
Rheological Behavior of the A356 Alloy in the Semisolid State at Low Shear Rates


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- (1)
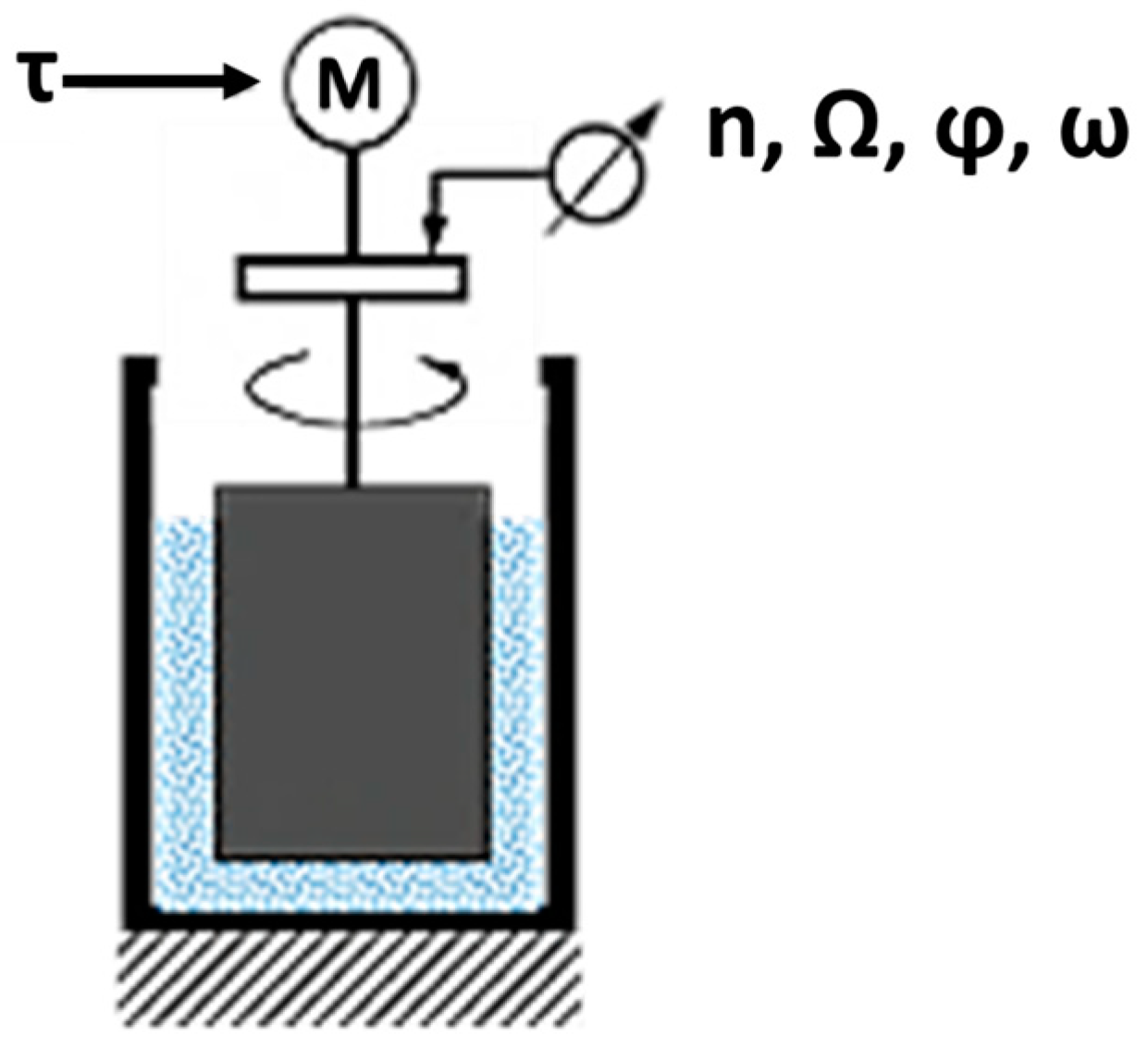
- A mechanical stirring and solidification control system was manufactured, which allowed the material to be worked in a semisolid state, resulting in a globulized alpha microstructure of the solidified A356 aluminum alloy.
- (2)
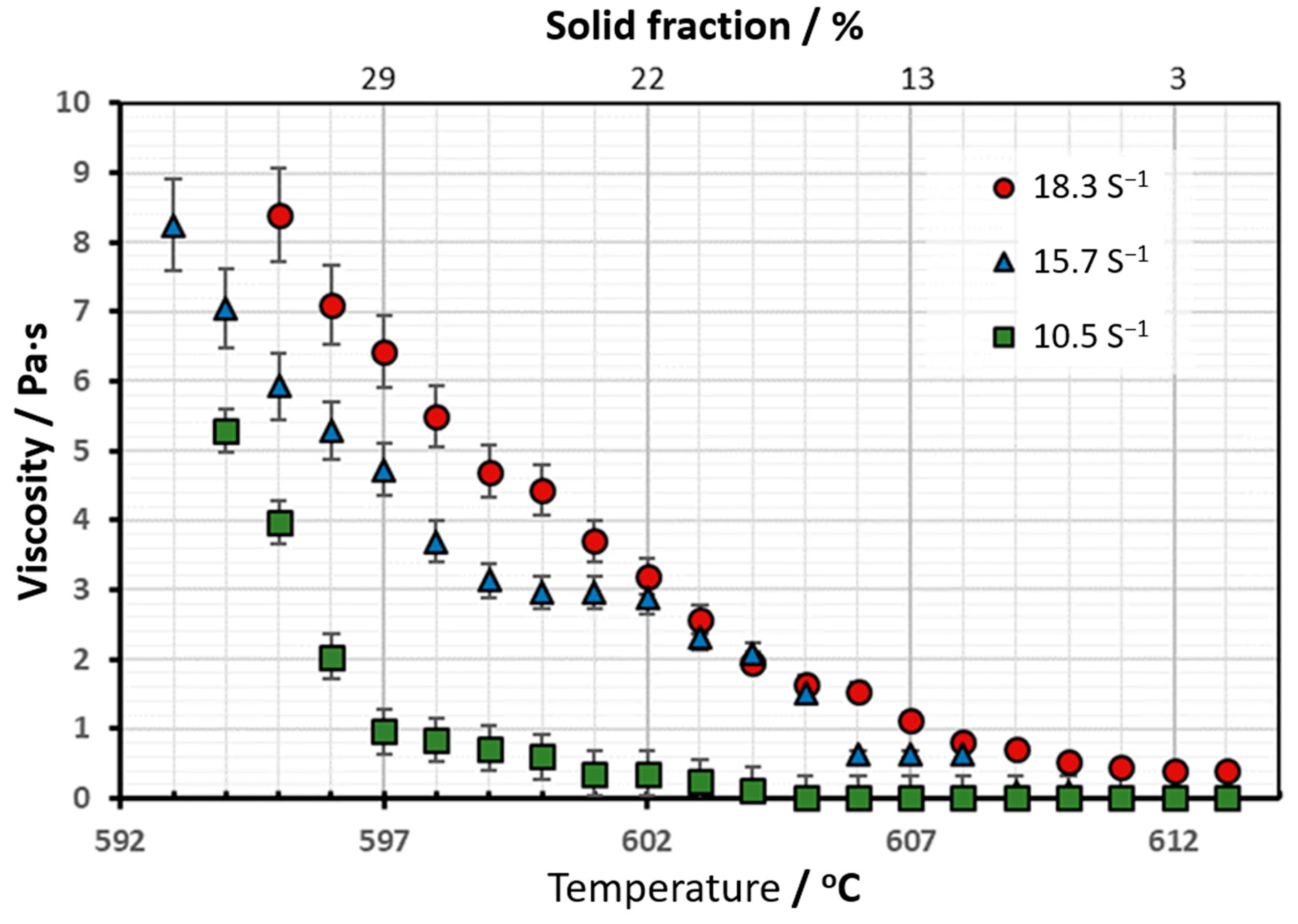
- The rheological behavior of the A356 aluminum alloy was performed a very low shear rates: from 10.5 s−1 to 18.3 s−1. The experimental results showed that the alloy behavior was shear-thickening, that is, viscosity increased with increasing shear rate.
- (3)
- This anomalous behavior is interpreted by the tendency of the solid α-aluminum particles, suspended in the liquid phase, to agglomerate and the subsequent formation of groups or clusters for low shear rate values. These clusters increase the viscosity of the aluminum alloy in semisolid state.
- (4)
- In all cases, the viscosity increased with decreasing temperature. When the solid fraction exceeded 29%, it was observed that viscosity increased rapidly.
- (5)
- After applying mechanical stirring in semisolid state, aluminum ingots can be used in a subsequent additive manufacturing process, based on the Fused Deposition Melting (FDM) techniques of metallic materials (3D thixo-printing).
- (6)
- The globulized alpha microstructure of aluminium ingots is considered beneficial, as a suitable microstructure to not impair the continuity of the semisolid alloy through the nozzle in the thixo-printing process. In this process, the material must be reheated to the semisolid state, in which the coexistence of a globular solid phase surrounded by a liquid phase, will allow the extrusion of the semisolid slurry with the appropriate viscosity. However, for very low shear rates, problems of possible clogging of the nozzles of additive manufacturing printers are foreseen, due to the dilating nature of the alloy.
- (7)
- The printing of metallic materials in semisolid state will introduce manufacturing possibilities never before foreseen. The reduction in the cost of printing will expand the use of metal 3D thixo-printing to diverse industrial sectors.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lee, J.; An, J.; Chua., C.K. Fundamentals and applications of 3D printing for novel materials. Appl. Mater. Today 2017, 7, 120–133. [Google Scholar] [CrossRef]
- Jabbari, A.; Abrinia, K. Preparing a Solid Filament for Use in Additive Manufacturing of Metals. JOM 2019, 71, 1088–1094. [Google Scholar] [CrossRef]
- Auiriemma, G.; Tommasino, C.; Falcone, G.; Esposito, T.; Sardo, C.; Aquino, R.P. Additive Manufacturing Strategies for Personalized Drug Delivery Systems and Medical Devices: Fused Filament Fabrication and Semi Solid Extrusion. Molecules 2022, 27, 2784. [Google Scholar] [CrossRef]
- Tlegenov, Y.; Hong, G.S.; Lu, W.F. Nozzle condition monitoring in 3D printing. Robot. Comput. Integr. Manuf. 2018, 54, 45–55. [Google Scholar] [CrossRef]
- Menargues, S.; Martin, E.; Baile, M.T.; Picas, J.A. New short T6 heat treatments for aluminium silicon alloys obtained by semisolid forming. Mater. Sci. Eng. A 2015, 621, 236–242. [Google Scholar] [CrossRef]
- Forn, A.; da Silva, M.; Baile, M.T.; Picas, J.A.; Fauria, A. Effect of ultrasounds during the solidification process of the A357 aluminum alloy. Solid State Phenom. 2013, 192–193, 428–432. [Google Scholar] [CrossRef]
- Campillo, M.; Baile, M.T.; Menargues, S.; Martín, E.; Forn, A. A357 Aluminium Cast Alloys for Extrusion Processes. Solid State Phenom. 2013, 192–193, 454–459. [Google Scholar] [CrossRef]
- Menargues, S. Optimización de Componentes de Aluminio Obtenidos por Sub-Liquidus Casting. Ph.D. Thesis, Universitat Politècnica de Catalunya, Vilanova i la Geltrú, Spain, 2011. Available online: http://hdl.handle.net/10803/6045 (accessed on 12 January 2023).
- Lashkari, O.; Ghomashchi, R. The implication of rheology in semi-solid metal processes: An overview. J. Mater. Process. Technol. 2007, 182, 229–240. [Google Scholar] [CrossRef]
- Barnes, H.A.; Hutton, J.F.; Walters, K. An Introduction to Rheology; Elsevier Science Publishers, B.V.: Amsterdam, The Netherlands, 1993; pp. 1–199. [Google Scholar]
- Schramm, G. A practical approach to rheology and rheometry. In Thermo Haake Rheology, 2nd ed.; Gebrueder Haake GmbH: Karlsruhe, Germany, 1998; pp. 1–268. [Google Scholar]
- Kirkwood, D.; Suéry, M.; Kapranos, P.; Atkinson, H.V.; Young, K.P. Semi-Solid Processing of Alloys; Springer Series in Materials Science: Berlin, Germany, 2010; Volume 124, pp. 1–151. [Google Scholar] [CrossRef]
- Dinsdale, A.T.; Quested, P.N. The viscosity of aluminium and its alloys--A review of data and models. J. Mater. Sci. 2004, 39, 7221–7228. [Google Scholar] [CrossRef]
- Modigell, M.; Pola, A.; Tocci, M. Rheological Characterization of Semi-Solid Metals: A Review. Metals 2018, 8, 245. [Google Scholar] [CrossRef] [Green Version]
- Barman, N.; Dutta, P. Rheology of A356 Alloy During Solidification Under Stirring. Trans. Indian Inst. Met. 2014, 67, 101–104. [Google Scholar] [CrossRef]
- Han, Q.; Viswanathan, S. Hydrogen evolution during directional solidification and its effect on porosity formation in aluminum alloys. Metall. Mater. Trans. A 2002, 33, 2067–2072. [Google Scholar] [CrossRef]
- Davis, J.R. (Ed.) ASM Specialty Handbook: Aluminum and Aluminum Alloys, 5th ed.; ASM International USA: Materials Park, OH, USA, 2002; p. 420. [Google Scholar]
- Lashkari, O.; Nafisi, S.; Ghomashchi, R. Microstructural characterization of rheo-cast billets prepared by variant pouring temperatures. Mater. Sci. Eng. A. 2006, 441, 49–59. [Google Scholar] [CrossRef]
- Ma, Z.; Zhang, H.; Zhang, X.; Wu, X.; Fu, H.; Jia, L. Rheological behaviour of partially solidified A356 alloy: Experimental study and constitutive modelling. J. Alloys Compd. 2019, 803, 1141–1154. [Google Scholar] [CrossRef]
- Chabra, R.C.; Richardson, J.E. Non-Newtonian Flow in the Process Industries; Fundamentals and Engineering Applications Butterworth Heinemann: Oxford, UK, 2004; pp. 1–436. [Google Scholar] [CrossRef]
- Pérez, M.; Barbé, J.C.; Neda, Z.; Bréchet, Y.; Salvo, L. Computer simulation of the microstructure and rheology of semi-solid alloys under shear. Acta Mater. 2000, 48, 3773–3782. [Google Scholar] [CrossRef] [Green Version]
- Quaak, C.J. Rheology of Partially Solidified Aluminium Alloys and Composites. Ph.D. Thesis, TU Delft, Delft, The Netherlands, 1996. Available online: http://resolver.tudelft.nl/uuid:5f134759-430a-412b-96af-028c99464006 (accessed on 12 January 2023).
- Atkinson, H.V.; Favier, V. Does Shear Thickening Occur in Semisolid Metals? Metall. Mater. Trans. A 2016, 47, 1740–1750. [Google Scholar] [CrossRef] [Green Version]
- Ślęzak, M. Investigation of Rheological Behaviour of Liquid and Semi-solid Magnesium Alloys of Mg–Zn–Al, Mg–Zn–RE Groups. High Temp. 2019, 57, 863–869. [Google Scholar] [CrossRef]
- Chen, C.P.; Tsao, C.Y.A. Semi-solid deformation of non-dendritic structures—I. Phenomenological behavior. Acta Mater. 1997, 45, 1955–1968. [Google Scholar] [CrossRef]
- Cézard, P.; Favier, V.; Bigot, R.; Balan, T.; Berveiller, M. Simulation of semi-solid thixoforging using a micro-macro constitutive equation. Comput. Mater. Sci. 2005, 32, 323–328. [Google Scholar] [CrossRef]
- McLelland, A.R.A.; Henderson, N.G.; Atkinson, H.V.; Kirkwood, D.H. Anomalous rheological behaviour of semi-solid alloy slurries at low shear rates. Mater. Sci. Eng. A 1997, 232, 110–118. [Google Scholar] [CrossRef]
- Guo, Y.; Wang, Y.; Zhao, S. Numerical Simulation and Experimental Analysis of the Semi-Solid Thixotropic Extrusion Forming Process for Producing the Thin-Wall Wrought Aluminum Alloy Mobile Phone Shells. Materials 2021, 14, 3505. [Google Scholar] [CrossRef] [PubMed]
- Lin, Y.C. Investigating Flow Behaviors of Colloidal Materials at the Single-Particle Scale. Ph.D. Thesis, Cornell University, Ithaca, NY, USA, 2017. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Fe | Cu | Mn | Mg | Zn | Ti | Al |
|---|---|---|---|---|---|---|---|
| 7.12 | 0.0218 | 0.0025 | 0.0049 | 0.335 | 0.1 | 0.104 | Balance |
| Strain Rate /s−1 | A /Pa·s | Standard Error of A | B | Standard Error of B | R2 |
|---|---|---|---|---|---|
| 10.5 | 0.0014 | 0.0031 | 0.2494 | 0.0678 | 0.9068 |
| 15.7 | 0.467 | 0.2278 | 0.0865 | 0.0131 | 0.9671 |
| 18.3 | 0.0257 | 0.0293 | 0.2025 | 0.0459 | 0.9005 |
| Strain Rate / s−1 | /Pa s | Standard Error of | E /J·mol−1·K−1 | Standard Error of E | R2 |
|---|---|---|---|---|---|
| 10.5 | 0.00005 | 0.00001 | 5.909 | 1.477 | 0.8931 |
| 15.7 | 0.0007 | 0.0001 | 1.938 | 0.158 | 0.9744 |
| 18.3 | 0.0011 | 0.0001 | 2.047 | 0.446 | 0.9101 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Martin-Raya, O.; Menargues, S.; Martin, E.; Baile, M.T.; Picas, J.A. Rheological Behavior of the A356 Alloy in the Semisolid State at Low Shear Rates. Materials 2023, 16, 2280. https://doi.org/10.3390/ma16062280
Martin-Raya O, Menargues S, Martin E, Baile MT, Picas JA. Rheological Behavior of the A356 Alloy in the Semisolid State at Low Shear Rates. Materials. 2023; 16(6):2280. https://doi.org/10.3390/ma16062280
Chicago/Turabian StyleMartin-Raya, Oscar, Sergi Menargues, Enric Martin, Maria Teresa Baile, and Josep A. Picas. 2023. "Rheological Behavior of the A356 Alloy in the Semisolid State at Low Shear Rates" Materials 16, no. 6: 2280. https://doi.org/10.3390/ma16062280
APA StyleMartin-Raya, O., Menargues, S., Martin, E., Baile, M. T., & Picas, J. A. (2023). Rheological Behavior of the A356 Alloy in the Semisolid State at Low Shear Rates. Materials, 16(6), 2280. https://doi.org/10.3390/ma16062280