

Hot Deformation Behaviour of Additively Manufactured 18Ni-300 Maraging Steel

 ,
,  ,
,  ,
,  , and
, and
Abstract
1. Introduction
- To analyse the stress–strain and work-hardening behaviour;
- To provide constitutive equations allowing prediction of flow stress behaviour of AM 18Ni-300 maraging steel;
- To determine the dominant microstructural restoration mechanism.
2. Materials and Methods
3. Results
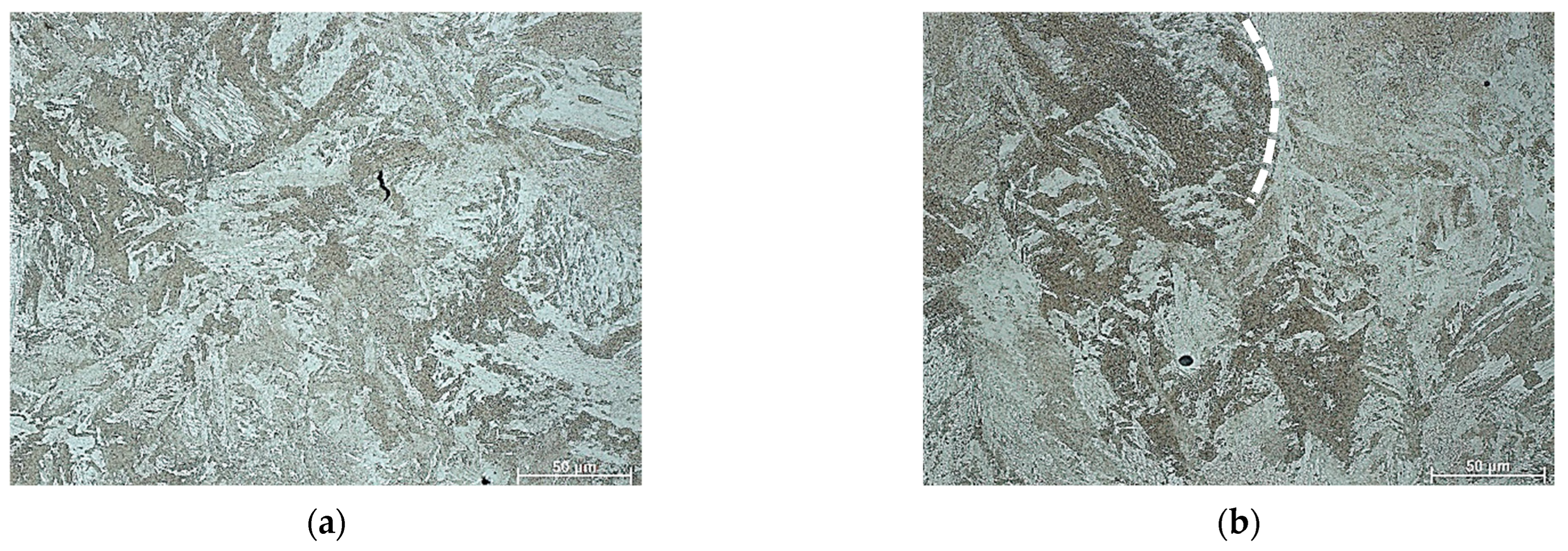
3.1. Microstructure before Deformation
3.2. Flow Stress Behaviour
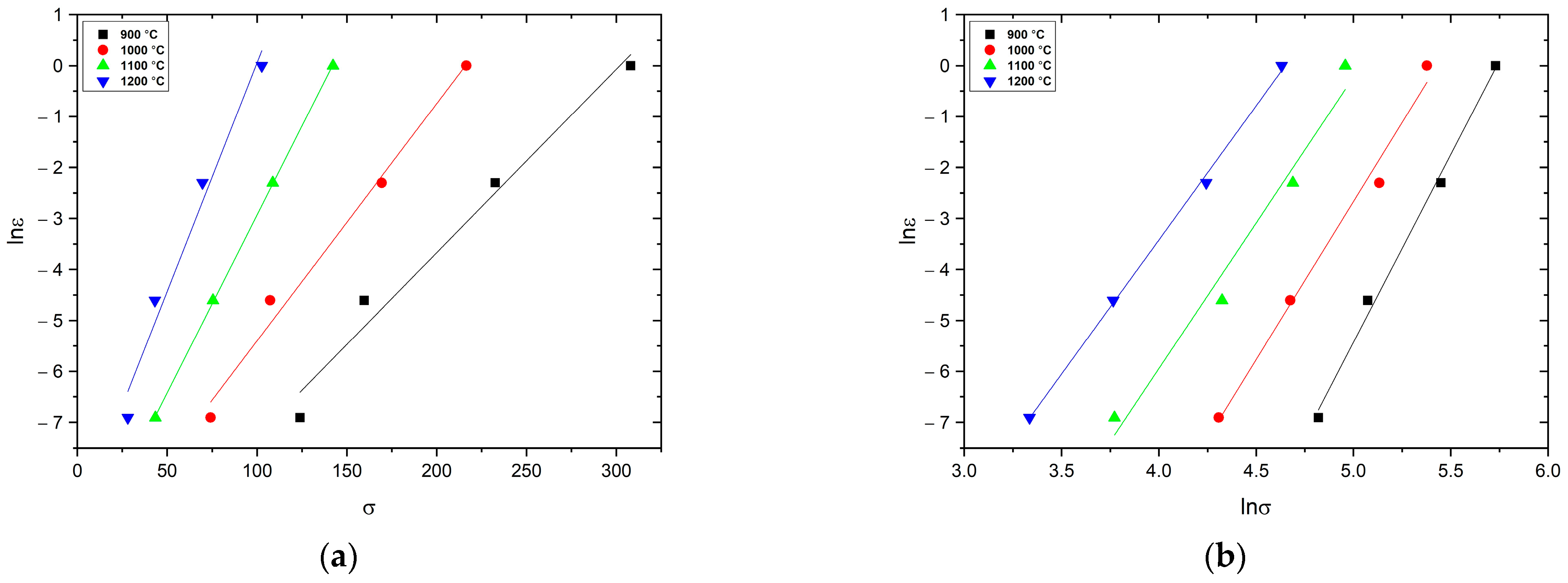
3.3. Constitutive Analysis
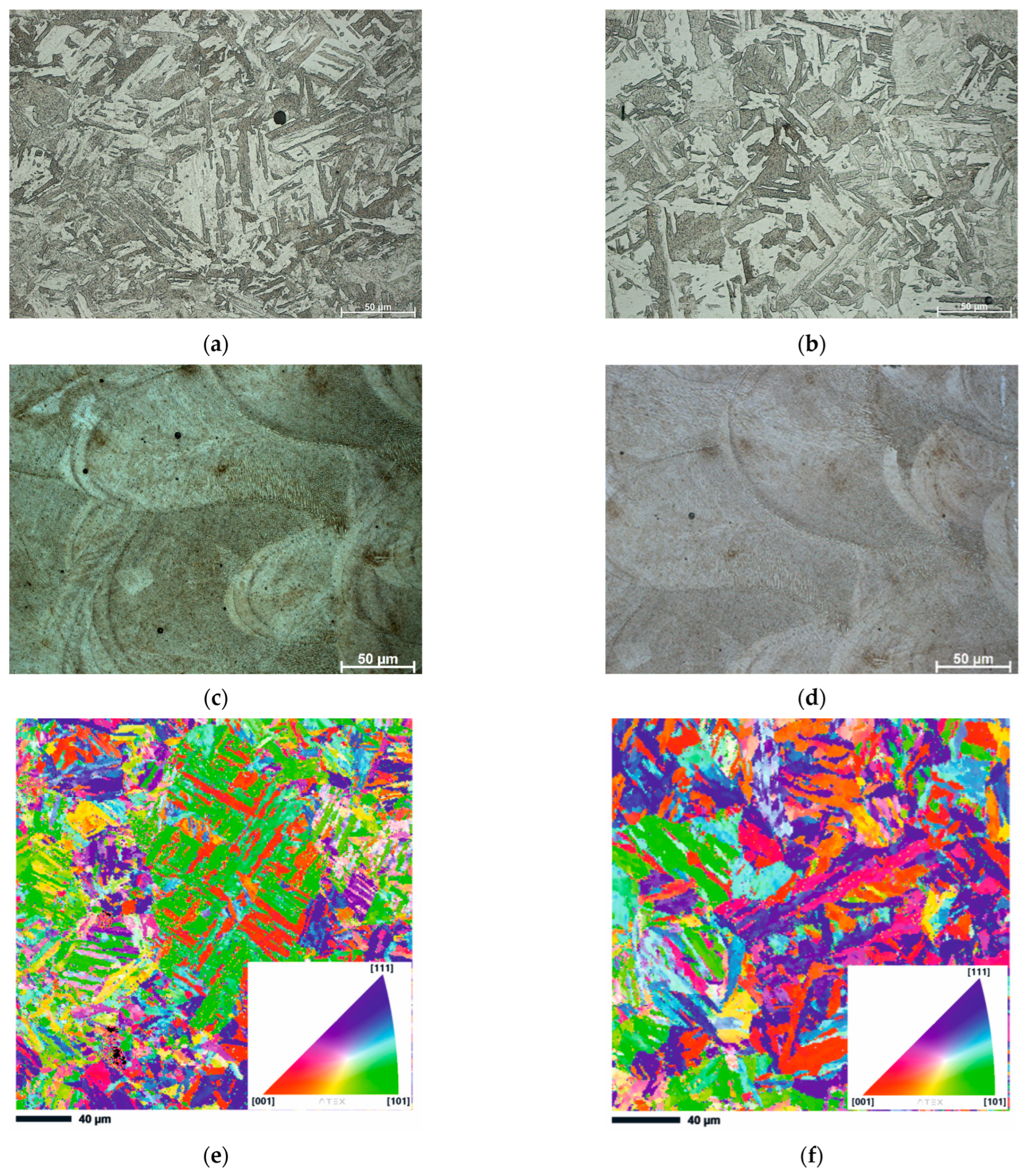
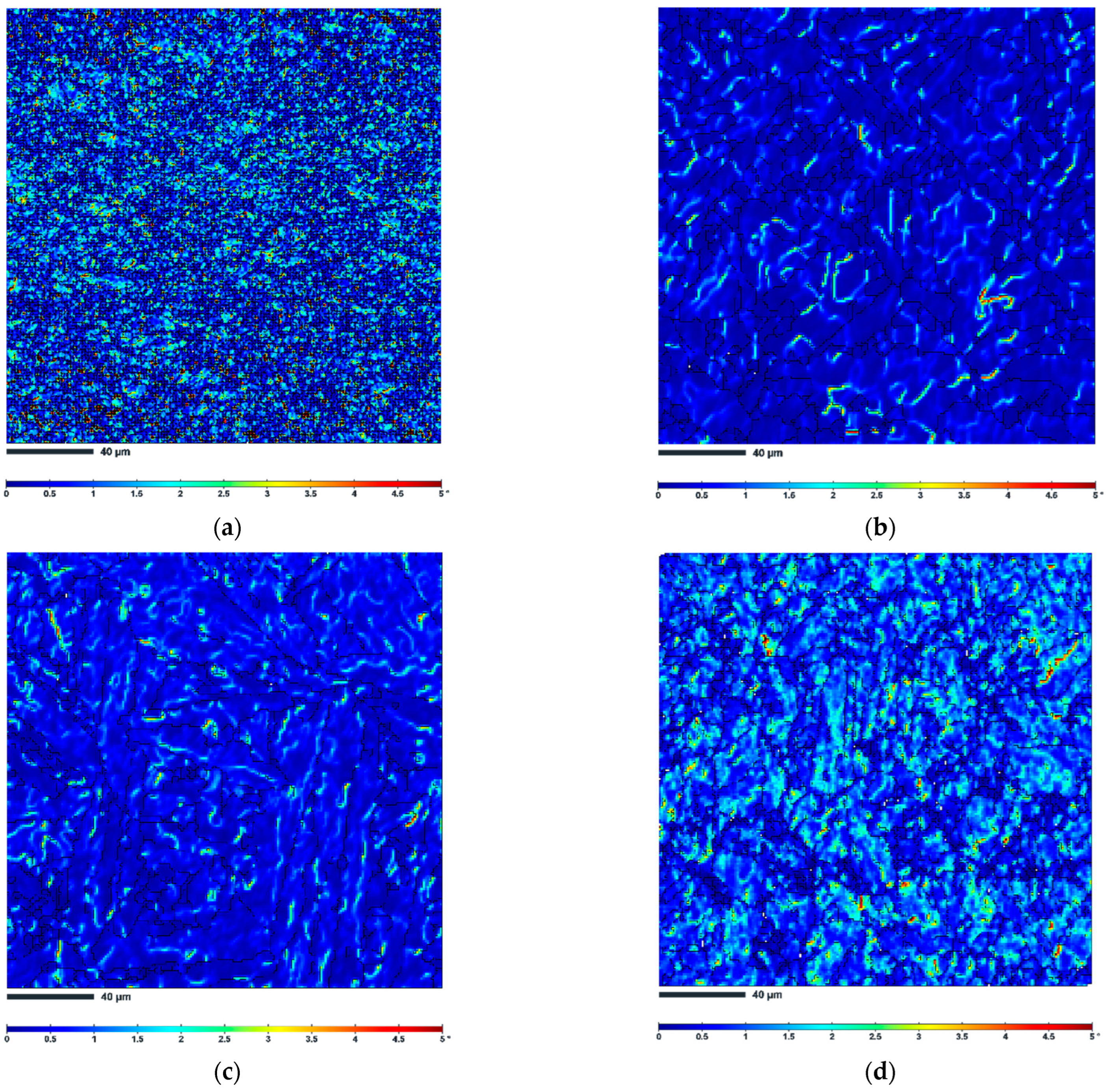
3.4. Microstructure after Deformation
4. Conclusions
- The hot deformation experiments were performed at strains of 0.7 at 900, 1000, 1100, and 1200 °C with initial strain rates of 0.001, 0.01, 0.1, 1, and 10 s−1. Typically, the flow stress of the additive manufactured 18Ni-300 maraging steel decreased with increasing temperature and increased with increasing strain rate.
- Dynamic recrystallization is the softening mechanism occurring at high temperatures and at intermediate/high strain rates as confirmed by the EBSD study.
- The constitutive relation corresponding to the peak flow stress is:in which the activation energy, Q = 379 kJ/mol.
- With increasing deformation temperature, the grain size increases, which is accompanied by an increase in the width of the martensite laths.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ansari, S.S.; Mukhopadhyay, J.; Murty, S.V.S.N. Analysis of Stress-Strain Curves to Predict Dynamic Recrystallization During Hot Deformation of M300 Grade Maraging Steel. J. Mater. Eng. Perform. 2021, 30, 5557–5567. [Google Scholar] [CrossRef]
- Dehgahi, S.; Pirgazi, H.; Sanjari, M.; Seraj, P.; Odeshi, A.; Kestens, L.; Mohammadi, M. High strain rate torsional response of maraging steel parts produced by laser powder bed fusion techniques: Deformation behavior and constitutive model. Mech. Mater. 2022, 168, 104296. [Google Scholar] [CrossRef]
- Chadha, K.; Tian, Y.; Bocher, P.; Spray, J.G.; Aranas, J.C. Microstructure Evolution, Mechanical Properties and Deformation Behavior of an Additively Manufactured Maraging Steel. Materials 2020, 13, 2380. [Google Scholar] [CrossRef] [PubMed]
- Ong, J.K.; Tan, Q.Y.; Silva, A.; Tan, C.C.; Chew, L.T.; Wang, S.; Stanley, C.; Vastola, G.; Tan, U.-X. Effect of process parameters and build orientations on the mechanical properties of maraging steel (18Ni-300) parts printed by selective laser melting. Mater. Today Proc. 2022, 70, 438–442. [Google Scholar] [CrossRef]
- Sanjari, M.; Mahmoudiniya, M.; Pirgazi, H.; Tamimi, S.; Ghoncheh, M.H.; Shahriairi, A.; Hadadzadeh, A.; Amirkhiz, B.S.; Purdy, M.; de Araujo, E.G.; et al. Microstructure, texture, and anisotropic mechanical behavior of selective laser melted maraging stainless steels. Mater. Charact. 2022, 192, 112185. [Google Scholar] [CrossRef]
- Król, M.; Snopiński, P.; Hajnyš, J.; Pagáč, M.; Łukowiec, D. Selective Laser Melting of 18NI-300 Maraging Steel. Materials 2020, 13, 4268. [Google Scholar] [CrossRef]
- Cruces, A.; Branco, R.; Borrego, L.; Lopez-Crespo, P. Energy-based critical plane fatigue methods applied to additively manufactured 18Ni300 steel. Int. J. Fatigue 2023, 170, 107548. [Google Scholar] [CrossRef]
- Snopiński, P.; Appiah, A.N.S.; Hilšer, O.; Kotoul, M. Investigation of Microstructure and Mechanical Properties of SLM-Fabricated AlSi10Mg Alloy Post-Processed Using Equal Channel Angular Pressing (ECAP). Materials 2022, 15, 7940. [Google Scholar] [CrossRef] [PubMed]
- Snopiński, P.; Matus, K.; Tatiček, F.; Rusz, S. Overcoming the strength-ductility trade-off in additively manufactured AlSi10Mg alloy by ECAP processing. J. Alloy. Compd. 2022, 918, 9165817. [Google Scholar] [CrossRef]
- Habibiyan, A.; Hanzaki, A.Z.; Abedi, H.R. An investigation into microstructure and high-temperature mechanical properties of selective laser-melted 316L stainless steel toward the development of hybrid Ampliforge process. Int. J. Adv. Manuf. Technol. 2020, 110, 383–394. [Google Scholar] [CrossRef]
- Fette, M.; Sander, P.; Wulfsberg, J.; Zierk, H.; Herrmann, A.; Stoess, N. Optimized and Cost-efficient Compression Molds Manufactured by Selective Laser Melting for the Production of Thermoset Fiber Reinforced Plastic Aircraft Components. Procedia CIRP 2015, 35, 25–30. [Google Scholar] [CrossRef]
- Bambach, M.; Sizova, I.; Emdadi, A. Development of a processing route for Ti-6Al-4V forgings based on preforms made by selective laser melting. J. Manuf. Process. 2019, 37, 150–158. [Google Scholar] [CrossRef]
- Duda, T.; Raghavan, L.V. 3D metal printing technology: The need to re-invent design practice. AI Soc. 2018, 33, 241–252. [Google Scholar] [CrossRef]
- Jiang, J.; Hooper, P.; Li, N.; Luan, Q.; Hopper, C.; Ganapathy, M.; Lin, J. An integrated method for net-shape manufacturing components combining 3D additive manufacturing and compressive forming processes. Procedia Eng. 2017, 207, 1182–1187. [Google Scholar] [CrossRef]
- Shakil, S.I.; Smith, N.R.; Yoder, S.P.; Ross, B.E.; Alvarado, D.J.; Hadadzadeh, A.; Haghshenas, M. Post fabrication thermomechanical processing of additive manufactured metals: A review. J. Manuf. Process. 2022, 73, 757–790. [Google Scholar] [CrossRef]
- Bambach, M.; Sizova, I.; Sydow, B.; Hemes, S.; Meiners, F. Hybrid manufacturing of components from Ti-6Al-4V by metal forming and wire-arc additive manufacturing. J. Mater. Process. Technol. 2020, 282, 116689. [Google Scholar] [CrossRef]
- Jackson, M.A.; Van Asten, A.; Morrow, J.D.; Min, S.; Pfefferkorn, F.E. Energy Consumption Model for Additive-Subtractive Manufacturing Processes with Case Study. Int. J. Precis. Eng. Manuf. Technol. 2018, 5, 459–466. [Google Scholar] [CrossRef]
- Chakravarthi, K.V.A.; Koundinya, N.T.B.N.; Sarkar, A.; Murty, S.V.S.N.; Rao, B.N. Optimization of Hot Workability and Control of Microstructure in 18Ni (M250 Grade) Maraging Steel Using Processing Maps. Mater. Perform. Charact. 2018, 7, 20180082. [Google Scholar] [CrossRef]
- Chakravarthi, K.; Koundinya, N.; Murty, S.N.; Rao, B.N. Microstructure, properties and hot workability of M300 grade maraging steel. Def. Technol. 2018, 14, 51–58. [Google Scholar] [CrossRef]
- Chakravarthi, K.V.A.; Koundinya, N.T.B.N.; Murty, S.V.S.N.; Rao, B.N. Microstructural Evolution and Constitutive Relationship of M350 Grade Maraging Steel During Hot Deformation. J. Mater. Eng. Perform. 2017, 26, 1174–1185. [Google Scholar] [CrossRef]
- Kučerová, L.; Burdová, K.; Jeníček, S.; Chena, I. Effect of solution annealing and precipitation hardening at 250 °C–550 °C on microstructure and mechanical properties of additively manufactured 1.2709 maraging steel. Mater. Sci. Eng. A 2021, 814, 141195. [Google Scholar] [CrossRef]
- Tan, C.; Ma, W.; Deng, C.; Zhang, D.; Zhou, K. Additive manufacturing SiC-reinforced maraging steel: Parameter optimisation, microstructure and properties. Adv. Powder Mater. 2023, 2, 100076. [Google Scholar] [CrossRef]
- Shamsdini, S.; Pirgazi, H.; Ghoncheh, M.; Sanjari, M.; Amirkhiz, B.S.; Kestens, L.; Mohammadi, M. A relationship between the build and texture orientation in tensile loading of the additively manufactured maraging steels. Addit. Manuf. 2021, 41, 101954. [Google Scholar] [CrossRef]
- Shamsdini, S.; Ghoncheh, M.H.; Sanjari, M.; Pirgazi, H.; Amirkhiz, B.S.; Kestens, L.; Mohammadi, M. Plastic deformation throughout strain-induced phase transformation in additively manufactured maraging steels. Mater. Des. 2021, 198, 109289. [Google Scholar] [CrossRef]
- Casati, R.; Lemke, J.N.; Tuissi, A.; Vedani, M. Aging Behaviour and Mechanical Performance of 18-Ni 300 Steel Processed by Selective Laser Melting. Metals 2016, 6, 218. [Google Scholar] [CrossRef]
- Król, M.; Snopiński, P.; Czech, A. The phase transitions in selective laser-melted 18-NI (300-grade) maraging steel. J. Therm. Anal. Calorim. 2020, 142, 1011–1018. [Google Scholar] [CrossRef]
- Chakravarthi, K.V.A.; Koundinya, N.T.B.N.; Murty, S.V.S.N.; Sivakumar, D.; Rao, B.N. Optimization of Hot Workability and Control of Microstructure in CF250 Grade Cobalt-Free Maraging Steel: An Approach Using Processing Maps. Met. Microstruct. Anal. 2018, 7, 35–47. [Google Scholar] [CrossRef]
- Zhang, L.; Wang, W.; Shahzad, M.B.; Shan, Y.-Y.; Yang, K. Hot Deformation Behavior of an Ultra-High-Strength Fe–Ni–Co-Based Maraging Steel. Acta Met. Sin. 2019, 32, 1161–1172. [Google Scholar] [CrossRef]
- Ansari, S.S.; Chakravarthi, K.V.A.; Murty, S.V.S.N.; Rao, B.N.; Mukhopadhyay, J. Hot Workability and Microstructure Control through the Analysis of Stress–Strain Curves during Hot Deformation of M350 Grade Maraging Steel. Mater. Perform. Charact. 2019, 8, 20190030. [Google Scholar] [CrossRef]
- Hadadzadeh, A.; Amirkhiz, B.S.; Li, J.; Odeshi, A.; Mohammadi, M. Deformation mechanism during dynamic loading of an additively manufactured AlSi10Mg_200C. Mater. Sci. Eng. A 2018, 722, 263–268. [Google Scholar] [CrossRef]
- Dehgahi, S.; Alaghmandfard, R.; Tallon, J.; Odeshi, A.; Mohammadi, M. Microstructural evolution and high strain rate compressive behavior of as-built and heat-treated additively manufactured maraging steels. Mater. Sci. Eng. A 2021, 815, 141183. [Google Scholar] [CrossRef]
- Dehgahi, S.; Pirgazi, H.; Sanjari, M.; Alaghmandfard, R.; Tallon, J.; Odeshi, A.; Kestens, L.; Mohammadi, M. Texture evolution during high strain-rate compressive loading of maraging steels produced by laser powder bed fusion. Mater. Charact. 2021, 178, 111266. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Power (W) | Layer Thickness, µm | Laser Speed, mm/s | Hatch Distance, mm |
|---|---|---|---|
| 200 | 30 | 340 | 0.12 |
| Element | Fe | Ni | Co | Mo | Ti | Al | Cr | Cu | C | Mn | Si | P | S |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Max % | Bal. | 19.00 | 9.50 | 5.20 | 0.80 | 0.15 | 0.50 | 0.50 | 0.03 | 0.10 | 0.10 | 0.01 | 0.01 |
| Min % | Bal. | 17.00 | 8.5 | 4.50 | 0.60 | 0.05 | – | – |
| Parameter | Value |
|---|---|
| α (MPa−1) | 0.0098 |
| n | 4.13 |
| S | 11.04 |
| Q (kJ/mol−1) | 379 |
| A | 7.81 × 1012 |
| Sample | fHAGBs | fLAGBs | Grain Size, µm | Average KAM (°) |
|---|---|---|---|---|
| 900 °C 0.1 s−1 | 48.2 | 51.8 | 1.8 | 1.12 |
| 1200 °C 0.1 s−1 | 75.6 | 24.4 | 6.5 | 0.68 |
| 1200 °C 0.001 s−1 | 65.1 | 34.9 | 8.1 | 0.54 |
| 1200 °C 10 s−1 | 76.1 | 23.9 | 5.2 | 0.98 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tomiczek, B.; Snopiński, P.; Borek, W.; Król, M.; Gutiérrez, A.R.; Matula, G. Hot Deformation Behaviour of Additively Manufactured 18Ni-300 Maraging Steel. Materials 2023, 16, 2412. https://doi.org/10.3390/ma16062412
Tomiczek B, Snopiński P, Borek W, Król M, Gutiérrez AR, Matula G. Hot Deformation Behaviour of Additively Manufactured 18Ni-300 Maraging Steel. Materials. 2023; 16(6):2412. https://doi.org/10.3390/ma16062412
Chicago/Turabian StyleTomiczek, Błażej, Przemysław Snopiński, Wojciech Borek, Mariusz Król, Ana Romero Gutiérrez, and Grzegorz Matula. 2023. "Hot Deformation Behaviour of Additively Manufactured 18Ni-300 Maraging Steel" Materials 16, no. 6: 2412. https://doi.org/10.3390/ma16062412
APA StyleTomiczek, B., Snopiński, P., Borek, W., Król, M., Gutiérrez, A. R., & Matula, G. (2023). Hot Deformation Behaviour of Additively Manufactured 18Ni-300 Maraging Steel. Materials, 16(6), 2412. https://doi.org/10.3390/ma16062412