative slide between the counterpart and the specimen, and it may also damage the specimen or counterpart [54,55]. During friction, due to the excitation of high temperature, PEEK fibers melt and then encapsulate wear debris on the friction interface, which can prevent hard particles from damaging the friction surface and can also adhere wear debris, promoting the formation of secondary plateaus, forming the protection for friction materials and reducing abrasion [56,57].
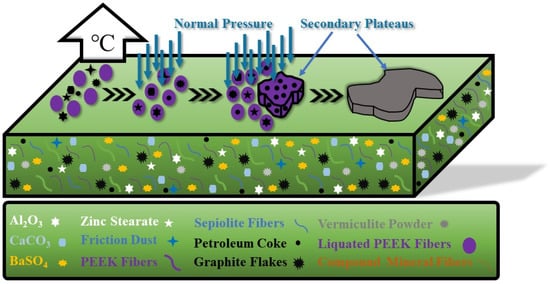
Figure 12.
The formation of secondary plateaus.
The microscopic morphology of the worn surface of RBFM-2 is shown in Figure 11b. When a smaller number of PEEK fibers was added (2 ωt%), the abrasion was lower than that of RBFM-1 because the molten PEEK is not enough to effectively adhere wear debris to form secondary plateaus, and the worn surface is still rougher overall. Bare fibers, more pits and cracks occurred on the worn surface. The wear mechanism is fatigue wear and adhesive wear [20,51], with a small amount of plastic deformation. As the PEEK fibers content increased (4 ωt%), larger and denser secondary plateaus were formed on the worn surface, as shown in Figure 11c. The dense and large secondary plateaus will carry more of a load to protect the specimen [47,58], thus causing decreased abrasion. With the further increase in the PEEK fibers content (6 ωt%), the molten PEEK fibers could further promote the formation of large secondary plateaus, as shown in Figure 11d, corresponding to a lower wear rate (Figure 10). As the PEEK fibers content reached 8 ωt%, although more molten PEEK fibers tended to adsorb more wear debris, the lower strength of the PEEK at high temperatures resulted in secondary plateaus with a lower strength, thus forming plastic deformation and spalling pits, as shown in Figure 11e.
4. Conclusions
In summary, intelligent RBFM were fabricated by wet granulation, which could perceive the friction interface temperature and regulated the microstructure of the friction interface during braking. Specimens with 6 ωt% PEEK fibers had the best fade resistance and the lowest wear rate, and the stability of the COF was greatly improved. The main reason is that the high strength and modulus of the PEEK fibers enhanced the strength of the RBFM at lower temperatures, and the molten PEEK at high temperatures could effectively adhere wear debris, thus promoting the formation of secondary plateaus, which provided stable and continuous friction. Thus, PEEK fibers are a promoting intelligent reinforcement of RBFM. In the near future, a further study will be conducted to investigate the mechanical properties of PEEK fibers-reinforced RBFM.
Author Contributions
Conceptualization, L.L. and Y.M.; methodology, J.T.; software, G.L.; validation, Y.M.; formal analysis, T.T.; investigation, J.T.; resources, Z.M.; data curation, W.S.; writing—original draft preparation, L.L.; writing—review and editing, L.L.; visualization, L.R.; supervision, T.T.; project administration, Y.M.; funding acquisition, Z.M. and G.L. All authors have read and agreed to the published version of the manuscript.
Funding
This study was funded by the National Natural Science Foundation of China (Grant No. 52275288), Jilin Province Science and Technology Development Plan Item (Grant No. 20210202021NC), Changchun City Science and Technology Development Plan Item (Grant No. 21ZGN15), Plan of Science and Technology Development of Jilin Province of China (Grant No. 20210401139YY) and Project of Changchun Science and Technology Bureau (Grant No. 21ZGY02).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The datasets generated and/or analyzed during the current study are available from the corresponding author upon reasonable request.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Zhou, S.; Wang, F.; Chen, J.; Alhashmialameer, D.; Wang, S.; Mahmoud, M.H.H.; Mersal, G.A.M.; Huang, J.; Zhang, Q.; Zhao, G.; et al. Enhanced mechanical, thermal, and tribological performance of 2D-laminated molybdenum disulfide/RGO nanohybrid filling phenolic resin composites. Adv. Compos. Hybrid Mater. 2022, 5, 1206–1220. [Google Scholar] [CrossRef]
- Nogueira, A.P.G.; Leonardi, M.; Straffelini, G.; Gialanella, S. Sliding Behavior and Particle Emissions of Cu-Free Friction Materials with Different Contents of Phenolic Resin. Tribol. Trans. 2020, 63, 770–779. [Google Scholar] [CrossRef]
- Zhao, X.; Ouyang, J.; Tan, Q.; Tan, X.; Yang, H. Interfacial characteristics between mineral fillers and phenolic resin in friction materials. Mater. Express 2020, 10, 70–80. [Google Scholar] [CrossRef]
- Surya Rajan, B.; Sai Balaji, M.A.; Mohamed Aslam Noorani, A.B. Tribological performance of graphene/graphite filled phenolic composites-A comparative study. Compos. Commun. 2019, 15, 34–39. [Google Scholar] [CrossRef]
- Hsissou, R.; Seghiri, R.; Benzekri, Z.; Hilali, M.; Rafik, M.; Elharfi, A. Polymer composite materials: A comprehensive review. Compos. Struct. 2021, 262, 113640. [Google Scholar] [CrossRef]
- Duan, Y.; Shi, Z.; Wang, Y.; Chen, K.; Zhang, Z. Effect of mineral fiber slag removal on friction and wear properties of resin-based friction materials. Mater. Lett. 2021, 293, 129661. [Google Scholar] [CrossRef]
- Alajmi, A.E.; Alotaibi, J.G.; Yousif, B.F.; Nirmal, U. Tribological Studies of Bamboo Fibre Reinforced Epoxy Composites Using a BOD Technique. Polymers 2021, 13, 2444. [Google Scholar] [CrossRef]
- Ismail, A.S.; Jawaid, M.; Naveen, J. Void Content, Tensile, Vibration and Acoustic Properties of Kenaf/Bamboo Fiber Reinforced Epoxy Hybrid Composites. Materials 2019, 12, 2094. [Google Scholar] [CrossRef]
- Mohan, N.; Kumar, R.A.; Rajesh, K.; Prabhu, R.; Preetham, S.; Rakshith, A.N.; Prasad, M.A. Investigation on sliding wear behaviour of UHMWPE filled basalt epoxy composites. AIP Conf. Proc. 2019, 2057, 020048. [Google Scholar] [CrossRef]
- Lu, J.; Li, Y.; Wang, Y.; Fu, Y. Effect of LNBR Content on the Properties of the Carbon Fiber–Reinforced Paper-Based Friction Materials. Tribol. Trans. 2019, 62, 537–547. [Google Scholar] [CrossRef]
- Ahmadijokani, F.; Alaei, Y.; Shojaei, A.; Arjmand, M.; Yan, N. Frictional behavior of resin-based brake composites: Effect of carbon fibre reinforcement. Wear 2019, 420–421, 108–115. [Google Scholar] [CrossRef]
- Ahmadijokani, F.; Shojaei, A.; Arjmand, M.; Alaei, Y.; Yan, N. Effect of short carbon fiber on thermal, mechanical and tribological behavior of phenolic-based brake friction materials. Compos. Part B Eng. 2019, 168, 98–105. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, L.; Liu, D.; Ma, Y.; Tian, Y.; Tong, J.; Senthamaraikannan, P.; Saravanakumar, S. Evaluation of wear resistance of corn stalk fiber reinforced brake friction materials prepared by wet granulation. Wear 2019, 432–433, 102918. [Google Scholar] [CrossRef]
- Ma, Y.; Wu, S.; Zhuang, J.; Tong, J.; Xiao, Y.; Qi, H. The Evaluation of Physio-Mechanical and Tribological Characterization of Friction Composites Reinforced by Waste Corn Stalk. Materials 2018, 11, 901. [Google Scholar] [CrossRef] [PubMed]
- Ning, L.; Deqiang, C.; Xiyan, G.; Lirong, L.; Weizeng, C. Biological tribology properties of the modified polyether ether ketone composite materials. Rev. Adv. Mater. Sci. 2020, 59, 399–405. [Google Scholar] [CrossRef]
- Zheng, B.; Deng, T.; Li, M.; Huang, Z.; Zhou, H.; Li, D. Flexural Behavior and Fracture Mechanisms of Short Carbon Fiber Reinforced Polyether-Ether-Ketone Composites at Various Ambient Temperatures. Polymers 2018, 11, 18. [Google Scholar] [CrossRef]
- Zhang, L.; Ma, S.; Xiu, H.; Lin, Z.; Zhang, Z. Study on the factors affecting the mechanical properties and recovery force of PLA/PEEK blends. Mater. Res. Express 2021, 8, 115701. [Google Scholar] [CrossRef]
- Yu, M.; Zhang, M.; Fang, L.; Ren, M.; Liang, L.; Xie, W.; Ma, P. Wear failure mechanism analysis of self-lubricating fabric composites at high temperature. J. Ind. Text. 2022, 52. [Google Scholar] [CrossRef]
- Pan, Y.; Mao, J.; Ding, J. Fatigue performance of hydroxyapatite filled polyetheretherketone functional gradient biocomposites. Mater. Technol. 2018, 33, 761–768. [Google Scholar] [CrossRef]
- Li, L.; Gao, G.; Tong, J.; Zhuang, J.; Song, W.; Ma, Y.; Liu, G.; Cao, F.; Yuan, S.; Zhang, Q. Tribological and mechanical behaviours of resin-based friction materials based on microcrack filling. Biosurface Biotribology 2022. [Google Scholar] [CrossRef]
- Ma, Y.; Liu, Y.; Menon, C.; Tong, J. Evaluation of Wear Resistance of Friction Materials Prepared by Granulation. ACS Appl. Mater. Interfaces 2015, 7, 22814–22820. [Google Scholar] [CrossRef] [PubMed]
- Yang, Y.; Wang, H.; Ren, J.; Gao, G.; Chen, S.; Wang, N.; Zhao, G.; Wang, J. Core-shell polytetrafluoroethylene @ phenolic resin composites: Structure and tribological behaviors. Tribol. Int. 2020, 144, 106092. [Google Scholar] [CrossRef]
- Li, L.; Zhuang, J.; Tong, T.; Tong, J.; Zhao, X.; Cao, F.; Song, W.; Wang, D.; Tian, Y.; Ma, Y.; et al. Effect of Wet Granulation on Tribological Behaviors of Cu-Based Friction Materials. Materials 2023, 16, 1075. [Google Scholar] [CrossRef]
- Wang, X.; Zhang, C.; Wang, W.; Ru, H. Effect of Granulated Carbon Black Content on Properties of Cu-Fe Friction Material. Rare Met. Mater. Eng. 2018, 47, 302–306. [Google Scholar]
- Lian, W.; Mai, Y.; Wang, J.; Zhang, L.; Liu, C.; Jie, X. Fabrication of graphene oxide-Ti3AlC2 synergistically reinforced copper matrix composites with enhanced tribological performance. Ceram. Int. 2019, 45, 18592–18598. [Google Scholar] [CrossRef]
- Ma, Y.; Wu, S.; Zhuang, J.; Tong, J.; Qi, H. Tribological and physio-mechanical characterization of cow dung fibers reinforced friction composites: An effective utilization of cow dung waste. Tribol. Int. 2018, 131, 200–211. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Fink, H.-P.; Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Ma, Y.; Liu, Y.; Shang, W.; Gao, Z.; Wang, H.; Guo, L.; Tong, J. Tribological and mechanical properties of pine needle fiber reinforced friction composites under dry sliding conditions. RSC Adv. 2014, 4, 36777–36783. [Google Scholar] [CrossRef]
- Liu, Y.; Ma, Y.; Yu, J.; Zhuang, J.; Wu, S.; Tong, J. Development and characterization of alkali treated abaca fiber reinforced friction composites. Compos. Interfaces 2018, 26, 67–82. [Google Scholar] [CrossRef]
- Liu, Y.; Lv, X.; Bao, J.; Xie, J.; Tang, X.; Che, J.; Ma, Y.; Tong, J. Characterization of silane treated and untreated natural cellulosic fibre from corn stalk waste as potential reinforcement in polymer composites. Carbohydr. Polym. 2019, 218, 179–187. [Google Scholar] [CrossRef]
- Zhang, C.; Wang, X.; Hu, Z.; Wu, Q.; Zhu, H.; Lu, J. Long-term performance of silane coupling agent/metakaolin based geopolymer. J. Build. Eng. 2020, 36, 102091. [Google Scholar] [CrossRef]
- Ahmadijokani, F.; Shojaei, A.; Dordanihaghighi, S.; Jafarpour, E.; Mohammadi, S.; Arjmand, M. Effects of hybrid carbon-aramid fiber on performance of non-asbestos organic brake friction composites. Wear 2020, 452–453, 203280. [Google Scholar] [CrossRef]
- Liu, S.; Dong, C.; Yuan, C.; Bai, X. Study of the synergistic effects of fiber orientation, fiber phase and resin phase in a fiber-reinforced composite material on its tribological properties. Wear 2019, 426–427, 1047–1055. [Google Scholar] [CrossRef]
- Ma, Y.; Liu, Y.; Wang, L.; Tong, J.; Zhuang, J.; Jia, H. Performance assessment of hybrid fibers reinforced friction composites under dry sliding conditions. Tribol. Int. 2018, 119, 262–269. [Google Scholar] [CrossRef]
- Liu, Y.; Ma, Y.; Lv, X.; Yu, J.; Zhuang, J.; Tong, J. Mineral fibre reinforced friction composites: Effect of rockwool fibre on mechanical and tribological behaviour. Mater. Res. Express 2018, 5, 095308. [Google Scholar] [CrossRef]
- Yi, G.; Yan, F. Effect of hexagonal boron nitride and calcined petroleum coke on friction and wear behavior of phenolic resin-based friction composites. Mater. Sci. Eng. A 2006, 425, 330–338. [Google Scholar] [CrossRef]
- Dadkar, N.; Tomar, B.S.; Satapathy, B.K. Evaluation of flyash-filled and aramid fibre reinforced hybrid polymer matrix composites (PMC) for friction braking applications. Mater. Des. 2009, 30, 4369–4376. [Google Scholar] [CrossRef]
- Jara, D.C.; Jang, H. Synergistic effects of the ingredients of brake friction materials on friction and wear: A case study on phenolic resin and potassium titanate. Wear 2019, 430–431, 222–232. [Google Scholar] [CrossRef]
- Lee, J.-J.; Kwon, S.; Kim, J.-J. Effect of different reinforcement materials on the formation of secondary plateaus and friction properties in friction materials for automobiles. Tribol. Int. 2018, 120, 70–79. [Google Scholar] [CrossRef]
- Greco, A.C.; Erck, R.; Ajayi, O.; Fenske, G. Effect of reinforcement morphology on high-speed sliding friction and wear of PEEK polymers. Wear 2011, 271, 2222–2229. [Google Scholar] [CrossRef]
- Zhang, G.; Yu, H.; Zhang, C.; Liao, H.; Coddet, C. Temperature dependence of the tribological mechanisms of amorphous PEEK (polyetheretherketone) under dry sliding conditions. Acta Mater. 2008, 56, 2182–2190. [Google Scholar] [CrossRef]
- Eriksson, M.; Jacobson, S. Tribological surfaces of organic brake pads. Tribol. Int. 2000, 33, 817–827. [Google Scholar] [CrossRef]
- Bijwe, J.; Nidhi; Majumdar, N.; Satapathy, B.K. Influence of modified phenolic resins on the fade and recovery behavior of friction materials. Wear 2005, 259, 1068–1078. [Google Scholar] [CrossRef]
- Vijay, R.; Singaravelu, D.L.; Jayaganthan, R. Development and characterization of stainless steel fiber-based copper-free brake liner formulation—A positive solution for steel fiber replacement. Friction 2019, 1–26. [Google Scholar] [CrossRef]
- Bijwe, J.; Kumar, M. Optimization of steel wool contents in non-asbestos organic (NAO) friction composites for best combination of thermal conductivity and tribo-performance. Wear 2007, 263, 1243–1248. [Google Scholar] [CrossRef]
- Kumar, M.; Bijwe, J. Role of different metallic fillers in non-asbestos organic (NAO) friction composites for controlling sensitivity of coefficient of friction to load and speed. Tribol. Int. 2010, 43, 965–974. [Google Scholar] [CrossRef]
- Eriksson, M.; Bergman, F.; Jacobson, S. On the nature of tribological contact in automotive brakes. Wear 2002, 252, 26–36. [Google Scholar] [CrossRef]
- Zhang, D.; Li, Z.; Klausen, L.H.; Li, Q.; Dong, M. Friction behaviors of two-dimensional materials at the nanoscale. Mater. Today Phys. 2022, 27. [Google Scholar] [CrossRef]
- Sun, W.; Zhou, W. Effects of friction film mechanical properties on the tribological performance of ceramic enhanced resin matrix friction materials. J. Mater. Res. Technol. 2019, 8, 4705–4712. [Google Scholar] [CrossRef]
- Ma, J.; Li, Z.; Xue, Y.; Liang, X.; Tan, Z.; Tang, B. Novel PEEK/nHA composites fabricated by hot-pressing of 3D braided PEEK matrix. Adv. Compos. Hybrid Mater. 2020, 3, 156–166. [Google Scholar] [CrossRef]
- Fu, Y.; Zhou, L.; Yin, T.; Luo, Z.; Li, H.; Qi, L. A new kind of resin-based wet friction material: Non-woven fabrics with isotropic fiber networks as preforms. Friction 2020, 9, 92–103. [Google Scholar] [CrossRef]
- Fei, J.; Wang, H.-K.; Huang, J.-F.; Zeng, X.-R.; Luo, W. Effects of carbon fiber length on the tribological properties of paper-based friction materials. Tribol. Int. 2014, 72, 179–186. [Google Scholar] [CrossRef]
- Su, L.; Gao, F.; Han, X.; Chen, J. Effect of copper powder third body on tribological property of copper-based friction materials. Tribol. Int. 2015, 90, 420–425. [Google Scholar] [CrossRef]
- Lee, H.G.; Kim, S.S.; Gil Lee, D. Effect of compacted wear debris on the tribological behavior of carbon/epoxy composites. Compos. Struct. 2006, 74, 136–144. [Google Scholar] [CrossRef]
- Kim, H.J.; Windl, W.; Rigney, D. Structure and chemical analysis of aluminum wear debris: Experiments and ab initio simulations. Acta Mater. 2007, 55, 6489–6498. [Google Scholar] [CrossRef]
- El-Tayeb, N.; Liew, K. Effect of water spray on friction and wear behaviour of noncommercial and commercial brake pad materials. J. Mater. Process. Technol. 2008, 208, 135–144. [Google Scholar] [CrossRef]
- Jin, H.; Zhou, K.; Ji, Z.; Tian, X.; Chen, Y.; Lu, L.; Ren, Y.; Xu, C.; Duan, S.; Li, J.; et al. Comparative tribological behavior of friction composites containing natural graphite and expanded graphite. Friction 2019, 8, 684–694. [Google Scholar] [CrossRef]
- Zhuang, J.; Liu, Y.; Cao, Z.; Li, Y. Microstructure and Wear Resistance of Cu-TiC Composites Fabricated by Mechanical Alloying and Spark Plasma Sintering. Adv. Mater. Res. 2011, 213, 524–528. [Google Scholar] [CrossRef]












Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).