1. Introduction
In the world, about 3.5 million tons of municipal solid wastes are generated every day [
1,
2]. Many countries solve the problem of such a large amount of waste by incineration. The incineration of municipal solid waste generates bottom ash (MSWI BA), fly ash (MSWI FA), and air pollution control particles trapped in the filters that protect the ambient air from pollution [
3,
4]. Worldwide, around 1.3 billion tons of MSWI BA were accumulated by 2012. With new waste-to-energy plants being built, this amount is expected to increase to 2.2 billion tons by 2025 [
5,
6]. Usually, MSWI BA is kept in landfills and is beginning to be used in road construction, but it would be important to use MSWI BA in cementitious materials, which are the most popular building materials in the world. MSWI BA is mostly composed of glass, ceramics, sand, metal, and unburnt organic matter [
7,
8]. Compared to MSWI FA, MSWI BA contains significantly fewer heavy metals and other toxic substances and therefore is more acceptable for reuse [
9]. Analysis of the chemical and mineral composition of MSWI BA showed that this waste can be used as secondary raw material in the construction sector [
10]. In the composition of MSWI BA is glass, which is finely milled and acts as a pozzolan [
11]. The MSWI BA fraction of 4–16 mm means it is used mainly as coarse aggregate in concrete, while the use of finer fractions as part of cement replacement or as coarse aggregate has not been studied often [
3,
12]. The main disadvantages of the MSWI BA fraction being below 3 mm are: (1) high porosity (increases water demand and reduces concrete strength) [
13] and (2) hydrogen gas, which evolves during the reaction of metallic aluminum particles with alkalis during the binding of cementitious materials, increasing the volume of mortar and causing the development of micro- and macrocracks in the structure [
14,
15,
16,
17,
18]. This reaction of aluminum with alkaline substances follows the following equation:
During cement hydration, the decrease in the volume of reaction products compared to original materials leads to the so-called autogenous shrinkage [
19]. This process is particularly pronounced in high-strength, self-compacting concretes, due to the higher cement and fine aggregate content. The use of lightweight wet aggregates [
20] is effective in removing such effects through the internal curing process. However, the use of milled MSWI BA as a microfiller in high-strength, self-compacting concretes can cause expansion rather than shrinkage effects, due to the presence of dispersed aluminum (Al) [
21,
22]. In an alkaline concrete medium, 1 g of Al causes 1.24 l of hydrogen gas to evolve under standard conditions. The aluminum content in MSWI BA stored at the Klaipeda Region Waste Management Centre (KRATC) (Lithuania) is reported to be 22 kg/t, while in Germany, it is reported to be 51 to 100 kg/t [
23]. It was found [
24] that the swelling of MSWI BA-modified cement samples due to the evolution of hydrogen gas is the most intense during the first 50–150 min after mortar mixing. After that, hydrogen gas evolution actually stops.
The leaching of potentially toxic elements should also be mentioned as a disadvantage of MSWI BA [
25,
26,
27]. These include heavy metal chlorides and sulphates, most of which are found in the fraction below 0.25 mm. It is recommended to separate this fraction for the use of MSWI BA in cementitious materials [
28,
29]. However, the results of other researchers [
30,
31] on cementitious materials with MSWI BA have shown that heavy metal leaching is low and within the standard requirements, as the soluble parts of MSWI BA are bound by the hydration products of cement minerals.
In order to use MSWI BA in cementitious materials, they need to be prepared in a special method, which may include washing, heat treatment (hydrothermal cleaning, melting), stabilization by the addition of hydraulic binders, preservation in the natural environment, etc. [
32]. It is recommended for MSWI BA to age first for at least 3 months under natural conditions to allow carbonization and hydration of the active phases [
33,
34]. Studies [
6,
35,
36] show that after ageing in the natural environment, the pH of MSWI BA decreases from 12 to 10 and sometimes to 7, depending on the nature of the incinerated waste and storage conditions. Reburning of MSWI BA at 600–800 °C has positive effects, such as lower aluminum content, higher amounts of gehlenite and mayanite, and no swelling of the samples during molding [
17,
37].
The negative effects of metallic aluminum can be addressed by milling MSWI BA. It has been found that metallic aluminum particles are coalesced during the milling and can be removed by sieving through a 0.5 mm sieve. The addition of 5% milled MSWI BA (finer than 125 µm) does not significantly change the hydration behavior of cement; the total heat release is similar to that of cement, but the compressive strength of the specimens is reduced by 7% to 9% after 28 curing days [
3].
The particle size was found to have a significant effect on the pozzolanic activity of MSWI BA, which can vary in the range of 250–550 mg/g, as determined by the Chapelle test [
38]. The pozzolanic activity of MSWI BA depends on the glass and ceramic residue content in the ash, which may be approximately 40%. Finely milled MSWI BA (average particle size 10 µm) is reported to accelerate cement hydration and increase the compressive strength of cement specimens, especially at 90 days of curing. The compressive strength of the cement samples modified with fine MSWI BA is approximately 100 MPa, while the compressive strength of the cement samples modified with MSWI BA milled to an average particle size of 100 µm is approximately 94 MPa.
Literature analysis shows that the structure and chemical composition of MSWI BA varies over a wide range. Most of the bottom ash parameters can be stabilized by milling, and a standardized product can be produced. This product can be used to replace part of the cement in plain concretes and can be used as a microfiller for the production of self-compacting, high-strength concretes.
The aim of this research work is to investigate the influence of milled MSWI BA on cement hydration, rheological properties of cement mortars, kinetics of hydrogen evolution due to residual Al, and physical mechanical properties of hardened mortar. In order to evaluate milled MSWI BA as a microfiller, other microfillers with different properties were used to analyze the synergetic effect of MSWI BA and milled quartz sand, metakaolin, milled glass, and microsilica. Furthermore, in this work, the hydrogen evolutions of different compositions due to residual Al were analyzed.
2. Materials and Methods
In this work, MSWI BA from UAB Fortum Heat Lietuva, Klaipeda (Lithuania) was used. Municipal waste was incinerated in this plant at approximately 1100 °C. The MSWI BA was aged in piles under natural conditions for 6 months. The aged material was fractionated to separate the magnetic metals. The 4/16 fraction was used for further analyses and was dried at 105 °C, crushed with a jaw crusher, and milled in a ball mill.
CEM I 42.5R cement from JSC Akmenes cementas (Lithuania) was used. The following materials were used as alternative microfillers:
Milled quartz sand (MQ), JSC Anykščių kvarcas (Lithuania). Average particle size: 8.5 µm; d10—0.7 µm; d50—5.8 µm; d90—20.5 µm;
Metakaolin (ME), JSC Stikloporas (Lithuania). Average particle size: 20.4 µm; d10—2.6 µm; d50—16.8 µm; d90—44.5 µm.
SiO2 microspheres (MS), RW Silicon GmbH (Germany). Average particle diameter: 3.2 µm; d10—0.1 µm; d50—0.6 µm; d90—10.3 µm.
Milled glass (MG), JSC Stikloporas (Lithuania). Average particle diameter 15.1 µm; d10—2.7 µm; d50—13.9 µm; d90—29.2 µm.
The particle size distribution of the materials was investigated using laser diffraction (Cilas 1090, Germany).
The fine aggregate used in the mortars was quartz sand (QS) from JSC Anykščių kvarcas (Lithuania), which had a fraction of 0.5–1 mm.
A polycarboxylate-based superplasticizer (SP) Glenium ACE 430 (FM) was used to study the influence of microfillers on the rheological properties of mortars.
The chemical compositions of the materials used are given in
Table 1. Chemical analysis of the tested materials was carried out using X-ray fluorescence (Rigaku ZSX Primus IV, Japan). The following spectrometer parameters were used: Rh anode, 4 kW, 60 kV, sample diameter 40 mm, and height 3 mm. The powdered materials were compressed with a force of 200 kN.
In addition, the following properties of the milled MSWI BA were determined: the weight of residue on a 90 µm sieve—4%; bulk density—0.91 g/cm3; particle density—2.73 g/cm3; specific surface area (Blaine method)—491.0 m2/g; pH (suspension concentration 20%)—9.5; and electrical conductivity (suspension concentration 20%, after 3 h)—3.65 S/m.
The particle size distributions of the milled MSWI BA and cement are shown in
Figure 1. The curves are quite similar; the average diameter of the milled MSWI BA particles was approximately 13.7 µm (d
10—1.6 µm; d
50—9.2 µm; d
90 –34.7 µm) and 15.6 µm (d
10—0.8 µm; d
50 –6.7 µm; d
90—46.4 µm) for cement particles.
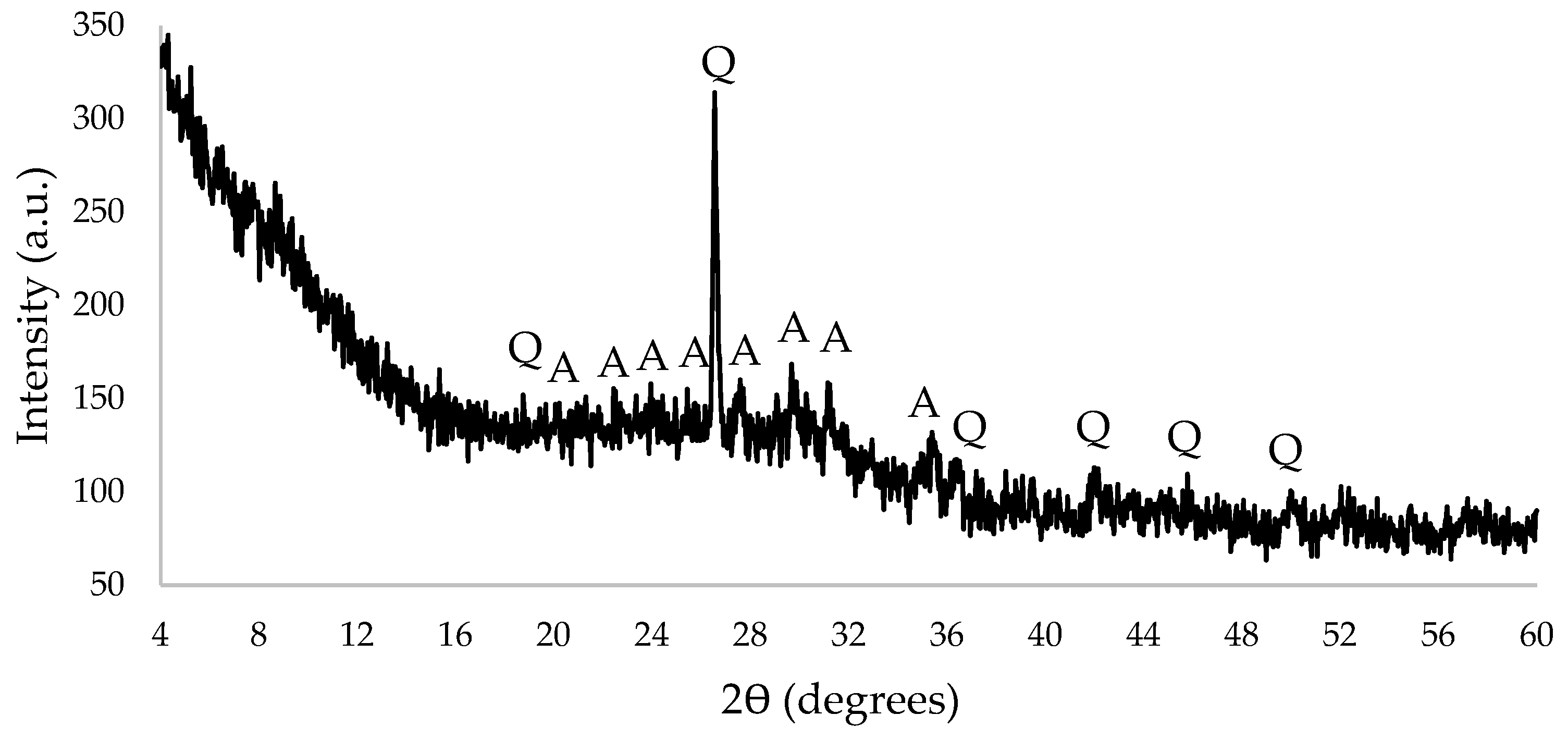
The X-ray of MSWI BA is shown in
Figure 2. Qualitative phase analysis of MSWI BA was performed by X-ray diffraction (DRON-7, Russia). A graphite monochromator was used to obtain the X-ray Cu Kα spectrum (λ = 0.15418 nm). The main minerals contained in MSWI BA were found to be quartz and anorthite; the hill at 20–33° also indicated the presence of amorphous SiO
2.
The heat flow and the total heat release rate during the hydration of the solvent (distilled water) were measured with the microcalorimeter Tam Air III (TA Instruments, New Castle, DE, USA). Glass ampoules with 20 mL of capacity were used for the experiments. They were filled with 3 g of dry materials and placed in the microcalorimeter. After reaching a constant temperature of 25 ± 0.1 °C, 1.5 g of distilled water was added to the ampoule. The resulting suspension was stirred at 2–3 rpm for 20 s. Heat flow was measured for 40 h.
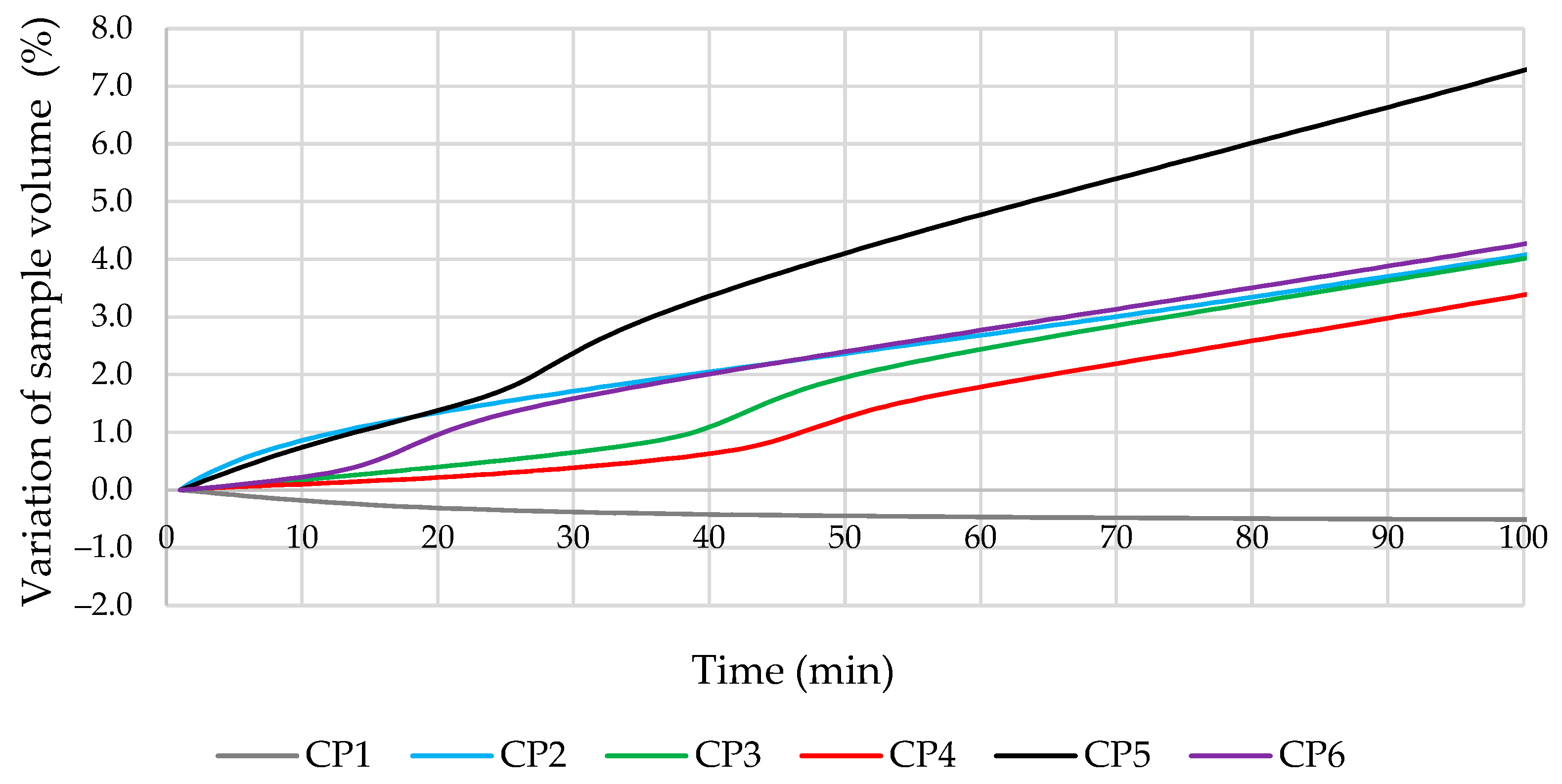
Changes in cement mortar volume during curing were determined by continuous hydrostatic weighing [
39]. The mortar sample in a latex container was placed in the container with silicone grease and weighed every minute for a period of 24 h. Silicone grease (Molyduval Silo D350, density: 970 kg/m
3) helped prevent water migration through the latex membrane due to osmotic effects. The measurement of the change in mortar volume was started 10 min after contact between water and dry materials. During the test, some of the evolved gas collected above the mortar and was included in the total volume of the sample.
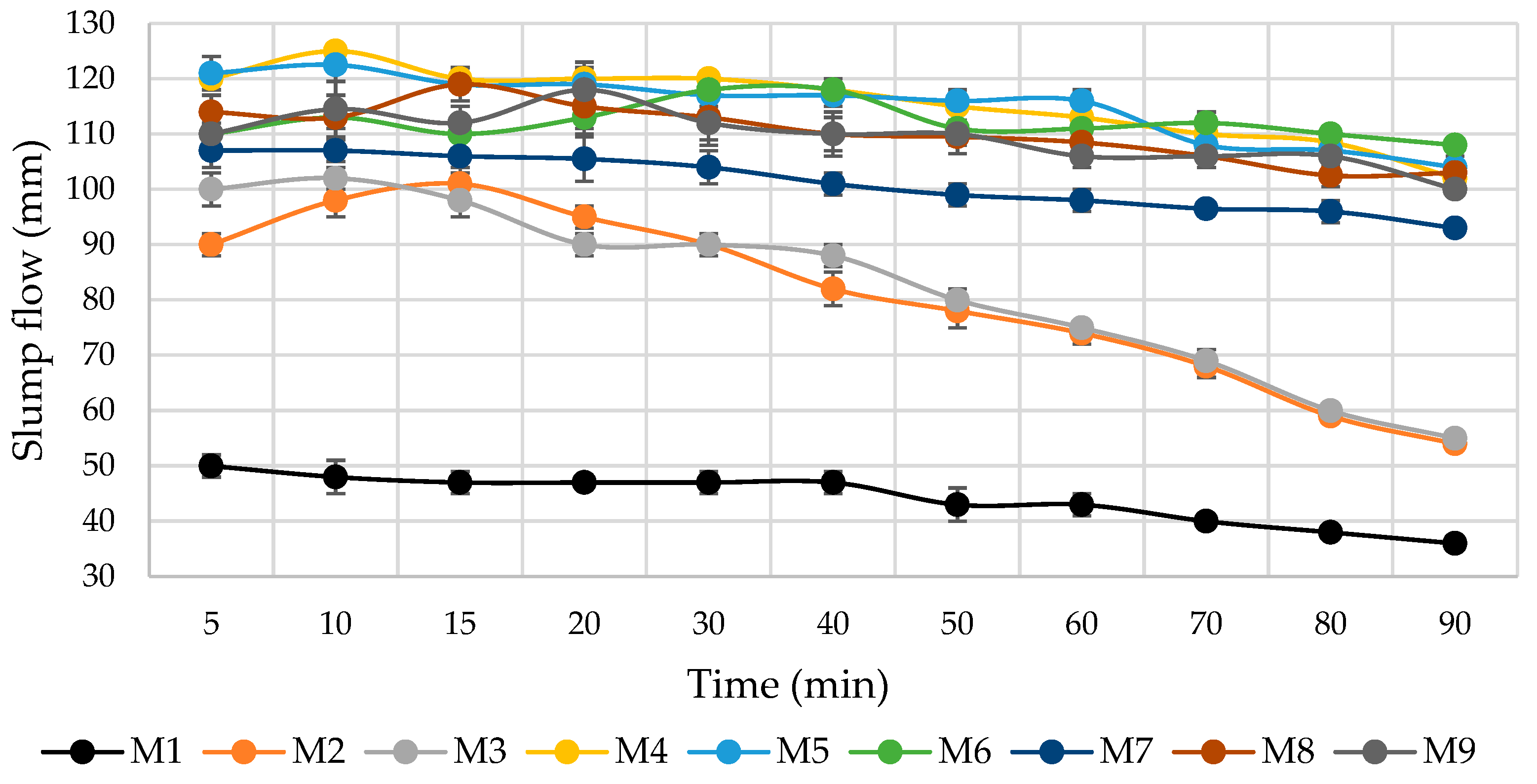
The rheological properties of the cement mortars were tested using a cone with a diameter of 3 cm and a height of 5 cm, according to LST EN 12706. The slump flow measurement was started 5 min after mixing the mortars. The slump was measured every 5–10 min for 90 min.
The compositions of the cement mortar are given in
Table 2. In order to minimize the formation of cracks due to H
2 evolution, the maximum content of MSWI BA was upped to 10%. In the mixtures with alternative microfillers, a part of the MSWI BA was replaced by 2.5% of the other microfillers. The superplasticizer content was kept constant in all mixtures at 1.8% (more than 100%), with a W/S (water/solid ratio) of 0.12.
Cement pastes (
Table 3) (compositions without QS) were used to study the change in volume of the samples due to the evolution of the hydrogen gas and cement hydration properties. The superplasticizer content was kept constant in all mixtures: 1.3% (more than 100%), with a W/S of 0.24. In these compositions, W/S was higher compared to M1–M9; In
Table 3, compositions of cement pastes without the fine QS aggregate are presented.
The procedure for the preparation of the samples was as follows: cement, MSWI BA, alternative microfillers, and sand, if needed, were mixed dry in a Hobart mixer according to EN 196-1 at the first speed for 1.5 min (140 ± 5 min−1); then, water and superplasticizer were added; the mixture was mixed for 1.5 min at the first speed; the mixer was stopped for 30 s; afterwards the mixing continued at the second speed (285 ± 10 min−1) for 1 min. After mixing, 160 × 40 × 40 mm samples were molded. After 24 h, the samples were demolded and stored in a chamber at a 20 ± 2 °C temperature and 65% humidity for the curing time required for the tests (28 days).
The densities of the samples cured for 28 days (according to LST EN 1015-11) were calculated based on their mass and volume; three samples of each composition were tested. The flexural (3 samples of each composition) and compressive strengths (6 samples of each composition) of the samples were determined after 28 days of curing with the Tinius Olsen H200 KU press, according to the requirements of LST EN 196.
To determine the leaching of harmful substances, the samples were prepared according to LST EN 12457-2 in a 10 L/kg water–solid ratio, with a particle size below 4 mm. The samples were tested after 28 days of curing. The electrical conductivity and pH of the filtered eluate were measured after the agitation of the leachate for 24 h. The chemical composition of the eluate was analyzed using a Rigaku ZSX Primus IV XRF spectrometer.
4. Conclusions
Milled MSWI BA was found to cause cement paste samples to swell, due to the reaction of residual Al with the alkalis released during cement hydration, which is most pronounced during the first 300 min. The addition of metakaolin reduced the evolution of H2 and had a positive effect on the mechanical properties of cement mortar. The induction period, which was observed during the initial stage of H2 evolution, was influenced by the properties of the microfiller used.
The addition of milled MSWI BA to cement mortars with superplasticizers increased the slump flow; therefore, milled MSWI BA can be used as a microfiller. Milled MSWI BA is more effective when used in combination with metakaolin.
The densities of the hardened cement mortars tested showed little variation, ranging from 2200 to 2300 kg/m3. The highest compressive strength values were obtained in samples modified with MSWI BA and microsilica. However, for economic reasons and smaller changes in the volumes of samples, the addition of waste metakaolin was recommended. In that case, with 10% cement replaced with 7.5% of MSWI BA and 2.5% metakaolin, the compressive strength at 28 days was similar to the strength of the unmodified samples.
The results of the microcalorimetry showed that the replacement of part (up to 12.5%) of the cement with MSWI BA did not have a significant effect on the hydration kinetics of the cement.
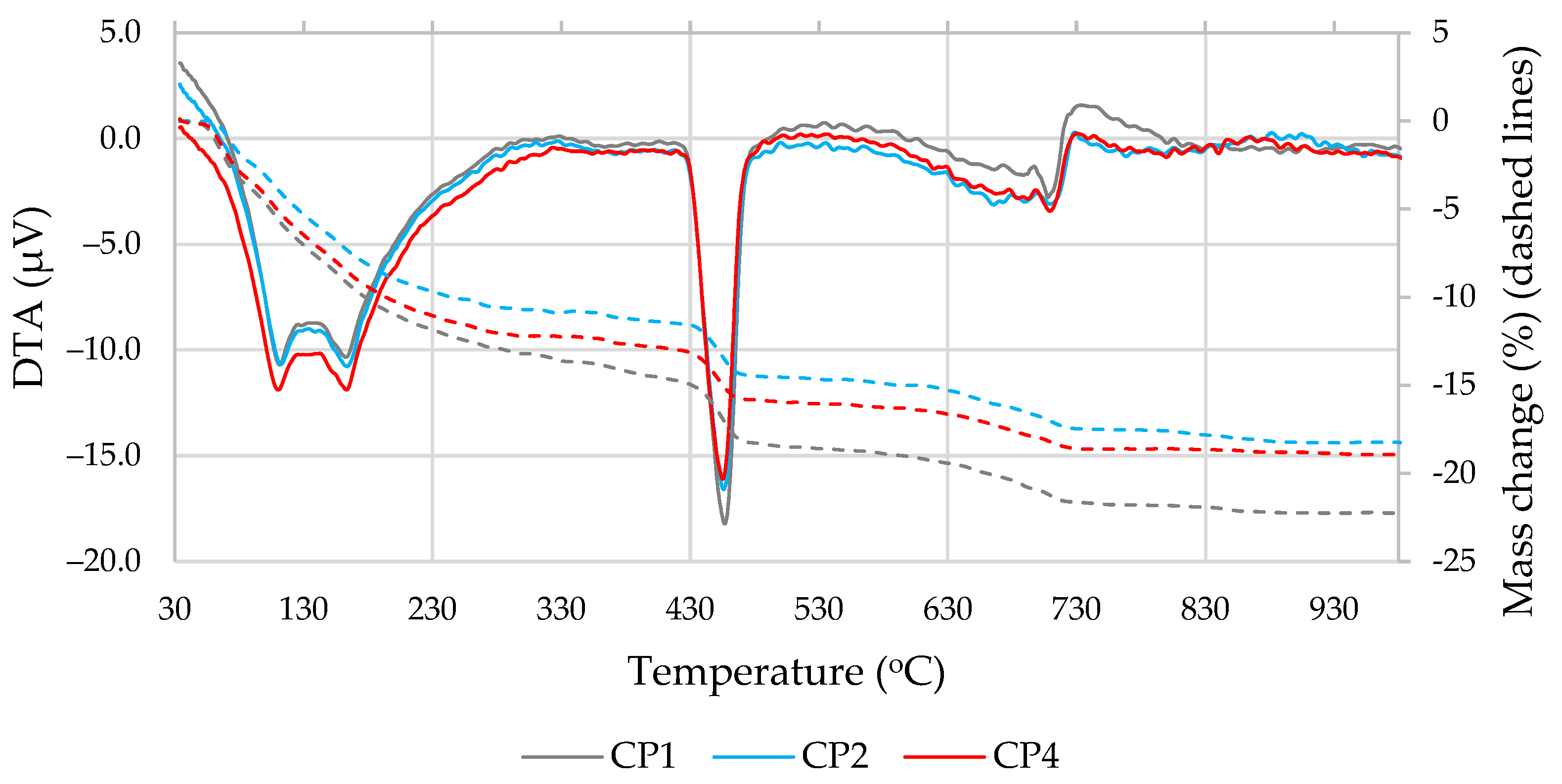
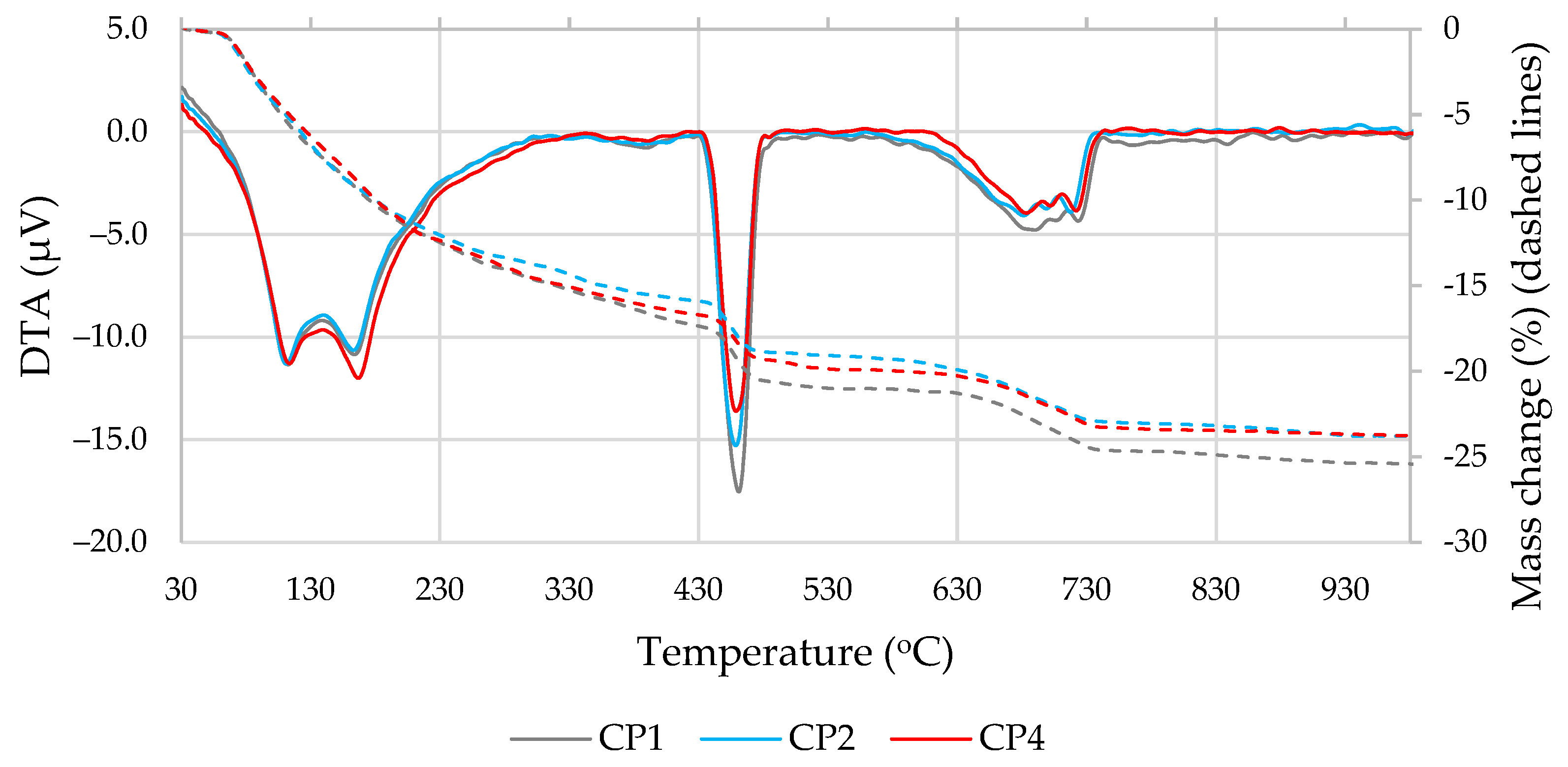
The most significant effect on changes in mineral phases in cement mortars was caused by the addition of a complex additive, where 12.5% of cement was replaced by 9.5% MSWI BA and 3% metakaolin. It caused an approximately 20% decrease in portlandite, 30% decrease in ettringite, and 10% increase in the amorphous phase, compared to the control sample. According to the thermal analysis results, MSWI BA and metakaolin reduced the portlandite content, and the combined effect of these additives was the most effective. These results suggest that MSWI BA also acts as a pozzolanic additive.
The leaching test for harmful substances showed that the leaching of calcium and potassium from the cement mortar samples caused the pH and electrical conductivity of the eluate to increase. Heavy metals were not detected in the leachate.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}