1. Introduction
Al-based alloys are known for their high specific strength and industrial applicability [
1,
2,
3]. However, Al alloys are difficult to use as structural materials because of their low compressive strength, energy-absorption efficiency, and wear resistance. Recently, alloys with high energy-absorption efficiency (EAE), specific strength, and low density are being used as structural materials in engineering industries through the developing Al alloys containing GHSs (AlG) [
4,
5]. In particular, for structural materials used in the automotive industry, alloys with energy-absorbing properties and deformation resistance are needed for passenger/goods safety during collisions. AlG foam is an alloy that possesses high energy absorption properties through GHS and has been widely used as a structural material in recent years [
6,
7].
AlG foam is an alloy in which GHSs are uniformly distributed within the metal matrix. These alloys are widely known for their low density and high EAE [
8,
9]. Materials with a high EAE are particularly advantageous under compressive loading as the GHS becomes a load-bearing element in compression. In addition, AlG foam exhibits a large stress plateau in the compression state, which leads to densification and a high EAE in the Al alloy [
10,
11].
AlG foam exhibits better mechanical properties than existing alloys because its high-energy absorption properties can delay deformation. The high energy-absorption properties relate to the microstructural properties of AlG foam, which can be defined by various properties such as matrix alloy strength, chemical composition, GHS strength, matrix/GHS volume ratio, interfacial diffusion, and relative density. Recently, many researchers analyzed the compressive properties of AlG foam, which helped in analyzing the microstructural features that affect the mechanical strength of alloys and, thus, explain their mechanical behavior.
For instance, Katona et al. used dynamic mechanical analysis, finite element methods, and elasticity-based analytical calculations to analyze the compressive properties of Al and Al-Si syntactic foams [
12]. Their model is based on a matrix of fracture mechanisms. Their model analyzed the fracture mechanism according to the matrix and demonstrated that the compressive strength and energy absorption can be improved. Szlancsik et al. generalized the compression curves of Al alloys containing pure Fe metallic hollow spheres through compression tests and analyzed properties such as structural stiffness, yield strength, plateau strength, and energy absorption [
13]. They revealed that their alloys were affected by the matrix microstructure and relative density. Jung et al. fabricated Al-Mg matrix-based syntactic foams using a stir casting process and identified the associated changes in X-ray diffraction, EPMA, and mechanical properties. In particular, they showed that the compressive properties and energy absorption may be increased due to the interfacial reaction between glass hollow sphere and matrix [
14]. Wang et al. [
15] studied the compressive behavior and energy absorption properties of Al foam with different cell sizes. Several studies proposed that Al foam improves the EAE but has a lower compressive strength than conventional alloys. In order to improve the compressive strength of such Al foams, research was actively conducted by changing the manufacturing process of AlG foams and mixing bimodal GHS.
For instance, Kemeny et al. fabricated high-performance bimodal composite metal foams via a low-pressure permeation process to increase compressive strength. The produced metal foams were analyzed by compression testing and showed a strength of about 30~60 MPa. They proved that the mechanical properties of the metal foam improved with GHS filling ratio [
16]. Su et al. fabricated Al matrix bimodal syntactic foam by mixing 1.0~4.0 mm alumina GHS using a stir casting method. The produced metal foams exhibit compressive strengths of approximately 60~80 MPa. It was found that when GHS of different size ranges are mixed in the same volume, the mechanical properties of the bimodal syntactic foam are highly dependent on the average diameter of the GHS and that the mechanical properties decrease as the GHS content increases [
17]. Unlike common manufacturing methods, Bolat et al. produced Al matrix syntactic foam using a fully automated low-temperature chamber die casting process. The produced Al syntactic foam exhibits compressive strengths of approximately 20–80 MPa. They identified the effects of heat treatment on the compressive properties and fracture behavior of the samples, demonstrating that heat treatment alters the fracture mode of the samples [
18]. However, the compressive strength of currently manufactured Al syntactic foam is below about 100 MPa and still exhibits low mechanical properties.
This study focuses on the fabrication of alloys that can simultaneously improve the strength and EAE of Al chip alloys with high compressive properties through previous studies [
19]. Several studies suggested that the spheroidized microstructure of Al alloys produced using the SS process improves compressive strength [
20,
21]. In addition, alloys fabricated by chips have the advantage that samples can be produced at lower temperatures than bulk alloys [
22]. Based on the results of these studies, the Al alloy processed by chip was sampled by powder metallurgy, and an Al chip matrix was spheroidized via an SS process to further improve the mechanical properties of the Al chip alloys. GHSs were added to the interfacial reaction between GHS and the Al chip to improve the EAE of the Al chip alloy, and the compressive behavior was investigated.
3. Results and Discussion
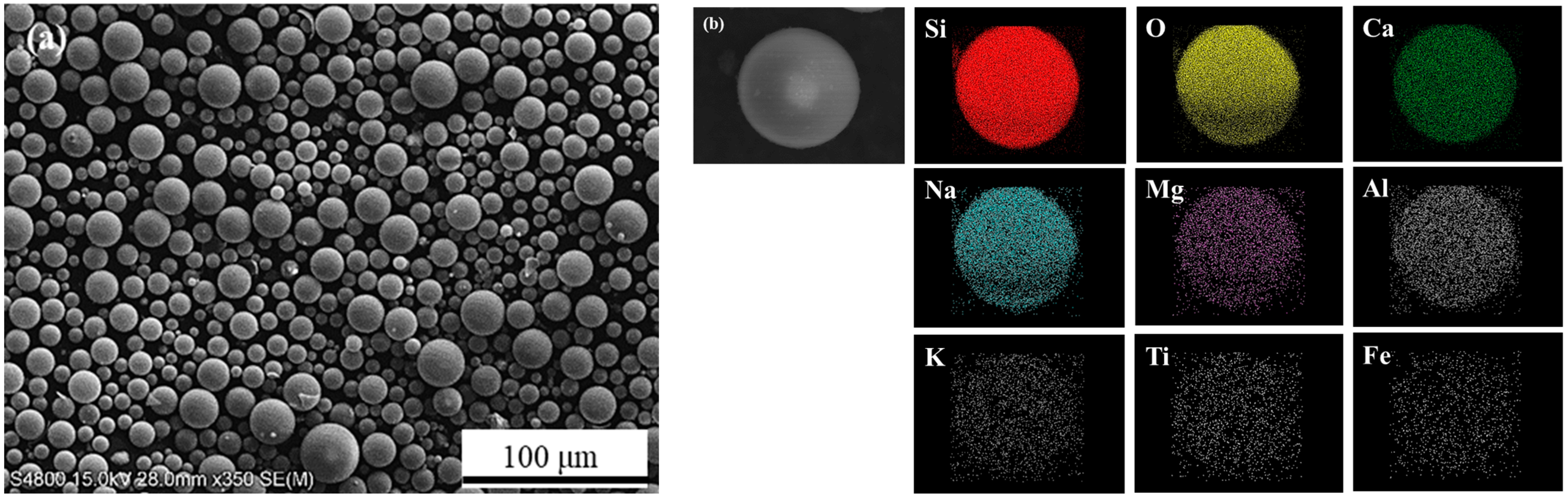
Figure 3 shows an SEM image and electron emission spectroscopy element maps of GHS.
Figure 3a shows that GHS particles were spherical, and some spheres represented GHS satellite particles attached to the surface, while the particles in
Figure 3b represented a single GHS. The detected elements were Si, O, Ca, Na, Mg, Al, K, Ti, and Fe. The elemental composition estimated based on EDS area analysis showed low Al, K, Ti, and Fe concentrations in GHS (
Table 4). GHS primarily comprises of SiO
2, Na
2O, CaO, Al
2O
3, and MgO [
24,
25].
Figure 4 shows the evolutions of the relative densities of the AlG foams with increasing volumes of GHSs. The densities were measured from local parts from the bottom, middle, and top of each sample, and it was found that the density was uniform throughout for every specimen tested. The density decreased with increasing the GHS volume fraction. The theoretical density of AlG foam (D
AlG foam), and Al chip (D
Al chip), can be predicted using the following equation.
where D
x and C
x represent the actual density and volume fraction of element x in the composition, respectively. The theoretical densities of Al chip and AlG foam calculated by Equations (2) and (3) are shown in
Figure 4 for comparison with the measured values. The theoretical densities of AlG foam mixed with 100 vol.% Al chip alloy and 5, 10, and 15% GHS were 2.78, 2.66, 2.54, and 2.43 g/cm
3, respectively. The relative density of AlG foam was reduced by about 6–16% compared to the theoretical density of the 100% Al chip alloy. These results indicate that the relative density of the AlG foam was reduced by the relatively light GHS mixture. The relative densities of AlG foams containing 5, 10, and 15 vol.% showed 98.8%, 98.7%, and 96.2% relative to the theoretical density of the AlG foam. The relative density of the AlG foam was shown to be close to the theoretical density, and the partially reduced relative density of the 15 vol.% AlG foam can be explained as unintended microporous formation during the process [
26].
The Vickers hardness test was conducted to confirm the effect of GHS content on the Al foam mixed with the Al chip alloy and GHS.
Figure 5a shows the schematic of the hardness measurement area. Hardness measurements were taken in the α-Al region of the Al chips and in the Al powder and GHS interface region to determine the change in the mechanical properties of the Al matrix with the change in GHS content. The indentation depth calculated using Equation (1) was estimated to be 4–6 μm.
Figure 5b shows the evolutions of the hardness of the AlG foam with increasing volume fraction of GHS increased. Hardness decreased little with volume fraction of GHS. The matrix of the Al chip alloy shows a hardness of 158.1 HV and the matrix hardness of the AlG foam by GHS content was about 154.2–156.3 HV. The Al chip alloy matrix and the AlG foam matrix did not significantly differ in hardness. This is expected because of an appropriate interfacial reaction between the GHS and the Al matrix. The appropriate interfacial reaction between the GHS and matrix affects the mechanical properties [
27,
28]. Based on these results, it was presumed that the interfacial bonding between the GHS and the Al matrix of AlG foam was well done and the hardness was not reduced.
In addition, the Mg and Si atoms in this alloy crystallized according to the composition ratio and Mg
2Si phase led to precipitation strengthening [
29]. Factors contributing to the alloy strength of the Al chips produced by the SS process include matrix spheroidization and precipitated Mg
2Si phase formation. As shown in
Figure 5b, the contribution of matrix spheroidization and precipitation strengthening is similar for GHS-containing and Al chip alloys, suggesting no reduction in hardness with GHS content.
Figure 6 shows the OM images of each sample. GHS is mainly distributed at the Al powder and Al chip interface. GHS dispersion was most uniform in Al50G10, Al60G10, and Al70G10. In Al50G5, Al60G5, and Al70G5 with low GHS content, GHS is distributed more uniformly as the Al chip ratio increases. A microstructure with locally distributed small amounts of GHS appeared as the Al powder ratio increased. In Al50G15, Al60G15, and Al70G15 with a higher GHS content, GHS aggregated in Al powder of the relatively lower Al powder content than in other foams. These results were explained as the volume fraction of Al powder that bridged between the GHS and Al chip. The lower the volume fraction of Al powder, the more GHS agglomerates within the area of Al powder for samples containing relatively high GHS volume fraction [
30,
31]. Therefore, in Al50G15, Al60G15, and Al70G15, the area filled with Al powder and GHS was minuscule, and the GHS agglomeration rate was higher.
Figure 7 shows the OM images of Al chip matrix microstructures in Al50G5, Al60G5, Al70G5, Al50G10, Al60G10, Al70G10, Al50G15, Al60G15, and Al70G15 foams. The microstructure of the Al chip matrix was spheroidized according to the SS process. Previous studies confirmed that the Al
5Cu
2Mg
8Si
6 phase became the liquid phase via DSC at about 450–470 °C [
19]. Small amounts of liquid are essential in the spheroidization of the Al chip matrix. Under 120 MPa pressure, a small volume of liquid was squeezed onto the surface of the dendrite. The Al matrix was then spheroidized by rheology and the Ostwald ripening phenomenon after a longer holding time at 560 °C [
32]. The spheroidized Al chip matrix suppresses dislocation pile-up and dislocation progression [
33,
34,
35]. This strengthening effects contribute to the alloy strength of the AlG foam.
Figure 8a shows the XRD patterns of Al chips with noticeable α-Al, Mg
2Si, Al
2Cu, and Si peaks. These results were consistent with the phases formed during the matrix alloy fabrication process in previous studies [
36].
Figure 8b–d shows the XRD patterns of the AlG foam with peaks of the MgAl
2O
4 phase and the α-Al, Mg
2Si, Al
2Cu, and Si phases. The MgAl
2O
4 phase was presumed to be formed by the interfacial reaction between the matrix alloy and GHS.
Figure 9a shows the EDS point profiling of the GHS before sintering, and
Figure 9b shows the EDS point profile analyzed in the shell region of the GHS after sintering. The results of the EDS point profiling analysis are shown in
Table 5 and
Table 6. The EDS point profiles in
Figure 9a and
Table 5 showed a 28.05 wt.% distribution of Si elements in the GHS. On the other hand, the EDS point profiles in
Figure 9b and
Table 6 showed sparse distribution of 1.19 wt.% of Si elements in the GHS shell. The major elements constituting the GHS were Si, O, Ca, Na, Mg, and Al, as shown in
Table 5. After sintering, the concentrations of Si, O, Ca, and Na decreased, while those of Al and Mg increased. These results suggest that Mg and Al elements were diffused into the GHS shell during sintering in Al alloy chips. In addition, Si and most trace elements were estimated to have been reduced at high temperatures.
Figure 10 shows the EDS mapping and line profiles used to analyze the qualitative composition of the GHS that reacted with Al60G10. As shown in
Figure 10b,c, the Al-rich regions appeared uniform in the matrix, and Si rich regions surround the GHS shell. This indicated that Si in the GHS diffused outside and concentrated at the boundary between the matrix and GHS.
Figure 10d shows the detailed enrichment of Mg in the shell region of the GHS. In addition, as shown in
Table 5 and
Table 6, Mg was detected at higher concentrations at the GHS matrix interface than inside the GHS. The oxygen (O)-rich regions overlapped with segregated regions of the Mg and Si solutes. The oxygen around the GHS was presumed to be present owing to the oxidation of Mg. It is known that oxidation by Mg can easily occur at high temperatures in Mg-containing Al alloys [
37,
38]. No other trace elements present in the GHS were detected, as they were expected to have been depleted by solute diffusion. The Mg- and Si-rich regions were associated with the Mg
2Si phase around the GHS shell, which appear to have been formed by interfacial diffusion. At low temperatures, Mg can dissolve in Al [
39]. Thus, Mg can exist as a solid solution in α-Al or as an intermetallic compound that can react with other elements. These results confirmed the formation of the Mg
2Si phase in the GHS shell region by the EDS point profile analysis of the red square region in
Figure 10f. The formation of the Mg
2Si phase can also be validated by a line profiling analysis at the GHS- matrix interface. In
Figure 10g, a high Al content was seen beyond the GHS boundary, while high concentrations of O and Mg were uniformly distributed in the interface region and decreased past the GHS shell. In contrast to Mg, the concentration of Si in the matrix increased. These results indicate that the Si concentration gradually increased toward the matrix by interfacial diffusion. Once the Si concentration reached a certain level in the matrix, the Si phase precipitated. Mg was concentrated near the interface region, and high Mg concentrations reacted with the precipitated Si to form a Mg
2Si phase in the GHS shell. The Gibbs free energy associated with the reaction between the GHS and matrix was the driving force of the interfacial reaction in the GHS shell region. The most likely interfacial reactions were calculated by referring to the thermodynamic database as follows: [
40]
It was speculated that SiO
2, a major component of the GHS, was highly reactive with Mg and Al at the temperature needed to produce AlG foam. Through Equations (4) and (5) for interfacial reactions calculated with reference to the thermodynamic database, the interfacial reactions form spinel MgAl
2O
4 in the GHS shells and Mg
2Si in the regions surrounding the shells. As SiO
2 reacted with Al and Mg, the Si in the GHS may have diffused. As shown in
Figure 10g, Si precipitated from the matrix region around the GHS shell. These results suggest that Si diffused through the MgAl
2O
4 grain boundary and precipitated in the matrix next to the GHS shell [
41]. Furthermore, as the GHS content of the AlG foam increased, the Mg content did not change. In Equation (4), Mg reacted continuously with Si around the GHS shell to form Mg
2Si when MgAl
2O
4 no longer formed.
The quasi-static compressive stress–strain curves of the AlG foam according to the GHS and Al chip content are shown in
Figure 11a–c. The AlG foam curve initially exhibited linear elastic and plateau plastic regions, in which the stress monotonically increased with increasing strain and, finally, rapidly decreased. The maximum stress in the AlG foam occurred at the start of the plastic deformation, as shown in
Figure 11a–c. The yield strength of AlG foams containing the same volume fraction of GHS increased as the Al chip content increased. The compressive strengths of Al70G5, Al60G5, and Al50G5 were 288.7, 264.5, and 230.5 MPa, respectively, while those of Al70G10, Al60G10, and Al50G10 were 281.5, 251.3, and 225.4 MPa, respectively. The compression curves of the AlG foam with 5 and 10 vol.% GHS showed an increase in plateau stress and a delay in the onset of densification with increasing GHS content, as shown in
Figure 11a,b. In contrast, the compression curve of the AlG foam with 15 vol.% GHS showed that the plateau stress decreased with increasing GHS content and densification proceeded faster, as shown in
Figure 11c. Al50G15, Al60G15, and Al70G15 foams had a high GHS content, and GHS aggregation occurred regardless of the Al powder, which played a bridging role. GHS agglomeration was expected to cause a heterogeneous phenomenon in the loading transfer of the AlG foam—resulting in reduced plateau stress and accelerated densification despite the increased GHS content. The compressive properties of all the specimens are listed in
Table 7. The energy absorption (
), one of the key features of the compressive properties, was measured using the tangent line technique, presented by Basit and Cheon, up to the densification strain of the AlG foam [
42]. Another key feature was the energy-absorption efficiency calculated using Equation (6) for a given deformation [
43].
where
is the EAE,
is the energy absorption, and
is the maximum compressive stress within the strain range. The energy absorption and EAE of the AlG foam increased as the GHS content increased because both the plateau stress and densification strain increased as the GHS content increased.
The improved compressive properties of the AlG foam were, presumably, due to the interfacial reactions between the GHS and the matrix and other strengthening effects. Owing to the specific interfacial reactions, the increase in compressive properties is explained by two factors. First, the MgAl2O4 formed by the interfacial reaction improved the interfacial bonding between the matrix and GHS. Second, the fracture strength of MgAl2O4 coated on the GHS surface may have been higher than that of the GHS shell. Appropriate interfacial reactions strengthened the interfacial bonding of the AlG foams, which suggests that the strength of the AlG alloy was enhanced by MgAl2O4, which uniformly formed on the GHS surface.
The Mg2Si phase had a low density and excellent mechanical properties and was a strengthening phase mainly applied to Al alloys. The Mg2Si phase precipitated in the AlG foam matrix and around the GHS shell contributed to the increase in the strength of the AlG foam alloy through a secondary-phase strengthening mechanism.
The alloy strength of the AlG foam used in this study exhibited three strengthening effects. First, Mg in the Al chips can improve the compressive properties by uniformly coating the GHS shell with an interface reaction layer, spinel MgAl2O4, through an interface reaction. Second, Mg reacts with Si to precipitate the Mg2Si phase around the matrix and GHS shell potentially improving the compressive properties as a secondary strengthening phase. Finally, the mechanical properties can be improved by dislocation pile-up via spheroidizing inside the Al chip. The interconnection of these three reinforcing effects was presumed to have simultaneously improved the compressive properties and energy absorption of the AlG foam. As a result, AlG foams had lower compressive strength but higher EAE than Al chip alloys.
Figure 12 shows the predicted and measured compressive strengths of AlG foam at different GHS contents. The predicted compressive strength of AlG foam can be estimated by the rule of mixtures [
44]:
where
is the compressive strength of the AlG foam,
is the respective volume fractions of the mixed material, and
is the respective compressive strength of the mixed material. The predicted compressive strength of AlG foam decreased with increasing GHS content. This behavior was similar to the measured compressive strength. The predicted values for AlG foam containing 5 and 10 vol.% GHS appear to agree with the measured values. These results indicate that there were few defects inside the AlG foam, and the three strengthening effects (Spheroidization of Al chip microstructure, Mg
2Si reinforcing phase, and interfacial bonding by the MgAl
2O
4 spinel phase) of AlG foam described above were appropriately well applied. However, AlG foam containing 15 vol.% GHS appears to have had a lower measured compressive strength than the predicted one. These results were expected because of local micro pore formation and GHS aggregation inside the AlG foam.
Figure 13 shows the GHS fracture behavior of the Al60G10 foam according to the strain. As shown in
Figure 13a,b, the GHS maintained its spherical shape without fracture or deformation up to 4% strain.
Figure 13c shows that cracking began at 8% strain and the crack propagation moved from the GHS to the matrix. As shown in
Figure 13d, cracks propagated over most of the GHS surface at 12% strain and in the matrix. Finally, in
Figure 13e, both the matrix and GHS were destroyed because of specimen densification. These results can be explained by one of the strengthening effects of the AlG foam’s increased interfacial bonding due to the MgAl
2O
4 coating on the GHS surface. Weak interfacial bonding between the GHS and metal matrix in tensile and compression tests caused GHS to separate from the matrix, creating empty cavities [
45,
46]. When the GHS and metal matrix were separated, the uniform load transfer phenomenon was eliminated, and stress was concentrated locally in the matrix, thereby significantly impacting the mechanical properties. As shown in
Figure 13, the interfacial bonding was high because of the MgAl
2O
4 formed by the interfacial reaction between the GHS and the matrix, and there was no separation between the GHS and matrix. These results were presumed to be one of the leading causes for the improved energy absorption of the AlG foam.
Figure 14 shows crack propagation with GHS content. The
y-axis indicates the direction of compressive loading on the microstructure. As shown in
Figure 14, crack propagation was observed along the direction of the yellow arrows. The white arrows in
Figure 14b indicate the presence of the GHS. Cracks propagated along the GHS and Al metal matrix in the direction perpendicular to the compressive load. As shown in
Figure 14a, the Al60G5 foam distributed the load at the interface between the GHS and the Al metal matrix, causing plastic deformation of the Al matrix. After reaching yield deformation, micro-cracks occurred at the interface between the Al metal matrix and GHS, and the cracks propagated to adjacent interfaces. On the other hand, as shown in
Figure 14b, the Al60G10 foam showed a higher GHS content, resulting in multidirectional crack propagation along the GHS, potentially producing uniform load transfer inside the foam and slowing the growth of major cracks inside the metal matrix. These results indicate that at low GHS content, crack propagation occurred in the Al matrix adjacent to the GHS, with high compressive strength but low EAE. On the other hand, if the GHS content was high, the growth of cracks propagating along the GHS may have resulted in high EAE, but the compressive strength was expected to decrease.
Figure 15 shows the energy absorption versus compressive strength of the Al syntactic foam in this and other studies [
6,
14,
40,
43,
47,
48,
49,
50,
51]. The AlG foam with 10 vol.% synthesized in this study had the highest compressive strength and the third highest energy absorption rate among those reported in the literature. However, AlG foams containing 5 and 10 vol.% had high compressive strengths but normal energy absorptions. These results mean that it is possible to synthesize materials with high compressive strengths and energy absorptions of the Al foam. It is also expected that a uniaxial-pressure sintering system can achieve the production of functional materials whose stability is ensured.















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}