
On the Role of Microstructure and Defects in the Room and High-Temperature Tensile Behavior of the PBF-LB A357 (AlSi7Mg) Alloy in As-Built and Peak-Aged Conditions

 ,
,  , , ,
, , ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
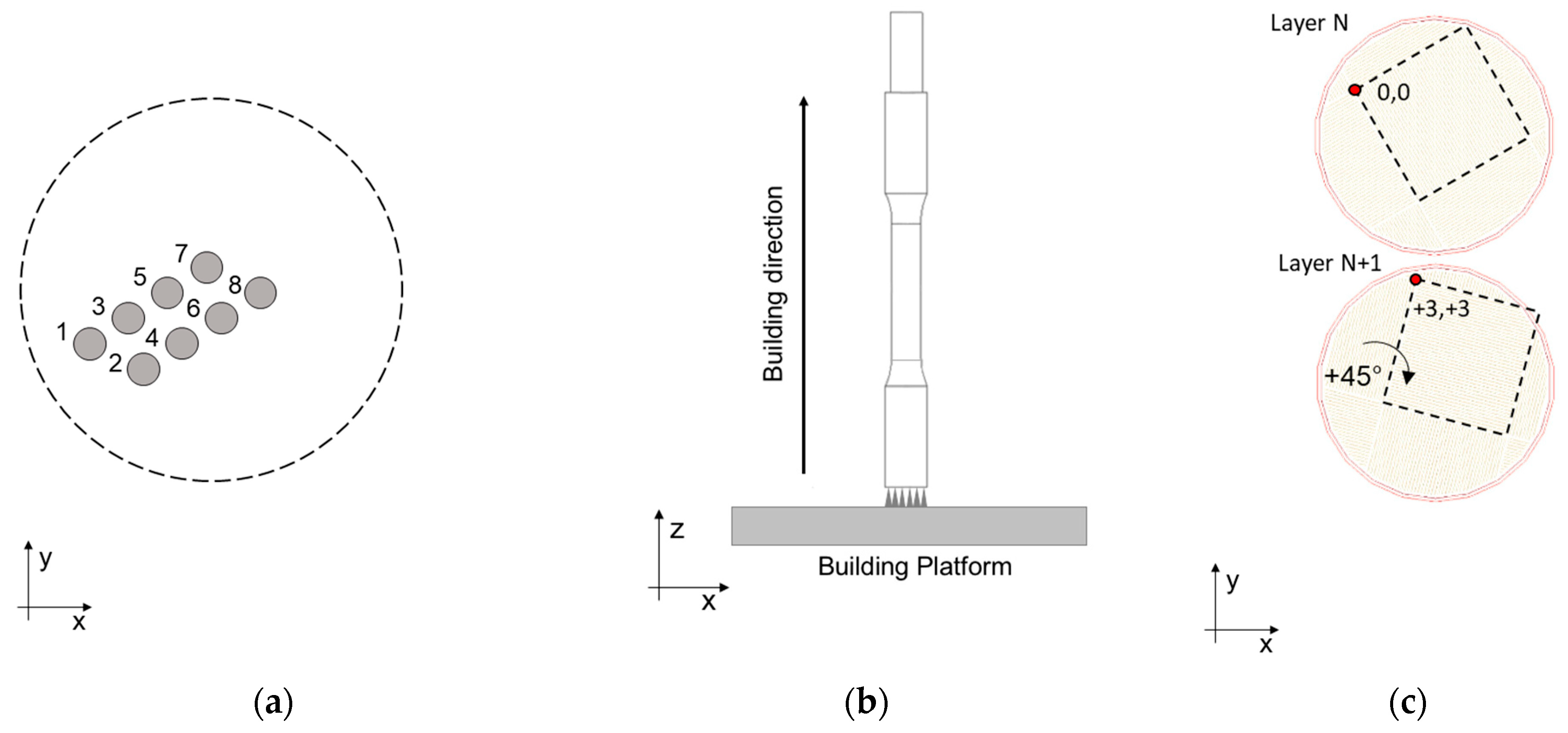
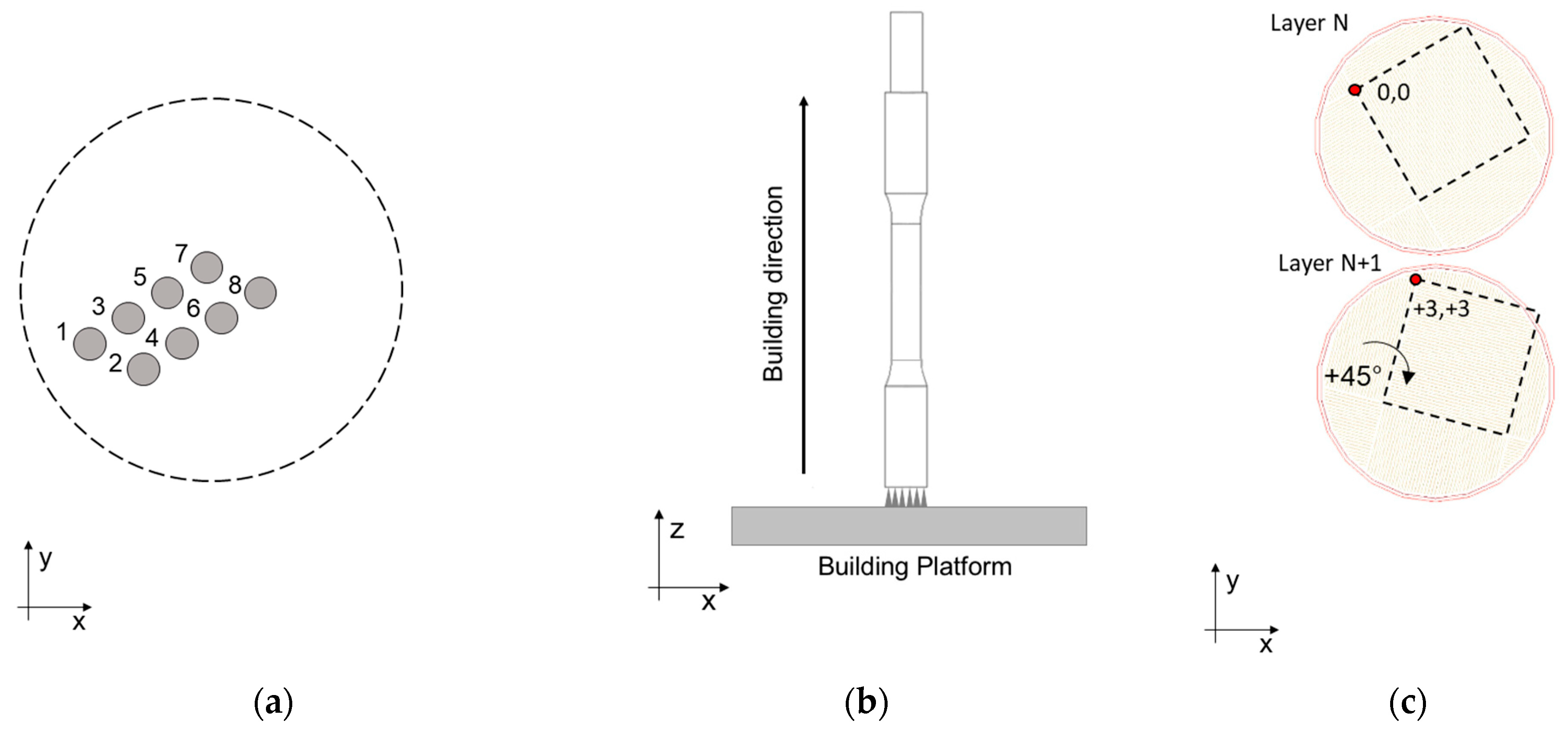
2.1. Samples Production and Heat Treatments
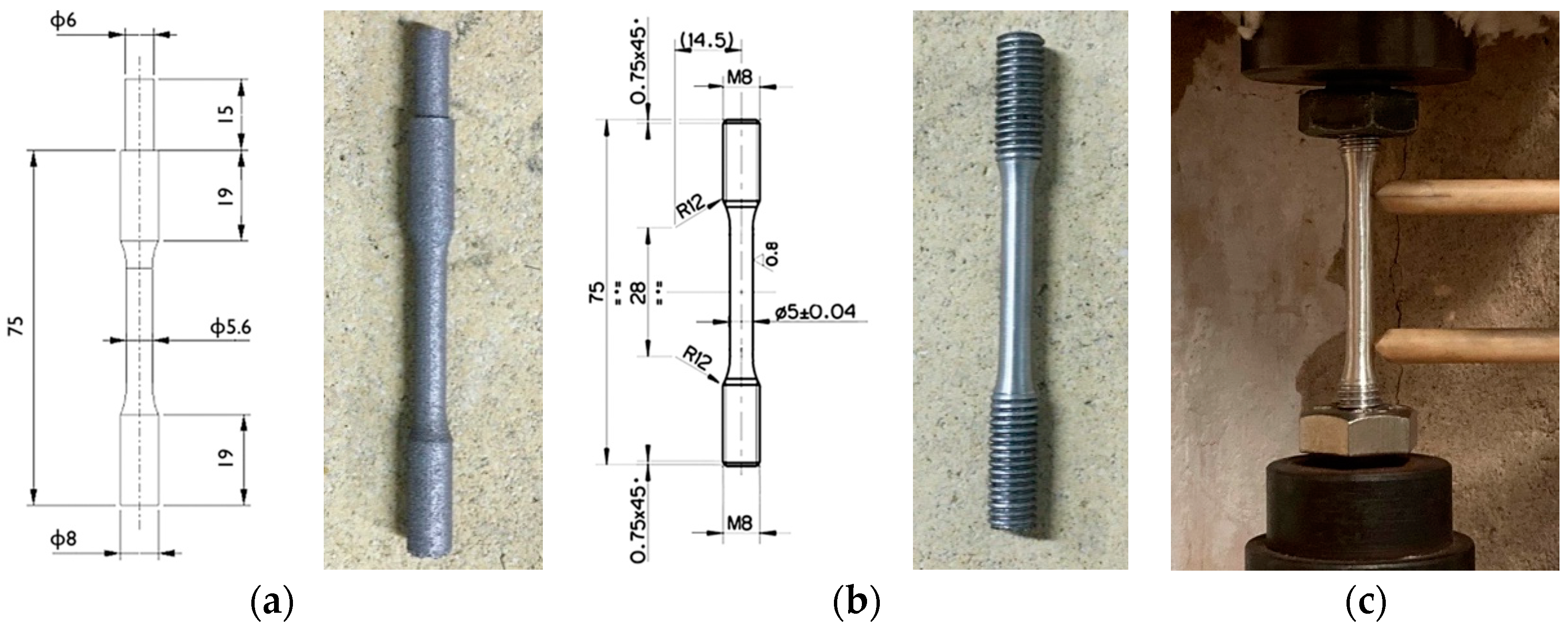
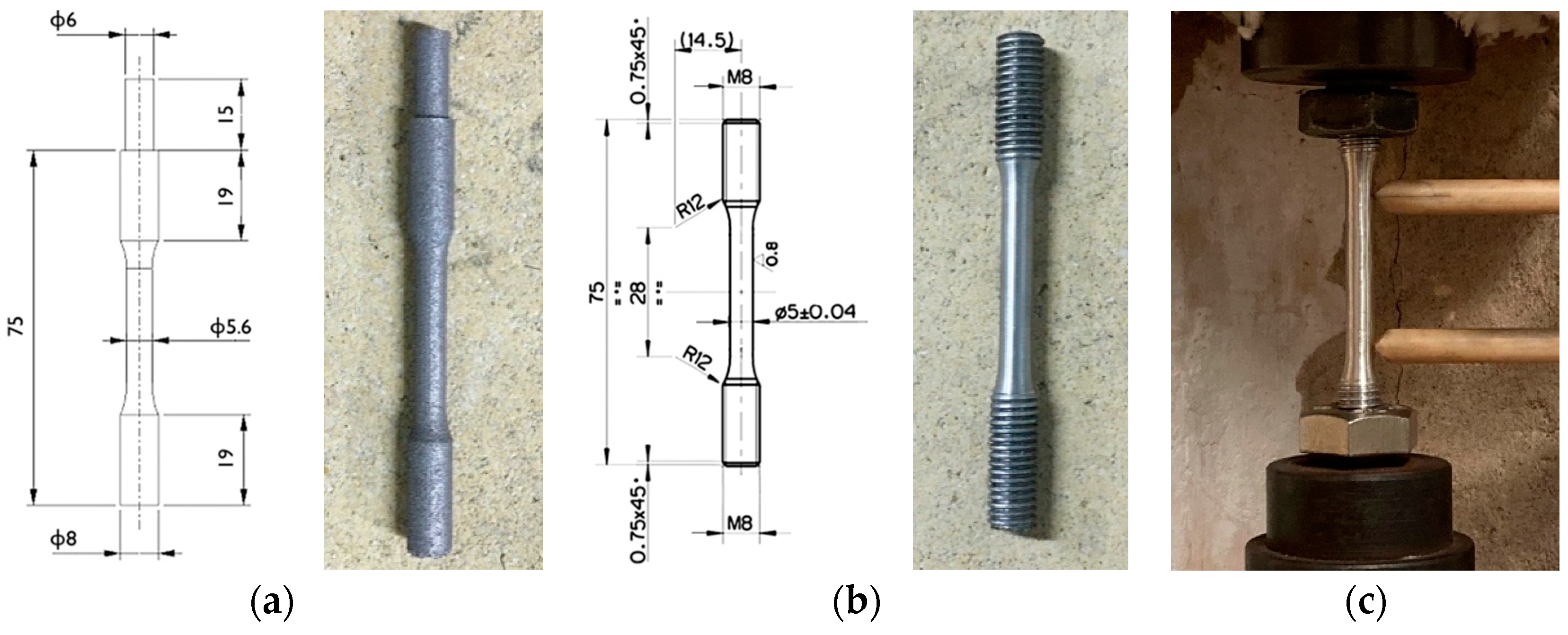
2.2. Tensile and Hardness Tests
2.3. Microstructural and Fractographic Characterization
3. Results and Discussion
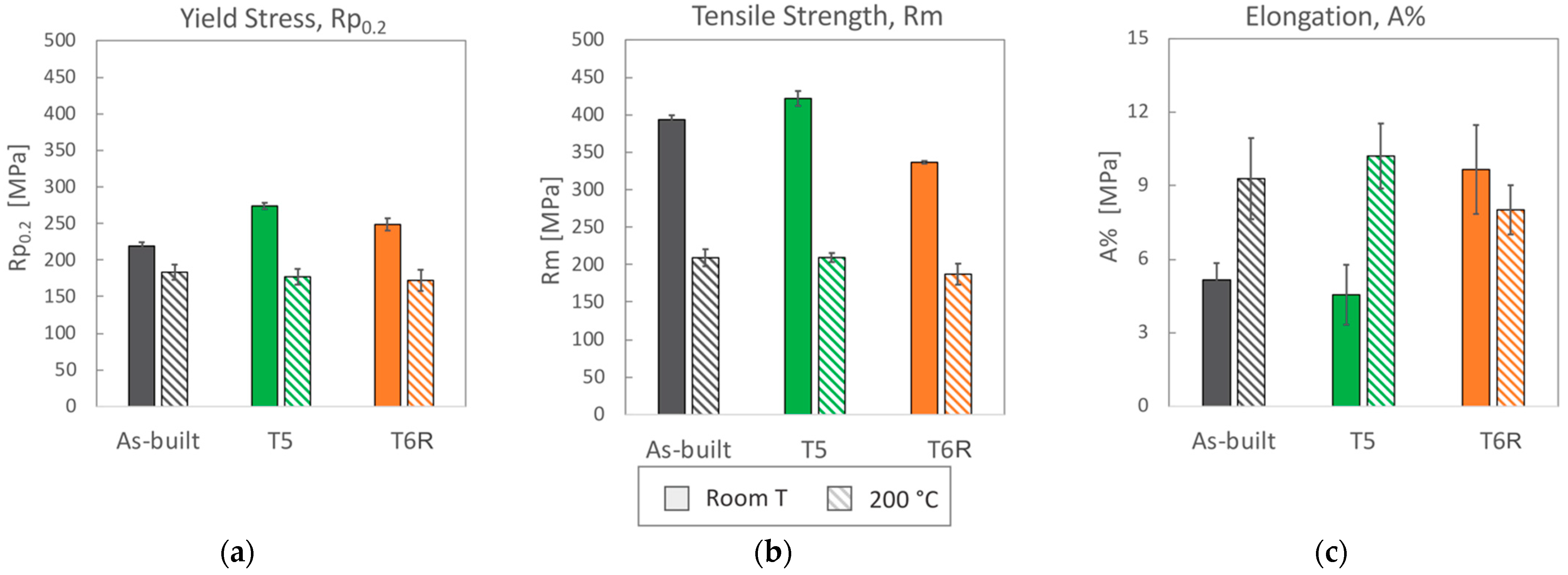
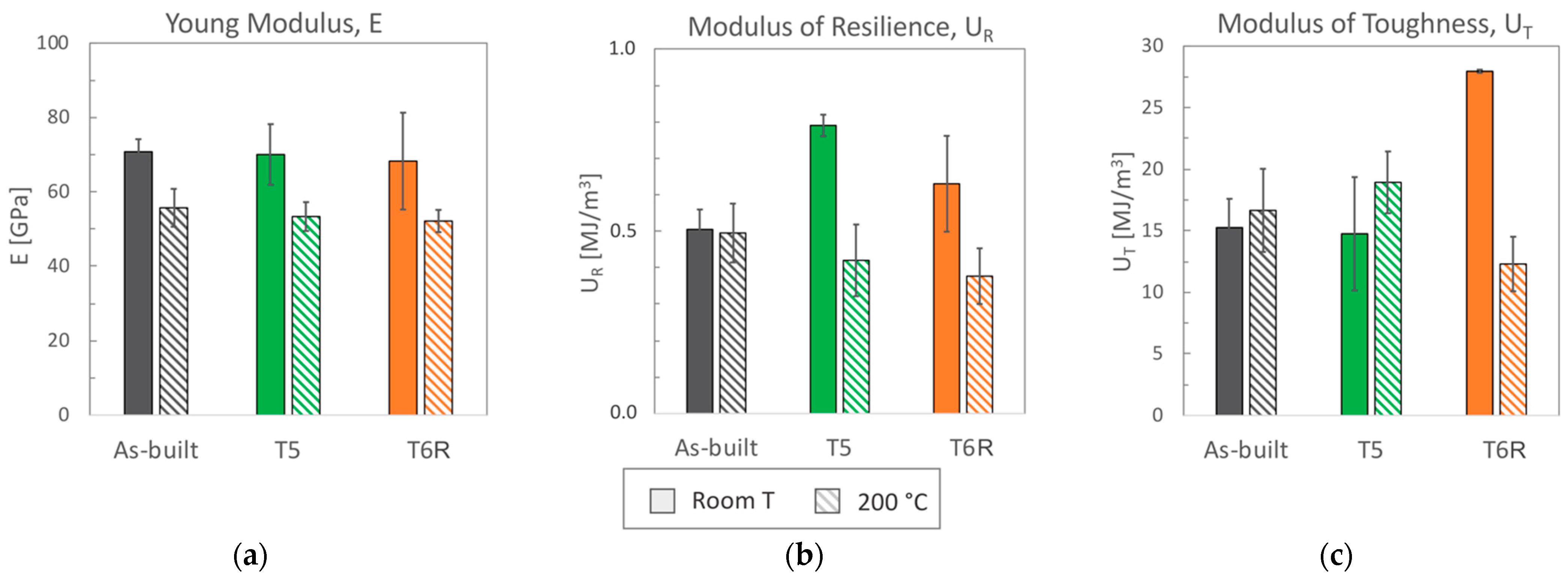
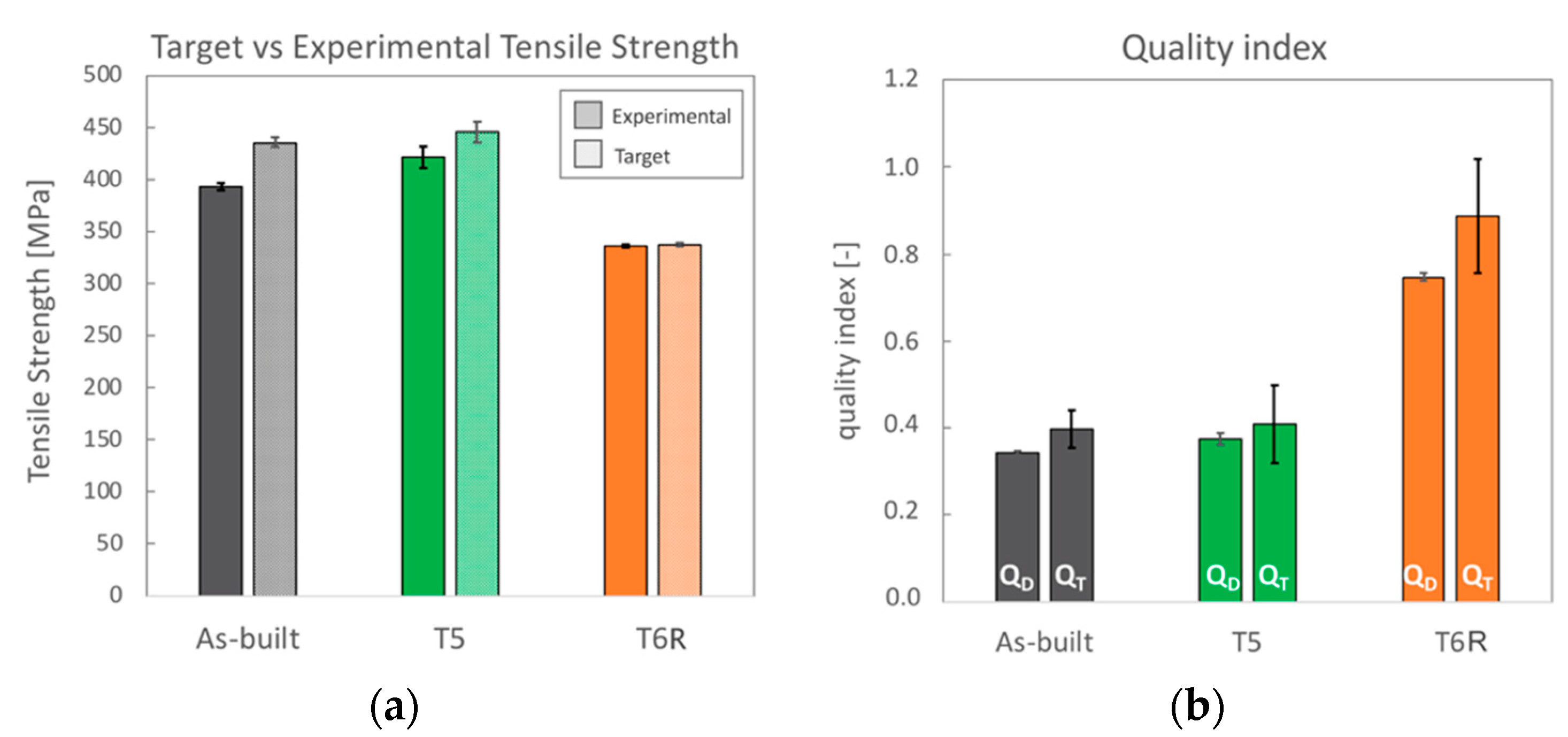
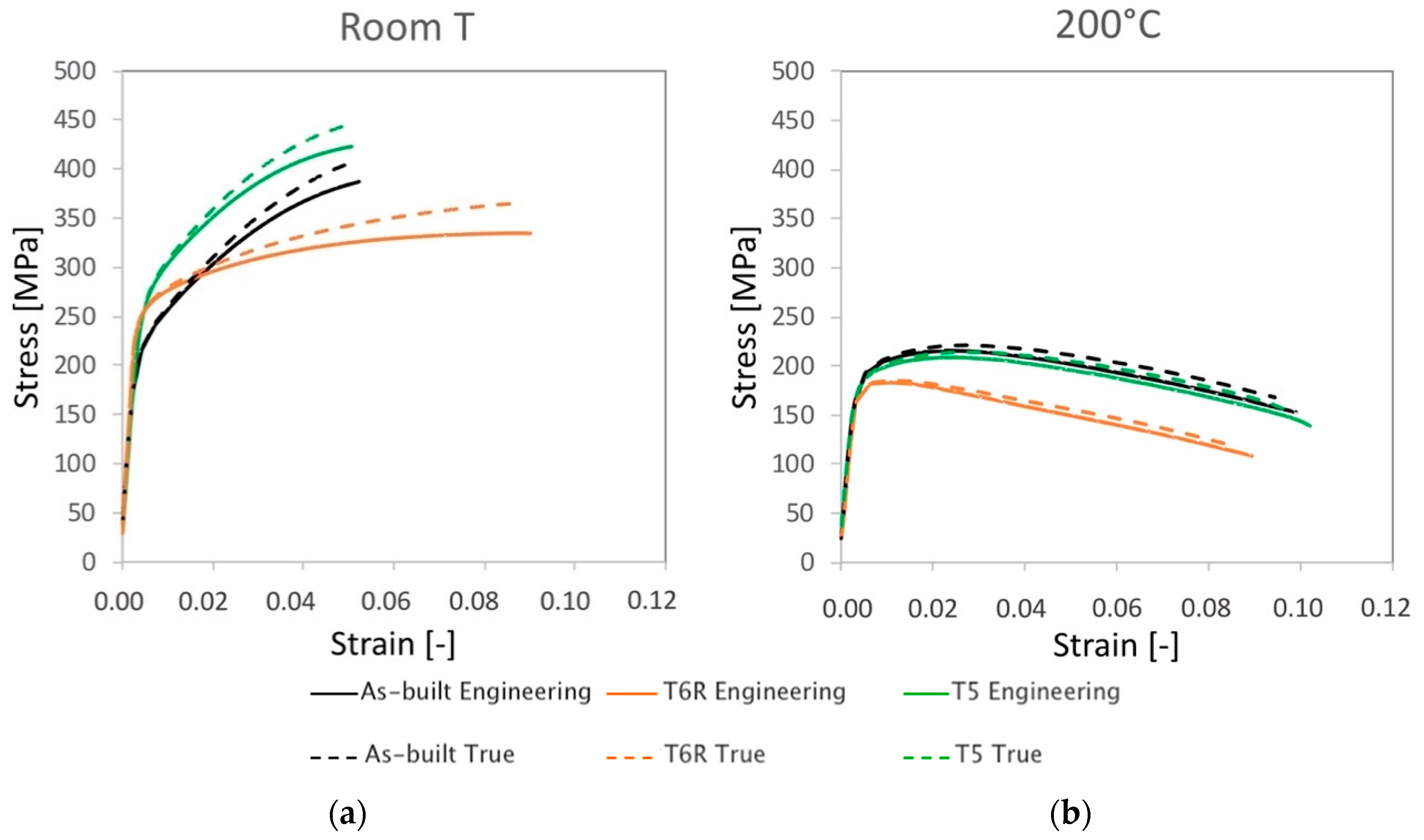
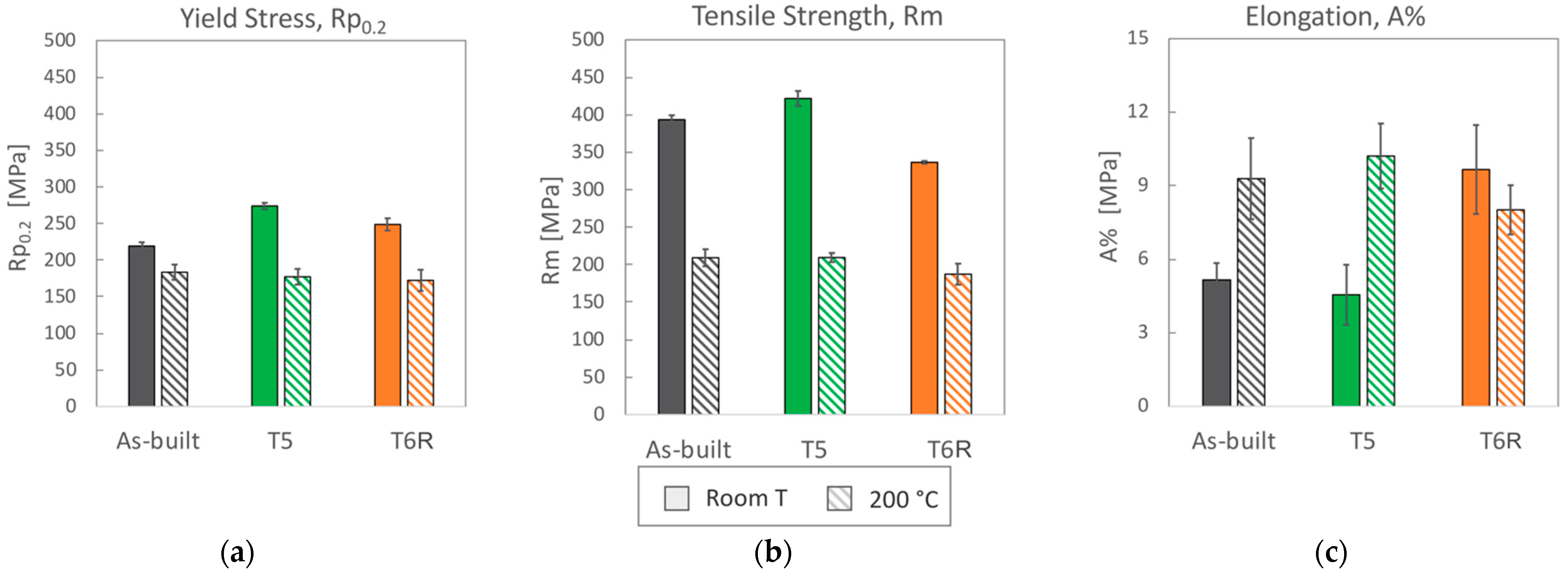
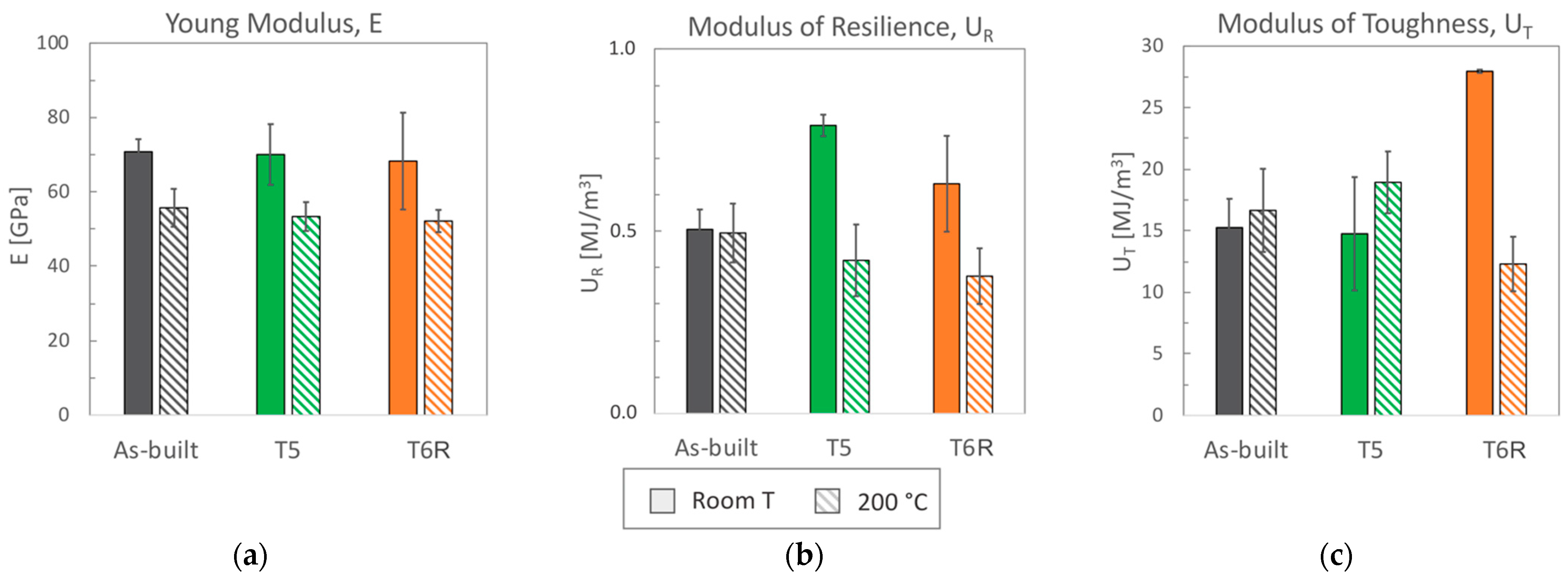
3.1. Room Temperature Tensile Behavior: Effect of Temper Condition
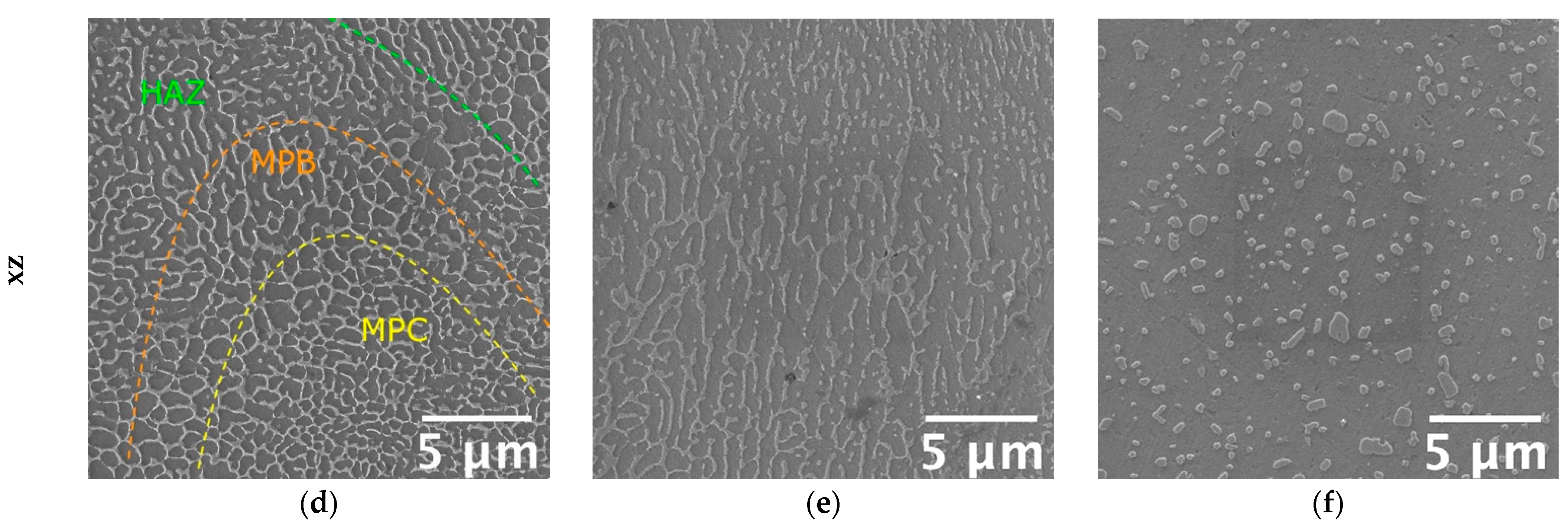
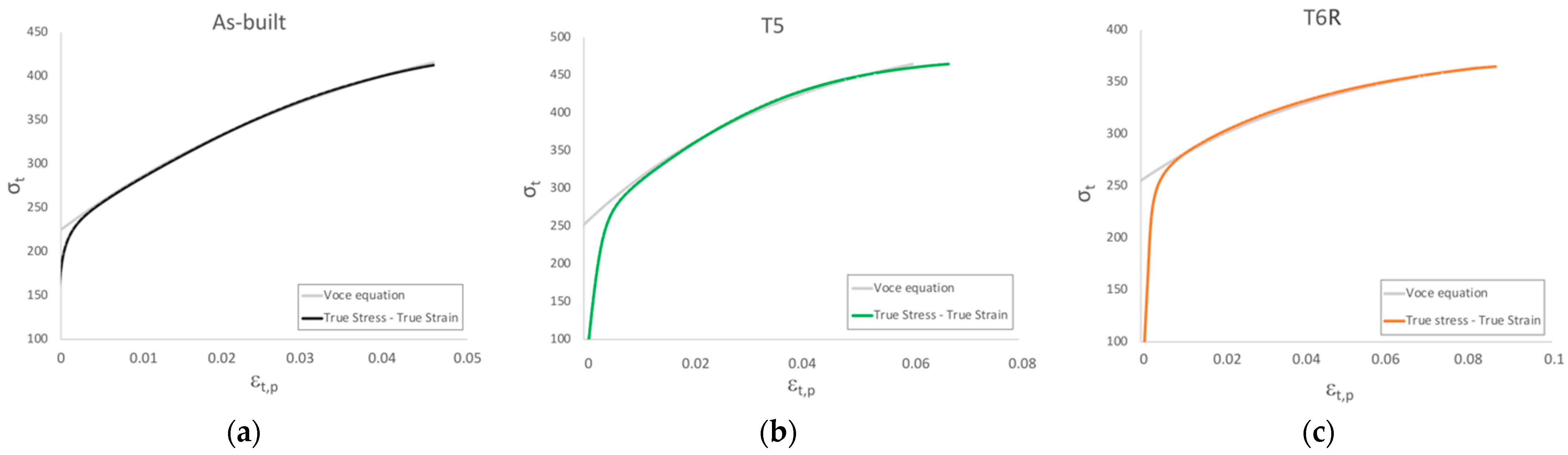
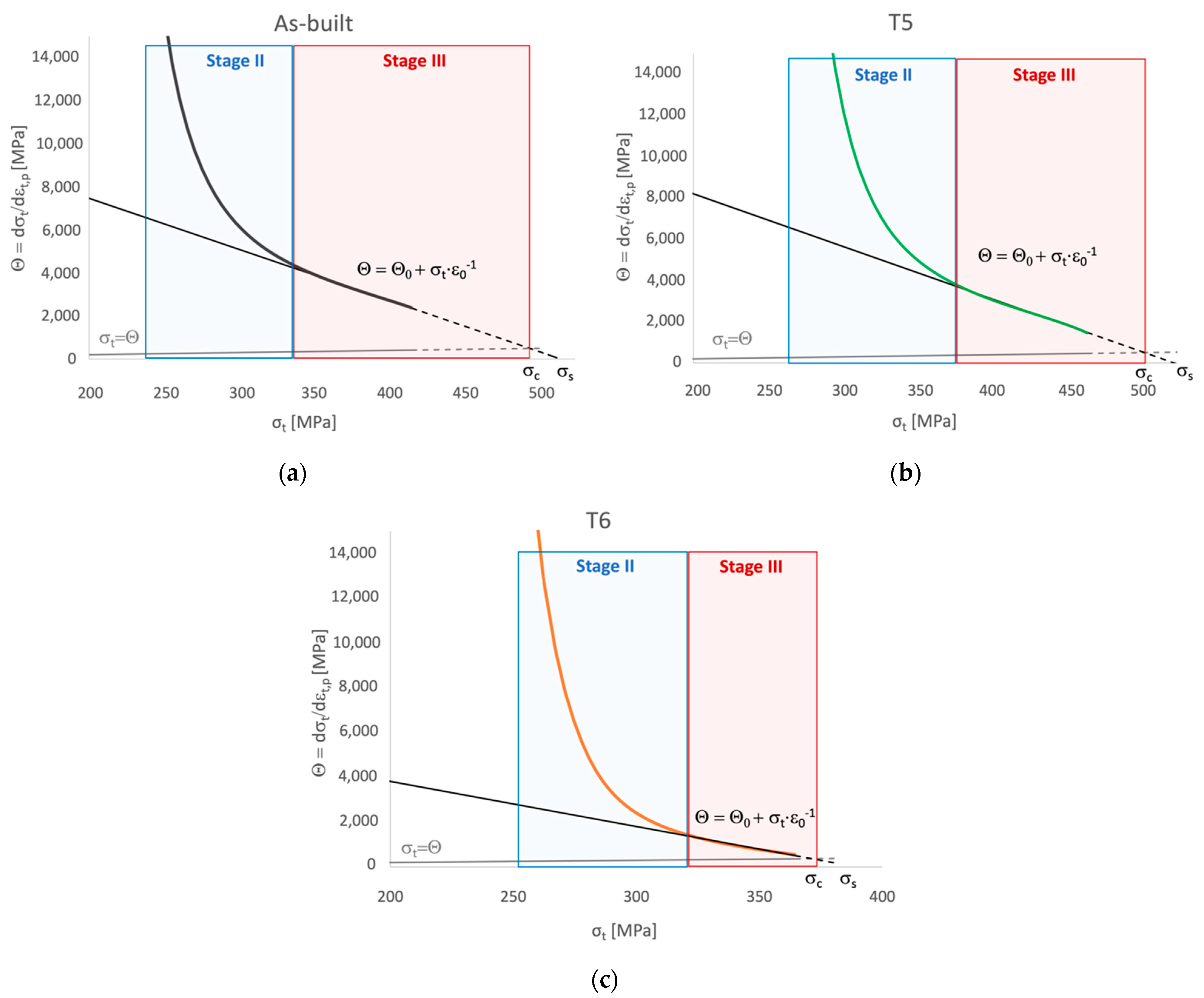
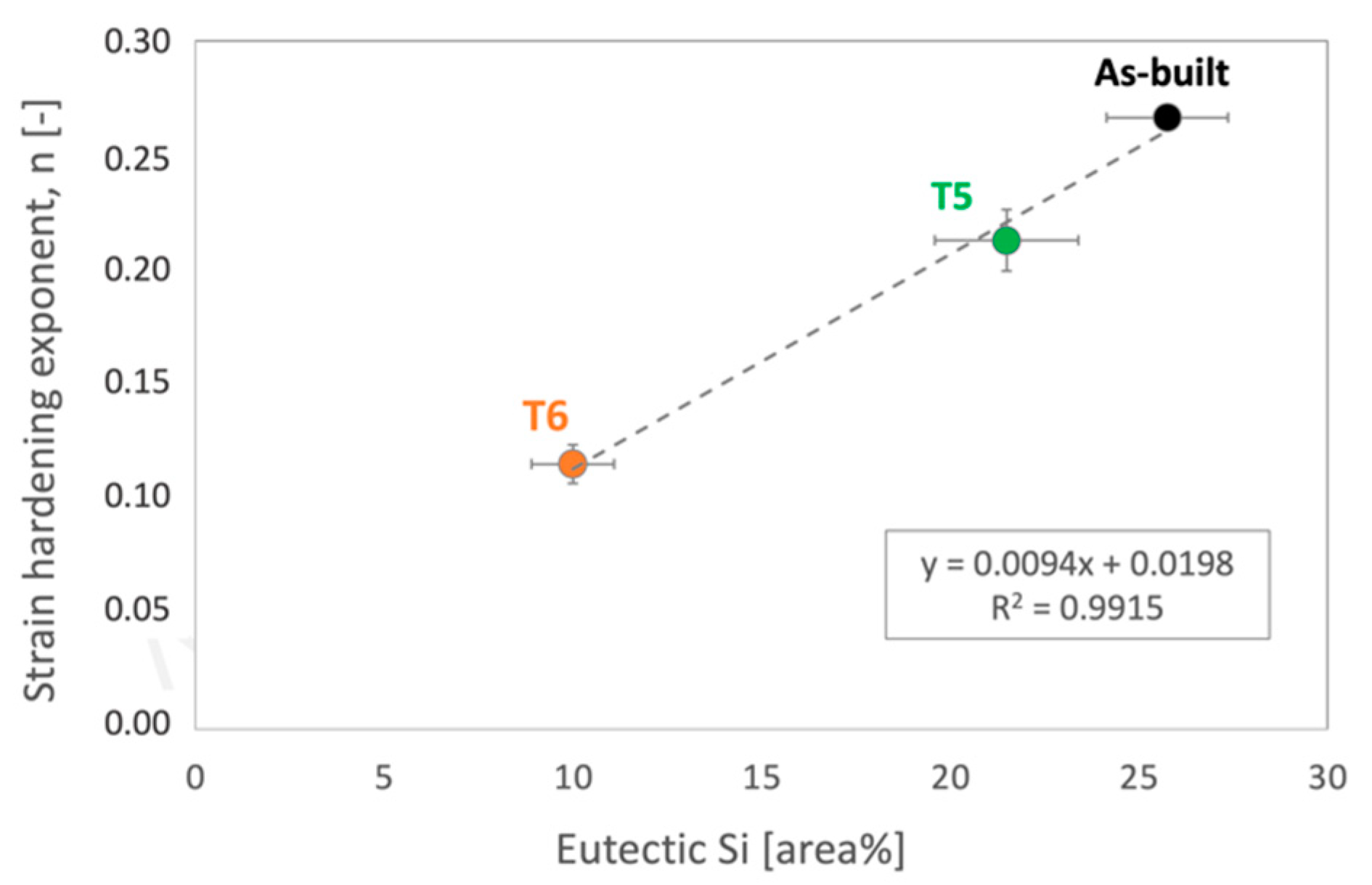
Work Hardening
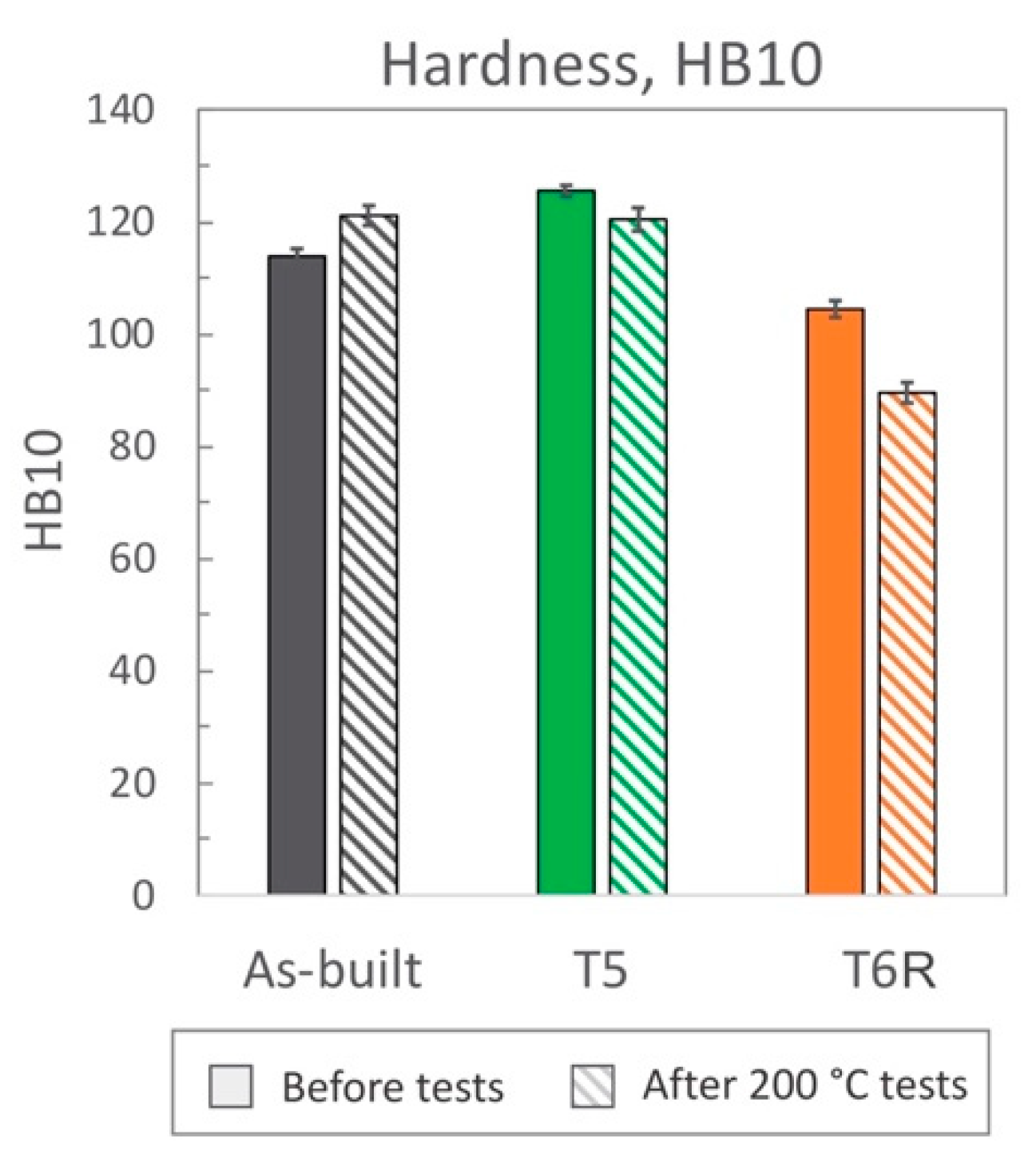
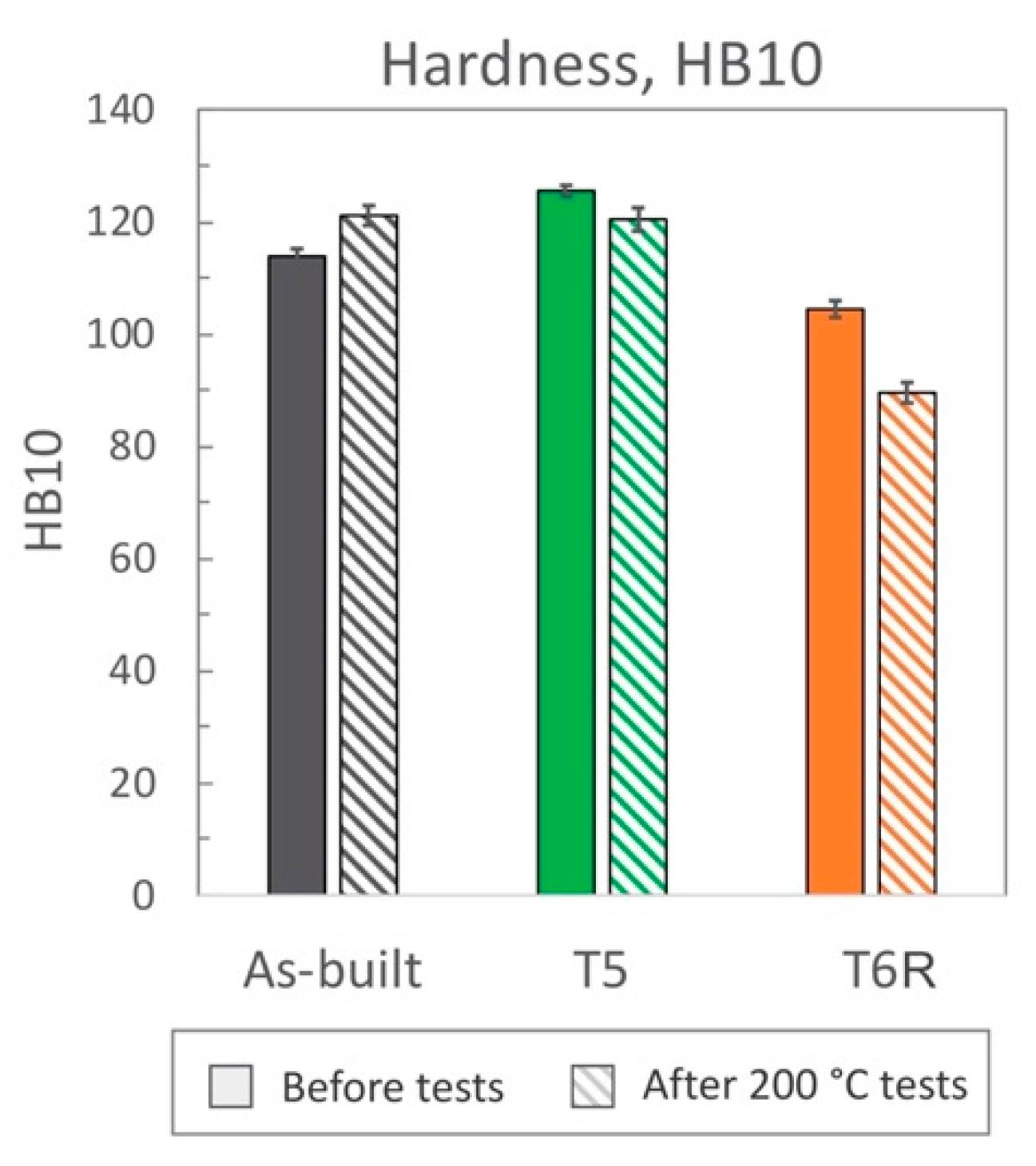
3.2. High-Temperature Tensile Behavior: Effect of Thermal Exposure
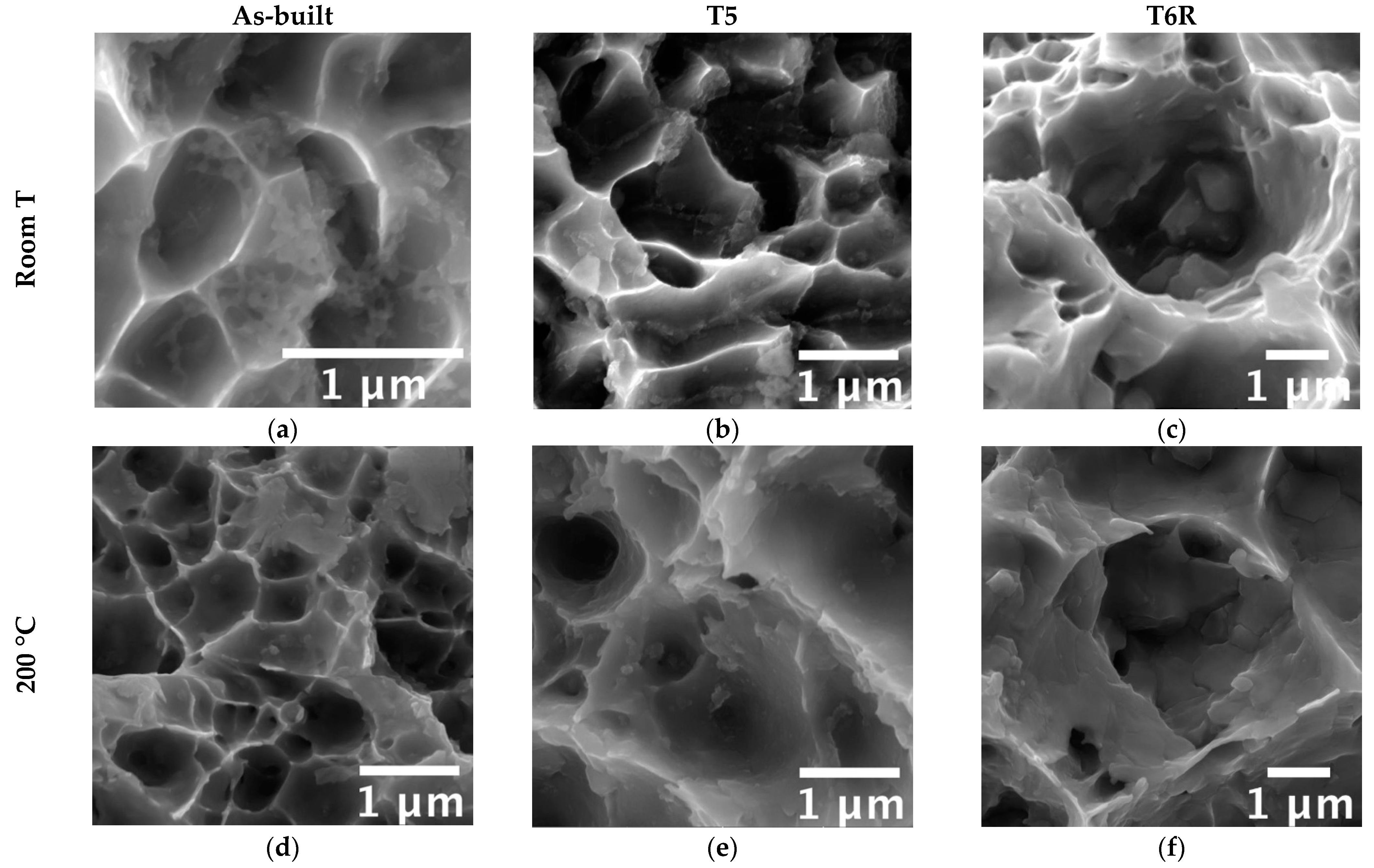
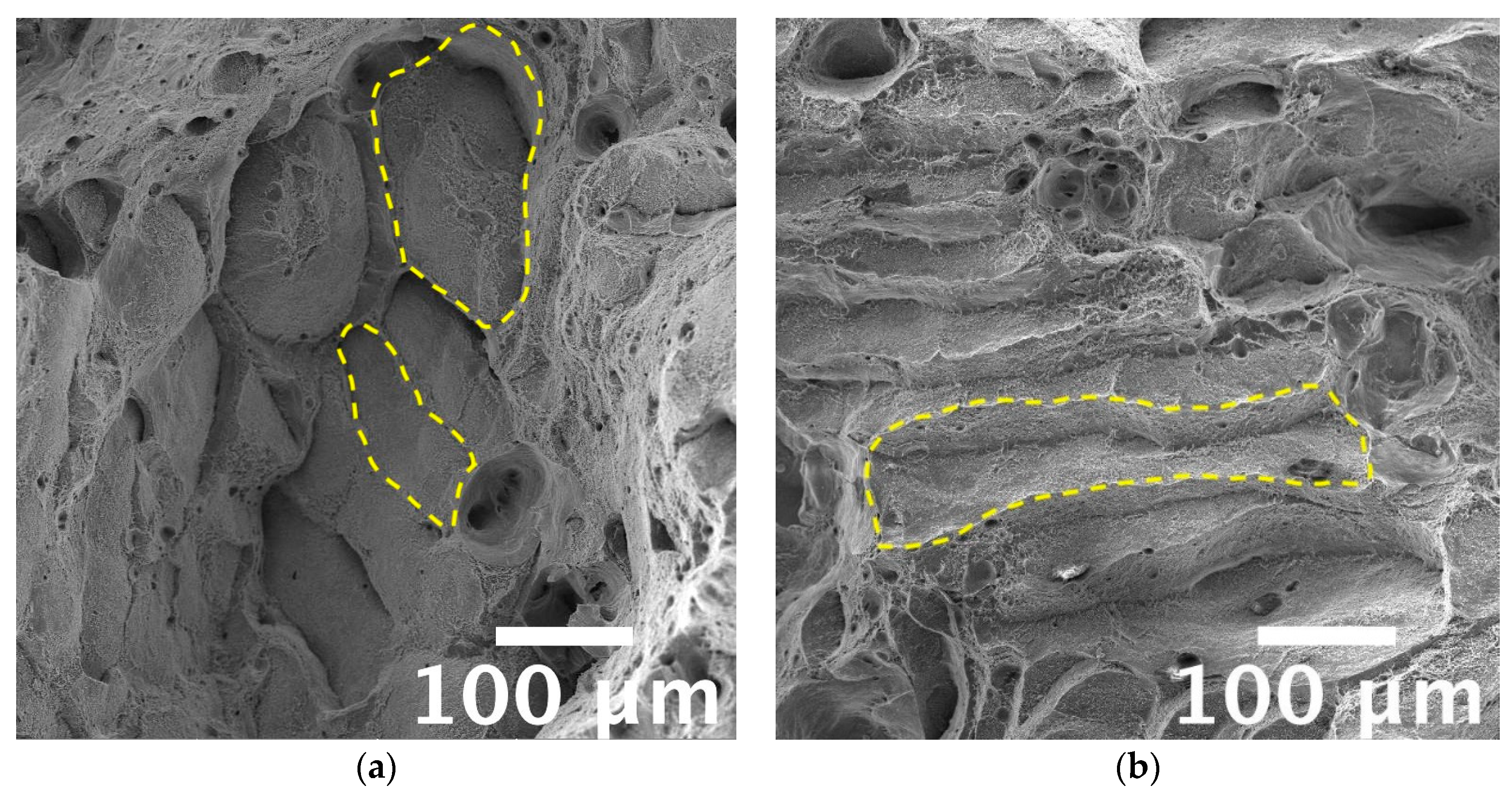
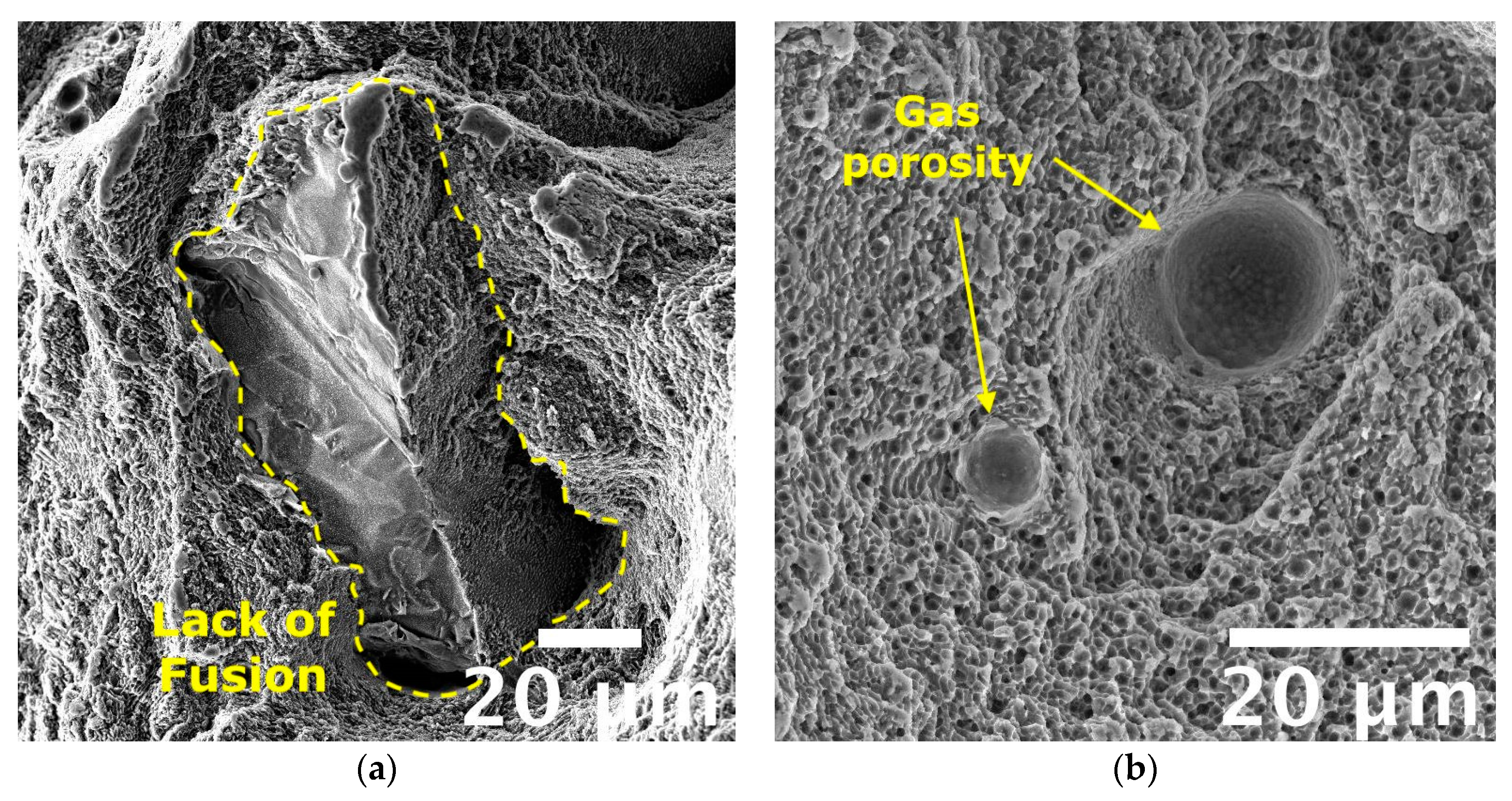
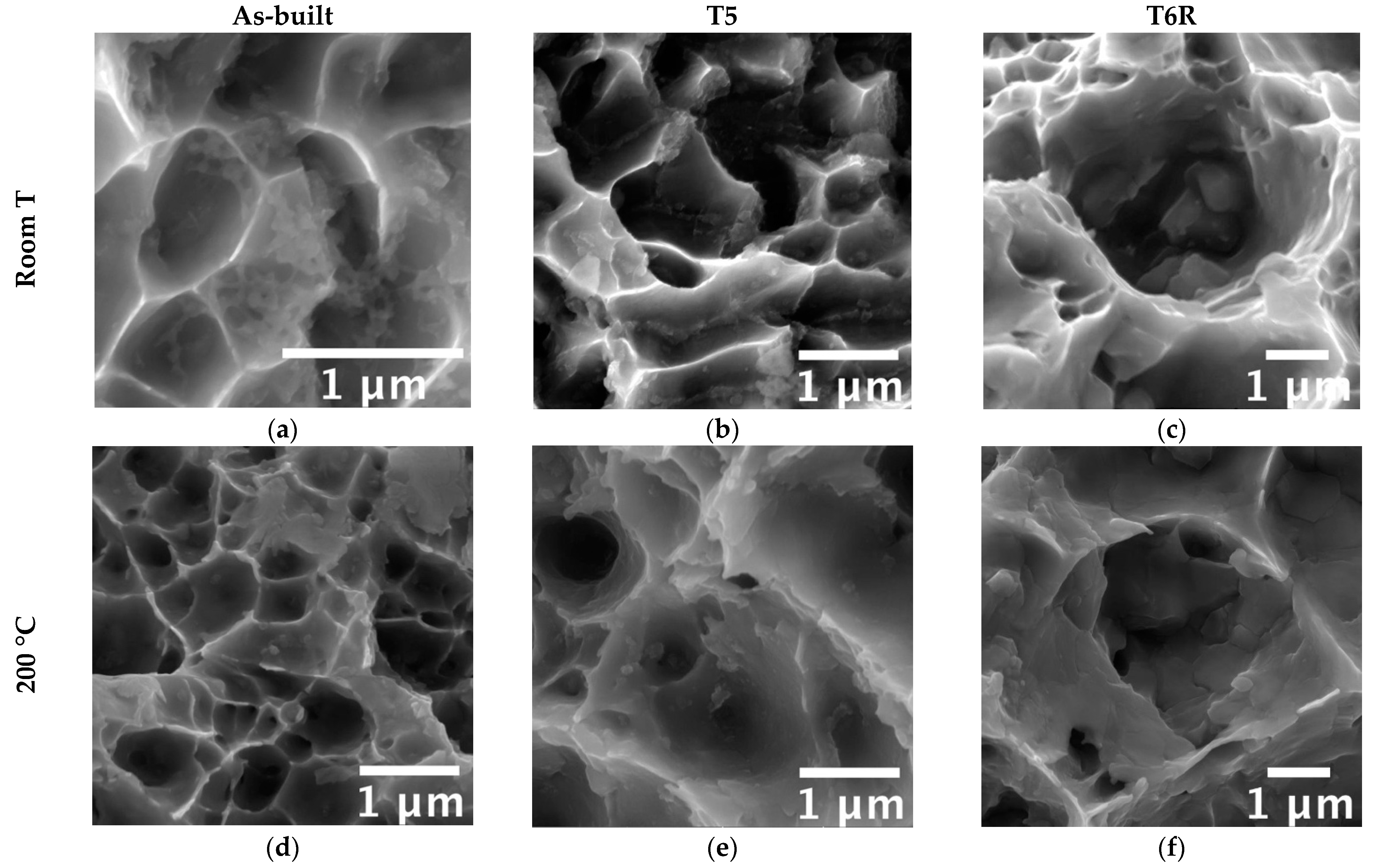
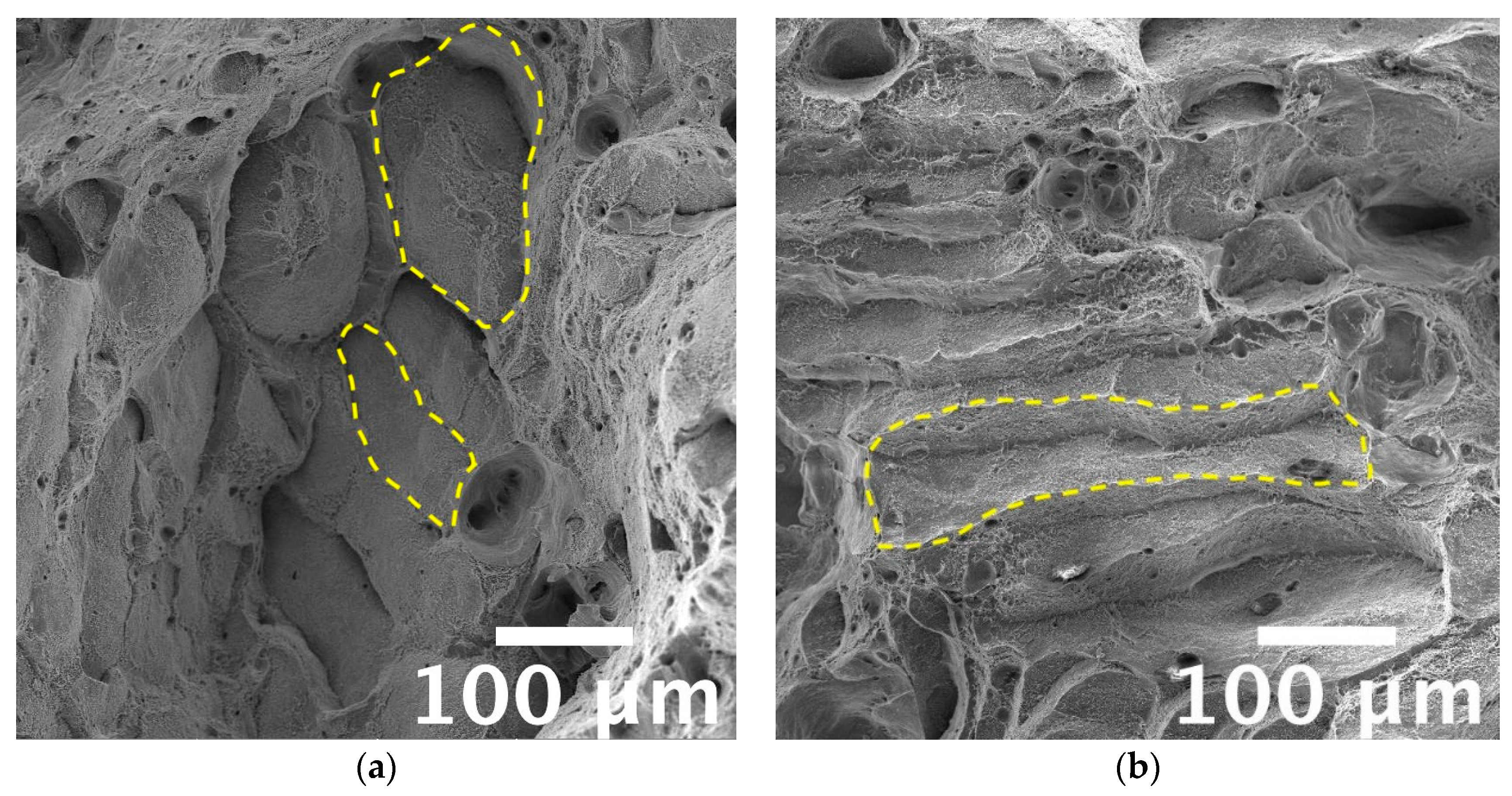
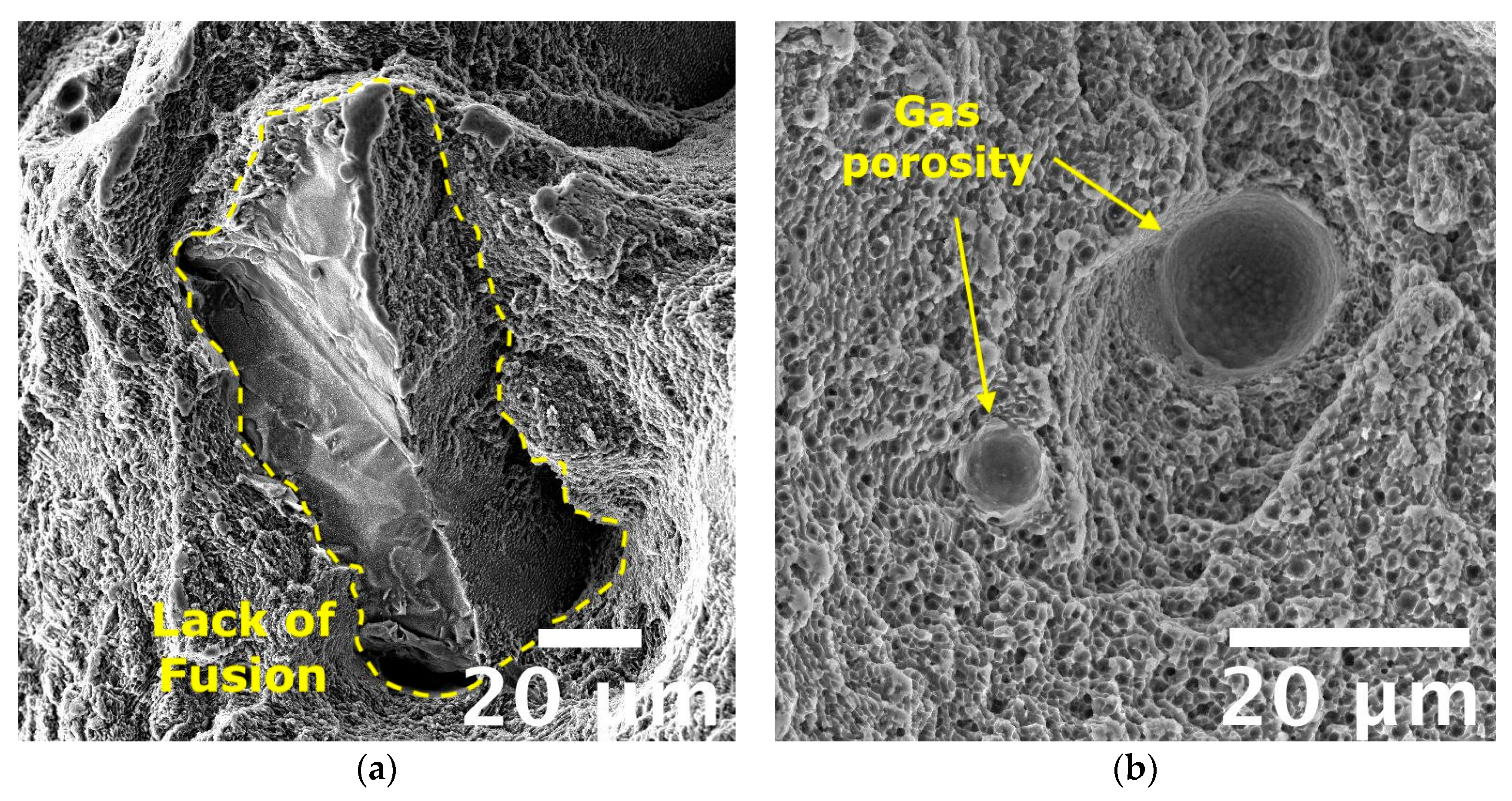
3.3. Fractographic Analysis
4. Conclusions
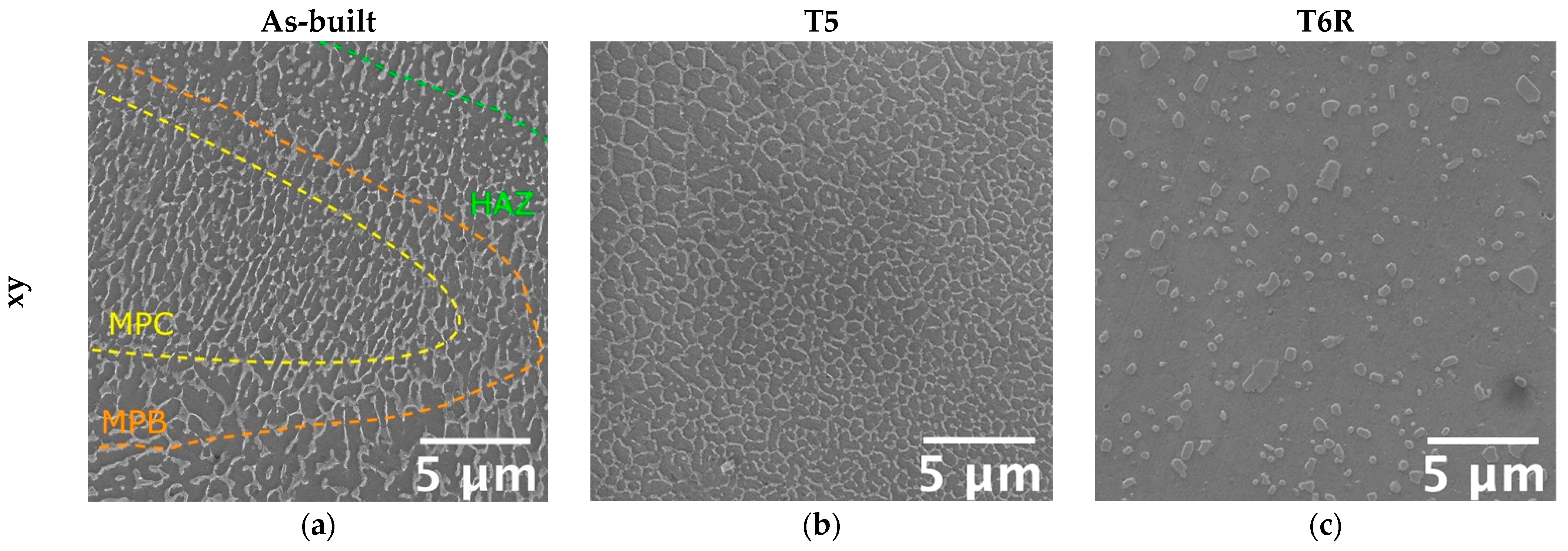
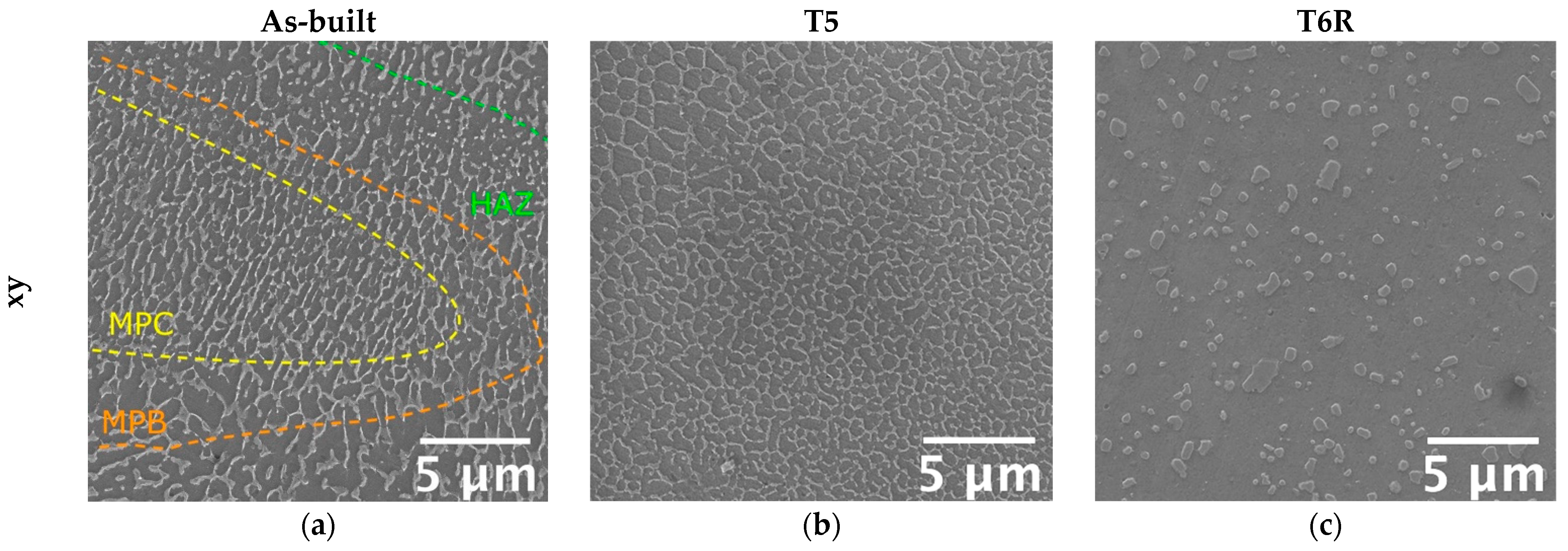
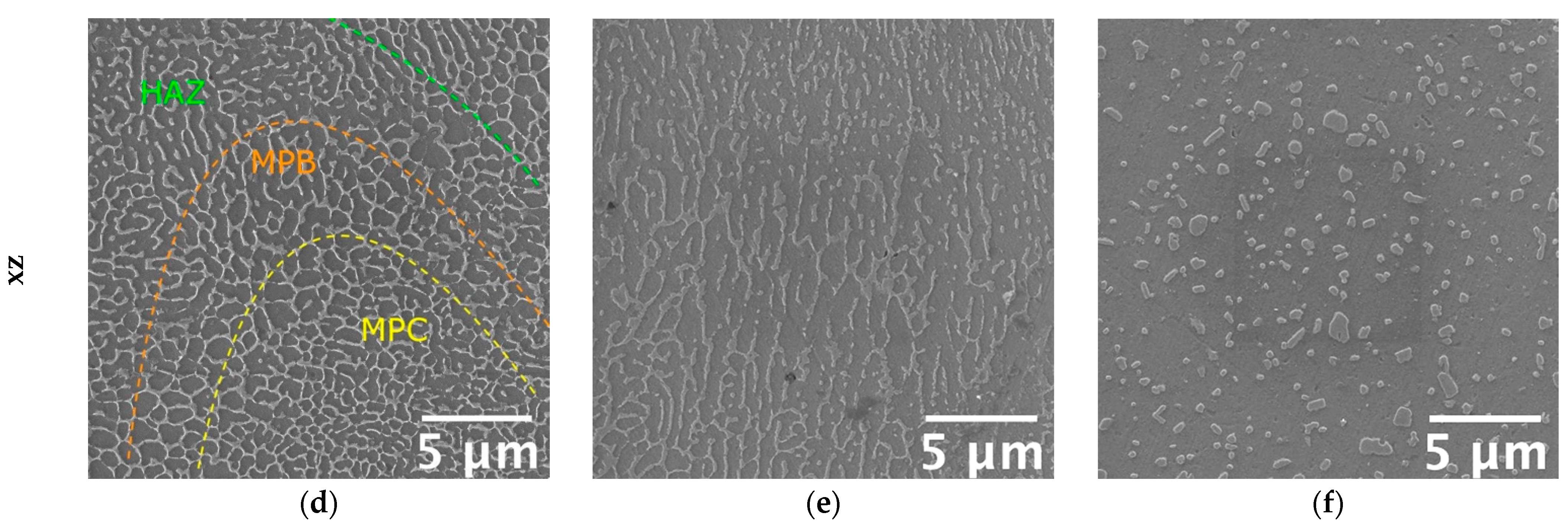
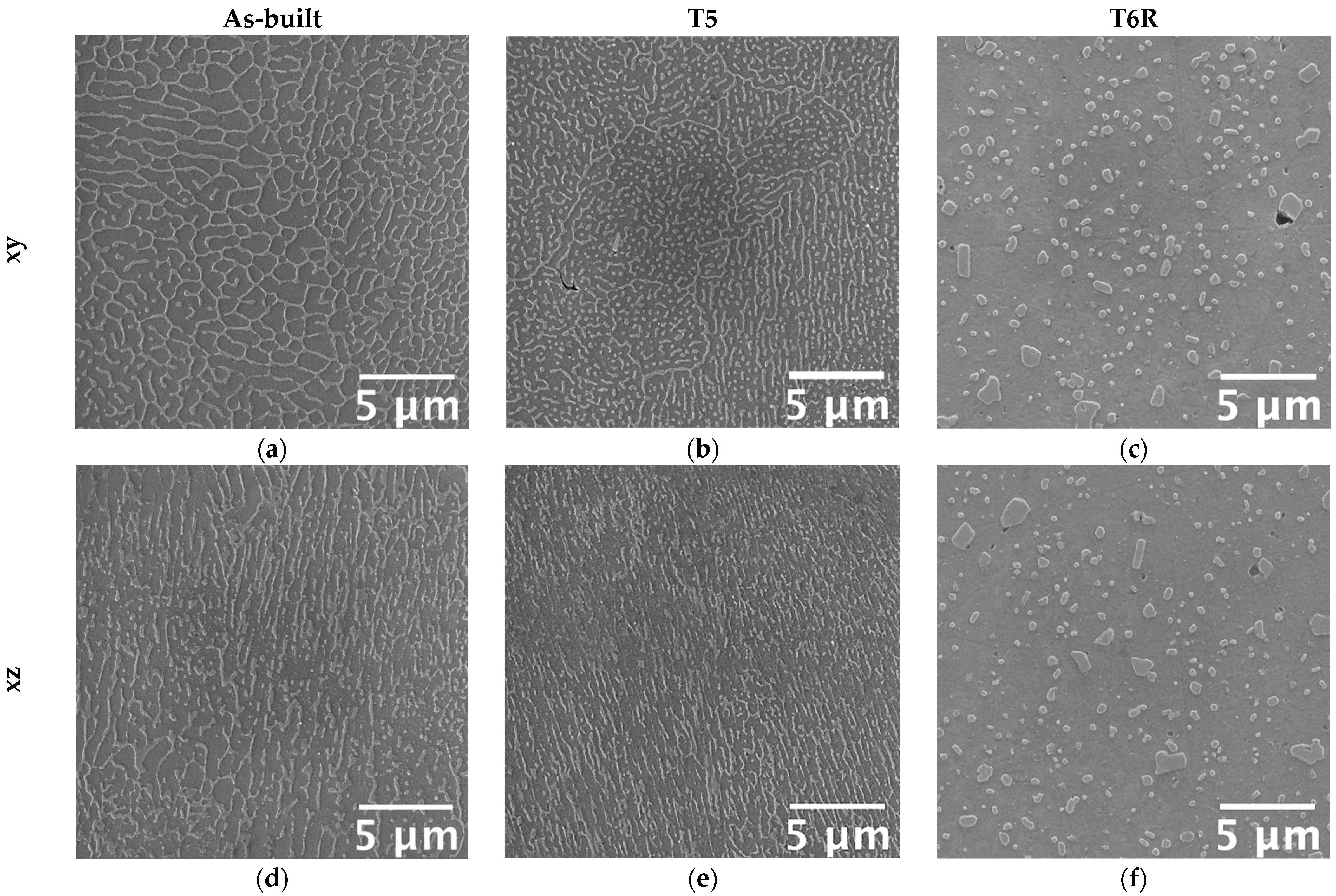
- As-built alloy showed good overall mechanical behavior at both room and high temperatures, thanks to the distinctive microstructural features (i.e., supersaturated solid solution, cellular structure composed by sub-micrometric α-Al cells surrounded by eutectic-Si network and dispersion of nanometric-sized Si-particles within α-Al cells;) that induced microstructural refinement, solid solution, and two-phase aggregate strengthening mechanisms and high work hardening at room temperature. However, the alloy showed the highest sensitivity to the presence of defects, which strongly affected the tensile response of the alloy.
- T5 alloy preserved the peculiar cellular structure of the as-built alloy along with its strengthening mechanisms and high work hardening. Moreover, due to the induced precipitation strengthening, yield stress and tensile strength increased concerning the as-built alloy without a significant decrease in ductility. Therefore, the resilience of the alloy was enhanced without affecting its toughness. At the same time, when exposed to high temperature, T5 alloy could preserve satisfying mechanical properties, comparable to the as-built one. The sensitivity of the T5 alloy to the presence of defects was slightly lower than the as-built one. However, the structural integrity was still strongly affected by defects.
- T6R alloy was characterized by a coarser but more homogeneous microstructure composed of globular Si-rich particles dispersed in the Al matrix with no trace of cellular structure. T6R resulted in the best trade-off between strength and ductility, with precipitation as the primary strengthening mechanism, and reduced work hardening. Moreover, T6R enhanced the structural integrity of the alloy, which showed an almost negligible sensitivity to internal defects. However, when tested at high temperatures, T6R exhibited the lowest mechanical properties among the tested temper conditions, even if the results are still comparable to as-built and T5 alloys.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sigworth, G. Heat Treatment of Aluminum Alloy Castings, ASM Handbook. In Aluminum Science and Technology; Anderson, K., Weritz, J., Kaufman, J.G., Eds.; ASM International: Almere, The Netherlands, 2018. [Google Scholar]
- Anderson, K.; Weritz, J.; Kaufman, J.G. (Eds.) 357.0 and Variations A357.0 to F357.0*. In Properties and Selection of Aluminum Alloys; ASM International: Almere, The Netherlands, 2019. [Google Scholar]
- Ceschini, L.; Morri, A.; Toschi, S.; Seifeddine, S. Room and high temperature fatigue behaviour of the A354 and C355 (Al-Si-Cu-Mg) alloys: Role of microstructure and heat treatment. Mater. Sci. Eng. A 2016, 653, 129–138. [Google Scholar] [CrossRef]
- Banhart, J. Age Hardening of Aluminum Alloys. In Heat Treating of Nonferrous Alloys; Totten, G.E., Ed.; ASM International: Almere, The Netherlands, 2016; pp. 214–239. [Google Scholar]
- Ceschini, L.; Messieri, S.; Morri, A.; Seifeddine, S.; Toschi, S.; Zamani, M. Effect of Cu addition on overaging behaviour, room and high temperature tensile and fatigue properties of A357 alloy. Trans. Nonferrous Met. Soc. China 2020, 30, 2861. [Google Scholar] [CrossRef]
- Gong, G.; Ye, J.; Chi, Y.; Zhao, Z.; Wang, Z.; Xia, G.; Du, X.; Tian, H.; Yu, H.; Chen, C. Research status of laser additive manufacturing for metal: A review. J. Mater. Res. Technol. 2021, 15, 855–884. [Google Scholar] [CrossRef]
- Kotadia, H.R.; Gibbons, G.; Das, A.; Howes, P.D. A review of Laser Powder Bed Fusion Additive Manufacturing of aluminium alloys: Microstructure and properties. Addit Manuf. 2021, 46, 102155. [Google Scholar] [CrossRef]
- Zhang, J.; Song, B.; Wei, Q.; Bourell, D.; Shi, Y. A review of selective laser melting of aluminum alloys: Processing, microstructure, property and developing trends. J. Mater. Sci. Technol. 2019, 35, 270–284. [Google Scholar] [CrossRef]
- Zhao, L.; Song, L.; Santos Macías, J.G.; Zhu, Y.; Huang, M.; Simar, A.; Li, Z. Review on the correlation between microstructure and mechanical performance for laser powder bed fusion AlSi10Mg. Addit Manuf. 2022, 56, 102914. [Google Scholar] [CrossRef]
- Mauduit, A.; Gransac, H.; Auguste, P.; Pillot, S.; Diószegi, A. Study of AlSi7Mg0.6 Alloy by Selective Laser Melting: Mechanical Properties, Microstructure, Heat Treatment. J. Cast. Mater. Eng. 2019, 3, 1–13. [Google Scholar] [CrossRef]
- Casati, R.; Nasab, M.H.; Tirelli, V.; Vedani, M. Effect of different heat treatment routes on microstructure and mechanical properties of AlSi7Mg, AlSi10Mg and Al-Mg-Zr-Sc alloys produced by selective laser melting. In Proceedings of the European Congress and Exhibition on Powder Metallurgy, European PM Conference Proceedings, Bilbao, Spain, 14–18 October 2018; pp. 1–5. [Google Scholar]
- Casati, R.; Vedani, M. Aging Response of an A357 Al Alloy Processed by Selective Laser Melting. Adv. Eng. Mater. 2019, 21, 1800406. [Google Scholar] [CrossRef]
- Rao, J.H.; Zhang, Y.; Zhang, K.; Wu, X.; Huang, A. Selective laser melted Al-7Si-0.6Mg alloy with in-situ precipitation via platform heating for residual strain removal. Mater. Des. 2019, 182, 108005. [Google Scholar] [CrossRef]
- Pereira, J.C.; Gil, E.; Solaberrieta, L.; San Sebastián, M.; Bilbao, Y.; Rodríguez, P.P. Comparison of AlSi7Mg0.6 alloy obtained by selective laser melting and investment casting processes: Microstructure and mechanical properties in as-built/as-cast and heat-treated conditions. Mater. Sci. Eng. A 2020, 778, 139124. [Google Scholar] [CrossRef]
- Oliveira de Menezes, J.T.; Castrodeza, E.M.; Casati, R. Effect of build orientation on fracture and tensile behavior of A357 Al alloy processed by Selective Laser Melting. Mater. Sci. Eng. A 2019, 766, 138392. [Google Scholar] [CrossRef]
- Trevisan, F.; Calignano, F.; Lorusso, M.; Pakkanen, J.; Ambrosio, E.P.; Lombardi, M.; Pavese, M.; Manfredi, D.; Fino, P. Effects of Heat Treatments on A357 Alloy Produced by Selective Laser Melting. In Proceedings of the European Congress and Exhibition on Powder Metallurgy, European PM Conference Proceedings, Hamburg, Germany, 9–13 October 2016; pp. 1–6. [Google Scholar]
- Di Egidio, G.; Ceschini, L.; Morri, A.; Martini, C.; Merlin, M. A Novel T6 Rapid Heat Treatment for AlSi10Mg Alloy Produced by Laser-Based Powder Bed Fusion: Comparison with T5 and Conventional T6 Heat Treatments. Metall. Mater. Trans. B 2022, 53, 284–303. [Google Scholar] [CrossRef]
- Mostafaei, A.; Zhao, C.; He, Y.; Reza Ghiaasiaan, S.; Shi, B.; Shao, S.; Shamsaei, N.; Wu, Z.; Kouraytem, N.; Sun, T.; et al. Defects and anomalies in powder bed fusion metal additive manufacturing. Curr. Opin. Solid State Mater. Sci. 2022, 26, 100974. [Google Scholar] [CrossRef]
- Cerri, E.; Ghio, E.; Bolelli, G. Defect-Correlated Vickers Microhardness of Al-Si-Mg Alloy Manufactured by Laser Powder Bed Fusion with Post-process Heat Treatments. J. Mater. Eng. Perform. 2022, 31, 8047–8067. [Google Scholar] [CrossRef]
- Bonneric, M.; Brugger, C.; Saintier, N. Effect of hot isostatic pressing on the critical defect size distribution in AlSi7Mg0.6 alloy obtained by selective laser melting. Int. J. Fatigue 2020, 140, 105797. [Google Scholar] [CrossRef]
- Lehmhus, D.; Rahn, T.; Struss, A.; Gromzig, P.; Wischeropp, T.; Becker, H. High-Temperature Mechanical Properties of Stress-Relieved AlSi10Mg Produced via Laser Powder Bed Fusion Additive Manufacturing. Materials 2022, 15, 7386. [Google Scholar] [CrossRef]
- Tocci, M.; Varone, A.; Montanari, R.; Pola, A. Study of High Temperature Properties of AlSi10Mg Alloy Produced by Laser-Based Powder Bed Fusion. Mater. Sci. Forum 2021, 1016, 1485–1491. [Google Scholar] [CrossRef]
- Di Egidio, G.; Morri, A.; Ceschini, L. Evaluation of High-temperature tensile properties of heat-treated AlSi10Mg alloy produced by Laser-Based Powder Bed Fusion. In Proceedings of the 31st International Conference on Metallurgy and Materials, Brno, Czech Republic, 18–19 May 2022; pp. 580–586. [Google Scholar]
- Di Egidio, G.; Morri, A.; Ceschini, L.; Tonelli, L. High-Temperature Behavior of the Heat-Treated and Overaged AlSi10Mg Alloy Produced by Laser-Based Powder Bed Fusion and Comparison with Conventional Al–Si–Mg-Casting Alloys. Adv. Eng. Mater. 2023, 2201238. [Google Scholar] [CrossRef]
- Tonelli, L.; Liverani, E.; Morri, A.; Ceschini, L. Role of direct aging and solution treatment on hardness, microstructure and residual stress of the A357 (AlSi7Mg0.6) alloy produced by powder bed fusion. Metall. Mater. Trans. B 2021, 52, 2484–2496. [Google Scholar] [CrossRef]
- DS/EN 1780-1:2005; Aluminium and Aluminium Alloys—Designation of Alloyed Aluminium Ingots for Remelting, Master Alloys and Castings–Part 1: Numerical Designation System. Dansk Standard: Nordhavnen, Denmark, 2005.
- Tonelli, L.; Liverani, E.; Valli, G.; Fortunato, A.; Ceschini, L. Effects of powders and process parameters on density and hardness of A357 aluminum alloy fabricated by selective laser melting. Int. J. Adv. Manuf. Technol. 2020, 106, 371–383. [Google Scholar] [CrossRef]
- EN 1706:2020; Aluminium and Aluminium Alloys—Castings—Chemical Composition and Mechanical Properties. European Committee for Standardization (CEN): Bruxelles, Belgium, 2020.
- Carpenter Technology. (n.d.). Available online: www.carpenteradditive.com (accessed on 15 September 2020).
- ISO 6892-1; Metallic Materials—Tensile testing, Method of Test at Room Temperature. International Organization for Standardization: Geneva, Switzerland, 2019; pp. 1–78.
- Kaufman, J.G. Aluminum Alloy and Temper Designation Systems of the Aluminum Association. In Introduction to Aluminum Alloys and Tempers; ASM International: Almere, The Netherlands, 2000; pp. 9–22. [Google Scholar]
- ISO 6892-2; Metallic Materials—Tensile Testing, Method of Test at Elevated Temperature. International Organization for Standardization: Geneva, Switzerland, 2019; pp. 1–21.
- Kuhn, H.; Medlin, D. (Eds.) Mechanical Testing and Evaluation in ASM Handbook; ASM International: Almere, The Netherlands, 2000; Volume 8, pp. 124–142. [Google Scholar]
- Dieter, G.E.; Bacon, D.J. Mechanical Metallurgy; McGraw-Hill: New York, NY, USA, 1986. [Google Scholar]
- Angella, G.; Zanardi, F. Validation of a New Quality Assessment Procedure for Ductile Irons Production Based on Strain Hardening Analysis. Metals 2019, 9, 837. [Google Scholar] [CrossRef] [Green Version]
- Tiryakioǧlu, M.; Staley, J.T.; Campbell, J. Evaluating structural integrity of cast Al-7%Si-Mg alloys via work hardening characteristics—II. A new quality index. Mater. Sci. Eng. A 2004, 368, 231–238. [Google Scholar] [CrossRef]
- Tiryakioǧlu, M.; Campbell, J.; Staley, J.T. Evaluating structural integrity of cast Al-7%Si-Mg alloys via work hardening characteristics—1. Concept of target properties. Mater. Sci. Eng. A 2004, 368, 205–211. [Google Scholar] [CrossRef]
- Cáceres, C.H. A rationale for the quality index of Al-Si-Mg casting alloys. Int. J. Cast Met. Res. 2000, 12, 385–391. [Google Scholar] [CrossRef]
- Angella, G.; Zanardi, F.; Donnini, R. On the significance to use dislocation-density-related constitutive equations to correlate strain hardening with microstructure of metallic alloys: The case of conventional and austempered ductile irons. J. Alloys Compd. 2016, 669, 262–271. [Google Scholar] [CrossRef]
- ISO 10275:2020; Metallic Materials—Sheet and Strip—Determination of Tensile Strain Hardening Exponent. International Organization for Standardization: Geneva, Switzerland, 2020; pp. 1–10.
- ASTM E10-18; Standard Test Method for Brinell Hardness of Metallic Materials. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM E3-11(2017); Standard Guide for Preparation of Metallographic Specimens. ASTM International: West Conshohocken, PA, USA, 2017.
- Voort, G.V. (Ed.) Metallography and Microstructures in ASM Handbook; ASM International: Almere, The Netherlands, 2004; Volume 9, pp. 294–312. [Google Scholar]
- Rueden, C.T.; Schindelin, J.; Hiner, M.C.; DeZonia, B.E.; Walter, A.E.; Arena, E.T.; Eliceiri, K.W. ImageJ2: ImageJ for the next generation of scientific image data. BMC Bioinform. 2017, 18, 529. [Google Scholar] [CrossRef] [Green Version]
- Van Cauwenbergh, P.; Beckers, A.; Thijs, L.; Van Hooreweder, B.; Vanmeensel, K. Heat treatment optimization via thermo-physical characterization of AlSi7Mg and AlSi10Mg manufactured by laser powder bed fusion (LPBF). In Proceedings of the European Congress and Exhibition on Powder Metallurgy, European PM Conference Proceedings, Bilbao, Spain, 14–18 October 2018; pp. 1–7. [Google Scholar]
- Casati, R.; Hamidi, M.N.; Coduri, M.; Tirelli, V.; Vedani, M. Effects of Platform Pre-Heating and Thermal-Treatment Strategies on Properties of AlSi10Mg Alloy Processed by Selective Laser Melting. Metals 2018, 8, 954. [Google Scholar] [CrossRef] [Green Version]
- Chen, B.; Moon, S.K.; Yao, X.; Bi, G.; Shen, J.; Umeda, J.; Kondoh, K. Strength and strain hardening of a selective laser melted AlSi10Mg alloy. Scr. Mater. 2017, 141, 45–49. [Google Scholar] [CrossRef]
- Kempf, A.; Hilgenberg, K. Influence of sub-cell structure on the mechanical properties of AlSi10Mg manufactured by laser powder bed fusion. Mater. Sci. Eng. A 2020, 776, 138976. [Google Scholar] [CrossRef]
- Delahaye, J.; Tchuindjang, T.; Lecomte-Beckers, J.; Rigo, O.; Habraken, A.M.; Mertens, M. Influence of Si precipitates on fracture mechanisms of AlSi10Mg parts processed by Selective Laser Melting. Acta Mater. 2019, 175, 160–170. [Google Scholar] [CrossRef]
- Hadadzadeh, A.; Baxter, C.; Amirkhiz, B.S.; Mohammadi, M. Strengthening mechanisms in direct metal laser sintered AlSi10Mg: Comparison between virgin and recycled powders. Addit. Manuf. 2018, 23, 108–120. [Google Scholar] [CrossRef]
- Cao, Y.; Lin, X.; Wang, Q.Z.; Shi, S.Q.; Ma, L.; Kang, N.; Huang, W.D. Microstructure evolution and mechanical properties at high temperature of selective laser melted AlSi10Mg. J. Mater. Sci. Technol. 2021, 62, 162–172. [Google Scholar] [CrossRef]
- Di Egidio, G. Evaluation by nanoindentation of the influence of heat treatments and the consequent induced microstructure on the mechanical response of the heat-treated L-PBF AlSi10Mg alloy. Metall. Ital. 2022, 114, 8–16. [Google Scholar]
- Aboulkhair, N.T.; Everitt, N.M.; Maskery, I.; Ashcroft, I.; Tuck, C. Selective laser melting of aluminum alloys. MRS Bull. 2017, 42, 311–319. [Google Scholar] [CrossRef]
- Angella, G.; Timelli, G.; Bonollo, F. Novel approach based on tensile strain hardening analysis to assess the integrity of an Al alloy produced through High-Pressure Die Casting. Metall. Ital. 2021, 113, 22–30. [Google Scholar]
- Kocks, U.F.; Mecking, H. Physics and phenomenology of strain hardening: The FCC case. Prog. Mater. Sci. 2003, 48, 171–273. [Google Scholar] [CrossRef]
- Kang, S.K.; Kim, Y.C.; Kim, K.H.; Kwon, D.; Kim, J.Y. Constitutive equations optimized for determining strengths of metallic alloys. Mech. Mater. 2014, 73, 51–57. [Google Scholar] [CrossRef]
- Mondal, C.; Singh, A.K.; Mukhopadhyay, A.K.; Chattopadhyay, K. Tensile flow and work hardening behavior of hot cross-rolled AA7010 aluminum alloy sheets. Mater. Sci. Eng. A 2013, 577, 87–100. [Google Scholar] [CrossRef]
- Rollett, A.D.; Kocks, U.F. A Review of the Stages of Work Hardening. Solid State Phenom. 1993, 35–36, 1–18. [Google Scholar] [CrossRef] [Green Version]
- Tu, S.; Ren, X.; He, J.; Zhang, Z. Stress–strain curves of metallic materials and post-necking strain hardening characterization: A review. Fatigue Fract. Eng. Mater. Struct. 2020, 43, 3–19. [Google Scholar] [CrossRef] [Green Version]
- Yasnikov, I.S.; Vinogradov, A.; Estrin, Y. Revisiting the Considère criterion from the viewpoint of dislocation theory fundamentals. Scr. Mater. 2014, 76, 37–40. [Google Scholar] [CrossRef]
- Morales-Palma, D.; Martínez-Donaire, A.J.; Vallellano, C. On the Use of Maximum Force Criteria to Predict Localised Necking in Metal Sheets under Stretch-Bending. Metals 2017, 7, 469. [Google Scholar] [CrossRef] [Green Version]
- Zhao, D.; Lampmam, S. Hot Tension and Compression Testing. In Mechanical Testing and Evaluation; Kuhn, H., Medlin, D., Eds.; ASM International: Almere, The Netherlands, 2000; pp. 152–163. [Google Scholar]
- Di Egidio, G.; Martini, C.; Börjesson, J.; Ghassemali, E.; Ceschini, L.; Morri, A. Influence of Microstructure on Fracture Mechanisms of the Heat-Treated AlSi10Mg Alloy Produced by Laser-Based Powder Bed Fusion. Materials 2023, 16, 2006. [Google Scholar] [CrossRef] [PubMed]
- Xiong, Z.H.; Liu, S.L.; Li, S.F.; Shi, Y.; Yang, Y.F.; Misra, R.D.K. Role of Melt pool boundary condition in dertermining the mechanical properties of selective laser melting AlSi10Mg alloy. Mater. Sci. Eng. A 2019, 740–741, 148–156. [Google Scholar] [CrossRef]
- Paul, M.J.; Liu, Q.; Best, J.P.; Li, X.; Kruzic, J.J.; Ramamurty, U.; Gludovatz, B. Fracture resistance of AlSi10Mg fabricated by laser powder bed fusion. Acta Mater. 2021, 211, 116869. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Si | Mg | Fe | Cu | Mn | Ti | Zn | O | N | Other | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Powder | Bal. | 6.90 | 0.55 | 0.09 | <0.05 | <0.01 | 0.09 | <0.01 | 0.1 | <0.2 | <0.1 |
| PBF-LB tensile samples | Bal. | 7.34 | 0.56 | 0.08 | - | - | 0.14 | 0.07 | - | - | 0.02 |
| Support Type | Laser Power [W] | Scan Speed [mm/s] | Layer Thickness [μm] | Hatch Space [μm] | Scan Strategy |
|---|---|---|---|---|---|
| Cones | 175 | 500 | 20 | 80 | 3 × 3 mm2 chessboard |
| Heat Treatment Conditions | Tensile Test Temperature | ||||||
|---|---|---|---|---|---|---|---|
| Solution Treatment | Water Quenching | Artificial Aging | |||||
| T [°C] | t [min] | T [°C] | t [h] | ||||
| As-built | - | - | - | - | - | Room T | 200 °C |
| T6R | 540 | 10 | Warm water (60 °C) | 150 | 4 | Room T | 200 °C |
| T5 | - | - | 170 | 1 | Room T | 200 °C | |
| Temper Condition | Θ0 [MPa] | ε0−1 [-] |
|---|---|---|
| As-built | 12.1 ± 0.7 × 103 | 23.9 ± 1.6 |
| T5 | 16.4 ± 2.1 × 103 | 32.3 ± 4.7 |
| T6R | 8.0 ± 0.6 × 103 | 20.4 ± 1.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tonelli, L.; Liverani, E.; Di Egidio, G.; Fortunato, A.; Morri, A.; Ceschini, L. On the Role of Microstructure and Defects in the Room and High-Temperature Tensile Behavior of the PBF-LB A357 (AlSi7Mg) Alloy in As-Built and Peak-Aged Conditions. Materials 2023, 16, 2721. https://doi.org/10.3390/ma16072721
Tonelli L, Liverani E, Di Egidio G, Fortunato A, Morri A, Ceschini L. On the Role of Microstructure and Defects in the Room and High-Temperature Tensile Behavior of the PBF-LB A357 (AlSi7Mg) Alloy in As-Built and Peak-Aged Conditions. Materials. 2023; 16(7):2721. https://doi.org/10.3390/ma16072721
Chicago/Turabian StyleTonelli, Lavinia, Erica Liverani, Gianluca Di Egidio, Alessandro Fortunato, Alessandro Morri, and Lorella Ceschini. 2023. "On the Role of Microstructure and Defects in the Room and High-Temperature Tensile Behavior of the PBF-LB A357 (AlSi7Mg) Alloy in As-Built and Peak-Aged Conditions" Materials 16, no. 7: 2721. https://doi.org/10.3390/ma16072721
APA StyleTonelli, L., Liverani, E., Di Egidio, G., Fortunato, A., Morri, A., & Ceschini, L. (2023). On the Role of Microstructure and Defects in the Room and High-Temperature Tensile Behavior of the PBF-LB A357 (AlSi7Mg) Alloy in As-Built and Peak-Aged Conditions. Materials, 16(7), 2721. https://doi.org/10.3390/ma16072721