
Optimization and Experimental Investigation of 3D Printed Micro Wind Turbine Blade Made of PLA Material


Abstract
:1. Introduction
1.1. Wind Turbine Blade
1.2. Three-Dimensional Printing
1.3. Moth-Flame Optimization Algorithm
2. Problem Statement
3. Methodology
3.1. Experiments
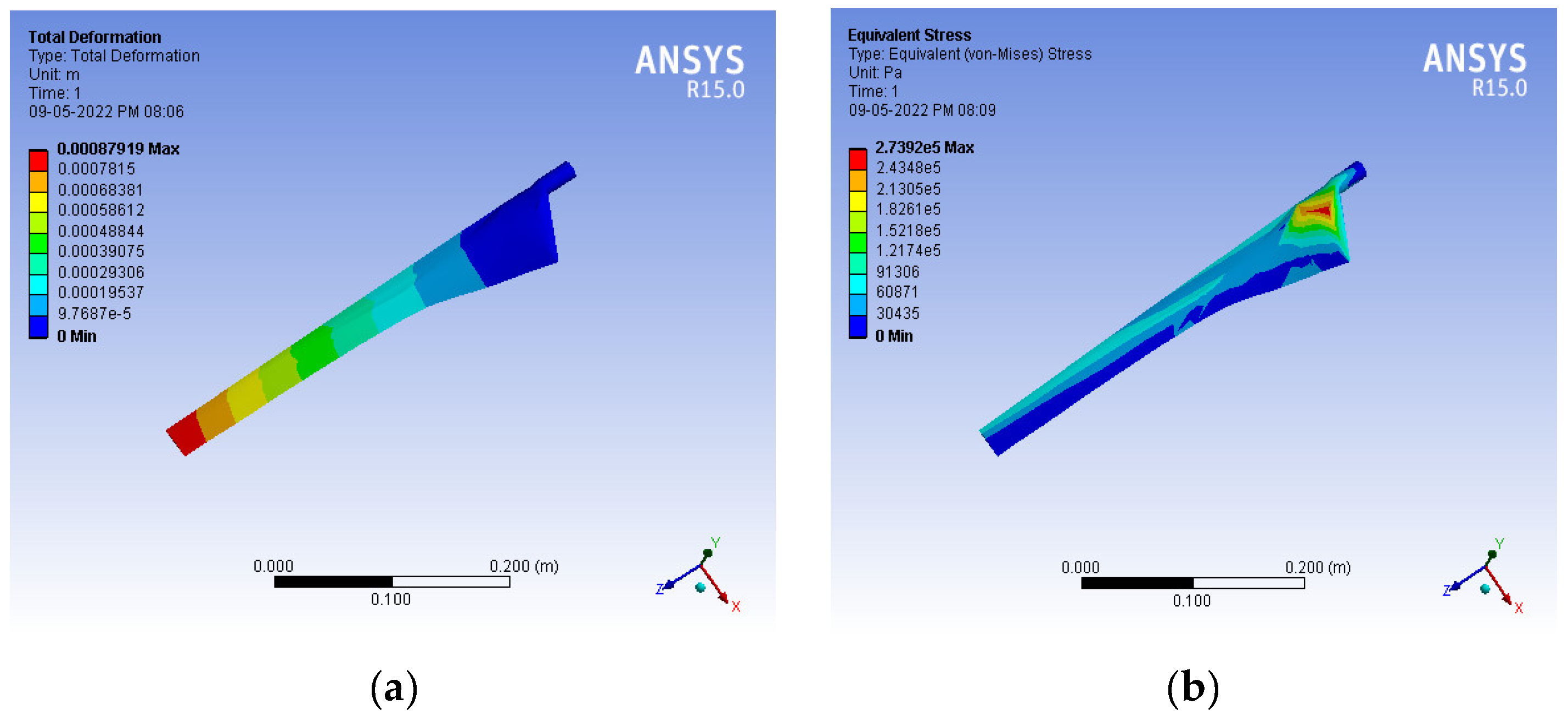
3.2. Finite Element Analysis
3.3. Experimental Design and Measurements
3.4. Multiple Linear Regression Models (MLRM)
3.5. Optimization of Process Parameters
3.6. Optimization Algorithms
- It provides very quick convergence at a very initial stage by switching from exploration to exploitation, which leads to an increase in the efficiency of the MFO for applications such as classifications when a quick solution is needed;
- The exploitation characteristics of the moths further reduce the flame number as a function of the iteration count;
- Simplicity, speed in searching, and simple hybridization with other algorithms.
| Algorithm 1: Moth-Flame Optimization (MFO) |
|
Initialize the parameters for Moth-flame Initialize Moth position Mi randomly For each i = 1:n do Calculate the fitness function fi End For While (iteration ≤ nitr) do Update the position of Mi Calculate the no. of flames Evaluate the fitness function fi If (iteration == 1) then F = sort (M) OF = sort (OM) Else F = sort (Mt − 1, Mt) OF = sort (Mt − 1, Mt) End if For each i = 1:n do For each j = 1:d do Update the values of r and t Calculate the value of D w.r.t. corresponding Moth Update M(i,j) w.r.t. corresponding Moth End For End For End While Print the best solution |
| Algorithm 2: Particle Swarm Optimization (PSO) |
| P = Particle Initialization (); For i = 1 to nitr For each particle p in P do fp = f(p); If fp is better than f(pBest); pBest = p; end end gBest = best p in P For each particle p in P do v = v + c1 ∗ rand ∗ (pBest − p) + C2 ∗ rand ∗ (gBest − p); p = p + v; end end |
4. Results and Discussions
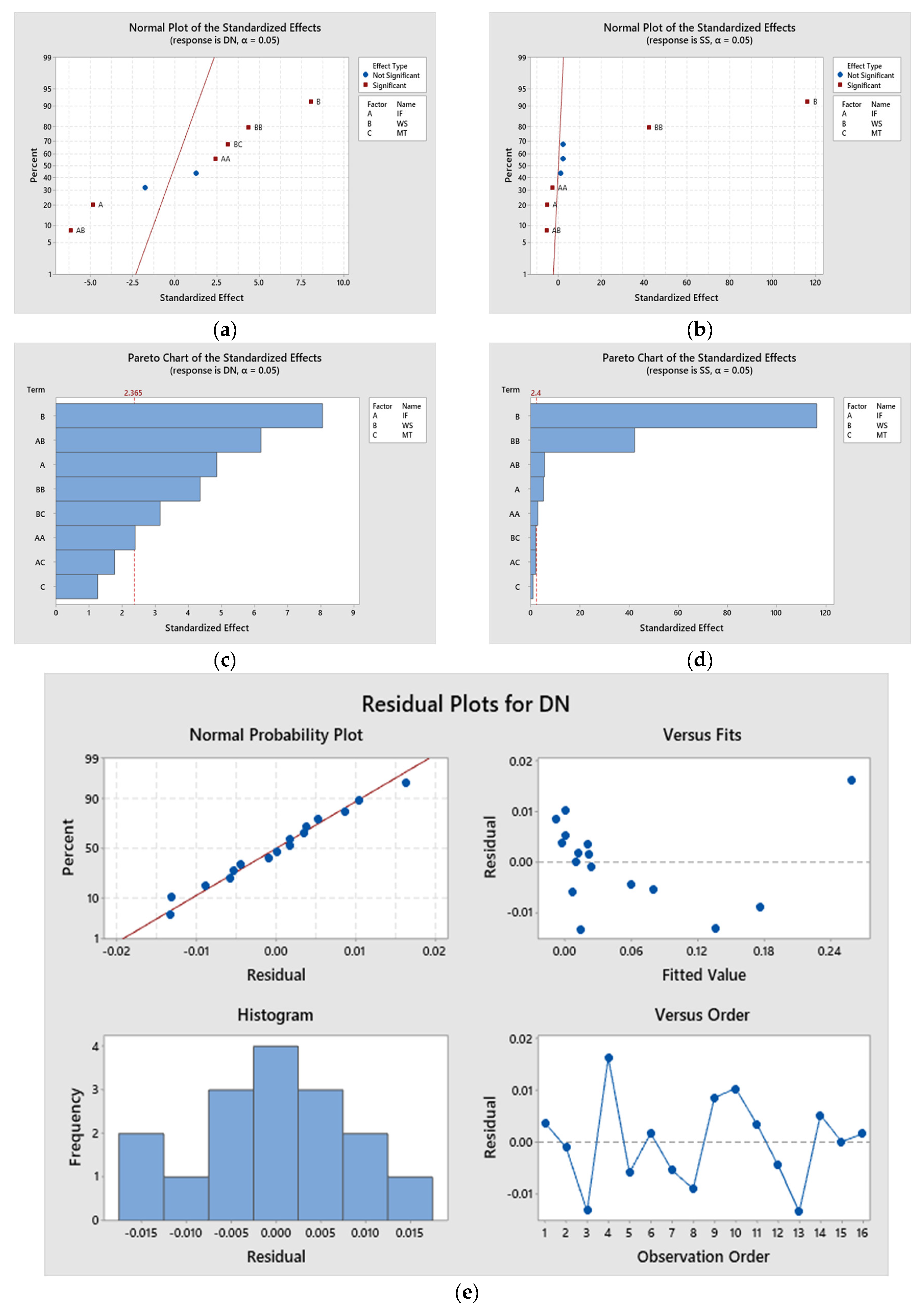
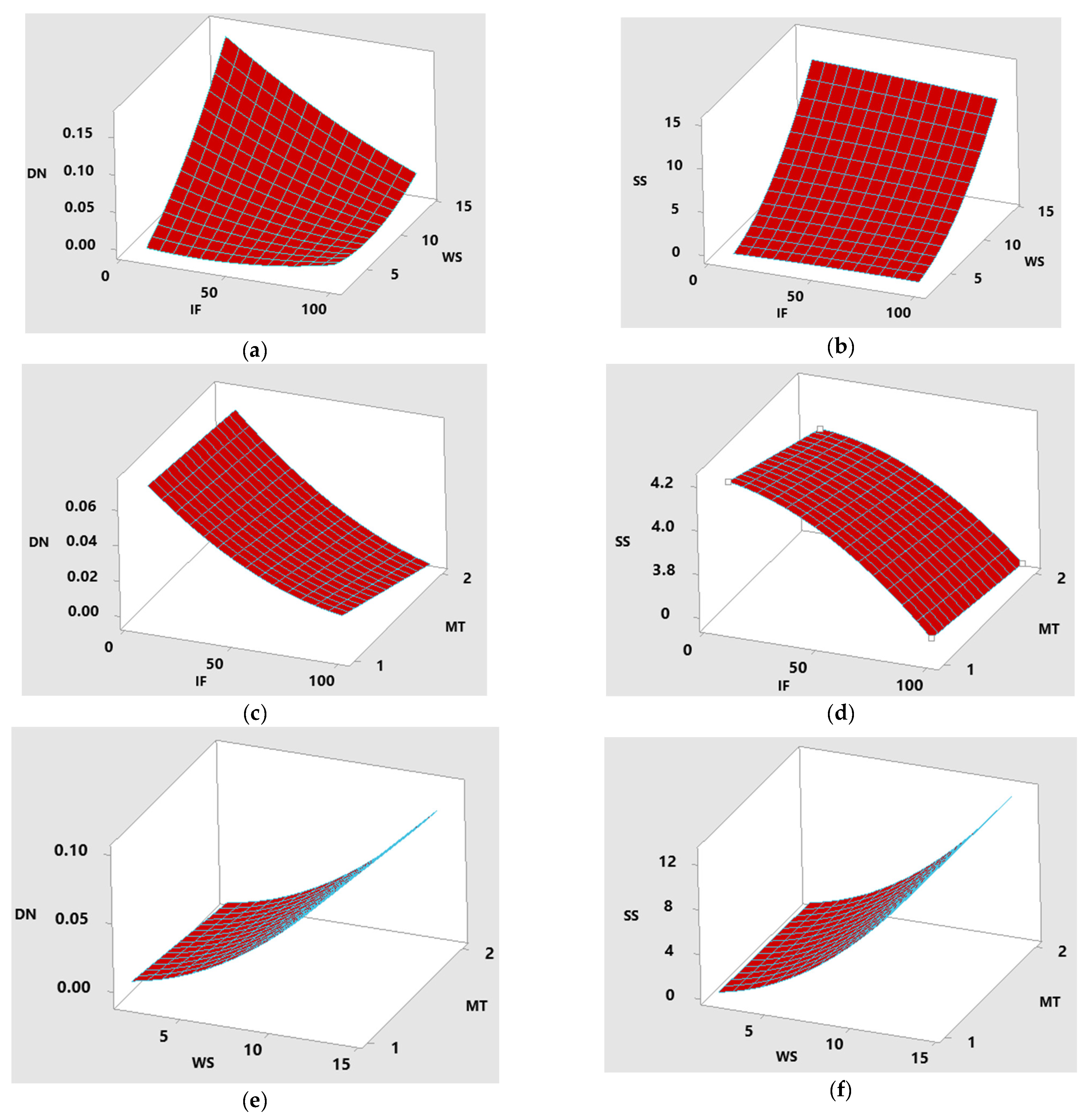
4.1. Parameter’s Effect on Response Values
4.2. Optimization of Response Values Using MFO and PSO
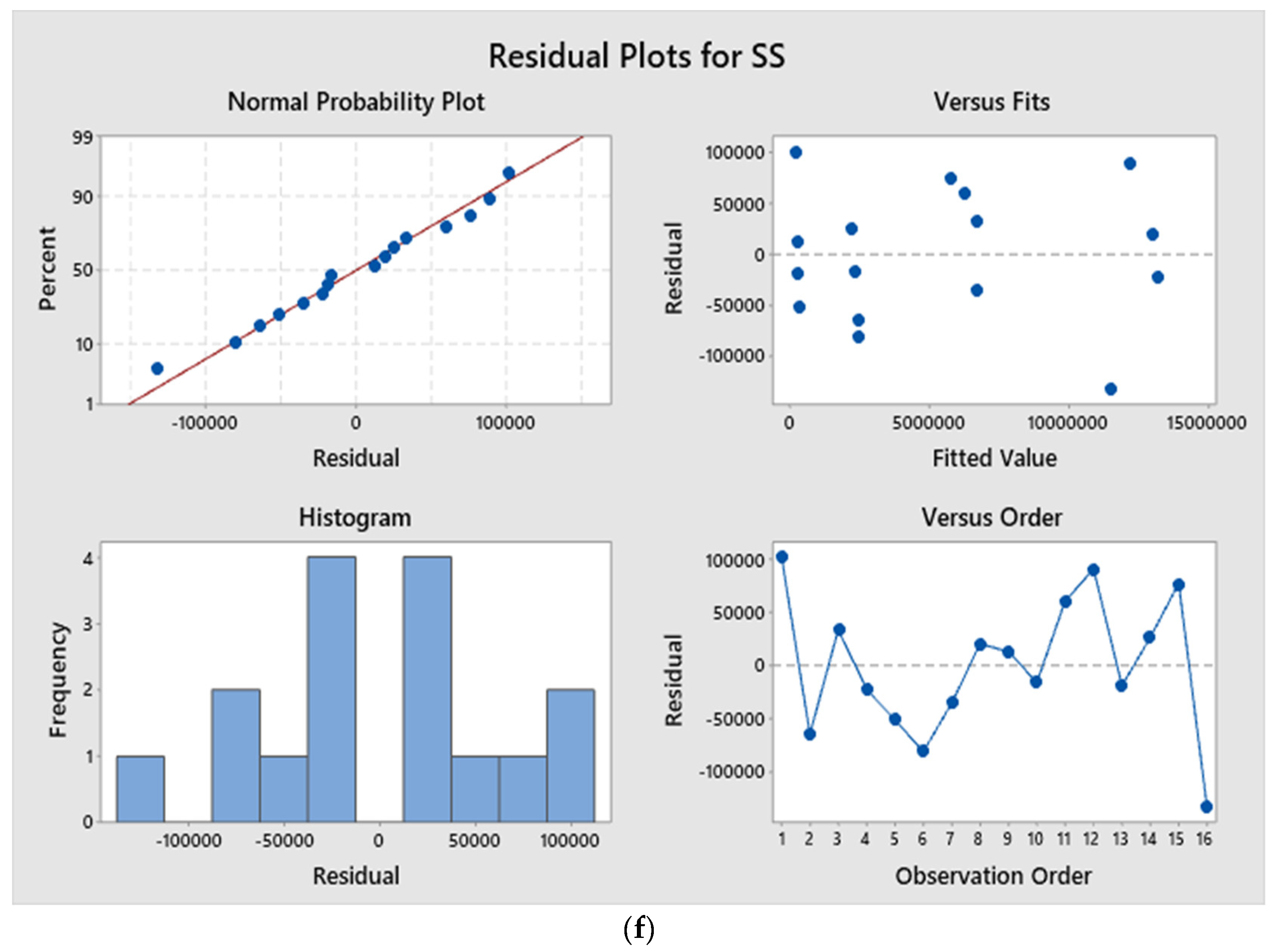
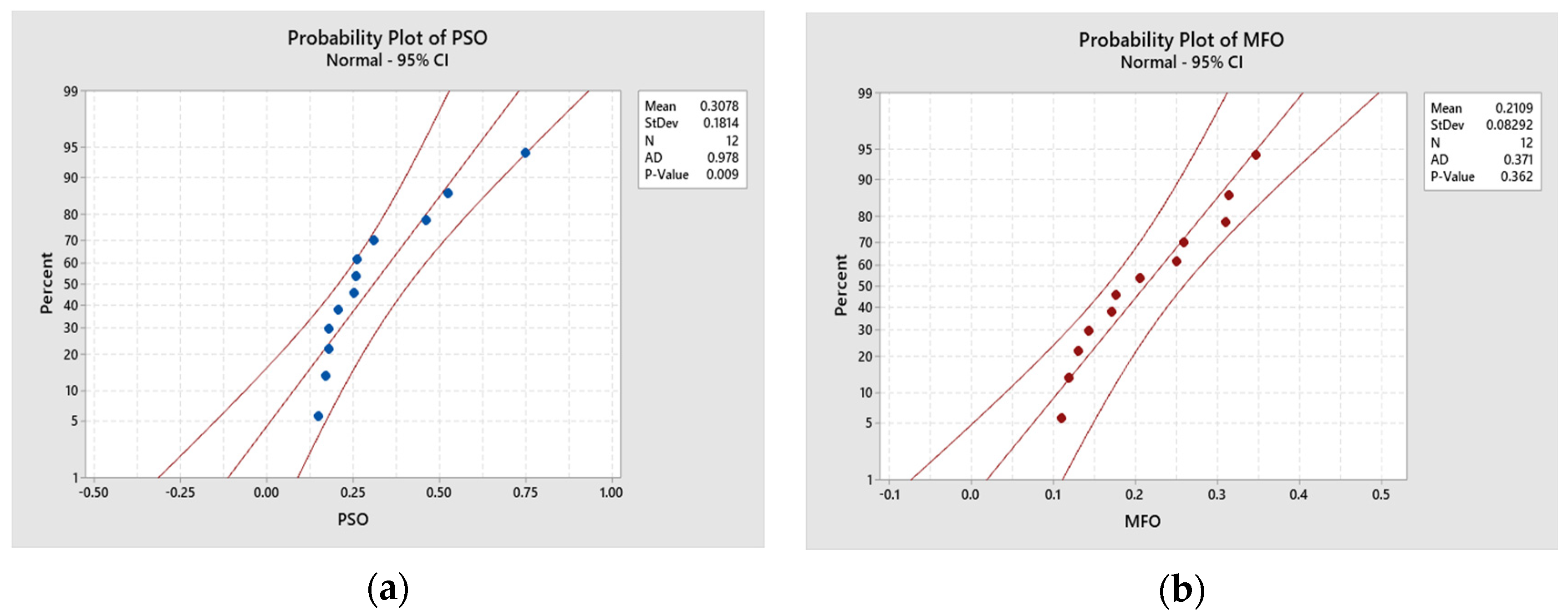
4.3. Statistical Analysis of Optimization Results
4.4. Non-Parametric Test for Statistical Comparison of Algorithms
Friedman Test
4.5. Confirmation of Experiment Results
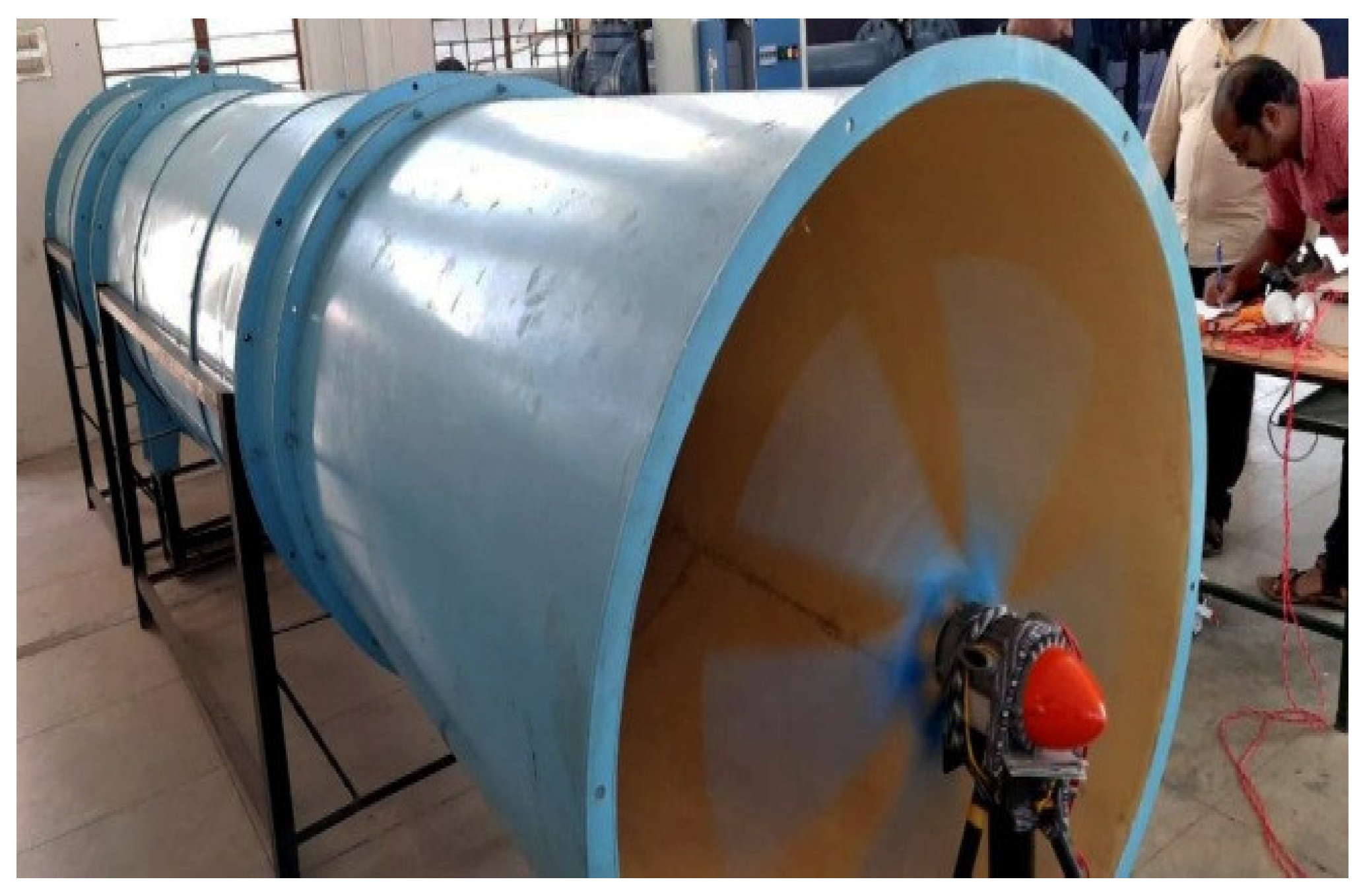
4.6. Fabrication and Testing
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, W.; Liu, L.; Wu, H.; Chen, Y.; Zheng, X.; Li, N.; Zhang, Z. Performance Analysis and Offshore Applications of the Diffuser Augmented Tidal Turbines. Ships Offshore Struct. 2023, 18, 68–77. [Google Scholar] [CrossRef]
- Park, H. A Study on Structural Design and Analysis of Small Wind Turbine Blade with Natural Fibre (Flax) Composite. Adv. Compos. Mater. 2016, 25, 125–142. [Google Scholar] [CrossRef]
- Mouhsine, S.E.; Oukassou, K.; Ichenial, M.M.; Kharbouch, B.; Hajraoui, A. Aerodynamics and Structural Analysis of Wind Turbine Blade. Procedia Manuf. 2018, 22, 747–756. [Google Scholar] [CrossRef]
- Chen, C.P.; Kam, T.Y. Failure Analysis of Small Composite Sandwich Turbine Blade Subjected to Extreme Wind Load. Procedia Eng. 2011, 14, 1973–1981. [Google Scholar] [CrossRef] [Green Version]
- Ullah, H.; Ullah, B.; Silberschmidt, V.V. Structural Integrity Analysis and Damage Assessment of a Long Composite Wind Turbine Blade Under Extreme Loading. Compos. Struct. 2020, 246, 112426. [Google Scholar] [CrossRef]
- Wu, W.-H.; Young, W.-B. Structural Analysis and Design of the Composite Wind Turbine Blade. Appl. Compos. Mater. 2012, 19, 247–257. [Google Scholar] [CrossRef]
- Lipian, M.; Kulak, M.; Stepien, M. Fast Track Integration of Computational Methods with Experiments in Small Wind Turbine Development. Energies 2019, 12, 1625. [Google Scholar] [CrossRef] [Green Version]
- Mamouri, A.R.; Lakzian, E.; Khoshnevis, A.B. Entropy Analysis of Pitching Airfoil for Offshore Wind Turbines in the Dynamic Stall Condition. Ocean Eng. 2019, 187, 106229. [Google Scholar] [CrossRef]
- Mamouri, A.R.; Khoshnevis, A.B.; Lakzian, E. Entropy Generation Analysis of S825, S822, and SD7062 Offshore Wind Turbine Airfoil Geometries. Ocean Eng. 2019, 173, 700–715. [Google Scholar] [CrossRef]
- Mamouri, A.R.; Khoshnevis, A.B.; Lakzian, E. Experimental Study of the Effective Parameters on the Offshore Wind Turbine’s Airfoil in Pitching Case. Ocean Eng. 2020, 198, 106955. [Google Scholar] [CrossRef]
- Suresh, A.; Rajakumar, S. Design of Small Horizontal Axis Wind Turbine for Low Wind Speed Rural Applications. Mater. Today Proc. 2020, 23, 16–22. [Google Scholar] [CrossRef]
- Rahman, M.; Pate, D.; Sawinski, J.; Seeloff, T.; Molina, G.; ElShahat, A.; Soloiu, V. Finite Element Structural Analysis of Commonly Used Horizontal Axis Wind Turbine Airfoils of Various Geometries. In Proceedings of the ASME International Mechanical Engineering Congress and Exposition, Phoenix, AZ, USA, 11–17 November 2016; American Society of Mechanical Engineers: New York, NY, USA, 2016. [Google Scholar]
- Akour, S.N.; Al-Heymari, M.; Ahmed, T.; Khalil, K.A. Experimental and Theoretical Investigation of Micro Wind Turbine for Low Wind Speed Regions. Renew. Energy 2018, 116, 215–223. [Google Scholar] [CrossRef]
- Singh, R.K.; Ahmed, M.R. Blade design and Performance Testing of a Small Wind Turbine Rotor for Low Wind Speed Applications. Renew. Energy 2013, 50, 812–819. [Google Scholar] [CrossRef]
- Drumheller, D.P.; D’Antonio, G.C.; Chapman, B.A.; Allison, C.P.; Pierrakos, O. Design of a Micro-Wind Turbine for Implementation in Low Wind Speed Environments. In Proceedings of the 2015 Systems and Information Engineering Design Symposium, Charlottesville, VA, USA, 24 April 2015. [Google Scholar]
- Ligon, S.C.; Liska, R.; Stampfl, J.; Gurr, M.; Mülhaupt, R. Polymers for 3D Printing and Customized Additive Manufacturing. Chem. Rev. 2017, 117, 10212–10290. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Conner, B.P.; Manogharan, G.P.; Martof, A.N.; Rodomsky, L.M.; Rodomsky, C.M.; Jordan, D.C.; Limperos, J.W. Making Sense of 3-D Printing: Creating A Map of Additive Manufacturing Products and Services. Addit. Manuf. 2014, 1, 64–76. [Google Scholar] [CrossRef]
- Weller, C.; Kleer, R.; Piller, F.T. Economic Implications of 3D Printing: Market Structure Models in Light of Additive Manufacturing revisited. Int. J. Prod. Econ. 2015, 164, 43–56. [Google Scholar] [CrossRef]
- Gebhardt, A. Rapid Prototyping–Rapid Tooling–Rapid Manufacturing; CarlHanser: Munchen, Germany, 2007. [Google Scholar]
- Tseng, M.M.; Hu, S.J. Mass Customization. In CIRP Encyclopedia of Production Engineering; Springer: Berlin/Heidelberg, Germany, 2014; pp. 836–843. [Google Scholar]
- Wong, J.Y.; Pfahnl, A.C. 3D Printing of Surgical Instruments for Long-Duration Space Missions. Aviat. Space Environ. Med. 2014, 85, 758–763. [Google Scholar] [CrossRef]
- Yan, X.; Gu, P. A Review of Rapid Prototyping Technologies and Systems. Comput. Aided Des. 1996, 28, 307–318. [Google Scholar] [CrossRef]
- Tuan, D.N.; Alireza, K.; Gabriele, I.; Kate, T.Q.N.; Hui, D. Additive Manufacturing (3D Printing): A Review of Materials, Methods, Applications and Challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar]
- Velu, R.; Raspall, F.; Singamneni, S. Chapter 8 S3D Printing Technologies and Composite Materials for Structural Applications. In Green Composites for Automotive Applications; Woodhead Publishing: Sawston, UK, 2019; pp. 171–196. [Google Scholar]
- Bassett, K.; Carriveau, R.; Ting, D.S.-K. 3D Printed Wind Turbines Part 1: Design Considerations and Rapid Manufacture Potential. Sustain. Energy Technol. Assess. 2015, 11, 186–193. [Google Scholar] [CrossRef]
- Poole, S.; Phillips, R. Rapid Prototyping of Small Wind Turbine Blades Using Additive Manufacturing. In Proceedings of the 2015 Pattern Recognition Association of South Africa and Robotics and Mechatronics International Conference (PRASA-RobMech), Port Elizabeth, South Africa, 26–27 November 2015. [Google Scholar]
- Davis, M.S.; Madani, M.R. 3D-printing of a Functional Small-Scale Wind Turbine. In Proceedings of the 2018 6th International Renewable and Sustainable Energy Conference (IRSEC), Rabat, Morocco, 5–8 December 2018. [Google Scholar]
- Lipian, M.; Czapski, P.; Obidowski, D. Fluid–Structure Interaction Numerical Analysis of a Small, Urban Wind Turbine Blade. Energies 2020, 13, 1832. [Google Scholar] [CrossRef]
- Guerrero-Villar, F.; Torres-Jimenez, E.; Dorado-Vicente, R.; Jiménez-González, J.I. Development of Vertical Wind Turbines via FDM Prototypes. Procedia Eng. 2015, 132, 78–85. [Google Scholar] [CrossRef] [Green Version]
- Tummala, A.; Velamati, R.K.; Sinha, D.K.; Indraja, V.; Krishna, V.H. A Review on Small Scale Wind Turbines. Renew. Sustain. Energy Rev. 2016, 56, 1351–1371. [Google Scholar] [CrossRef]
- Yang, C.; Zhang, J.; Huang, Z. Numerical Study on Cavitation–Vortex–Noise Correlation Mechanism and Dynamic Mode Decomposition of a Hydrofoil. Phys. Fluids 2022, 34, 125105. [Google Scholar] [CrossRef]
- Kalita, K.; Ghadai, R.K.; Chakraborty, S. A Comparative Study on Multi-Objective Pareto Optimization of WEDM Process Using Nature-Inspired Metaheuristic Algorithms. Int. J. Interact. Des. Manuf. 2022, 1–18. [Google Scholar] [CrossRef]
- Hu, Y.; Qing, J.X.; Liu, Z.H.; Conrad, Z.J.; Cao, J.N.; Zhang, X.P. Hovering Efficiency Optimization of the Ducted Propeller with Weight Penalty Taken into Account. Aerosp. Sci. Technol. 2021, 117, 106937. [Google Scholar] [CrossRef]
- Kalita, K.; Kumar, V.; Chakraborty, S. A novel MOALO-MODA Ensemble Approach for Multi-Objective Optimization of Machining Parameters for Metal Matrix Composites. Multiscale Multidiscip. Model. Exp. Des. 2023, 6, 179–197. [Google Scholar] [CrossRef]
- Mirjalili, S. Moth-Flame Optimization Algorithm: A Novel Nature-Inspired Heuristic Paradigm. Knowl. Based Syst. 2015, 89, 228–249. [Google Scholar] [CrossRef]
- Hussien, A.G.; Amin, M.; Abd El Aziz, M. A Comprehensive Review of Moth-Flame Optimisation: Variants, Hybrids, and Applications. J. Exp. Theor. Artif. Intell. 2020, 32, 705–725. [Google Scholar] [CrossRef]
- Yıldız, B.S.; Yıldız, A.R. Moth-Flame Optimization Algorithm to Determine Optimal Machining Parameters in Manufacturing Processes. Mater. Test. 2017, 59, 425–429. [Google Scholar] [CrossRef]
- Sivalingam, V.; Sun, J.; Mahalingam, S.K.; Nagarajan, L.; Natarajan, Y.; Salunkhe, S.; Nasr, E.A.; Davim, J.P.; Hussein, H.M.A.M. Optimization of Process Parameters for Turning Hastelloy X Under Different Machining Environments Using Evolutionary Algorithms: A Comparative Study. Appl. Sci. 2021, 11, 9725. [Google Scholar] [CrossRef]
- Yin, M.; Zhu, Y.; Yin, G.; Fu, G.; Xie, L. Deep Feature Interaction Network for Point Cloud Registration, with Applications to Optical Measurement of Blade Profiles. IEEE Trans. Industr. Inform. 2022, 1–10. [Google Scholar] [CrossRef]
- Xie, L.; Zhu, Y.; Yin, M.; Wang, Z.; Ou, D.; Zheng, H.; Liu, H.; Yin, G. Self-Feature-Based Point Cloud Registration Method with A Novel Convolutional Siamese Point Net for Optical Measurement of Blade Profile. Mech. Syst. Signal Process. 2022, 178, 109243. [Google Scholar] [CrossRef]
- Kalita, K.; Ghadai, R.K.; Chakraborty, S. A Comparative Study on the Metaheuristic-Based Optimization of Skew Composite Laminates. Eng. Comput. 2022, 38, 3549–3566. [Google Scholar] [CrossRef]
- Shanmugasundar, G.; Fegade, V.; Mahdal, M.; Kalita, K. Optimization of Variable Stiffness Joint In Robot Manipulator Using A Novel NSWOA-MARCOS Approach. Processes 2022, 10, 1074. [Google Scholar] [CrossRef]
- Joshi, M.; Kalita, K.; Jangir, P.; Ahmadianfar, I.; Chakraborty, S. A Conceptual Comparison of Dragonfly Algorithm Variants for CEC-2021 Global Optimization Problems. Arab. J. Sci. Eng. 2022, 48, 1563–1593. [Google Scholar] [CrossRef]
- Mohamed, A.W.; Hadi, A.A.; Jambi, K.M. Novel Mutation Strategy for Enhancing SHADE and LSHADE Algorithms for Global Numerical Optimization. Swarm Evol. Comput. 2019, 50, 100455. [Google Scholar] [CrossRef]
- Wang, Y.; Ahmed, A.; Azam, A.; Bing, D.; Shan, Z.; Zhang, Z.; Tariq, M.K.; Sultana, J.; Mushtaq, R.T.; Mehboob, A.; et al. Applications of Additive Manufacturing (AM) in Sustainable Energy Generation and Battle Against COVID-19 Pandemic: The Knowledge Evolution of 3D Printing. J. Manuf. Syst. 2021, 60, 709–733. [Google Scholar] [CrossRef] [PubMed]
- Derrac, J.; García, S.; Molina, D.; Herrera, F. A Practical Tutorial on the Use of Nonparametric Statistical Tests as a Methodology for Comparing Evolutionary and Swarm Intelligence Algorithms. Swarm Evol. Comput. 2011, 1, 3–18. [Google Scholar] [CrossRef]
- Li, L.; Liu, W.; Wang, Y.; Zhao, Z. Mechanical Performance and Damage Monitoring of CFRP Thermoplastic Laminates with an Open Hole Repaired by 3D Printed Patches. Compos. Struct. 2023, 303, 116308. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
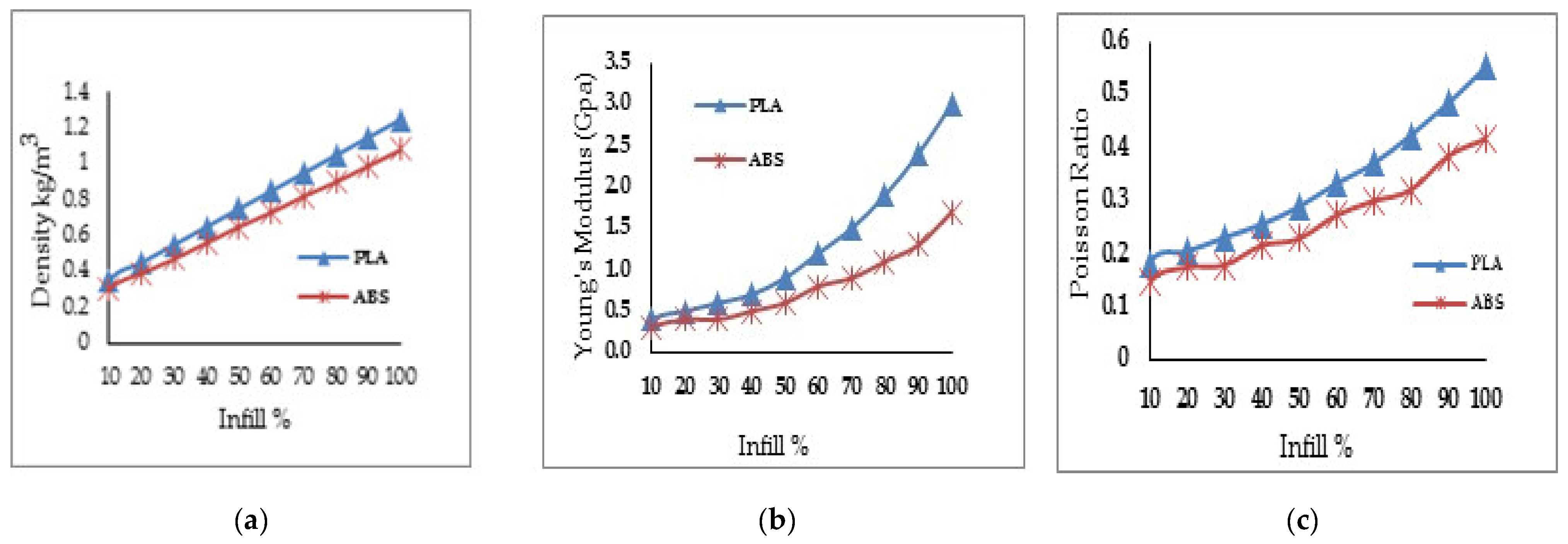
| Infill (%) | PLA | ABS | ||||
|---|---|---|---|---|---|---|
| Density (g/m3) | Young’s Modulus (Gpa) | Poisson Ratio | Density (g/m3) | Young’s Modulus (Gpa) | Poisson Ratio | |
| 10 | 0.35 | 0.40 | 0.184 | 0.30 | 0.30 | 0.146 |
| 40 | 0.65 | 0.70 | 0.256 | 0.56 | 0.50 | 0.216 |
| 70 | 0.95 | 1.50 | 0.371 | 0.82 | 0.90 | 0.300 |
| 100 | 1.25 | 3.00 | 0.552 | 1.08 | 1.70 | 0.417 |
| Parameter | Range |
|---|---|
| Power | 100 W |
| Profile | SD7080 (9.2%) |
| Axis of rotation | Horizontal |
| No. of Blades | 5 |
| Radius of the Blade | 0.415 m |
| Root Chord Length | 0.0802 m |
| Tip Chord Length | 0.0280 m |
| Parameter/Levels | Level 1 | Level 2 | Level 3 | Level 4 |
|---|---|---|---|---|
| Infill (IF), % | 10 | 40 | 70 | 100 |
| Wind Speed (WS), m/s | 2 | 6 | 10 | 14 |
| Material Type (MT) | 1 (ABS) | 2 (PLA) | - | - |
| Wind Speed (m/s) | Axial Load (N/m2) | Wind Speed (m/s) | Axial Load (N/m2) | Wind Speed (m/s) | Axial Load (N/m2) |
|---|---|---|---|---|---|
| 1 | 12 | 6 | 446 | 11 | 1500 |
| 2 | 50 | 7 | 607 | 12 | 1785 |
| 3 | 112 | 8 | 793 | 13 | 2094 |
| 4 | 198 | 9 | 1004 | 14 | 2429 |
| 5 | 310 | 10 | 1239 | 15 | 2788 |
| S. No. | Nodes | Elements | Maximum Deformation (m) |
|---|---|---|---|
| 1 | 750 | 354 | 0.000891 |
| 2 | 1320 | 520 | 0.000881 |
| 3 | 1770 | 605 | 0.000879 |
| 4 | 2300 | 714 | 0.000879 |
| 5 | 3250 | 802 | 0.000879 |
| E. No. | IF (%) | WS (m/s) | MT | DN (mm) | SS (Pa) |
|---|---|---|---|---|---|
| 1 | 10 | 2 | 1 | 0.004901 | 2.70 × 105 |
| 2 | 10 | 6 | 1 | 0.044109 | 2.43 × 106 |
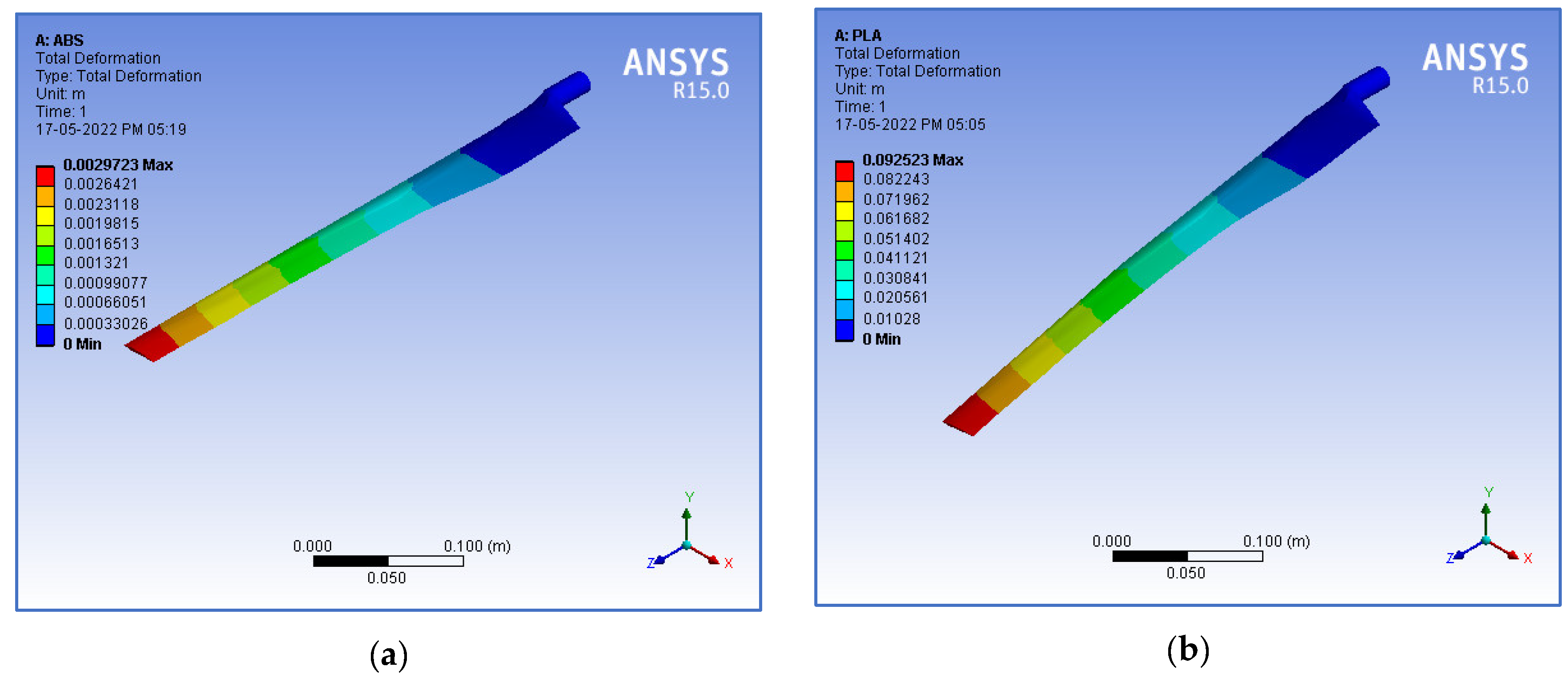
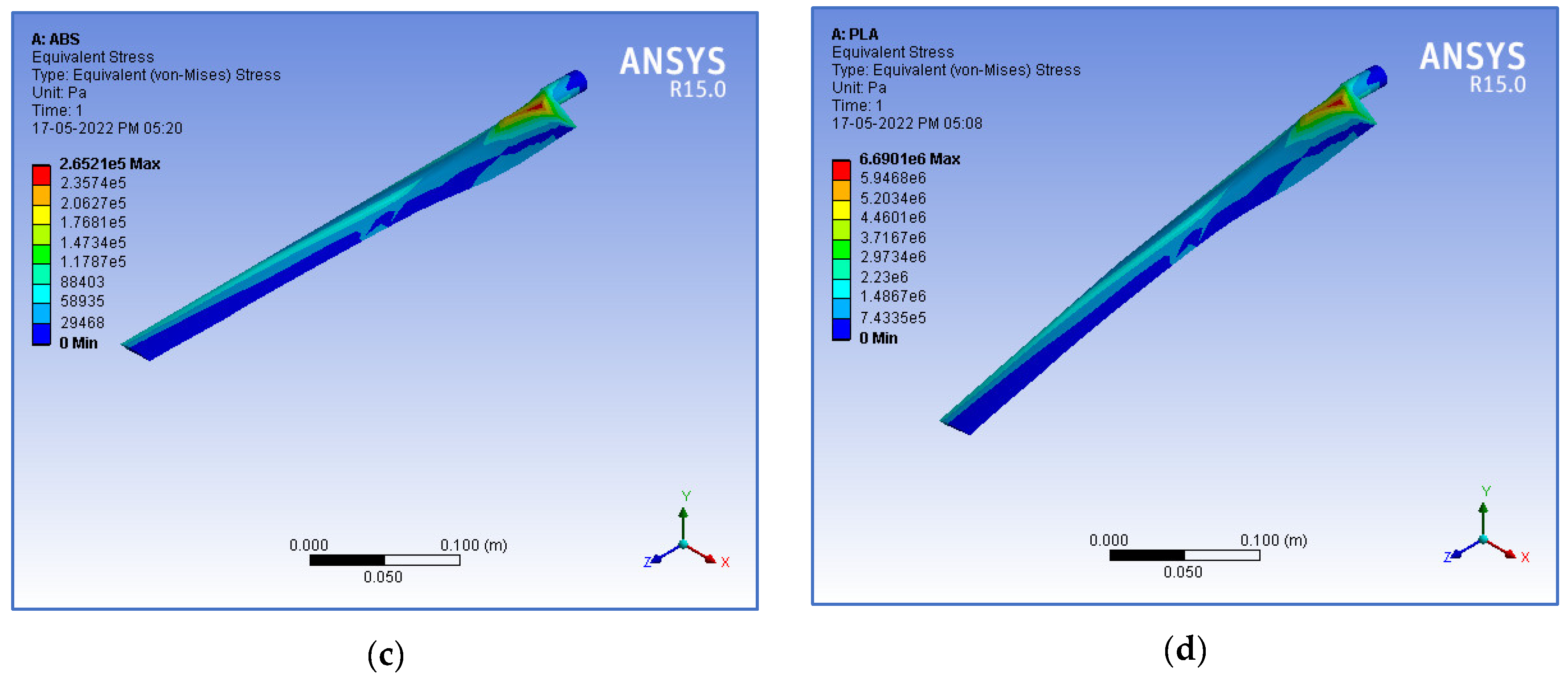
| 3 | 10 | 10 | 2 | 0.092523 | 6.69 × 106 |
| 4 | 10 | 14 | 2 | 0.18135 | 1.31 × 107 |
| 5 | 40 | 2 | 1 | 0.002972 | 2.65 × 105 |
| 6 | 40 | 6 | 1 | 0.026753 | 2.39 × 106 |
| 7 | 40 | 10 | 2 | 0.053203 | 6.55 × 106 |
| 8 | 40 | 14 | 2 | 0.104280 | 1.28 × 107 |
| 9 | 70 | 2 | 2 | 0.000976 | 2.52 × 105 |
| 10 | 70 | 6 | 2 | 0.008785 | 2.26 × 106 |
| 11 | 70 | 10 | 1 | 0.041315 | 6.46 × 106 |
| 12 | 70 | 14 | 1 | 0.080978 | 1.27 × 107 |
| 13 | 100 | 2 | 2 | 0.000431 | 2.82 × 105 |
| 14 | 100 | 6 | 2 | 0.003722 | 2.09 × 106 |
| 15 | 100 | 10 | 1 | 0.020989 | 6.15 × 106 |
| 16 | 100 | 14 | 1 | 0.041138 | 1.20 × 107 |
| Source | DF | DN | SS | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Adj SS | Adj MS | F-Value | p-Value | Adj SS | Adj MS | F-Value | p-Value | ||
| Model | 8 | 0.067044 | 0.008380 | 94.08 | 0.000 | 3.49954 × 1014 | 4.37443 × 1013 | 4810.47 | 0.000 |
| Linear | 3 | 0.010788 | 0.003596 | 40.37 | 0.000 | 1.23113 × 1014 | 4.10378 × 1013 | 4512.84 | 0.000 |
| IF | 1 | 0.003344 | 0.003344 | 37.54 | 0.000 | 2.55568 × 1011 | 2.55568 × 1011 | 28.10 | 0.001 |
| WS | 1 | 0.007189 | 0.007189 | 80.70 | 0.000 | 1.22849 × 1014 | 1.22849 × 1014 | 13,509.42 | 0.000 |
| MT | 1 | 0.000256 | 0.000256 | 2.87 | 0.134 | 9,225,602,500 | 9,225,602,500 | 1.01 | 0.347 |
| Square | 2 | 0.002254 | 0.001127 | 12.65 | 0.005 | 1.63505 × 1013 | 8.17526 × 1012 | 899.02 | 0.000 |
| IF ∗ IF | 1 | 0.000738 | 0.000738 | 8.29 | 0.024 | 79383062500 | 79383062500 | 8.73 | 0.021 |
| WS ∗ WS | 1 | 0.001516 | 0.001516 | 17.02 | 0.004 | 1.62711 × 1013 | 1.62711 × 1013 | 1789.31 | 0.000 |
| 2-Way Interaction | 3 | 0.005404 | 0.001801 | 20.22 | 0.001 | 3.79126 × 1011 | 1.26375 × 1011 | 13.90 | 0.002 |
| IF ∗ WS | 1 | 0.004058 | 0.004058 | 45.56 | 0.000 | 2.94578 × 1011 | 2.94578 × 1011 | 32.39 | 0.001 |
| IF ∗ MT | 1 | 0.000370 | 0.000370 | 4.16 | 0.081 | 42,243,368,056 | 42,243,368,056 | 4.65 | 0.068 |
| WS ∗ MT | 1 | 0.000976 | 0.000976 | 10.95 | 0.013 | 42,304,668,056 | 42,304,668,056 | 4.65 | 0.068 |
| Error | 7 | 0.000624 | 0.000089 | 63,654,826,389 | 9,093,546,627 | ||||
| Total | 15 | 0.067667 | 3.50018 × 1014 | ||||||
| Response | R-sq | R-sq (Adj) | R-sq (Pred) |
|---|---|---|---|
| SS | 99.08% | 98.03% | 93.23% |
| DN | 99.98% | 99.96% | 99.87% |
| PSO Algorithm | MFO Algorithm | ||
|---|---|---|---|
| Parameter | Value | Parameter | Value |
| Learning factors (C1 & C2) | 2 & 2 | Position of moth close to the flame (t) | −1 to −2 |
| Inertia weight (ω) | 0.6 | Update mechanism | Logarithmic spiral |
| Particle size (N) | 30 | No. of moths (N) | 30 |
| R.No. | IF | WS | MT | DN | SS | n (DN) | n (SS) | NV |
|---|---|---|---|---|---|---|---|---|
| 1 | 79.77 | 2.015 | 2 | 0.000907 | 272,262 | 0.22482 | 0.07055 | 0.10912 |
| 2 | 51.67 | 3.854 | 2 | 0.000102 | 945,789 | 0.35912 | 0.07055 | 0.14269 |
| 3 | 18.09 | 2.021 | 1 | 0.002426 | 228,835 | 0.64926 | 0.01062 | 0.17028 |
| 4 | 21.13 | 2.030 | 1 | 0.002269 | 244,637 | 0.60532 | 0.03243 | 0.17565 |
| 5 | 81.01 | 2.749 | 2 | 0.000111 | 469,993 | 0.00255 | 0.34341 | 0.25820 |
| 6 | 82.59 | 2.865 | 2 | 0.000389 | 505,187 | 0.08018 | 0.39198 | 0.31403 |
| 7 | 12.09 | 2.085 | 1 | 0.003682 | 221,139 | 1.00000 | 0.00000 | 0.25000 |
| 8 | 30.94 | 2.991 | 2 | 0.000105 | 520,275 | 0.00070 | 0.41280 | 0.30978 |
| 9 | 17.17 | 2.533 | 2 | 0.000849 | 285,557 | 0.20850 | 0.08889 | 0.11880 |
| 10 | 82.34 | 3.009 | 2 | 0.000119 | 555,351 | 0.00466 | 0.46120 | 0.34707 |
| 11 | 80.20 | 2.579 | 2 | 0.000114 | 418,488 | 0.00332 | 0.27234 | 0.20508 |
| 12 | 79.98 | 2.169 | 2 | 0.000700 | 306,622 | 0.16713 | 0.11796 | 0.13025 |
| R.No. | IF | WS | MT | DN | SS | n (DN) | n (SS) | NV |
|---|---|---|---|---|---|---|---|---|
| 1 | 80.15 | 2.089 | 2 | 0.000908 | 287,092 | 0.20025 | 0.13281 | 0.14967 |
| 2 | 81.35 | 2.527 | 2 | 0.000547 | 401,606 | 0.10914 | 0.37429 | 0.30800 |
| 3 | 81.84 | 2.165 | 2 | 0.001388 | 304,010 | 0.32136 | 0.16848 | 0.20670 |
| 4 | 81.58 | 2.034 | 2 | 0.001566 | 273,285 | 0.36627 | 0.10369 | 0.16934 |
| 5 | 80.29 | 2.436 | 2 | 0.000357 | 376,872 | 0.06094 | 0.32213 | 0.25684 |
| 6 | 23.76 | 2.716 | 2 | 0.000204 | 384,499 | 0.02233 | 0.33822 | 0.25924 |
| 7 | 84.44 | 3.402 | 2 | 0.000115 | 698,321 | 0.00000 | 1.00000 | 0.75000 |
| 8 | 80.27 | 2.190 | 2 | 0.000767 | 311,655 | 0.16457 | 0.18460 | 0.17960 |
| 9 | 82.34 | 3.009 | 2 | 0.000119 | 555,351 | 0.00089 | 0.69851 | 0.52410 |
| 10 | 11.03 | 2.110 | 1 | 0.004075 | 224,114 | 1.00000 | 0.00000 | 0.25000 |
| 11 | 80.72 | 2.152 | 2 | 0.000998 | 301,756 | 0.22294 | 0.16373 | 0.17853 |
| 12 | 81.92 | 2.886 | 2 | 0.000175 | 513,682 | 0.01503 | 0.61063 | 0.46173 |
| Sample | N | Mean | StDev | SE Mean |
|---|---|---|---|---|
| MFO | 12 | 0.2109 | 0.0829 | 0.0239 |
| PSO | 12 | 0.3078 | 0.1814 | 0.0524 |
| Mean | StDev | SE Mean | 95% CI for μ_Difference |
|---|---|---|---|
| −0.0969 | 0.1481 | 0.0427 | (−0.1910, −0.0028) |
| Hypothesis | Meaning | T-Value | p-Value |
|---|---|---|---|
| Null hypothesis | H₀: μ_difference = 0 | −2.27 | 0.045 |
| Alternative hypothesis | H₁: μ_difference ≠ 0 |
| Source | Sum Square | Degrees of Freedom | Mean Square | Chi Square Value | Probability > Chi Square Value |
|---|---|---|---|---|---|
| Columns | 2.66667 | 1 | 2.66667 | 5.33 | 0.0209 |
| Error | 3.33333 | 11 | 0.30303 | ||
| Total | 6 | 23 |
| Algorithm | IF | WS | MT | DN | SS | n (DN) | n (SS) | NV |
|---|---|---|---|---|---|---|---|---|
| MFO | 79.77 | 2.015 | 2 | 0.000907 | 272,262 | 0 | 0 | 0 |
| PSO | 80.15 | 2.089 | 2 | 0.000908 | 287,092 | 1 | 1 | 1 |
| Parameters Setting at IF = 79.77%, WS = 2.015 and MT = PLA | DN | SS |
|---|---|---|
| Predicted value | 0.000907 | 272,262 |
| Experimental value | 0.000879 | 273,920 |
| Error % | 3.06 | −0.68 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Arivalagan, S.; Sappani, R.; Čep, R.; Kumar, M.S. Optimization and Experimental Investigation of 3D Printed Micro Wind Turbine Blade Made of PLA Material. Materials 2023, 16, 2508. https://doi.org/10.3390/ma16062508
Arivalagan S, Sappani R, Čep R, Kumar MS. Optimization and Experimental Investigation of 3D Printed Micro Wind Turbine Blade Made of PLA Material. Materials. 2023; 16(6):2508. https://doi.org/10.3390/ma16062508
Chicago/Turabian StyleArivalagan, Suresh, Rajakumar Sappani, Robert Čep, and Mahalingam Siva Kumar. 2023. "Optimization and Experimental Investigation of 3D Printed Micro Wind Turbine Blade Made of PLA Material" Materials 16, no. 6: 2508. https://doi.org/10.3390/ma16062508