
Damage Propagation by Cyclic Loading in Drilled Carbon/Epoxy Plates

 ,
,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
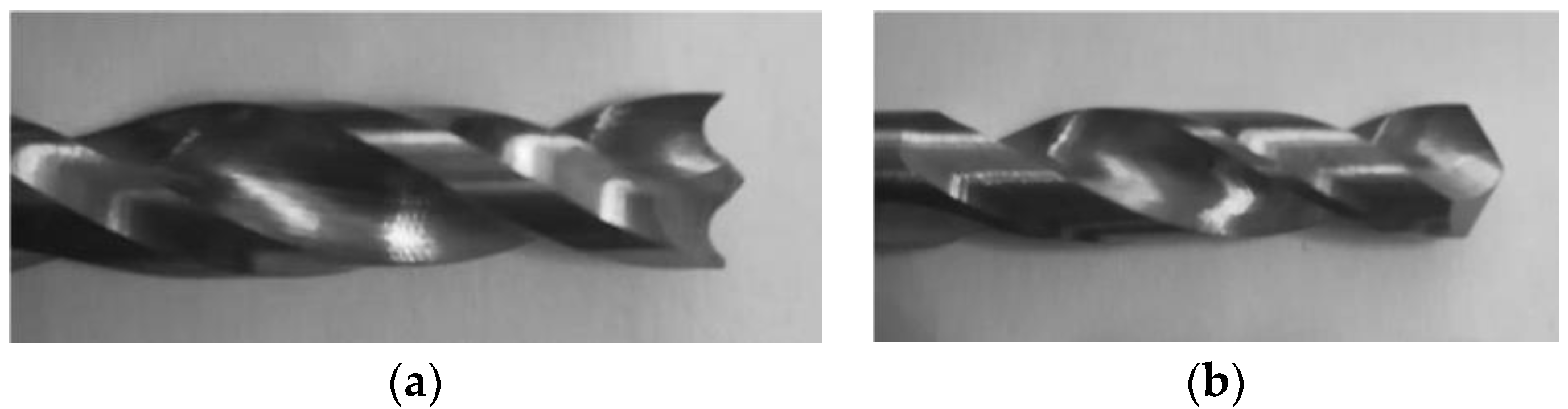
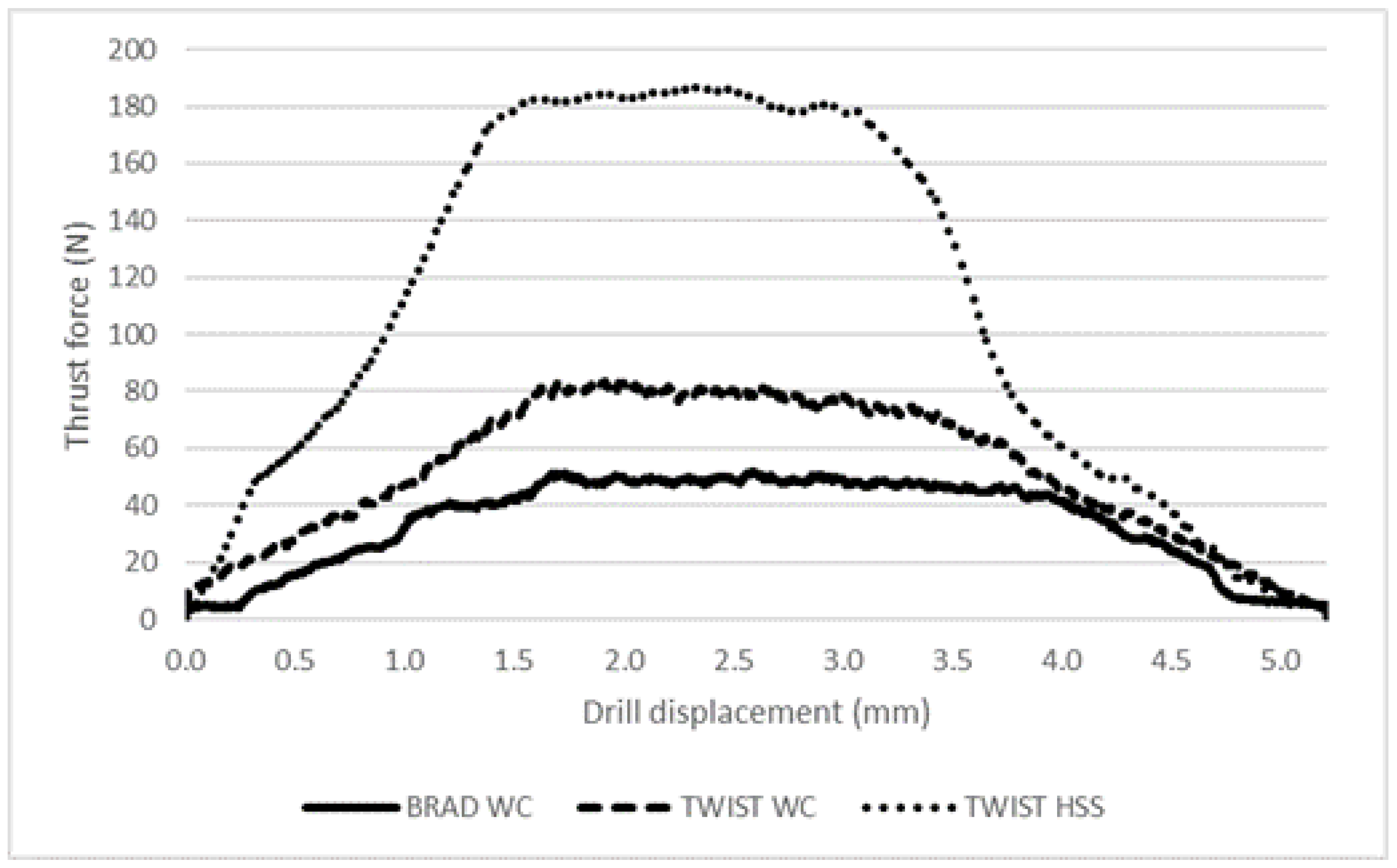
3.1. Thrust Force Monitoring
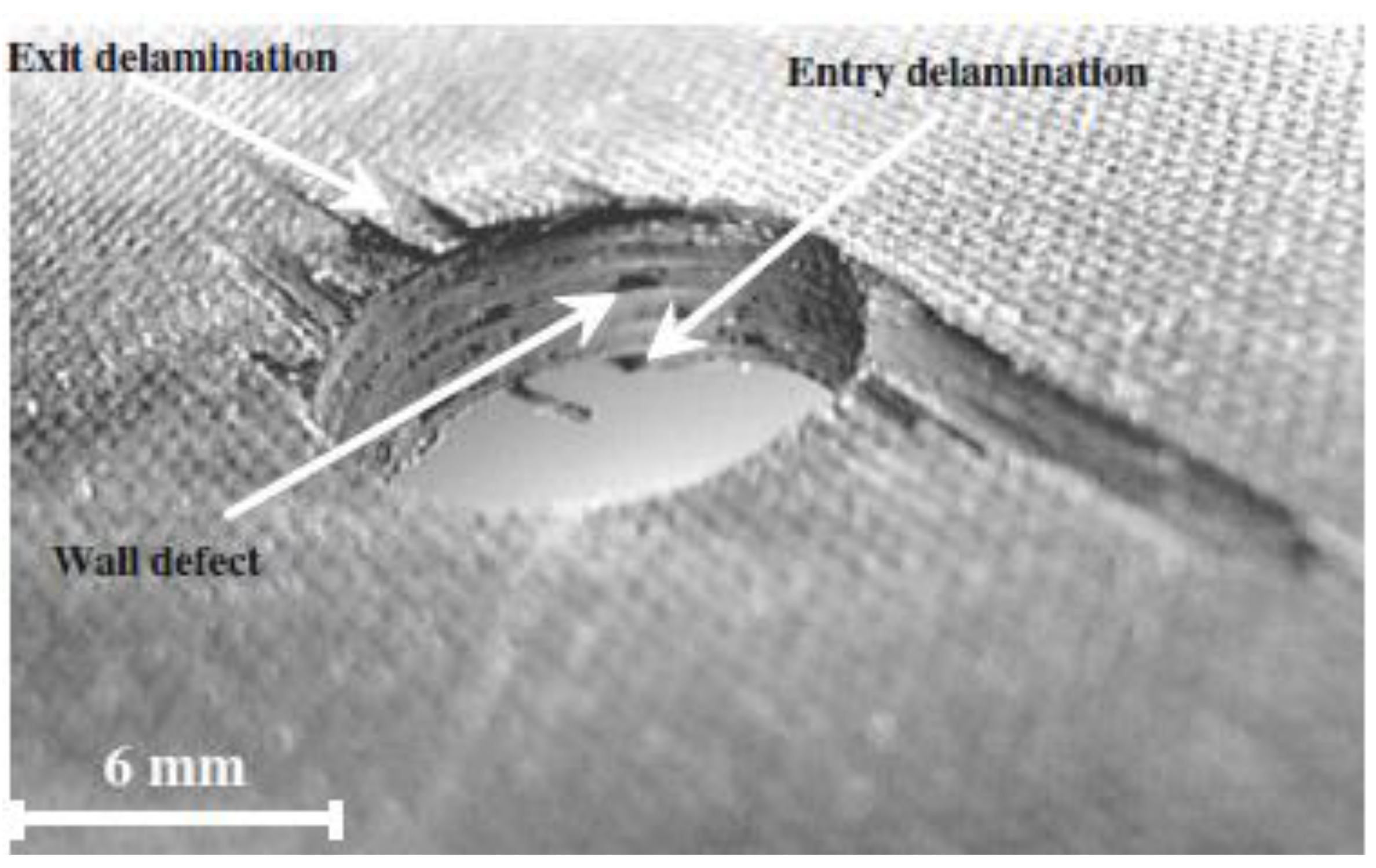
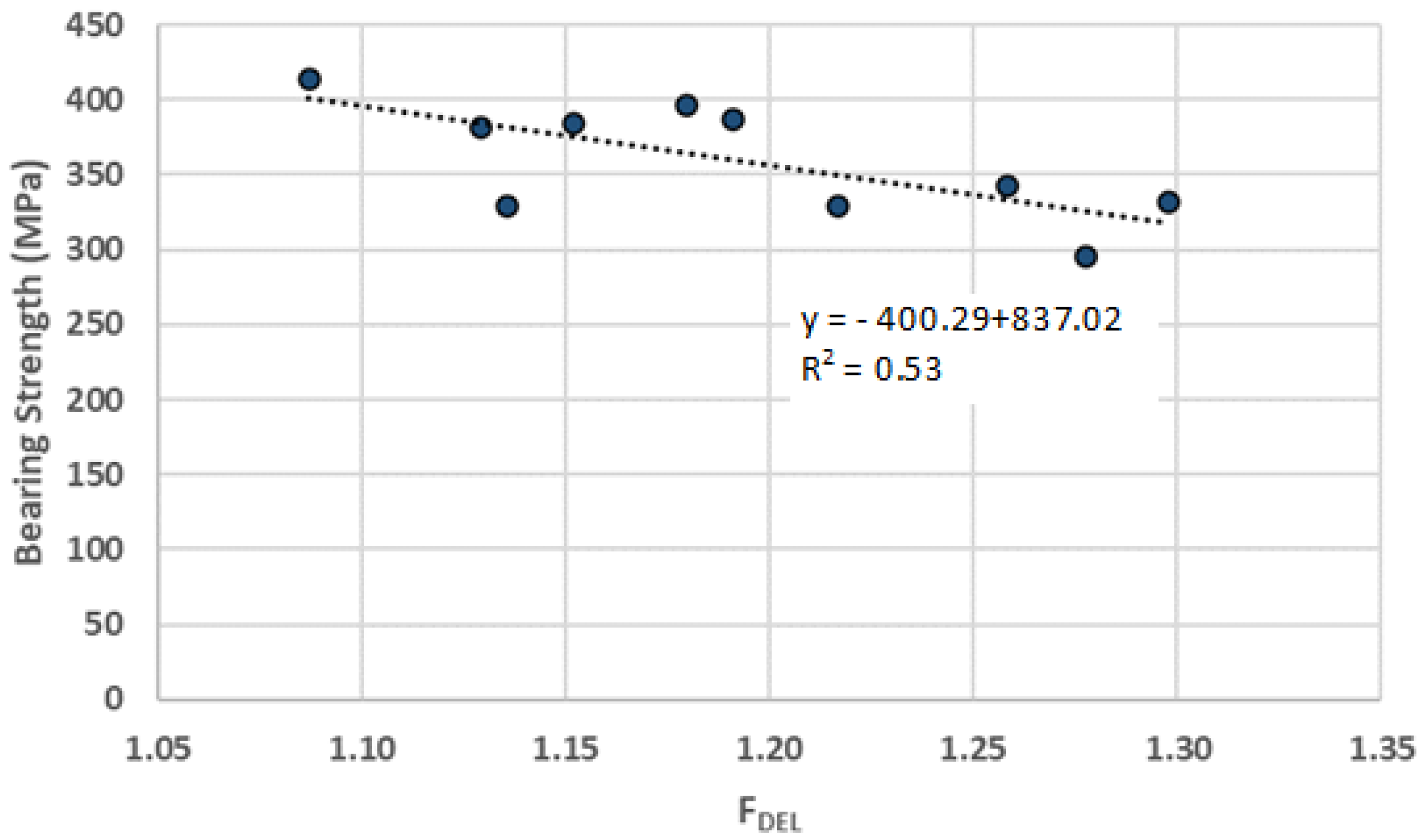
3.2. Damage Assessment and Bearing Strength
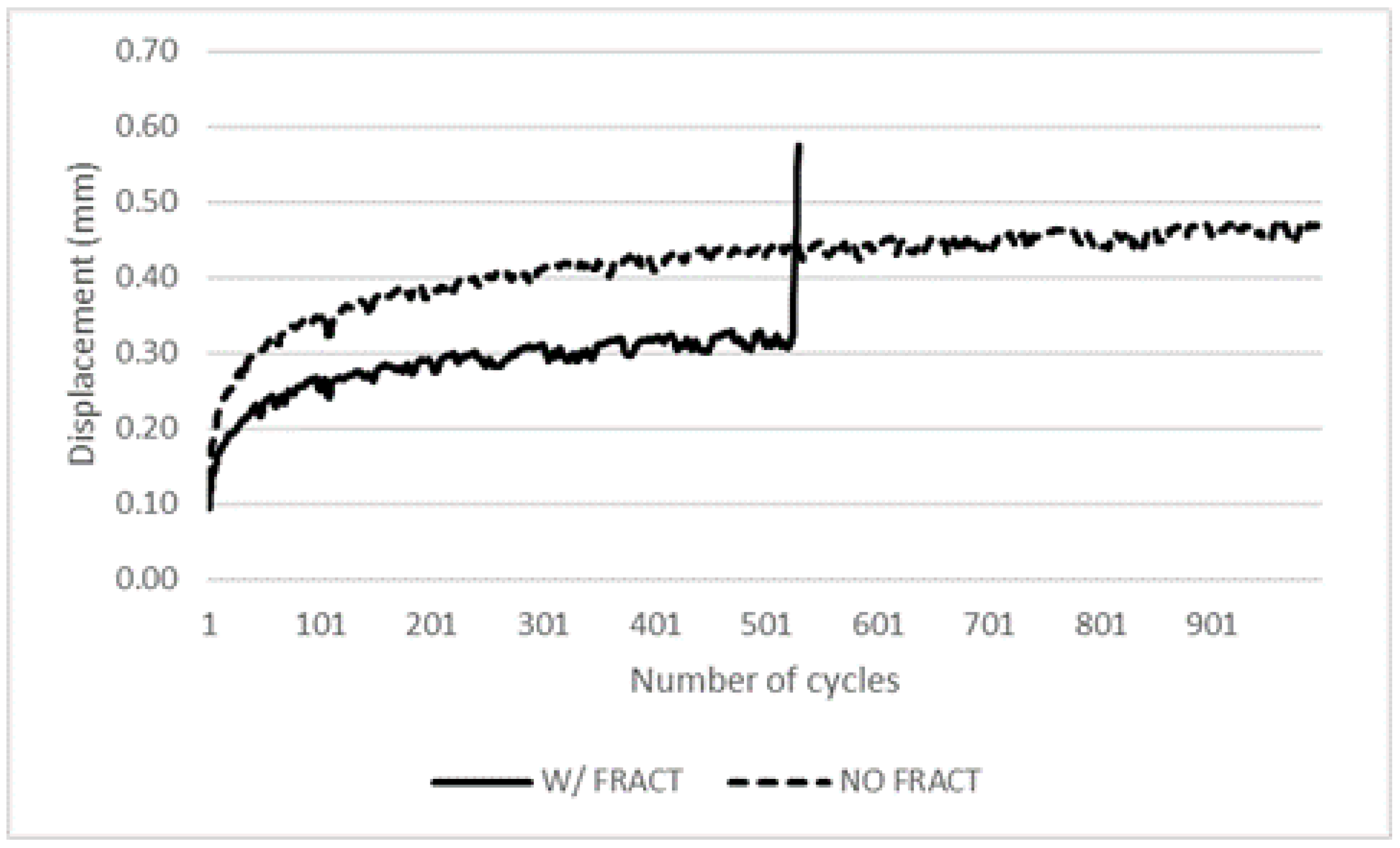
3.3. Cyclic Tests
3.4. Residual Bearing Strength Tests
4. Conclusions
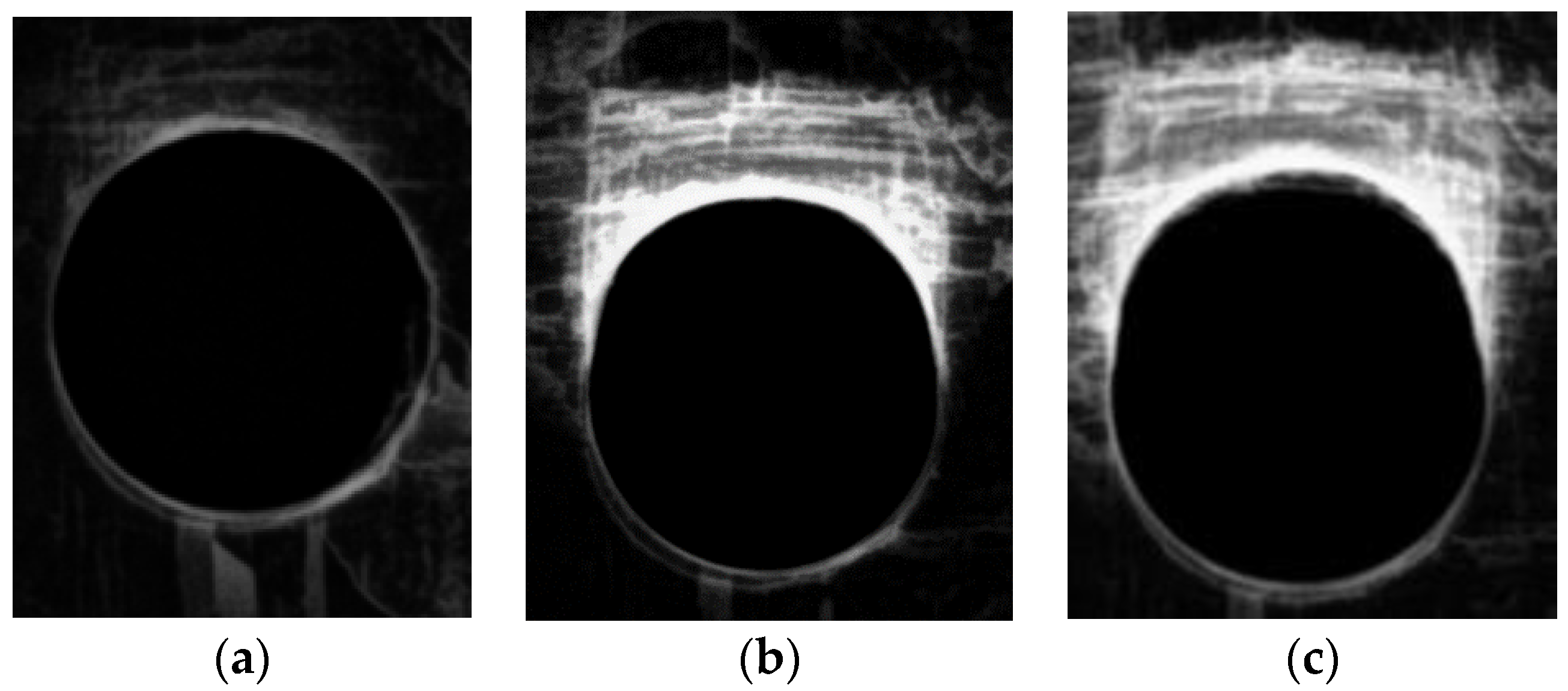
- By using enhanced radiography, both for delamination measurement and ovality progression, with the help of MatLab® Image Processing tools, the delamination assessment procedure can assist in measuring damage progression;
- As the drilling process causes more damage around the hole, the bearing strength of the drilled plate decreases, evidencing the importance of proper cutting parameters to enhance reliability in service;
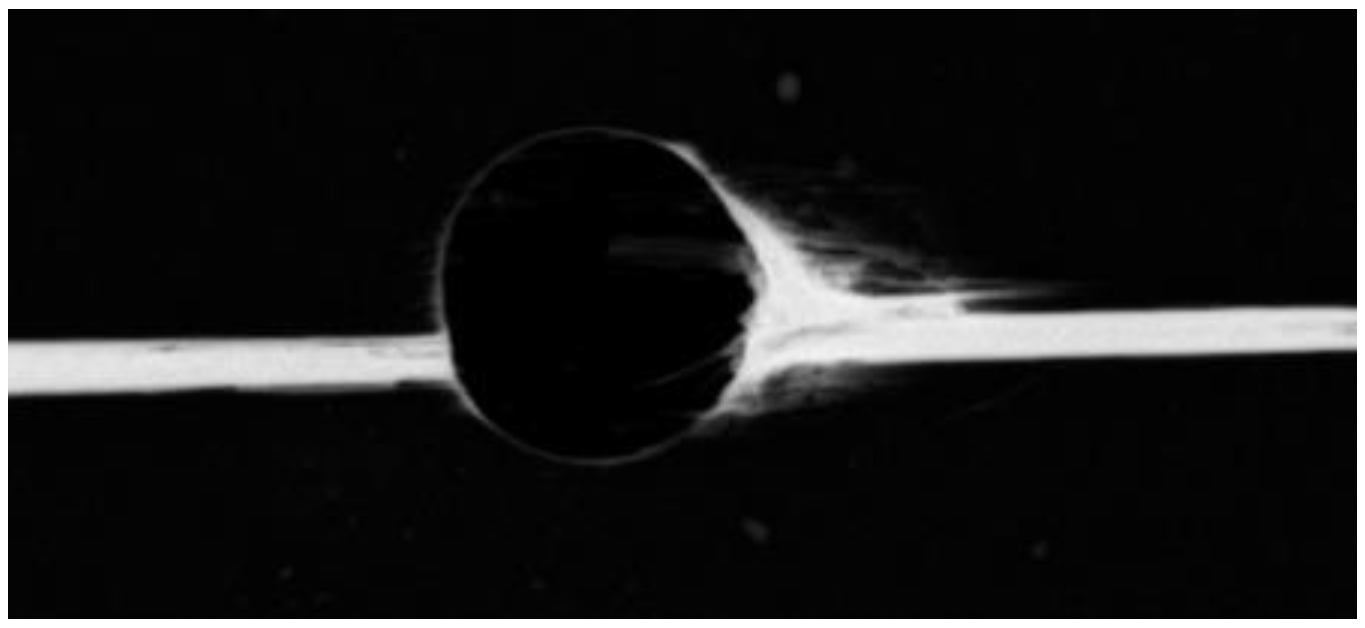
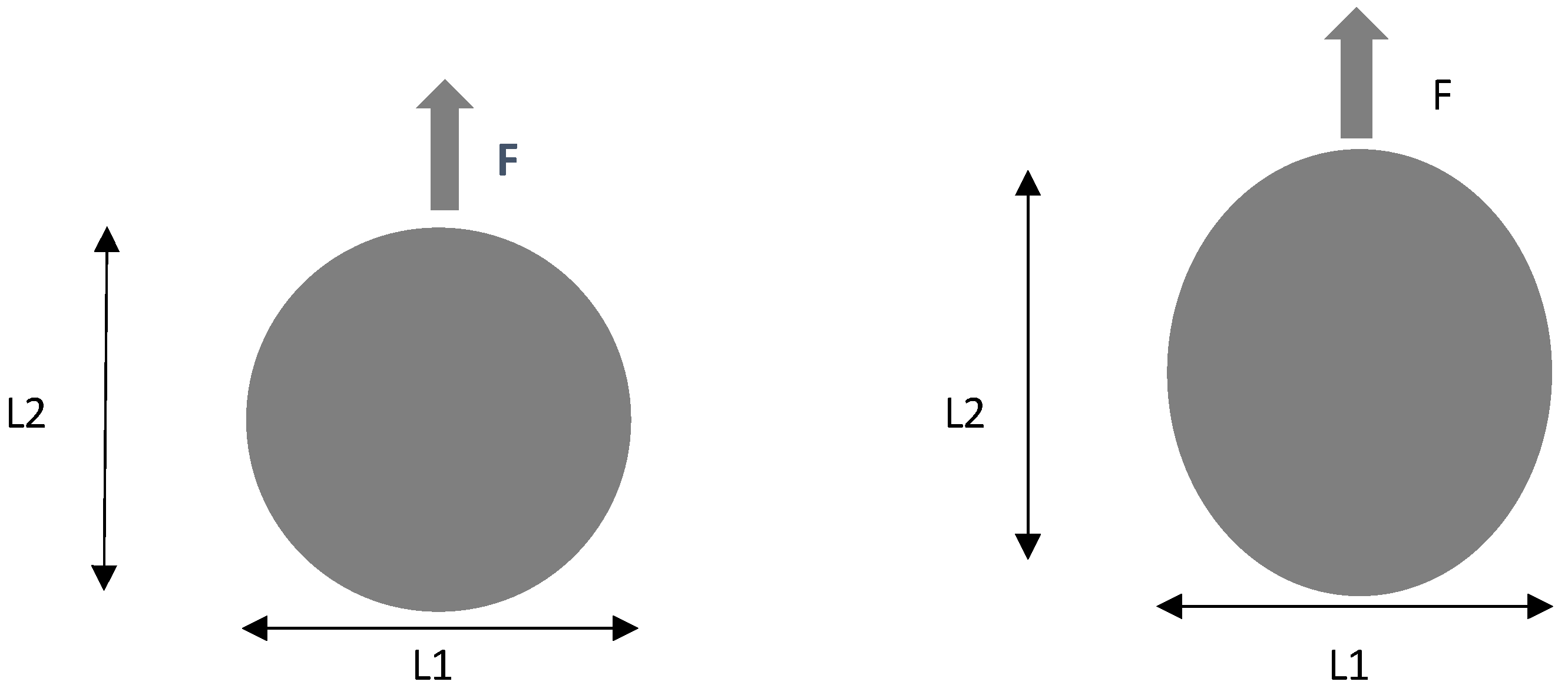
- As predicted, fatigue loading causes ovality of machined holes and decreases the bearing load capacity of machined holes after a certain number of cycles;
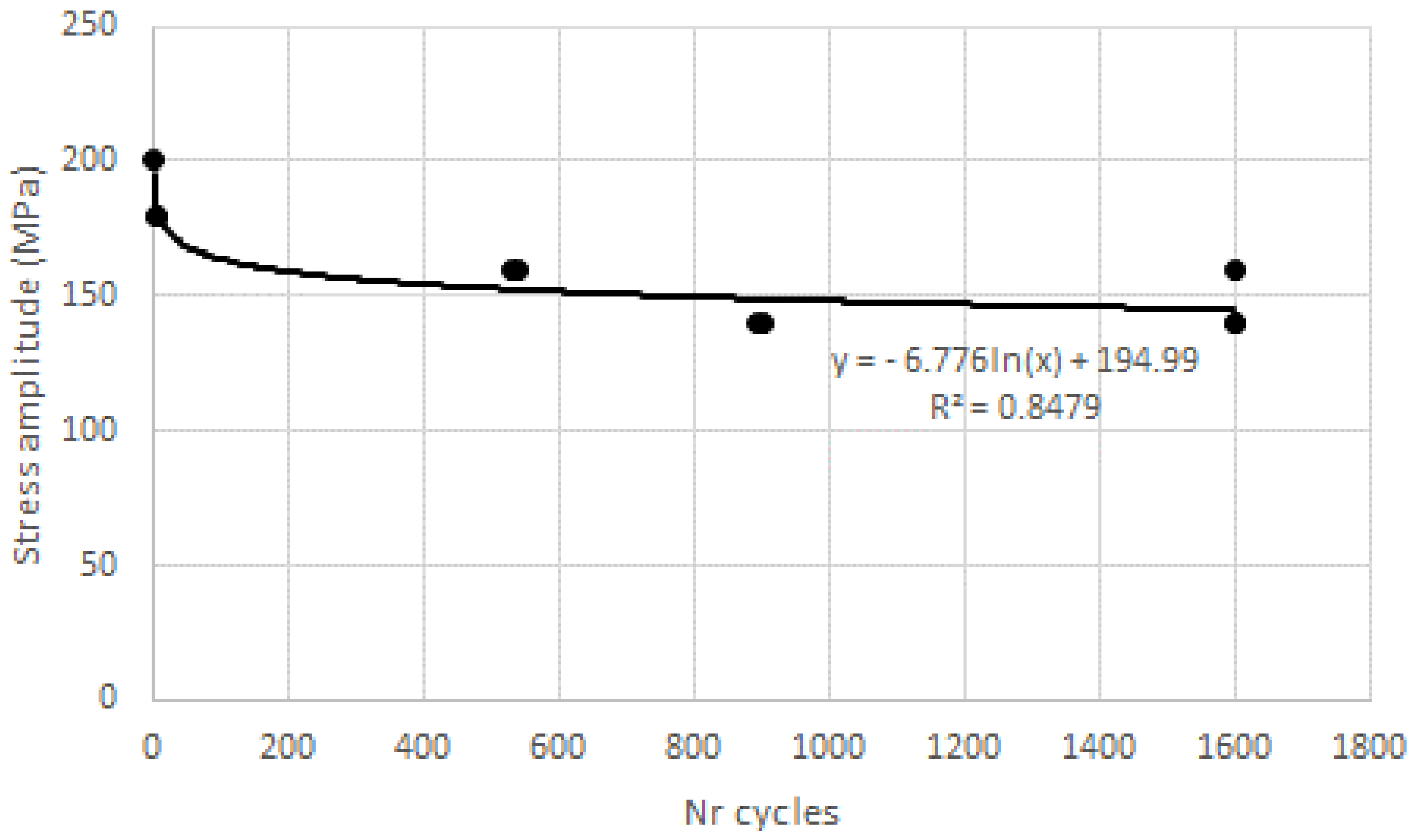
- The response to cyclic tests is different for the two stacking sequences of this work, showing that unidirectional plates are not suitable for load bearing or cyclic fatigue bearing loads. For cross-ply plates, it is possible to identify an asymptote of the fatigue vs. number of cycles curve.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Krishnaraj, V.; Zitoune, R.; Davim, J.P. Drilling of Polymer-Matrix Composites; Briefs in Manufacturing and Surface Engineering; Springer: Berlin/Heidelberg, Germany, 2013; ISBN 978-3-642-38344-1. [Google Scholar]
- Soutis, C. Fibre reinforced composites in aircraft construction. Prog. Aerosp. Sci. 2005, 41, 143–151. [Google Scholar] [CrossRef]
- Bhagwan, D.; Agarwal, B.D.; Broutman, L.J.; Chandrashekhara, K. Analysis and Performance of Fiber Composites, 4th ed.; Wiley: Hoboken, NJ, USA, 2017; ISBN 978-1-119-38998-9. [Google Scholar]
- Ahmad, H.; Markina, A.A.; Porotnikov, M.V.; Ahmad, F. A review of carbon fiber materials in automotive industry. IOP Conf. Series Mater. Sci. Eng. 2020, 971, 0320112020. [Google Scholar] [CrossRef]
- Sreejith, M.; Rajeev, R. Fiber Reinforced Composites for Aerospace and Sports Applications; Series in Composites Science and Engineering; Woodhead Publishing: Cambridge, UK, 2021; pp. 821–859. [Google Scholar]
- Ghabezi, P.; Khoran, M. Optimization of Drilling Parameters in Composite Sandwich Structures (PVC Core). Indian J. Sci. Res. 2014, 2, 173–179. [Google Scholar]
- Ghabezi, P.; Farahani, M.; Shahmirzaloo, A.; Ghorbani, H.; Harrison, N.M. Defect evaluation of the honeycomb structures formed during the drilling process. Int. J. Damage Mech. 2020, 29, 454–466. [Google Scholar] [CrossRef]
- Yasar, N.K.; Korkmaz, M.E.; Günay, M. Investigation on hole quality of cutting conditions in drilling of CFRP composite. MATEC Web Conf. 2017, 112, 01013. [Google Scholar] [CrossRef] [Green Version]
- Rajkumar, D.; Ranjithkumar, P.; Jenarthanan, M.P.; Sathiya Narayanan, C. Experimental investigation and analysis of factors influencing delamination and thrust force during drilling of carbon-fibre reinforced polymer composites. Pigment. Resin Technol 2017, 46, 507–524. [Google Scholar]
- Xu, J.; Li, L.; Geier, N.; Davim, J.P.; Chen, M. Experimental study of drilling behaviors and damage issues for woven GFRP composites using special drills. J. Mater. Res. Technol. 2022, 21, 1256–1273. [Google Scholar] [CrossRef]
- Geng, D.; Liu, Y.; Shao, Z.; Lu, Z.; Cai, J.; Li, X.; Jiang, X.; Zhang, D. Delamination formation, evaluation and suppression during drilling of composite laminates: A review. Compos. Struct. 2019, 216, 168–186. [Google Scholar] [CrossRef]
- Durão, L.M.P. Machining of Fiber Reinforced Composites. In Fiber Reinforced Composites; Cheng, Q., Ed.; Nova Science Publishers: New York, NY, USA, 2012; pp. 387–438. ISBN 9781614703037. [Google Scholar]
- Abrate, S. Composites Engineering Handbook; Mallick, P.K., Ed.; Marcel Dekker: New York, NY, USA, 1997; pp. 777–809. [Google Scholar]
- Wern, C.W.; Ramulu, M.; Shukla, A. Investigation of stresses in the orthogonal cutting of fiber-reinforced plastics. Exp. Mech. 1996, 36, 33–41. [Google Scholar] [CrossRef]
- Hocheng, H.; Tsao, C.C. The path towards delamination free drilling of composite materials. J. Mater. Process. Technol. 2005, 167, 251–264. [Google Scholar] [CrossRef]
- Won, M.S.; Dharan, C.K.H. Chisel Edge and Pilot Hole Effects in Drilling Composite Laminates. J. Manuf. Sci. Eng. 2002, 124, 242–247. [Google Scholar] [CrossRef]
- Hocheng, H.; Dharan, C.K.H. Delamination During Drilling in Composite Laminates. J. Eng. Ind. 1990, 112, 236–239. [Google Scholar] [CrossRef]
- Hocheng, H.; Tsao, C.C. Comprehensive analysis of delamination in drilling of composite materials with various drill bits. J. Mater. Process. Technol. 2003, 140, 335–339. [Google Scholar] [CrossRef]
- Durão, L.M.P.; Magalhães, A.; Marques, A.T.; Baptista, A.; Figueiredo, M. Drilling of Fibre Reinforced Plastic Laminates. Mater. Sci. Forum 2008, 587–588, 706–710. [Google Scholar]
- Durão, L.M.P.; Gonçalves, D.J.; Tavares, J.M.R.; de Albuquerque, V.H.C.; Vieira, A.A.; Marques, A.T. Drilling tool geometry evaluation for reinforced composite laminates. Compos. Struct. 2010, 92, 1545–1550. [Google Scholar] [CrossRef] [Green Version]
- Marques, A.T.; Durão, L.M.; Magalhães, A.G.; Silva, J.F.; Tavares, J.M.R.S. Delamination analysis of carbon fibre reinforced laminates: Evaluation of a special step drill. Compos. Sci. Technol. 2009, 69, 2376–2382. [Google Scholar] [CrossRef] [Green Version]
- Tsao, C.C. Effect of pilot hole on thrust force by saw drill. Int. J. Mach. Tools Manuf. 2007, 47, 2172–2176. [Google Scholar] [CrossRef]
- Persson, E.; Ingvar Eriksson, I.; Zackrisson, L. Effects of hole machining defects on strength and fatigue life of composite laminates. Compos. Part A Appl. Sci. Manuf. 1997, 28, 141–151. [Google Scholar] [CrossRef]
- Talreja, R. Damage mechanics and fatigue life assessment of composite materials. Int. J. Damage Mech. 1999, 8, 339–354. [Google Scholar] [CrossRef]
- Talreja, R. Fatigue of Composite Materials. In Modern Trends in Composite Laminates Mechanics; Altenbach, H., Becker, W., Eds.; Springer: Wien, Austria, 2003; pp. 281–294. [Google Scholar]
- Nixon-Pearson, O.J.; Hallett, S.R.; Withers, P.J.; Rouse, J. Damage development in open-hole composite specimens in fatigue. Part 1: Experimental investigation. Compos. Struct. 2013, 106, 882–889. [Google Scholar] [CrossRef]
- Nixon-Pearson, O.J.; Hallett, S.R.; Harper, P.W.; Kawashita, L.F. Damage development in open-hole composite specimens in fatigue. Part 2: Numerical modelling. Compos. Struct. Compos. Struct. 2013, 106, 890–898. [Google Scholar] [CrossRef]
- Nixon-Pearson, O.J.; Hallett, S.R. An investigation into the damage development and residual strengths of open-hole specimens in fatigue. Compos. Part A 2015, 69, 266–278. [Google Scholar] [CrossRef] [Green Version]
- Hochard, C.; Miot, S.; Thollon, Y. Fatigue of laminated composite structures with stress concentrations. Compos. Part B 2014, 65, 11–16. [Google Scholar] [CrossRef]
- Muc, A.; Romanowicz, P. Effect of notch on static and fatigue performance of multilayered composite structures under tensile loads. Compos. Struct. 2017, 178, 27–36. [Google Scholar] [CrossRef]
- Yenigun, B.; Kilickap, E. Influence of hole quality on fatigue life of drilled CFRP with the different ply orientation angle. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 1–14. [Google Scholar] [CrossRef]
- Van Der Sypt, P.; Chérif, M.; Bois, C. Analysis of the fatigue behaviour of laminated composite holes subjected to pin-bearing loads. Int. J. Fatigue 2017, 103, 86–98. [Google Scholar] [CrossRef]
- Guo, R.; Xian, G.; Li, C.; Hong, B. Effect of fiber hybrid mode on the tension–tension fatigue performance for the pultruded carbon/glass fiber reinforced polymer composite rod. Eng. Fract. Mech. 2022, 260, 108208. [Google Scholar] [CrossRef]
- Camanho, P.P.; Erçin, G.H.; Catalanotti, G.; Mahdi, S.; Linde, P. A finite fracture mechanics model for the prediction of the open-hole strength of composite laminates. Compos. Part A 2012, 43, 1219–1225. [Google Scholar] [CrossRef] [Green Version]
- Bao, H.; Liu, G. Progressive failure analysis on scaled open-hole tensile composite laminates. Compos. Struct. 2016, 150, 173–180. [Google Scholar] [CrossRef]
- Hubert Debski, H.; Samborski, S.; Rozylo, P.; Wysmulski, P. Stability and Load-Carrying Capacity of Thin-Walled FRP Composite Z-Profiles under Eccentric Compression. Materials 2020, 13, 2956. [Google Scholar] [CrossRef]
- Wysmulski, P. Non-linear analysis of the postbuckling behaviour of eccentrically compressed composite channel-section columns. Compos. Struct. 2023, 305, 116446. [Google Scholar] [CrossRef]
- ASTM D6873-19; Standard Practice for Bearing Fatigue Response of Polymer Matrix Composite Laminates. ASTM International: West Conshohocken, PA, USA, 2019.
- Durão, L.M.P.; Gonçalves, D.J.S.; Tavares, J.M.R.S.; de Albuquerque, V.H.C.; Marques, A.T. Comparative analysis of drills for composite laminates. J. Compos. Mater. 2011, 46, 1649–1659. [Google Scholar] [CrossRef] [Green Version]
- Luís Miguel, P.; Durão, L.M.P.; Tavares, J.M.R.S.; de Albuquerque, V.H.C.; Marques, J.F.S.; Andrade, O.N.G. Drilling Damage in Composite Material. Materials 2014, 7, 3802–3819. [Google Scholar]
- Composite Materials Italy. Available online: https://www.composite-materials.it/pagina.php?cod=1 (accessed on 24 September 2022).
- De Albuquerque, V.H.C.; Tavares, J.M.R.S.; Durão, L.M.P. Evaluation of delamination damages on composite plates from radiographic image processing using an artificial neural network. J. Compos. Mater. 2010, 44, 1139–1159. [Google Scholar] [CrossRef]
- Durão, L.M.P.; Magalhães, A.G.; Tavares, J.M.R.S.; Marques, A.T. Analyzing objects in images for estimating the delamination influence on load carrying capacity of composite laminates. Electron. Lett. Comput. Vis. Image Anal. 2008, 7, 11–21. [Google Scholar]
- Bajpai, P.K.; Debnath, K.; Singh, I. Hole making in natural fiber-reinforced polylactic acid laminates: An experimental investigation. J. Thermoplast. Compos. Mater. 2017, 30, 30–46. [Google Scholar] [CrossRef]
- Durão, L.M.; Panzera, T.H.; Scarpa, F.; Sérgio Filho, L.M.; Oliveira, P.R. Damage assessment of fibre reinforced laminates. Compos. Struct. 2015, 133, 939–946. [Google Scholar] [CrossRef]
- ASTM D5961-17; Standard Test Method for Bearing Response of Polymer Matrix Compo-Site Laminates. ASTM International: West Conshohocken, PA, USA, 2021.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Experimental Value | Unit | Standard |
|---|---|---|---|
| Ultimate tensile strength | 1700 | MPa | ASTM D3039 |
| Elastic modulus | 111 | GPa | ASTM D3039 |
| Poisson coefficient | 0.29 | --- | ASTM D3039 |
| Elongation | 1.72 | % | ASTM D3039 |
| Interlaminar fracture toughness in Mode I | 419 | N/m | ASTM D5528 |
| LOADING | Reference Value | 90% | 80% | 70% | 60% |
|---|---|---|---|---|---|
| UNIDIRECTIONAL | 205 | 185 | 164 | 144 | 123 |
| CROSS PLY | 360 | 324 | 288 | 252 | 216 |
| OBSERVATIONS | ASTM D5961 | ASTM D6873 | |||
| DRILL GEOMETRY | MAX THRUST FORCE | THRUST FORCE AT 0.15 mm |
|---|---|---|
| BRAD WC | 51 | 12.6 |
| TWIST WC | 87 | 12.5 |
| TWIST HSS | 183 | 22.1 |
| PLATE | DRILL | DELAMINATION | BEARING STRENGTH (MPa) |
|---|---|---|---|
| UNIDIRECTIONAL | BRAD | 1.12 | 191 |
| TWIST WC | 1.12 | 210 | |
| TWIST HSS | 1.32 | 215 | |
| CROSS PLY | BRAD | 1.18 | 386 |
| TWIST WC | 1.12 | 380 | |
| TWIST HSS | 1.28 | 325 |
| Drilling Tool | L1 | L2/as Drilled | L2/1000 Cycles | L2/2000 Cycles |
|---|---|---|---|---|
| WC BRAD | 6.03 | 6.04 | 6.10 | 6.75 |
| WC TWIST | 5.95 | 6.06 | 6.14 | 6.66 |
| HSS TWIST | 5.92 | 5.97 | 6.17 | 6.71 |
| PLATE | DRILL | DELAMINATION AFTER DRILLING | RESIDUAL BEARING STRENGTH (MPa) | BEARING RATIO |
|---|---|---|---|---|
| UNIDIRECTIONAL | BRAD | 1.12 | 191 | 0.96 |
| TWIST WC | 1.12 | 208 | 0.97 | |
| TWIST HSS | 1.32 | 202 | 0.98 | |
| CROSS PLY | BRAD | 1.18 | 346 | 0.91 |
| TWIST WC | 1.12 | 339 | 0.95 | |
| TWIST HSS | 1.28 | 314 | 0.97 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Durão, L.M.P.; Matos, J.E.; Loureiro, N.C.; Esteves, J.L.; Fernandes, S.C.F. Damage Propagation by Cyclic Loading in Drilled Carbon/Epoxy Plates. Materials 2023, 16, 2688. https://doi.org/10.3390/ma16072688
Durão LMP, Matos JE, Loureiro NC, Esteves JL, Fernandes SCF. Damage Propagation by Cyclic Loading in Drilled Carbon/Epoxy Plates. Materials. 2023; 16(7):2688. https://doi.org/10.3390/ma16072688
Chicago/Turabian StyleDurão, Luis M. P., João E. Matos, Nuno C. Loureiro, José L. Esteves, and Susana C. F. Fernandes. 2023. "Damage Propagation by Cyclic Loading in Drilled Carbon/Epoxy Plates" Materials 16, no. 7: 2688. https://doi.org/10.3390/ma16072688
APA StyleDurão, L. M. P., Matos, J. E., Loureiro, N. C., Esteves, J. L., & Fernandes, S. C. F. (2023). Damage Propagation by Cyclic Loading in Drilled Carbon/Epoxy Plates. Materials, 16(7), 2688. https://doi.org/10.3390/ma16072688