

Microstructure and Mechanical Properties of Laser-Welded Joints between DP590 Dual-Phase Steel and 304 Stainless Steel with Preset Nickel Coating
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Preparation
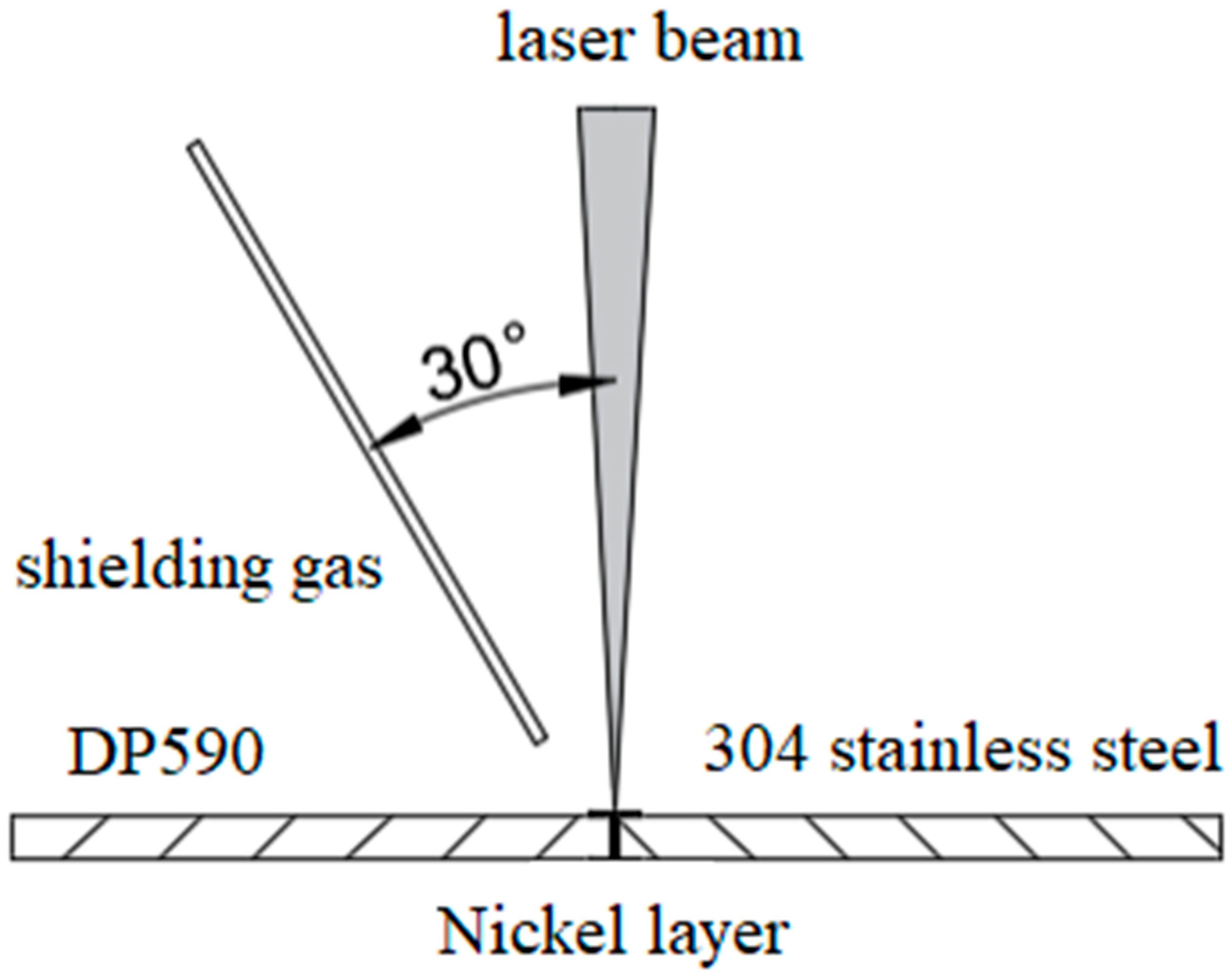
2.2. Welding Process and Test Work
3. Results and Discussion
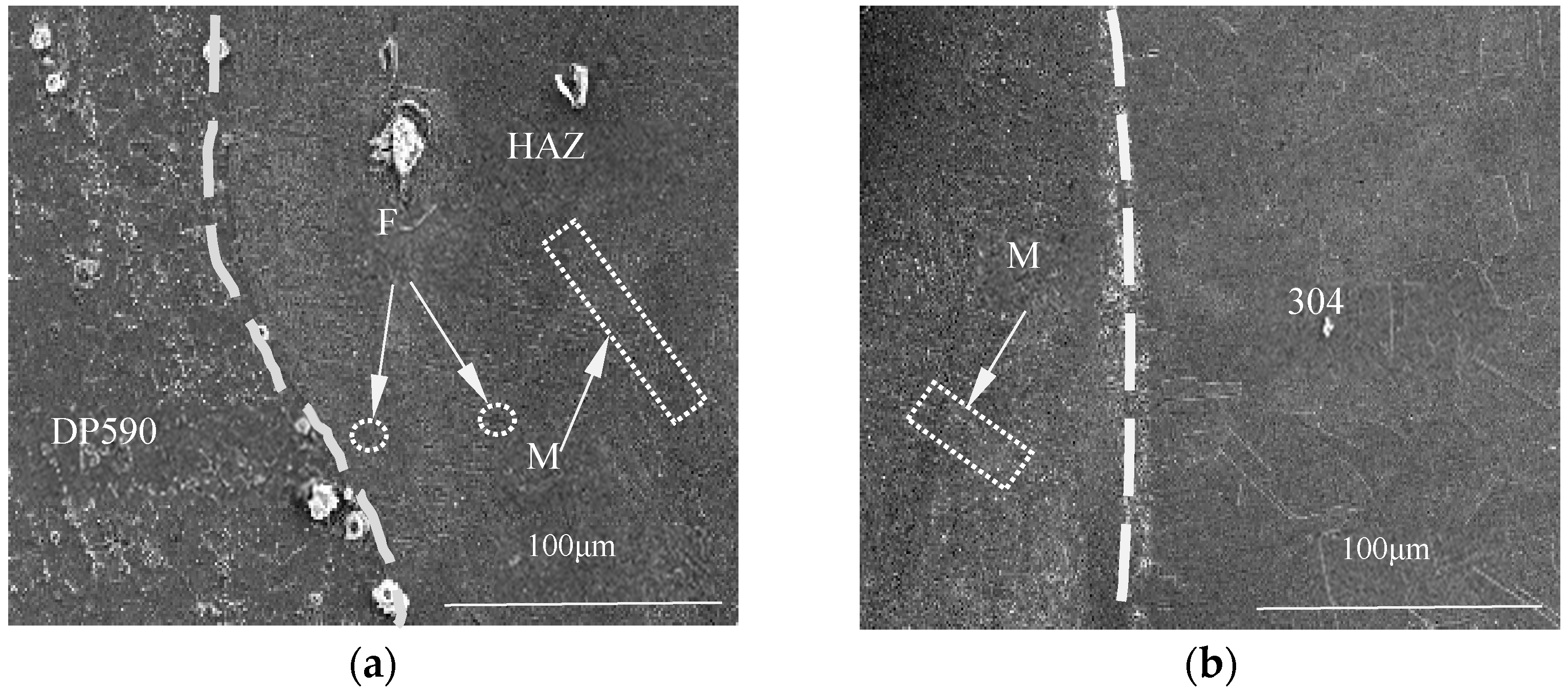
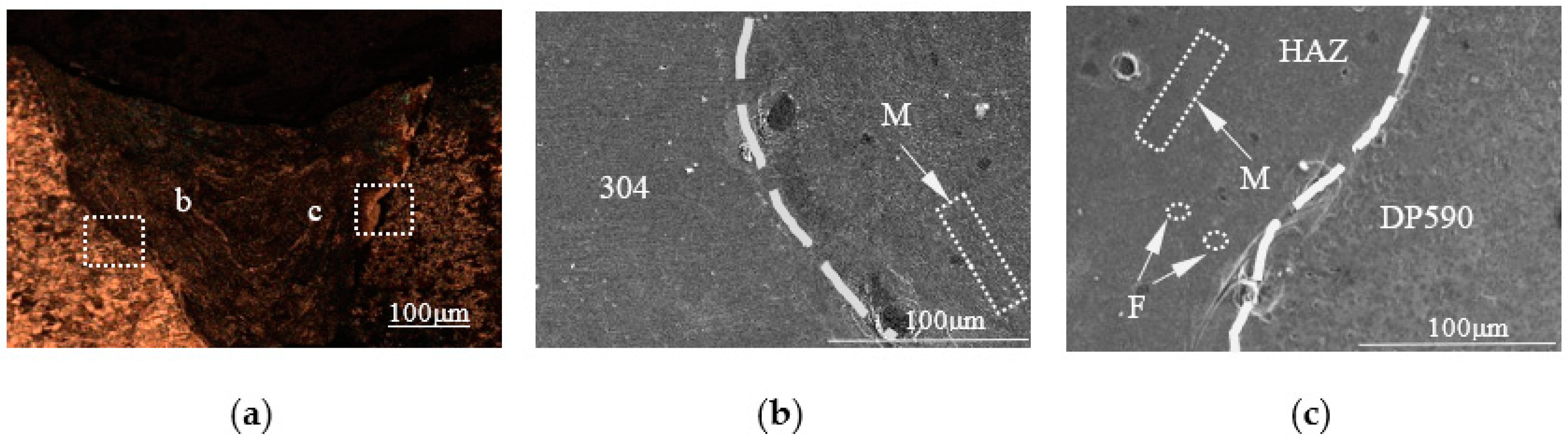
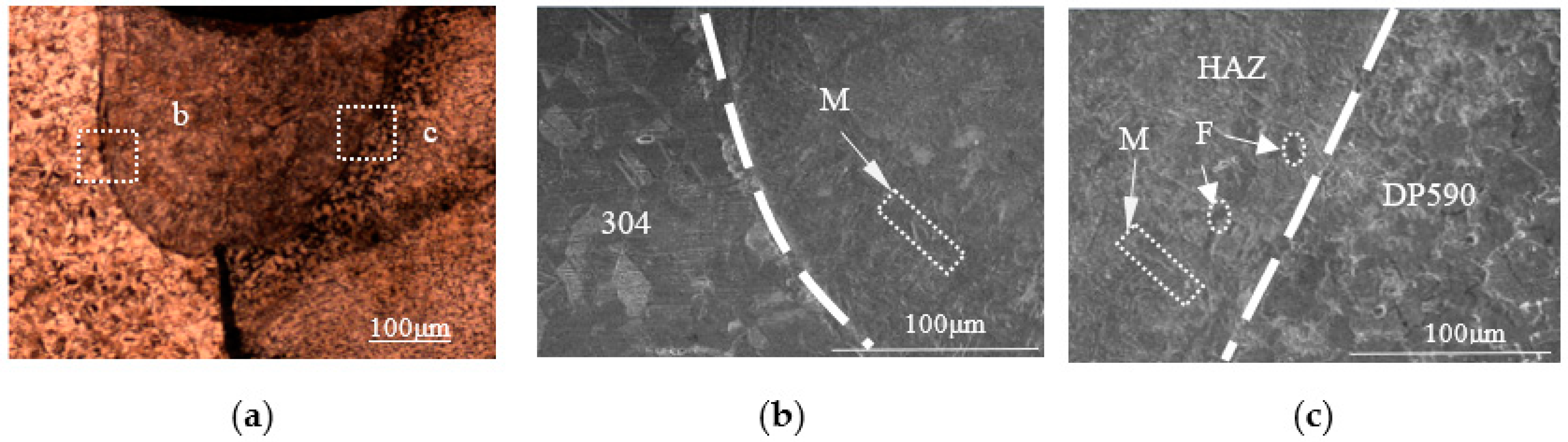
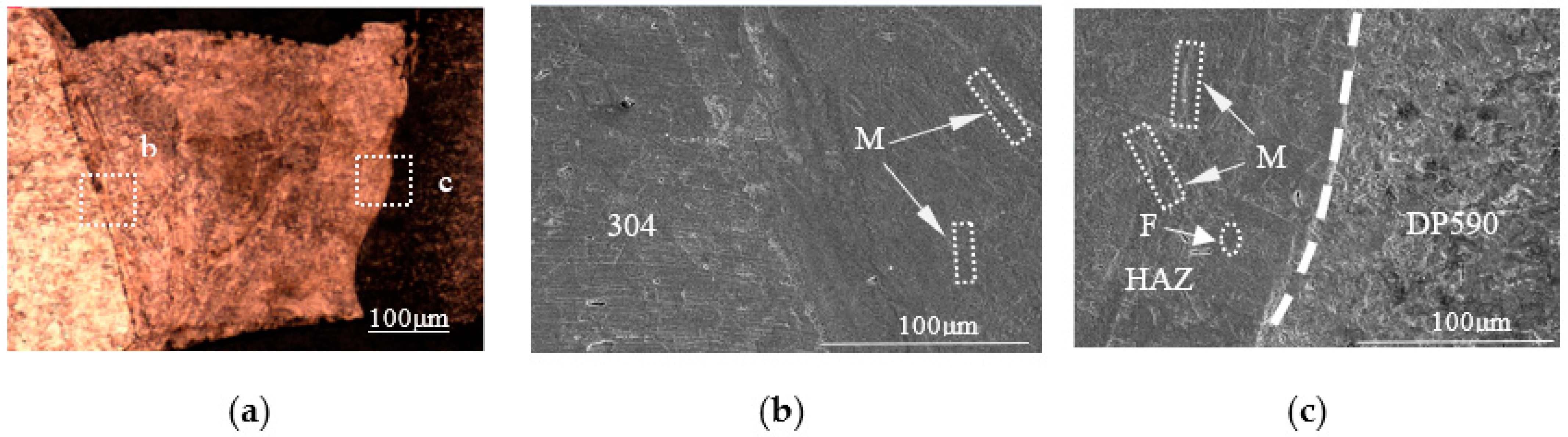
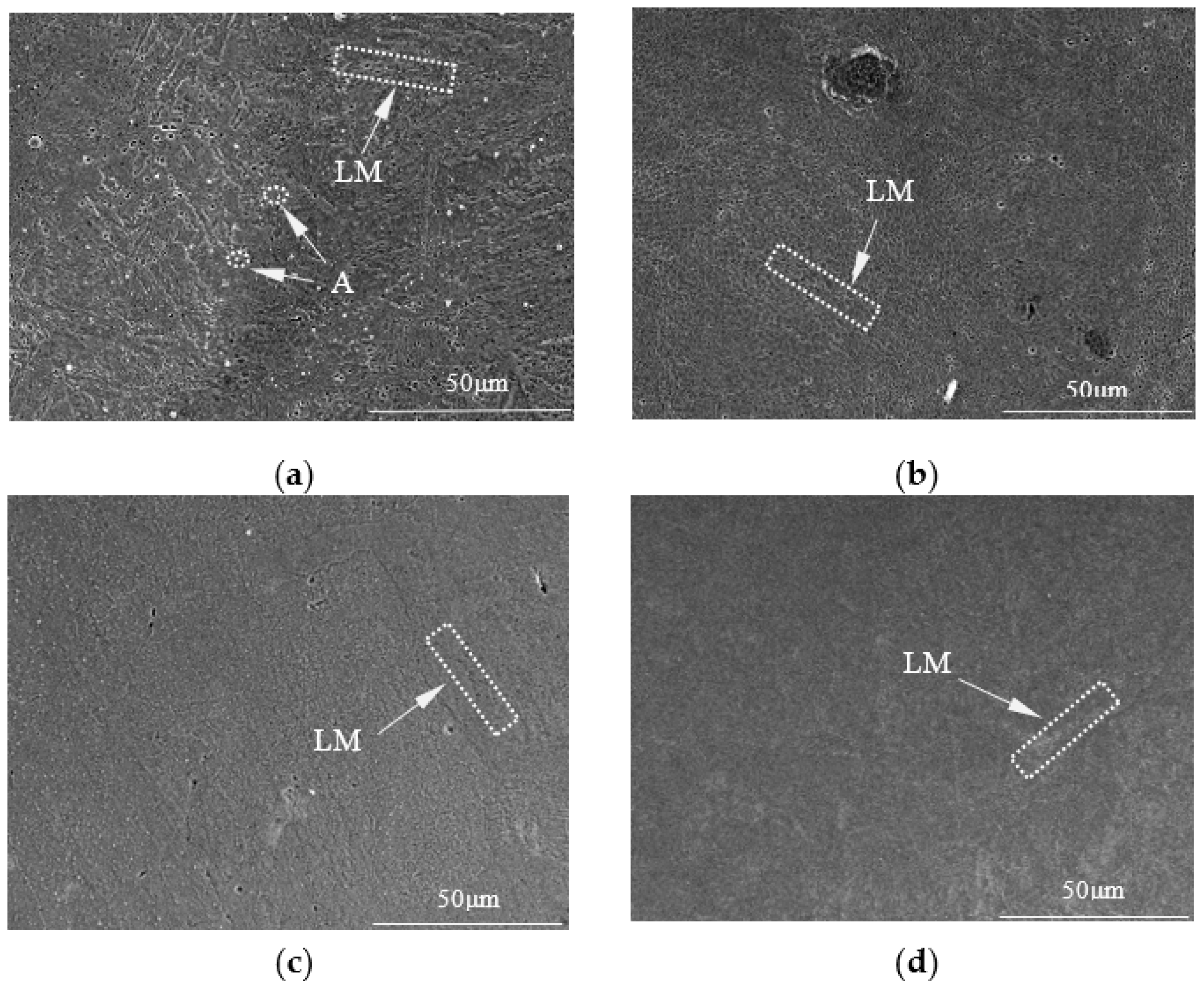
3.1. Microstructure
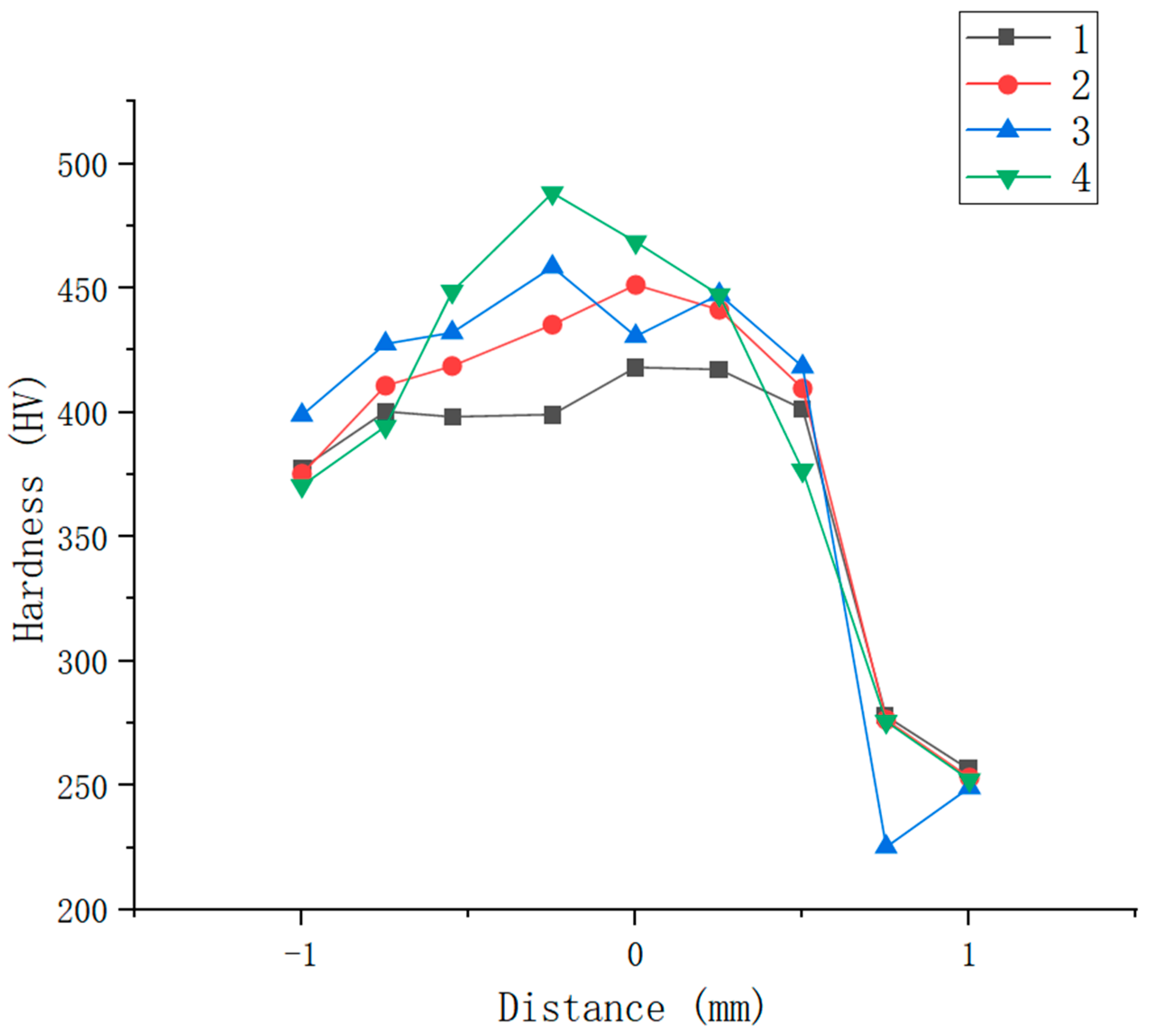
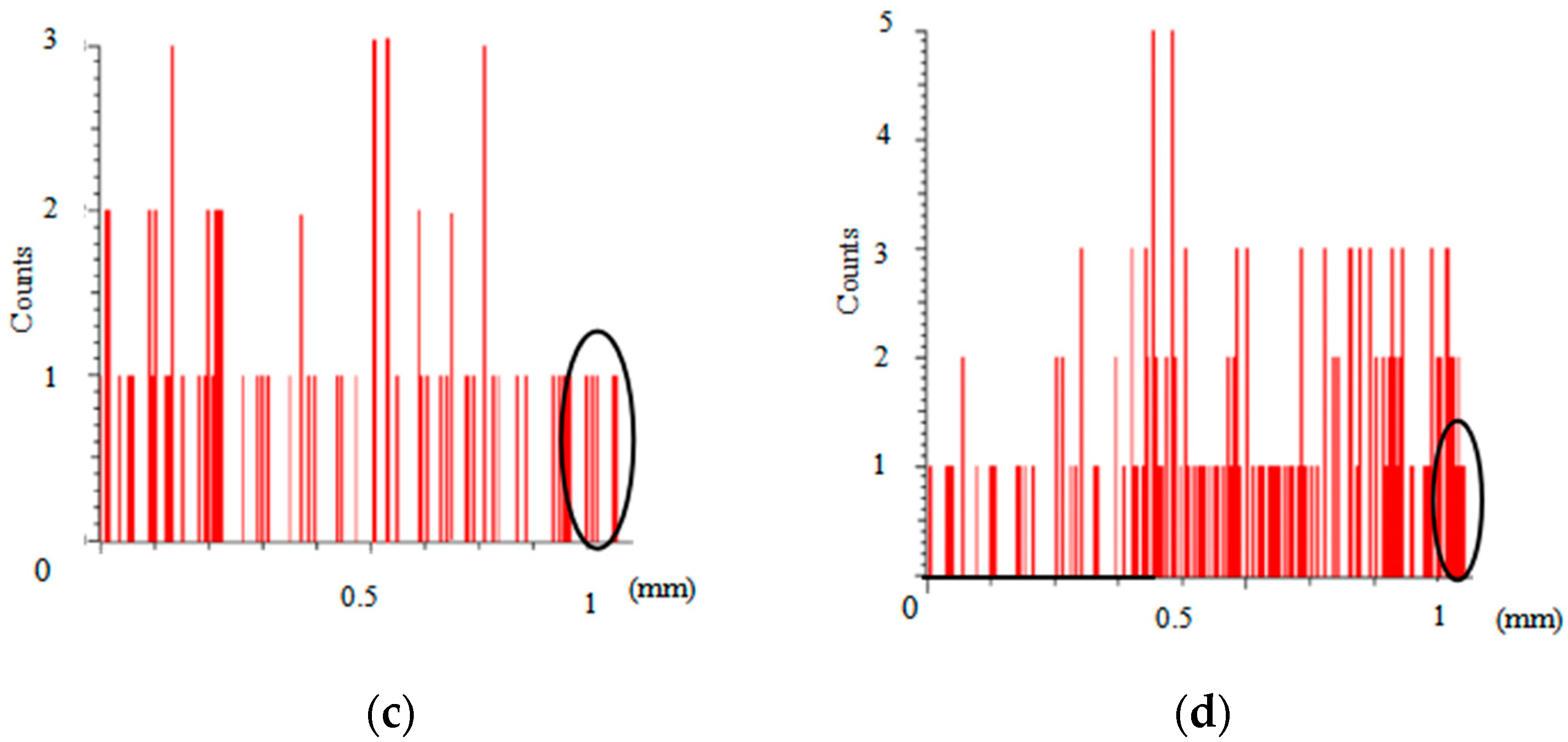
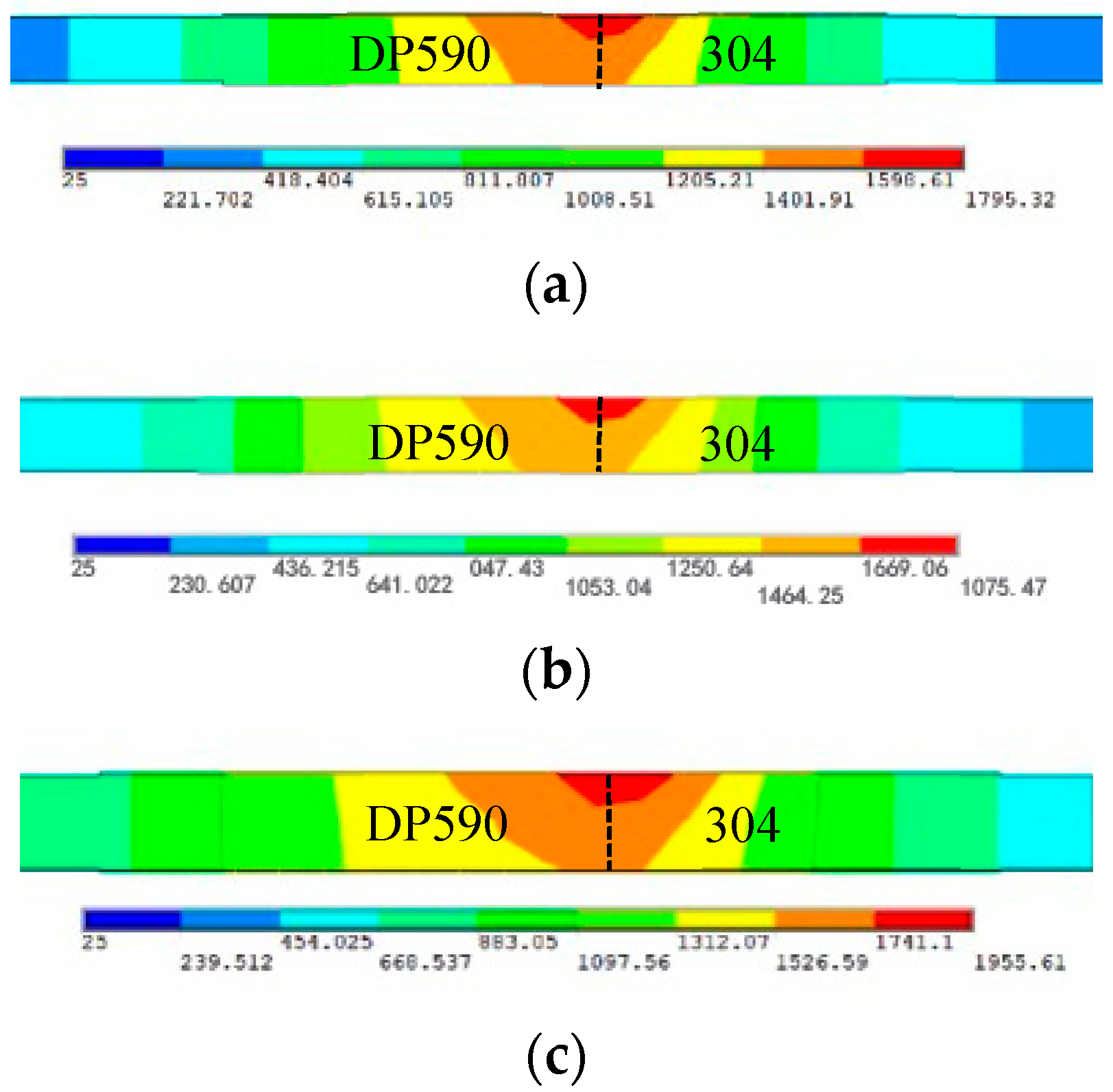
3.2. Microhardness
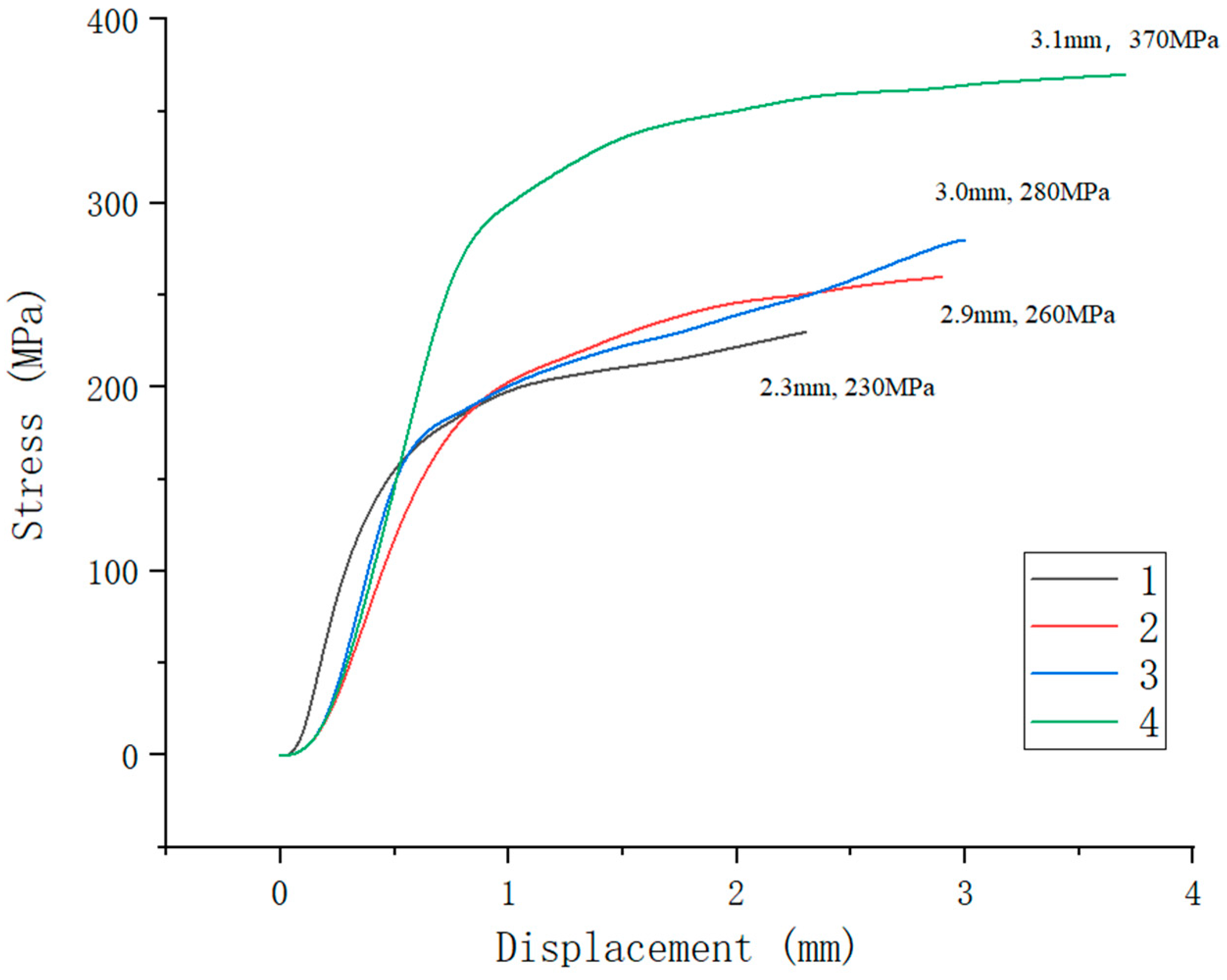
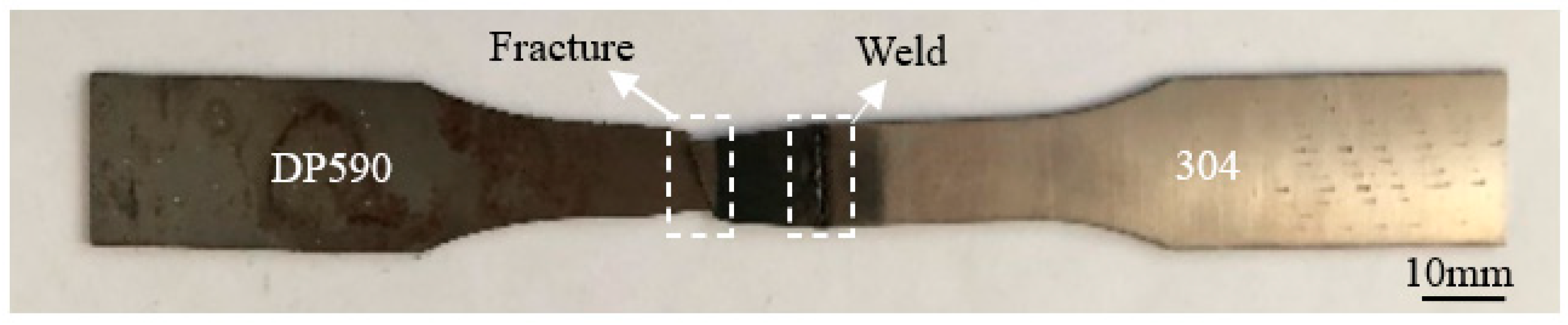
3.3. Tensile Strength
3.4. Corrosion Resistance
4. Conclusions
- (1)
- The increase in the Ni element content in the weld has the benefit of inhibiting the formation of austenite and promoting the generation of lath martensite.
- (2)
- The average hardness of the DP590-304 welded joint with the preset nickel coating is increased by 12% compared with the weld without the preset nickel coating.
- (3)
- The preset nickel coating improves the tensile strength of the DP590-304 weld, and the maximum tensile strength is higher than 370 MPa.
- (4)
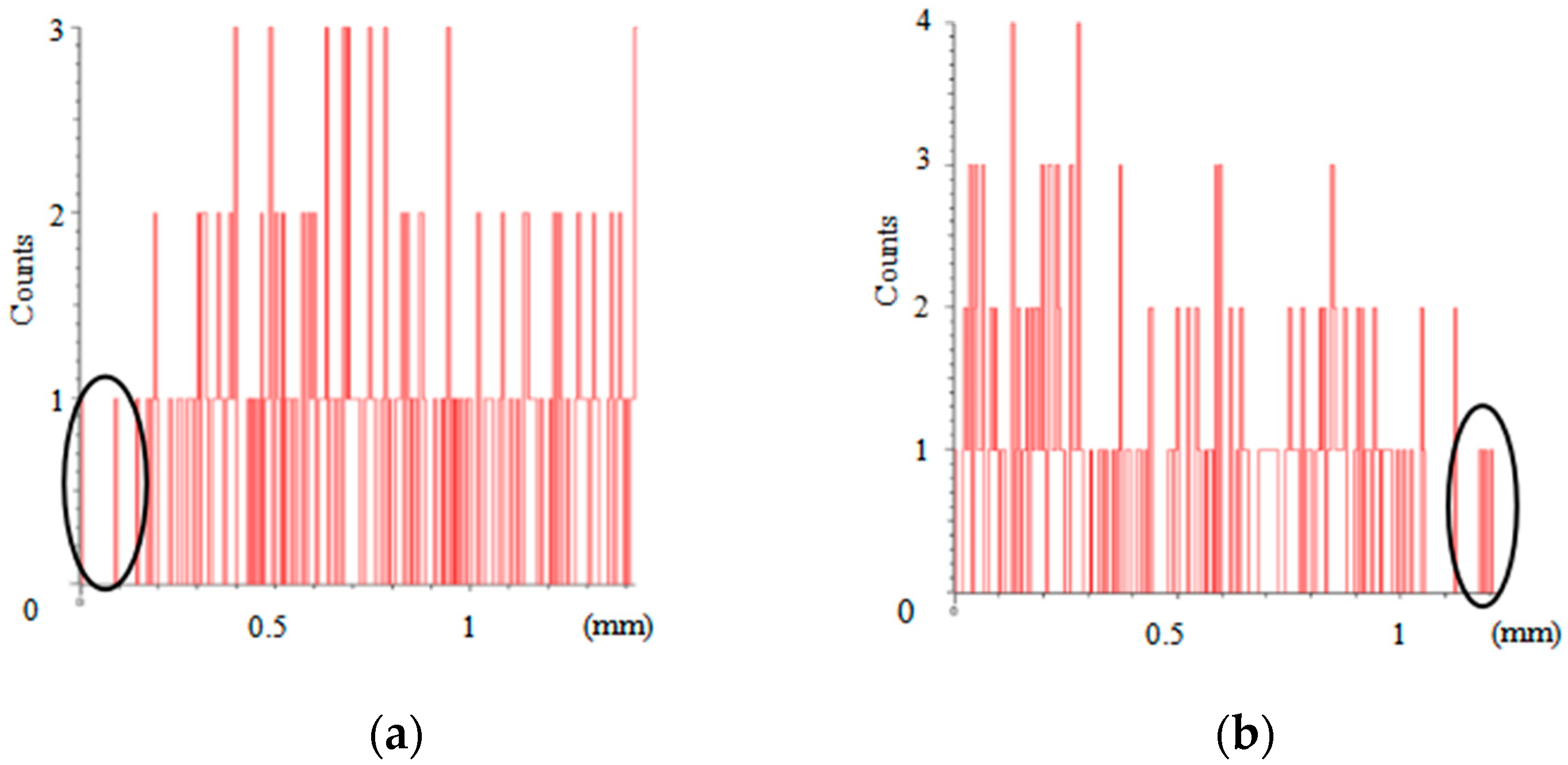
- The preset nickel coating in the dissimilar laser welding of DP590-304 improves the corrosion resistance of the welded joints. With increasing single-pulse energy, the cellular grains in the welding seam become denser, leading to the enhancement of the corrosion resistance of the welded joints.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Sergey Kuryntsev. A review: Laser Welding of Dissimilar Materials (Al/Fe, Al/Ti, Al/Cu)—Methods and Techniques, Microstructure and Properties. Materials 2022, 15, 122. [Google Scholar]
- Dillibabu, V.; Duraiselvam, M.; Chandrasekhar, U.; Raju, R. Microstructural Studies on Laser Dissimilar Welded Ni and Steel Alloys for Aeronautical Turbine Applications. Laser Eng. 2017, 37, 247–260. [Google Scholar]
- Zhou, X.F.; Duan, J.A.; Zhang, F.; Zhong, S.S. The Study on Mechanical Strength of Titanium-Aluminum Dissimilar Butt Joints by Laser Welding-Brazing Process. Materials 2019, 12, 712. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Ramaphoko, N.A.; Skhosane, S.; Maledi, N. Microstructural Characterization and Mechanical Properties of Laser Beam-Welded Dissimilar Joints between A6000 Aluminum Alloy and Galvanized Steel. Materials 2022, 15, 543. [Google Scholar] [CrossRef] [PubMed]
- Yang, J.; Li, X.Y.; Gong, S.L.; Chen, L.; Xu, F. Typical Joint Defects in Laser Welded Aluminum-Lithium Alloy. Laser Eng. 2012, 22, 337–350. [Google Scholar]
- Pankaj, P.; Tiwari, A.; Bhadra, R.; Biswas, P. Experimental investigation on CO2 laser butt welding of AISI 304 stainless steel and mild steel thin sheets. Opt. Laser Technol. 2019, 119, 105633. [Google Scholar] [CrossRef]
- Zhou, D.W.; Liu, J.S.; Lu, Y.Z.; Xu, S.H. Effect of adding powder on joint properties of laser penetration welding for dual phase steel and aluminum alloy. Opt. Laser Technol. 2017, 94, 171–179. [Google Scholar] [CrossRef] [Green Version]
- Long, J.; Huang, W.; Xiang, J.; Guan, Q.; Ma, Z. Parameter optimization of laser welding of steel to Al with pre-placed metal powders using the Taguchi-response surface method. Opt. Laser Technol. 2018, 108, 97–106. [Google Scholar] [CrossRef]
- Su, J.; Yang, J.; Li, Y.; Yu, Z.; Chen, J.; Zhao, W.; Liu, H.; Tan, C. Microstructure and mechanical properties of laser fusion welded Al/steel joints using a Zn-based filler wire. Opt. Laser Technol. 2020, 122, 105882. [Google Scholar] [CrossRef]
- Xia, H.; Zhao, X.; Tan, C.; Chen, B.; Song, X.; Li, L. Effect of Si content on the interfacial reactions in laser welded-brazed Al/steel dissimilar butted joint. J. Mater. Process. Technol. 2018, 258, 9–21. [Google Scholar] [CrossRef]
- Dai, J.; Yu, B.L.; Ruan, Q.D.; Chu, P.K. Improvement of the Laser-Welded Lap Joint of Dissimilar Mg Alloy and Cu by Incorporation of a Zn Interlayer. Materials 2020, 13, 2053. [Google Scholar] [CrossRef] [PubMed]
- Satpathy, M.P.; Patel, B.; Sahoo, S.K. Exploration of bonding phenomenon and microstructural characterization during high-power ultrasonic spot welding of aluminum to steel sheets with copper interlayer. Ain Shams Eng. J. 2019, 10, 811–819. [Google Scholar] [CrossRef]
- Jimenez-Mena, N.; Jacques, P.J.; Ding, L.; Gauquelin, N.; Schryvers, D.; Idrissi, H.; Delannay, F.; Simar, A. Enhancement of toughness of Al-to-steel friction melt bonded welds via metallic interlayers. Mat. Sci. Eng. A 2019, 740, 274–284. [Google Scholar] [CrossRef]
- Xie, J.L.; Chen, Y.H.; Yin, L.M.; Zhang, T.M.; Wang, S.L.; Wang, L.T. Microstructure and mechanical properties of ultrasonic spot welding TiNi/Ti6Al4V dissimilar materials using pure Al coating. J. Manuf. Process. 2021, 64, 473–480. [Google Scholar] [CrossRef]
- Varbai, B.; Bolyhos, P.; Kemény, D.M.; Májlinger, K. Microstructure and corrosion properties of austenitic and duplex stainless steel dissimilar joints. Period. Polytech-Mech. 2022, 66, 344–349. [Google Scholar] [CrossRef]
- Peng, X.L.; Li, Y.L.; Hu, X.W.; Wang, W.Q. Influence of Cu coating on the microstructure and mechanical properties of laser welded joints in dissimilar metals. Laser Eng. 2019, 43, 131–144. [Google Scholar]
- Wang, T.; Zhang, B.; Chen, G.; Feng, J.; Tang, Q. Electron beam welding of Ti-15-3 titanium alloy to 304 stainless steel with copper interlayer sheet. Trans. Nonferr. Metal. Soc. 2010, 20, 1829–1834. [Google Scholar] [CrossRef]
- Shanmugarajan, B.; Padmanabham, G. Fusion welding studies using laser on Ti-SS dissimilar combination. Opt. Lasers Eng. 2012, 50, 1621–1627. [Google Scholar] [CrossRef]
- Tomashchuk, I.; Sallamand, P.; Belyavina, N.; Pilloz, M. Evolution of microstructures and mechanical properties during dissimilar electron beam welding of titanium alloy to stainless steel via copper interlayer. Mat. Sci. Eng. A 2013, 585, 114–122. [Google Scholar] [CrossRef]
- Hailat, M.M.; Mian, A.; Chaudhury, Z.A.; Newaz, G.; Patwa, R.; Herfurth, H.J. Laser micro-welding of aluminum and copper with and without tin foil alloy. Microsys. Technol. 2012, 18, 103–112. [Google Scholar] [CrossRef]
- Lee, W.B.; Kim, Y.J.; Jung, S.B. Effects of copper insert layer on the properties of friction welded joints between TiAl and AISI 4140 structural steel. Intermetallics 2004, 12, 671–678. [Google Scholar] [CrossRef]
- Mitelea, I.; Groza, C.; Craciunescu, C. Copper Interlayer Contribution on Nd:YAG Laser Welding of Dissimilar Ti-6Al-4V Alloy with X5CrNi18-10 Steel. J. Mater. Eng. Perform. 2013, 22, 2219–2223. [Google Scholar] [CrossRef]
- Chatterjee, S.; Sahoo, S.K.; Swain, B.; Mahapatra, S.S.; Roy, T. Quality characterization of dissimilar laser welded joints of Ti6Al4V with AISI 304 by using copper deposition technique. Int. J. Adv. Manuf. Technol. 2020, 106, 4577–4591. [Google Scholar] [CrossRef]
- Deng, H.B.; Chen, Y.H.; Jia, Y.L.; Pang, Y.; Zhang, T.M.; Wang, S.L.; Yin, L.M. Microstructure and mechanical properties of dissimilar NiTi/Ti6Al4V joints via back-heating assisted friction stir welding. J. Manuf. Process. 2021, 64, 379–391. [Google Scholar] [CrossRef]
- Chen, Y.H.; Mao, Y.Q.; Lu, W.W.; He, P. Investigation of welding crack in micro laser welded NiTiNb shape memory alloy and Ti6Al4V alloy dissimilar metals joints. Opt. Laser Technol. 2017, 91, 197–202. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Mn | P | Si | Ni | S | Cr | Fe |
|---|---|---|---|---|---|---|---|---|
| DP590 | 0.150 | 2.500 | 0.040 | 0.600 | - | 0.015 | 0.020 | Bal. |
| 304 | 0.060 | 1.950 | 0.028 | 0.300 | 8.930 | 0.030 | 18.27 | Bal. |
| Sample Number | Interlayer Condition | Single-Pulse Energy (J) |
|---|---|---|
| 1 | without preset nickel coating | 15 |
| 2 | with preset nickel coating | 15 |
| 3 | with preset nickel coating | 17 |
| 4 | with preset nickel coating | 19 |
| Sample Number | YS (MPa) | UTS (MPa) | Elongation (%) |
|---|---|---|---|
| 1 | 160 | 230 | 1.15 |
| 2 | 130 | 260 | 1.45 |
| 3 | 155 | 280 | 1.5 |
| 4 | 165 | 370 | 1.55 |
| Sample Number | Corrosion Potential (V) |
|---|---|
| 1 | −1.0315 |
| 2 | −1.0192 |
| 3 | −1.0075 |
| 4 | −0.971 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, H.; Xu, J.; Hao, D.; Esmail, O.M.A.O. Microstructure and Mechanical Properties of Laser-Welded Joints between DP590 Dual-Phase Steel and 304 Stainless Steel with Preset Nickel Coating. Materials 2023, 16, 2774. https://doi.org/10.3390/ma16072774
Zhang H, Xu J, Hao D, Esmail OMAO. Microstructure and Mechanical Properties of Laser-Welded Joints between DP590 Dual-Phase Steel and 304 Stainless Steel with Preset Nickel Coating. Materials. 2023; 16(7):2774. https://doi.org/10.3390/ma16072774
Chicago/Turabian StyleZhang, Hua, Jiahui Xu, Desheng Hao, and Othman Mohammed Ali Othman Esmail. 2023. "Microstructure and Mechanical Properties of Laser-Welded Joints between DP590 Dual-Phase Steel and 304 Stainless Steel with Preset Nickel Coating" Materials 16, no. 7: 2774. https://doi.org/10.3390/ma16072774
APA StyleZhang, H., Xu, J., Hao, D., & Esmail, O. M. A. O. (2023). Microstructure and Mechanical Properties of Laser-Welded Joints between DP590 Dual-Phase Steel and 304 Stainless Steel with Preset Nickel Coating. Materials, 16(7), 2774. https://doi.org/10.3390/ma16072774