
Research on the Roundness Approximation Search Algorithm of Si3N4 Ceramic Balls Based on Least Square and EMD Methods

Abstract
:1. Introduction
- (1)
- In analyzing the spherical errors of ceramics, there is a lack of effective extraction of the detection signal, which leads to the interference of other signals except for the spherical error signal;
- (2)
- The evaluation method of the spherical error of the ceramic ball lacks the corresponding model support, and most of the existing models focus on the accuracy optimization of the sampling points. There are few studies on the ball after lapping;
- (3)
- At present, there is no uniform international standard for the definition of sphericity error, and the measurement of its accuracy is usually reflected by roundness error.
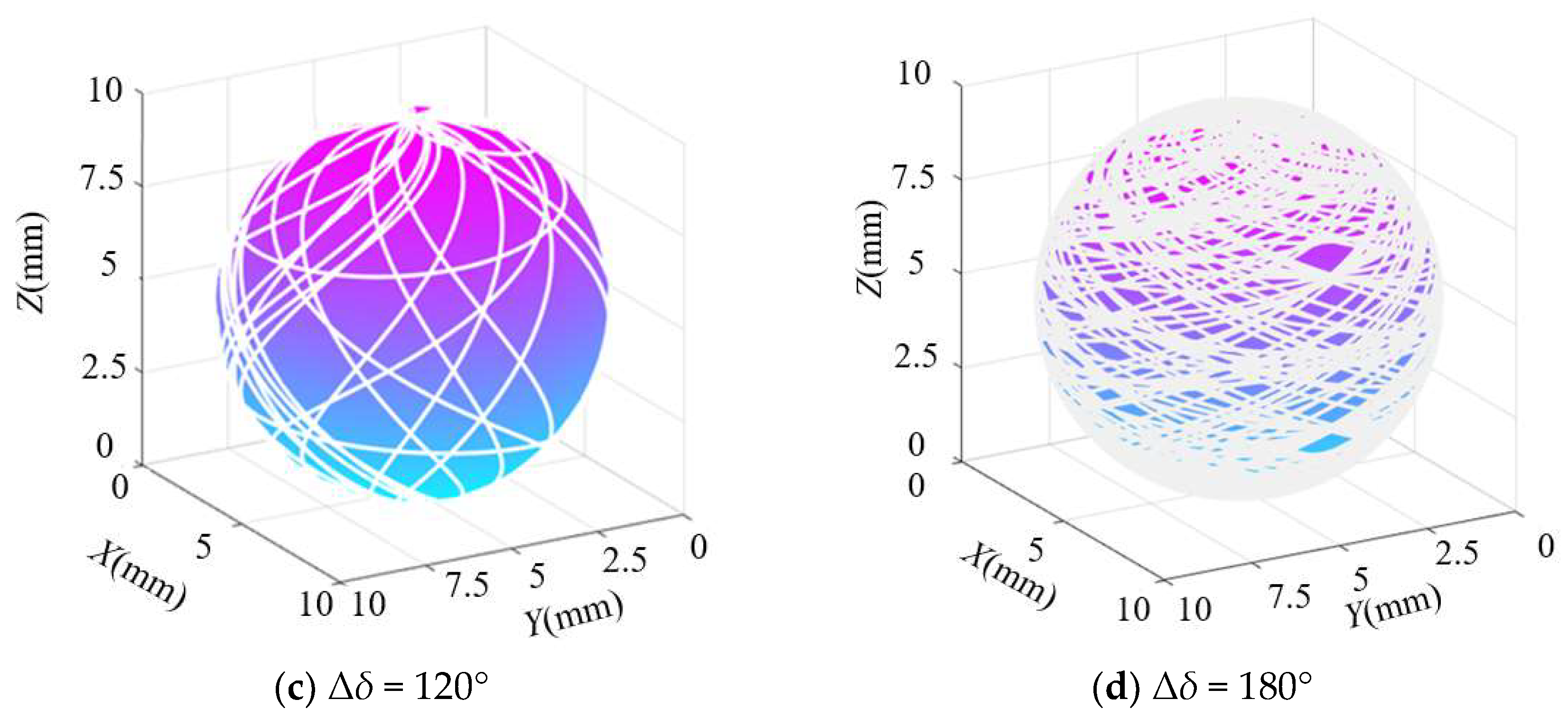
2. Analysis of Trajectory Uniform Envelope on the Surface of a Ceramic Sphere
Ceramic Ball Trajectory Envelope Simulation Analysis
3. Basic Principle of Empirical Mode Decomposition
- The collected signals are processed locally to obtain the maximum and minimum values in a fixed range. The maximum and minimum values obtained above are connected into upper and lower envelopes by cubic spline interpolation curve;
- The data points corresponding to the upper and lower envelope lines obtained above are assigned, where the upper envelope line is set to m1, and the lower envelope line is set to m2; the mean value is then known (m1 + m2)/2. It can be seen from the relevant literature that the difference D between the time series signal and the mean value is an IMF, and the following formula can be obtained [37,38,39,40]:
- 3.
- It is judged whether the difference DK obtained by K-times decomposition satisfies the theoretical conditions of the empirical mode decomposition method mentioned above. If it is not satisfied, the decomposition is continued until the difference DK satisfies the condition that the IMF is established. The difference DK obtained at this time is the initial IMF of the first group of the signal satisfying the condition, and its frequency is usually higher than other functions in the signal, denoted as P1(t):
- 4.
- Based on the obtained high-frequency Intrinsic Mode Functions P1(t), the corresponding low-frequency Intrinsic Mode Functions Q1(t) model can be derived as follows:
- 5.
- The m − 1 decomposition of Q1(t) is performed by steps one to five, and the mth group of Intrinsic Mode Functions Pm(t) and Qm(t) satisfying the conditions are obtained;
- 6.
- After obtaining all IMFs that meet the conditions, the decomposition process of the signal needs to be suspended. The relevant suspension function is as follows:
4. Ceramic Ball Roundness Deviation Extraction Based on EMD
4.1. Analysis of the Signal Composition of the Outer Surface of the Ceramic Ball
- Surface geometric accuracy error: As shown in Figure 4, the error is mainly caused by different lapping parameters set in the machining process. According to the collected signal frequency, it can be divided into high-frequency signal error, intermediate-frequency signal error, and low-frequency signal error. The high frequency-signal refers to the surface roughness error of the sphere, the intermediate-frequency signal refers to the waviness error of the outer surface of the sphere, and the low-frequency signal refers to the shape error of the sphere contour;
- Measurement accuracy error: This error is mainly caused by external factors such as the accuracy of the measuring instrument, the accuracy of the measuring method, and the reliability of the measuring environment. It is usually manifested as a high-frequency signal interference error during the sampling process.
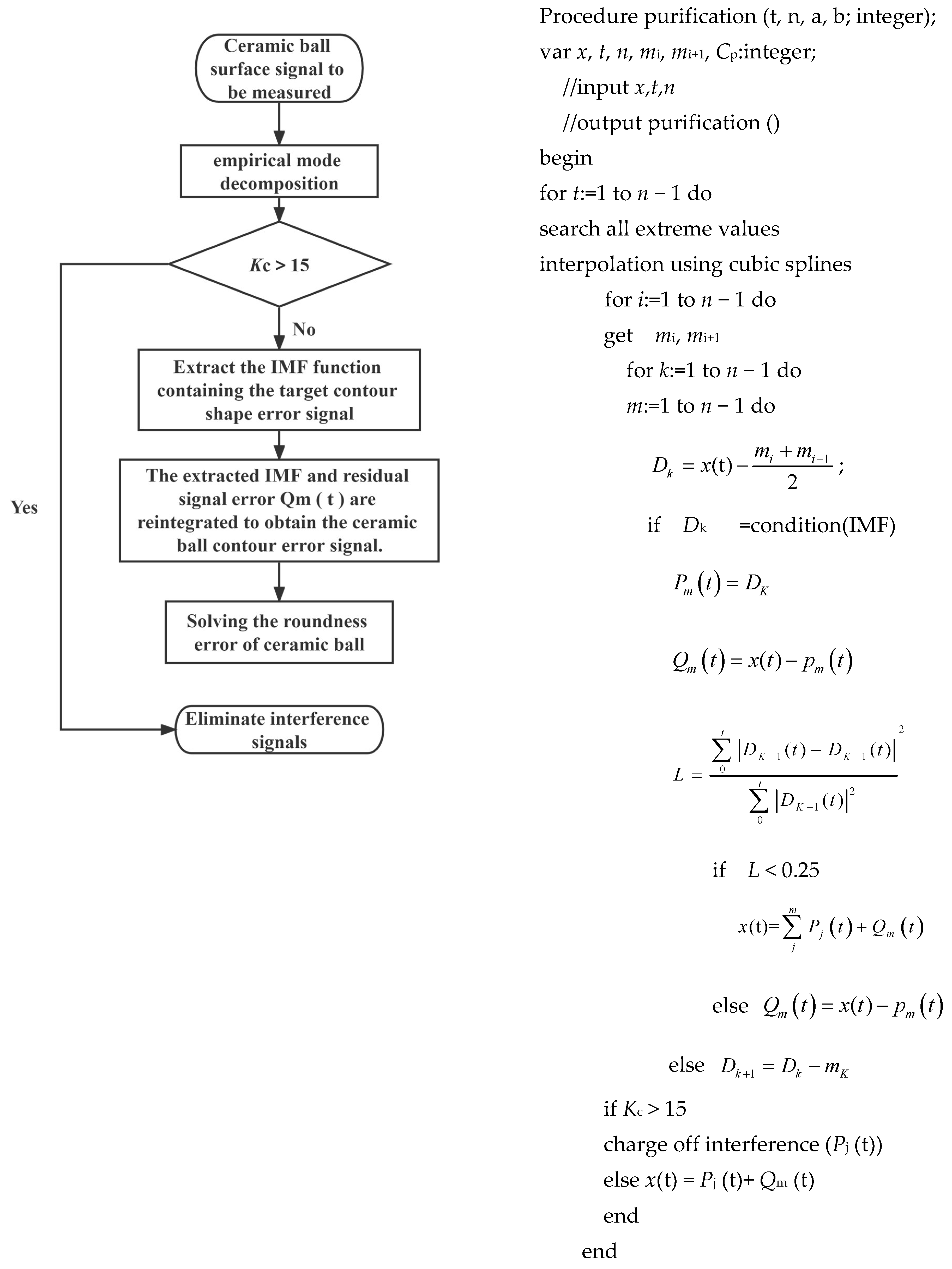
4.2. Ceramic Ball Roundness Deviation Extraction Process
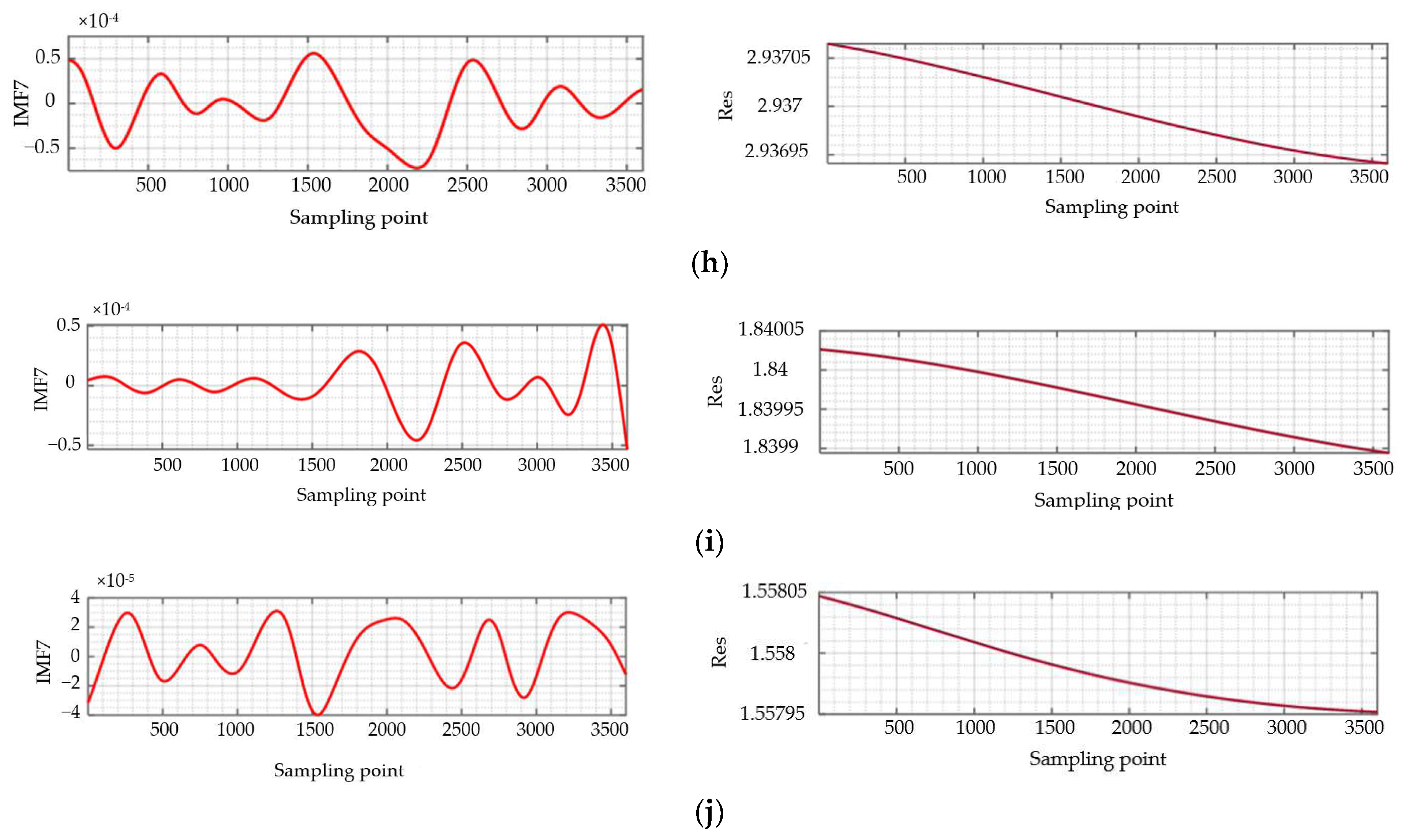
- The collected signals of the outer surface of the ceramic ball are sorted and output as the original sequence T(t). The empirical mode decomposition method is used to decompose it into a series of IMF state functions with high-frequency, intermediate-frequency, and low-frequency characteristics. The low-order IMF state function in the decomposition result is the high-frequency part of the original signal, such as the surface roughness signal error of the ceramic ball and the measurement accuracy error, etc. The Intrinsic Mode Function between the low order and the high order is the intermediate-frequency part of the original signal, such as the surface waviness error signal of the ceramic ball. The remaining high-order Intrinsic Mode Function is the high-frequency part of the original signal, which is mainly the form deviation signal of the ceramic ball;
- The number of waveforms of the decomposed signals is used as the main criterion to calculate the number of waveforms Kc of each Intrinsic Mode Function. Usually, the number of cycles T can be determined by calculating the zero-frequency component Zj(t) of the signal and the number of intersections n of the IMF, specifically, the number of waveforms Kc = n/2. For any Intrinsic Mode Functions, its zero-frequency component Zj(t) is expressed as follows:
- 3.
- The form deviation signal of the ceramic ball is obtained by reintegrating the extracted IMF and the residual signal error Qm (t). The roundness deviation of the ceramic ball can be solved by applying the formula.
5. Ceramic Ball Roundness Approximation Algorithm
5.1. Roundness Deviation Model under Least Square Method
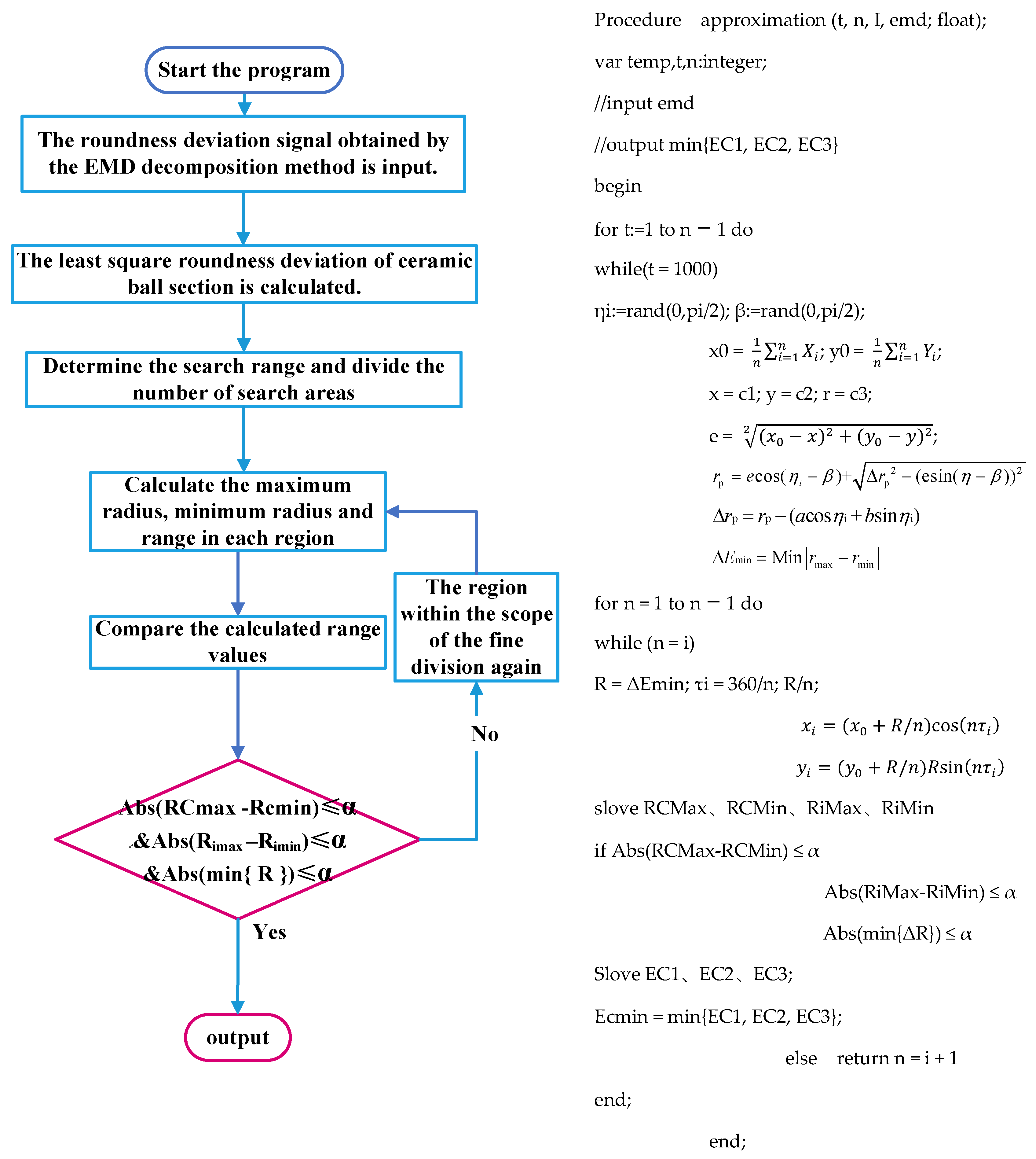
5.2. The Specific Process of the Algorithm and Its Implementation
- (1)
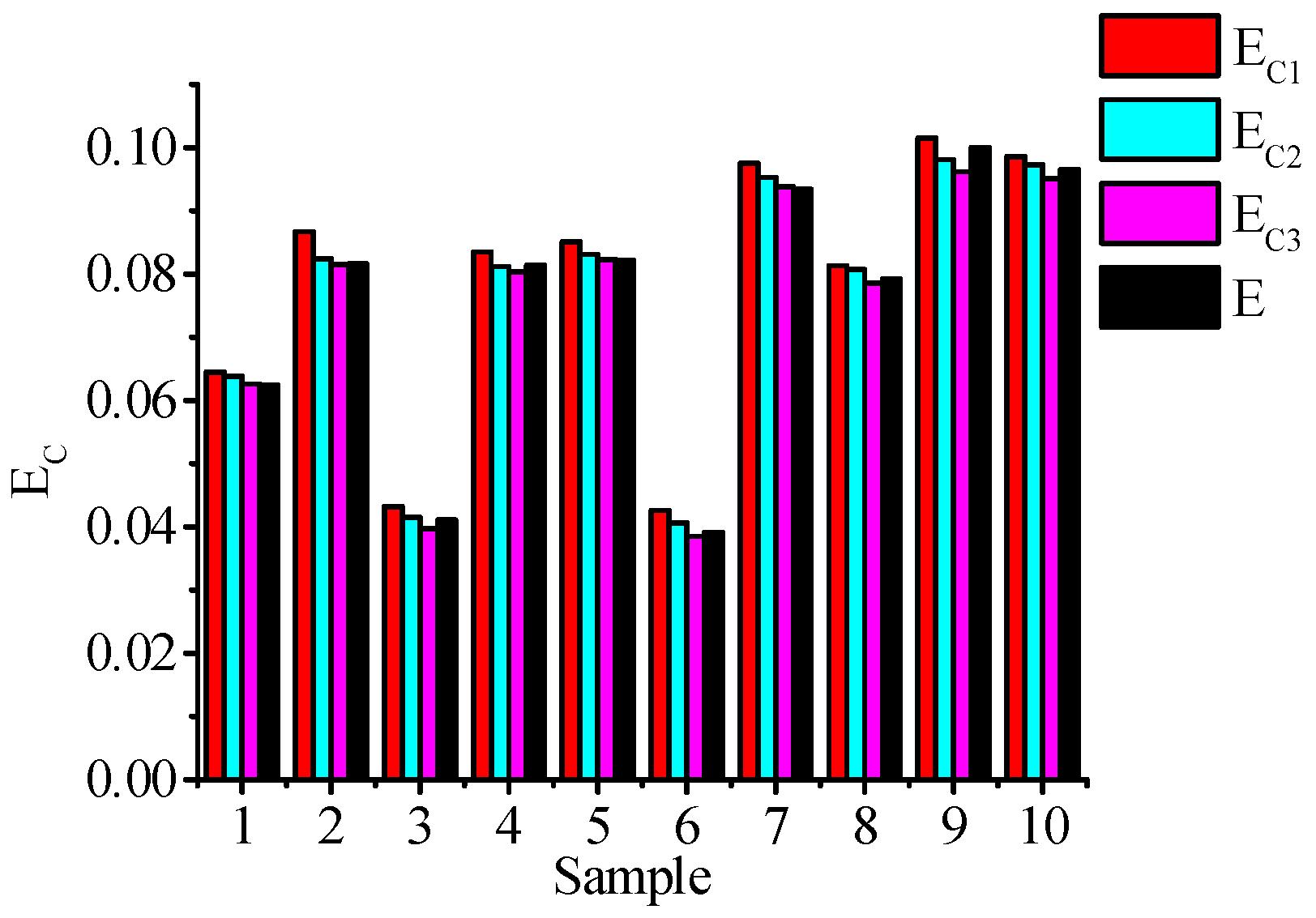
- The minimum value of the maximum radius value Rmax in each region is the minimum circumscribed circle radius of the ceramic ball, which is set to RCmax. At this time, the search point in the region is the center of the minimum circumscribed circle, and the corresponding minimum radius value is set to RCmin. According to the evaluation standard of the minimum circumscribed circle method, the error value EC1 at this time is known;
- (2)
- The maximum value of the minimum radius value Rmin in each region is the maximum inscribed circle radius of the ceramic ball, which is set to Rimin. At this time, the search point in the region is the maximum inscribed circle center, and the corresponding maximum radius is set to Rimax. According to the evaluation standard of the maximum inscribed circle method, the error value EC2 is known at this time;
- (3)
- The range Δr of the radius value in the approximation area is calculated and compared, and the minimum value is the minimum value of the contour of the measured circle. The error value EC3 can be known from the corresponding minimum zone evaluation method standard.
6. Experimental Verification and Algorithm Accuracy Analysis
6.1. Experimental Design
6.2. Uncertainty Analysis
- (1)
- Considering the operation error in the measurement process, the coordinate measurement of each sampling point is repeated 10 times, that is, m = 10, and the corresponding uncertainty u1 is obtained as follows;
- (2)
- According to the relevant technical documents, the maximum allowable deviation of the instrument is 0.02 μm, that is, the standard deviation σ is 0.02 μm, so that the measured value of the sampling point obeys the normal distribution, and the corresponding confidence factor K is 1.96. The uncertainty u2 caused by the error of the instrument‘s own indication is usually related to the standard deviation σ, and the confidence factor K as follows:
- (3)
- In the process of sampling the outer surface of the sphere by the instrument, the uncertainty is caused by temperature u3 = 0 because the external environment temperature is basically kept constant at 20 °C;
- (4)
- In the actual sampling process, the probe basically does not produce offset and tilt, so the uncertainty caused by this item is u4 = 0;
- (5)
- The above uncertainty is combined, and the corresponding combined single-point uncertainty formula is as follows:
- (6)
- For the center of the ceramic sphere, the uncertainty generated in the detection process can usually be expressed by the following model:
- (7)
- Due to the large number of sampling points set in this paper, the difference εab between uxa and uya of the center of the circle will be infinitely reduced to approximately zero in the actual measurement process, and the combined standard uncertainty uc formed on this basis is as follows:
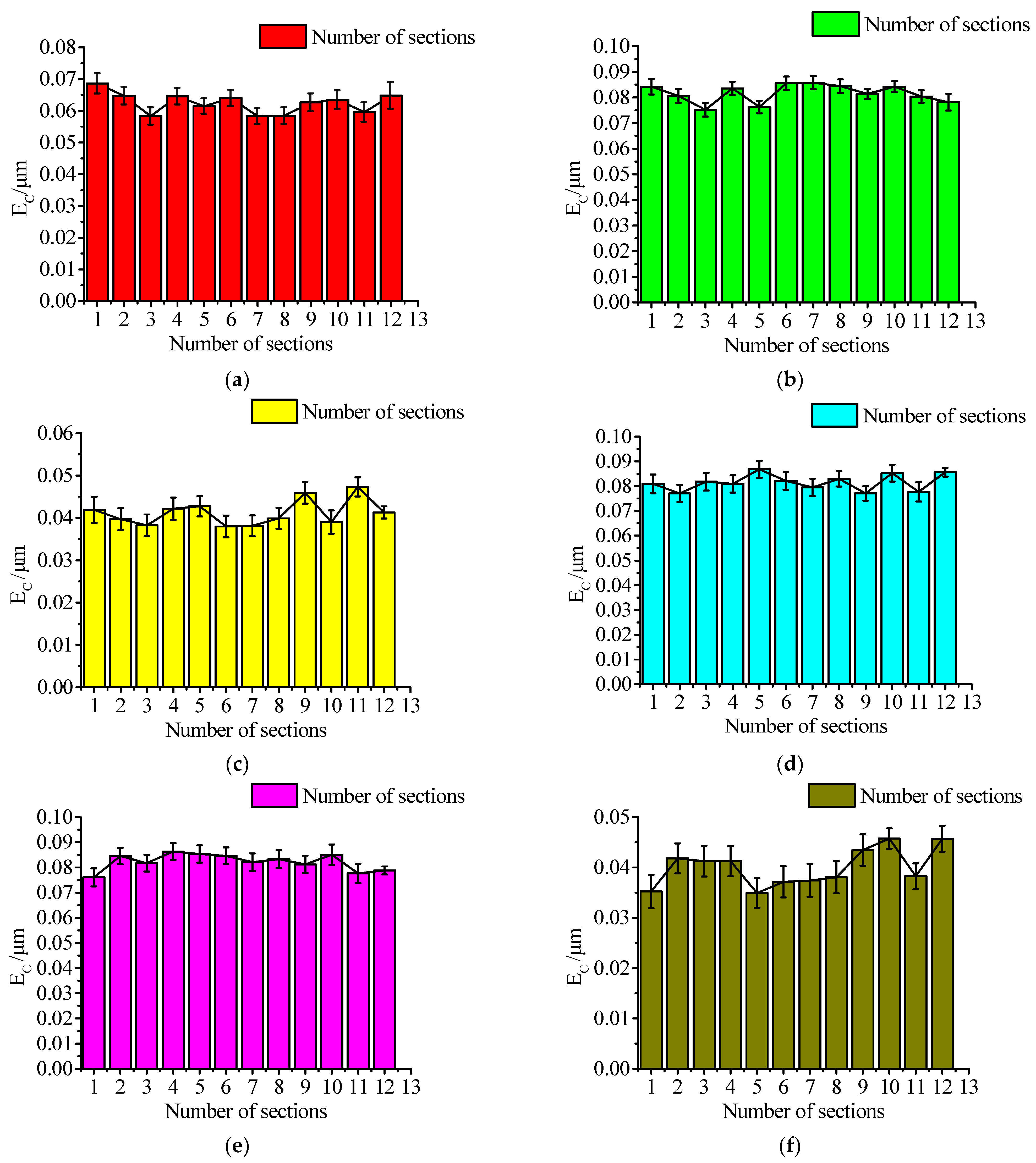
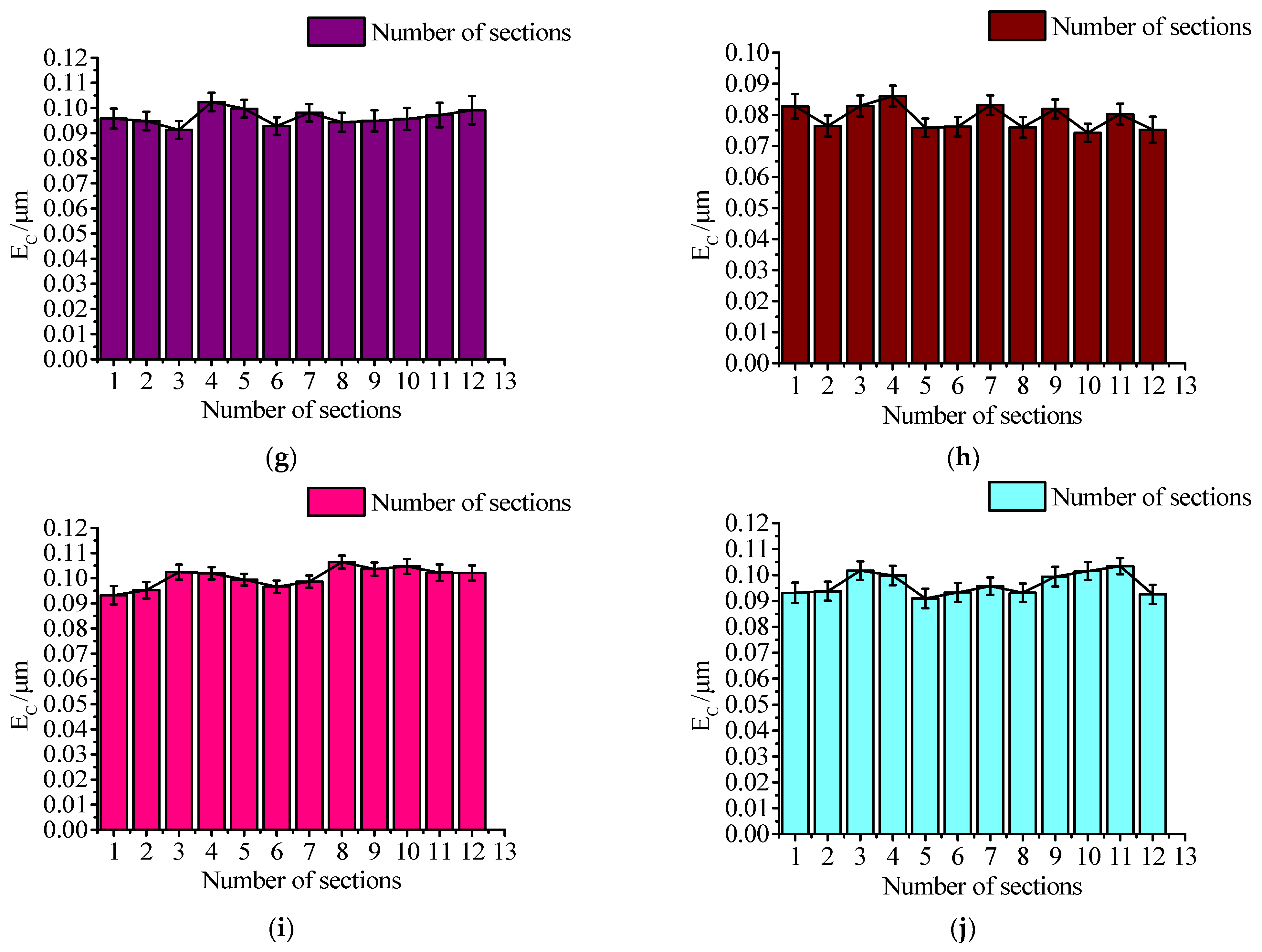
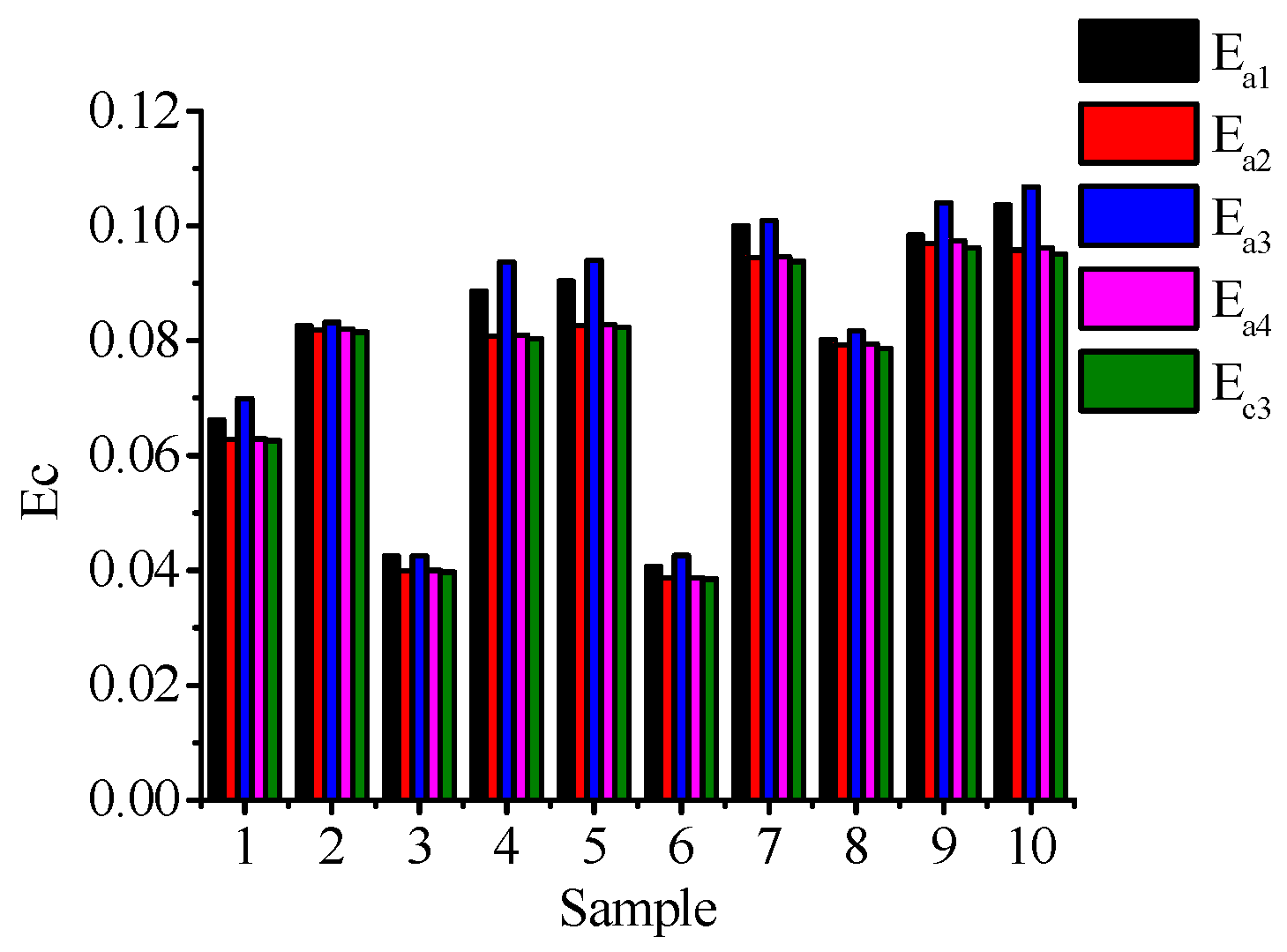
6.3. Analysis of Experimental Results
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| [Op Xd Yd Zd] | Fixed coordinate system |
| [Op Xz Yz Zz] | Rotary coordinate system |
| [Oz, Xs Ys Zs] | Rotation coordinate system of ceramic ball |
| δ | Rotation angle of ceramic ball |
| [Oz, Xs, Ys, Zs] | The coordinate system in the state of spin angle change |
| PN | Initial matrix |
| tran(u, δ) | Coordinate change matrix of ceramic ball |
| ω1, ω2, ω3 | Angular velocity of contact point |
| ωz | Rotational angular velocity of ceramic balls |
| ωb | Projection of angular velocity on x axis |
| ωc | Projection of angular velocity on y axis |
| RB, RC | The distance from the contact point to the radius of rotation of the sphere |
| r | The radius value of ceramic ball |
| η | Groove angle |
| ΔF | Rotation amplitude matrix |
| Δt | The unit sampling time of the trajectory points on the sphere surface |
| C | Real-time state matrix of sphere rotation angle in grinding process |
| PN(i + 1) | The trajectory coordinates of the ceramic ball obtained after turning any angle during the grinding process |
| δ(i)/Δδ | The variation range of rotation angle in unit time |
| m1 | Upper envelope line |
| m2 | Lower envelope line |
| D | The difference between the time series signal and the mean value |
| L | Stopping function |
| Pj (t) | Data set from initial high-frequency IMF to minimum low-frequency IMF |
| Pj (t) | IMF classification |
| Qm (t) | Residual error |
| Zj(t) | Zero-frequency component |
| IMF | Intrinsic Mode Functions |
| Kc | Number of waveforms |
| OL | The center of the least squares circle |
| Ci | The actual measured contour points |
| ΔEmin | The roundness deviation of the sphere obtained by the least square method |
| e | The distance from the center of Rotation O to the circle OL |
| rp | The distance from any point on the actual contour line to the center OL |
| β | The initial angle between rp and polar axis |
| Δrp | The distance deviation value in the model |
| R | Approximation region radius of the algorithm |
| Ox | Highly fine points |
| Rmax | The maximum radius in each minimum partition region |
| Rmin | The minimum radius in each minimum partition region |
| ΔR | The radius range in each minimum partition area |
| MZM | Minimum zone method |
| LSM | Least square method |
| MCM | Minimum circumcircle method |
| MIC | Maximum inscribed circle method |
| EC1 | The algorithm is based on the MCM to evaluate the roundness deviation obtained by the standard |
| EC2 | The algorithm is based on the MIM to evaluate the roundness deviation obtained by the standard |
| EC3 | The algorithm is based on the MIC to evaluate the roundness deviation obtained by the standard |
| Ec | Roundness deviation value detected by instrument |
| Ea1 | The roundness deviation calculated by the MCM |
| Ea2 | The roundness deviation calculated by the LSM |
| Ea3 | The roundness deviation calculated by the MIC method |
| Ea4 | The roundness deviation calculated by the MZM |
References
- Clarke, I.; Pezzotti, G.; Lakshminarayanan, A.; Burgett, M.M.; Donaldson, T. Silicon Nitride Bearings: An Alternative to Oxide Ceramics in Total Hip Arthroplasty. Orthop. Proc. 2016, 98 (Suppl. 1), 86. [Google Scholar]
- Tian, J.; Wu, Y.; Sun, J.; Xia, Z.; Ren, K.; Wang, H.; Li, S.; Yao, J. Thermal Dynamic Exploration of Full-Ceramic Ball Bearings under the Self-Lubrication Condition. Lubricants 2022, 10, 213. [Google Scholar] [CrossRef]
- Zhang, X.; Wu, D.; Xia, Z.; Li, Y.; Wang, J.; Han, E.-H. Characteristics and mechanism of surface damage of hybrid ceramic ball bearings for high-precision machine tool. Eng. Fail. Anal. 2022, 142, 106784. [Google Scholar] [CrossRef]
- Sun, J.; Chen, W.; Yao, J.M.; Li, S.H.; Tian, J.X. Analysis of the Lapping trajectory of Si3N4 Ceramic Balls and Research on Its Effect Mechanism of Surface Quality. Surf. Technol. 2023, 52, 253–265. [Google Scholar]
- Zhou, F.F.; Yuan, J.L.; Yao, E.F.; Lv, B.H.; Ruan, D.N. Review on Ultra-percision Machining Technology of Precision Balls. Chin. J. Mech. Eng. 2019, 30, 1528–1539. [Google Scholar]
- Xiao, X.L.; Yan, Q.S.; Lin, H.T.; Jiao, J.H.; Liu, J. Research Progress of Silicon Nitride Ceramic Ball Lapping and Polishing Technology. J. Guangdong Univ. Technol. 2018, 35, 18–23+30. [Google Scholar]
- Zmarzły, P. Multi-Dimensional Mathematical Wear Models of Vibration Generated by Rolling Ball Bearings Made of AISI 52100 Bearing Steel. Materials 2020, 13, 5440. [Google Scholar] [CrossRef]
- Zmarzły, P. Analysis of Technological Heredity in the Production of Rolling Bearing Rings Made of AISI 52100 Steel Based on Waviness Measurements. Materials 2022, 15, 3959. [Google Scholar] [CrossRef]
- Yuan, C.; Wu, C.; Fang, X.; Liao, N.; Tong, J.; Yu, C. Effect of Slurry Concentration on the Ceramic Ball Grinding Characteristics of Magnetite. Minerals 2022, 12, 1569. [Google Scholar] [CrossRef]
- Dong, M.G.; Yong, F.L. Overview of extreme manufacturing. Int. J. Extrem. Manuf. 2019, 1, 5–13. [Google Scholar]
- Wang, D.X.; Wen, X.L.; Qiao, G.F. Estimation of uncertainty in measuring the workpiece circularity error. Opt. Precis. Eng. 2018, 26, 2438–2445. [Google Scholar] [CrossRef]
- Cai, Z.; Wang, J.L.; Lv, M.F.; Zhu, L.B. Roundness deviation Assessment Based on Improved Cuckoo Search Algorithm. Modul. Mach. Tool Autom. Manuf. Tech. 2020, 40–44. [Google Scholar] [CrossRef]
- Zhang, K.; Wang, D.W.; Li, S.H.; Sun, J.; Wu, Y.H. Materail removal mode of lapping Si3N4 balls. Diam. Abras. Eng. 2019, 39, 38–44. [Google Scholar]
- Wu, Y.H.; Sha, Y.; Li, S.H.; Tian, J.X. Wear mode transition in micro-abrasive of silicon nitride ceramic balls. Ordnance Mater. Sci. Eng. 2021, 44, 49–57. [Google Scholar]
- Zhou, Z.Z.; Yuan, J.L.; Lv, B.H.; Zheng, J.J. Roundness deviation Correction for Ceramic Ball Lapping Process. Bearing 2009, 11–15. [Google Scholar] [CrossRef]
- Zhang, B.; Uematsu, T.; Nakajima, A. High Efficiency and Precision Grinding of Si3N4 Ceramic Balls Aided by Magnetic Fluid Support Using Diamond Wheels. JSME Int. J. Ser. C Mech. Syst. Mach. Elem. Manuf. 1998, 41, 499–505. [Google Scholar] [CrossRef]
- Zhang, B.; Nakajima, A. Spherical surface generation mechanism in the lapping of balls for ultraprecision ball bearing. Proc. Inst. Mech. Eng. 2000, 214, 351–357. [Google Scholar] [CrossRef]
- Lee, R.-T.; Hwang, Y.-C.; Chiou, Y.-C. Lapping of ultra-precision ball surfaces part I: Concentric V-groove lapping system. Int. J. Mach. Tools Manuf. 2006, 46, 1146–1156. [Google Scholar] [CrossRef]
- Lee, R.T.; Yih, C.H.; Chiou, Y.C. Lapping of ultra-precision ball surfaces. Part II. Eccentric V-groove lapping system. Int. J. Mach. Tools Manuf. 2006, 46, 1157–1169. [Google Scholar] [CrossRef]
- Mei, J.; Huang, Q.X.; Chen, J.G.; Cheng, R.G.; Zhang, L.S.; Fang, C.Z.; Wang, C.Q.; Cheng, Z.Y. A simple asymptotic search method for estimation of minimum zone sphericity error. AIP Adv. 2020, 10, 015322. [Google Scholar] [CrossRef]
- Xuyi, S.; Ming, L. A Sphericity Error Assessment Application Based on Whale Optimization Algorithm. IOP Conf. Ser. Mater. Sci. Eng. 2019, 631, 052050. [Google Scholar] [CrossRef]
- Gogolewski, D.; Bartkowiak, T.; Kozior, T.; Zmarzły, P. Multiscale Analysis of Surface Texture Quality of Models Manufactured by Laser Powder-Bed Fusion Technology and Machining from 316L Steel. Materials 2021, 14, 2794. [Google Scholar] [CrossRef] [PubMed]
- Gogolewski, D.; Zmarzły, P.; Kozior, T.; Mathia, T.G. Possibilities of a Hybrid Method for a Time-Scale-Frequency Analysis in the Aspect of Identifying Surface Topography Irregularities. Materials 2023, 16, 1228. [Google Scholar] [CrossRef] [PubMed]
- Ito, S.; Tsutsumi, D.; Kamiya, K.; Matsumoto, K.; Kawasegi, N. Measurement of form error of a probe tip ball for coordinate measuring machine (CMM) using a rotating reference sphere. Precis. Eng. 2020, 61, 41–47. [Google Scholar] [CrossRef]
- Jiang, B.C.; Xin, D.; Shilei, B.; Lulu, W. Roundness error evaluation in image domain based on an improved bee colony algorithm. Mech. Sci. 2022, 13, 577–584. [Google Scholar] [CrossRef]
- Dong, Z.P.; Huang, F.G. Review of measurement and evaluation methods for Roundness Error. Tool Eng. 2011, 45, 14–19. [Google Scholar] [CrossRef]
- Lei, X.Q.; Chang, W.H.; Xue, Y.J.; Li, Y.; Li, J.X. Grid search algorithm for roundness deviation. Chin. J. Sci. Instrum. 2008, 29, 2324–2329. [Google Scholar]
- Yue, L.L.; Huang, Q.X.; Mei, J.; Cheng, R.J.; Zhang, L.S.; Chen, L.J. Method for Roundness deviation Evaluation Based on Minimun Zone Method. J. Mech. Eng. 2020, 31, 1387–1393. [Google Scholar]
- Li, F.; Zhou, F.F.; Li, X.L.; Zhao, P.; Yuan, J.L. Review on Roundness Error Separation Technique for Precision Bearings Balls. Bearing 2015, 50–55. [Google Scholar] [CrossRef]
- Fenfen, Z.; Weifeng, Y.; Julong, Y.; Binghai, L.; Tianchen, Z.; Ping, Z. Experimental study on lapping ceramic balls with variable-radius groove plate. Adv. Mech. Eng. 2021, 13, 16878140211033416. [Google Scholar]
- Xiao, X.-L.; Li, G.-X.; Mei, H.-J.; Yan, Q.-S.; Lin, H.-T.; Zhang, F.-L. Polishing of Silicon Nitride Ceramic Balls by Clustered Magnetorheological Finish. Micromachines 2020, 11, 304. [Google Scholar] [CrossRef] [PubMed]
- Zhao, P.; Guo, W.; Feng, M.; Lv, B.; Deng, Q.; Yuan, J. A Novel Lapping Method for High Precision Balls Based on Variable-Radius V-Groove. J. Micro Nano-Manuf. 2013, 1, 041007. [Google Scholar] [CrossRef]
- Lei, G.; Xiaoke, L.; Yanchun, Y.; Yucong, W.; Xuzhe, Y.; Xinyu, Z.; Duanyang, G.; Yang, L.; Li, L. A Modal Frequency Estimation Method of Non-Stationary Signal under Mass Time-Varying Condition Based on EMD Algorithm. Appl. Sci. 2022, 12, 8187. [Google Scholar]
- Rekam, M.; Sekhar, S.R.; Raj, J.A. Application of EMD based statistical parameters for the prediction of fault severity in a spur gear through vibration signals. Adv. Mater. Process. Technol. 2022, 8, 2152–2170. [Google Scholar]
- Zhongze, L.; Kang, D.; Huibin, L.; Guolin, H.; Canyi, D.; Zhuyun, C. A Novel Impact Feature Extraction Method Based on EMD and Sparse Decomposition for Gear Local Fault Diagnosis. Machines 2022, 10, 242. [Google Scholar]
- Meng, D.; Wang, H.; Yang, S.; Lv, Z.; Hu, Z.; Wang, Z. Fault Analysis of Wind Power Rolling Bearing Based on EMD Feature Extraction. Comput. Model. Eng. Sci. 2022, 130, 543–558. [Google Scholar] [CrossRef]
- Yongjian, S.; Shaohui, L.; Xiaohong, W. Bearing fault diagnosis based on EMD and improved Chebyshev distance in SDP image. Measurement 2021, 176, 109100. [Google Scholar]
- Zhao, X.; Qin, Y.; Fu, H.; Jia, L.; Zhang, X. Blind source extraction based on EMD and temporal correlation for rolling element bearing fault diagnosis. Smart Resilient Transp. 2021, 3, 52–65. [Google Scholar] [CrossRef]
- Ma, H.; Li, Z. Research on Bearing Life Prediction Method Based on EMD and Gray Model. IOP Conf. Ser. Mater. Sci. Eng. 2021, 1043, 032065. [Google Scholar]
- Shah, A.K.; Yadav, A.; Malik, H. EMD and ANN based intelligent model for bearing fault diagnosis. J. Intell. Fuzzy Syst. 2018, 35, 5391–5402. [Google Scholar] [CrossRef]
- JB/T 6642-2004; Roundness and Waviness Deviation Measurement and Evaluation Method of Rolling Bearing Parts. Rolling the National Standardization Technical Committee: Beijing, China, 2004.
- Zhang, G.W.; Lv, Q.; Ma, J.H.; Liu, Y. Roundness deviation Evaluation Based on Empirical Mode Decomposition. Tool Eng. 2016, 50, 91–94. [Google Scholar]
- Liu, Z.T.; Yang, J.X.; Zhao, B. Study on Roundness Error Evaluation with Least-Squares Method Based on Nonlinear Optimization. Adv. Mater. Res. 2013, 2584, 755–758. [Google Scholar] [CrossRef]
- Lei, X.Q.; Li, J.S.; Duan, M.D. Method for Roundness Error Evaluation Based on Geometry Optimization. J. Mech. Eng. 2010, 46, 8–12. [Google Scholar]
- Maja, M.; Jacek, R.; Joanna, J. Tree position estimation from TLS data using hough transform and robust least-squares circle fitting. Remote Sens. Appl. Soc. Environ. 2023, 29, 100863. [Google Scholar]
- Zheng, P.; Liu, D.; Zhao, F.; Zhang, L. Statistical Evaluation Method for Cylindricity Deviation Using Local Least Squares Cylinder. Int. J. Precis. Eng. Manuf. 2019, 20, 1347–1360. [Google Scholar] [CrossRef]
- Honghao, L.; Feng, S.; Tingxai, D.; Xuemin, X. The Effect of Particle Size of Silicon Nitride Powder on Properties of Silicon Nitride Ceramic Balls. IOP Conf. Ser. Mater. Sci. Eng. 2019, 678, 012041. [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanical Property | Parameter Value |
|---|---|
| Density/(g·cm–3) | 3.2 × 103 |
| Elastic Modulus/Gpa | 310 |
| Hardness/HRC | 94 |
| Poisson’s ratio | 0.26 |
| Fracture toughness/(MPa·m–2) | 7.0 |
| Compressive strength/Pa | 420 |
| Thermal expansion coefficient/(10–6·K–1) | 3.0 × 106 |
| Serial Number | Diameter | Accuracy Grade |
|---|---|---|
| 1 | 10.043 | G3 |
| 2 | 10.111 | G3 |
| 3 | 6.832 | G3 |
| 4 | 6.721 | G3 |
| 5 | 8.327 | G3 |
| 6 | 8.683 | G3 |
| 7 | 5.365 | G5 |
| 8 | 5.874 | G5 |
| 9 | 3.691 | G5 |
| 10 | 3.116 | G5 |
| Sample Number | EC1/μm | EC2/μm | EC3/μm | EC/μm |
|---|---|---|---|---|
| 1 | 0.0645 | 0.0638 | 0.0626 | 0.0624 |
| 2 | 0.0867 | 0.0824 | 0.0815 | 0.0816 |
| 3 | 0.0432 | 0.0415 | 0.0397 | 0.0411 |
| 4 | 0.0835 | 0.0812 | 0.0804 | 0.0814 |
| 5 | 0.0851 | 0.0831 | 0.0823 | 0.0822 |
| 6 | 0.0426 | 0.0406 | 0.0385 | 0.0391 |
| 7 | 0.0975 | 0.0953 | 0.0938 | 0.0934 |
| 8 | 0.0813 | 0.0807 | 0.0786 | 0.0792 |
| 9 | 0.1015 | 0.0981 | 0.0962 | 0.1000 |
| 10 | 0.0986 | 0.0973 | 0.0951 | 0.0965 |
| Sample Number | Ea1/μm | Ea2/μm | Ea3/μm | Ea4/μm | Ec/μm |
|---|---|---|---|---|---|
| 1 | 0.0662 | 0.0628 | 0.0699 | 0.0629 | 0.0626 |
| 2 | 0.0826 | 0.0819 | 0.0832 | 0.0820 | 0.0815 |
| 3 | 0.0425 | 0.0399 | 0.0425 | 0.0400 | 0.0397 |
| 4 | 0.0886 | 0.0808 | 0.0937 | 0.0810 | 0.0804 |
| 5 | 0.0904 | 0.0826 | 0.0940 | 0.0828 | 0.0823 |
| 6 | 0.0407 | 0.0387 | 0.0426 | 0.0387 | 0.0385 |
| 7 | 0.1000 | 0.0945 | 0.1009 | 0.0946 | 0.0938 |
| 8 | 0.0802 | 0.0793 | 0.0817 | 0.0794 | 0.0786 |
| 9 | 0.0984 | 0.0970 | 0.1040 | 0.0974 | 0.0962 |
| 10 | 0.1036 | 0.0958 | 0.1068 | 0.0962 | 0.0951 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, J.; Chen, W.; Yao, J.; Tian, Z.; Gao, L. Research on the Roundness Approximation Search Algorithm of Si3N4 Ceramic Balls Based on Least Square and EMD Methods. Materials 2023, 16, 2351. https://doi.org/10.3390/ma16062351
Sun J, Chen W, Yao J, Tian Z, Gao L. Research on the Roundness Approximation Search Algorithm of Si3N4 Ceramic Balls Based on Least Square and EMD Methods. Materials. 2023; 16(6):2351. https://doi.org/10.3390/ma16062351
Chicago/Turabian StyleSun, Jian, Wei Chen, Jinmei Yao, Zhonghao Tian, and Longfei Gao. 2023. "Research on the Roundness Approximation Search Algorithm of Si3N4 Ceramic Balls Based on Least Square and EMD Methods" Materials 16, no. 6: 2351. https://doi.org/10.3390/ma16062351
APA StyleSun, J., Chen, W., Yao, J., Tian, Z., & Gao, L. (2023). Research on the Roundness Approximation Search Algorithm of Si3N4 Ceramic Balls Based on Least Square and EMD Methods. Materials, 16(6), 2351. https://doi.org/10.3390/ma16062351