
Influence of Reactive Amine-Based Catalysts on Cryogenic Properties of Rigid Polyurethane Foams for Space and On-Ground Applications
 ,
,  ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Preparation of PUR Foam Samples
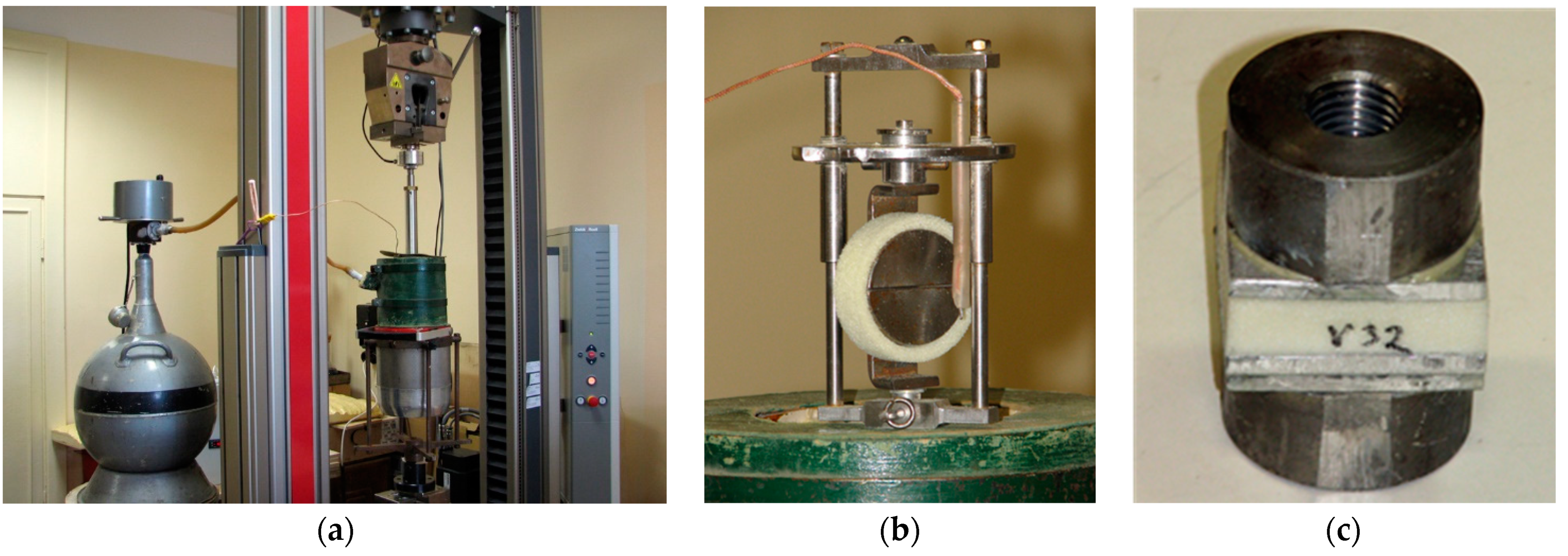
2.2.2. PUR Foam Testing
3. Results and Discussion
- σt—tensile strength at cryogenic temperature, MPa;
- E—tensile modulus at cryogenic temperature, MPa;
- ΔT—temperature difference, K;
- ν—Poisson’s ratio at cryogenic temperature.
- —elongation at break at 77 K, %;
- —contraction of foam at cooling from 295 to 77 K, %;
- l295—length of sample at room temperature, mm.
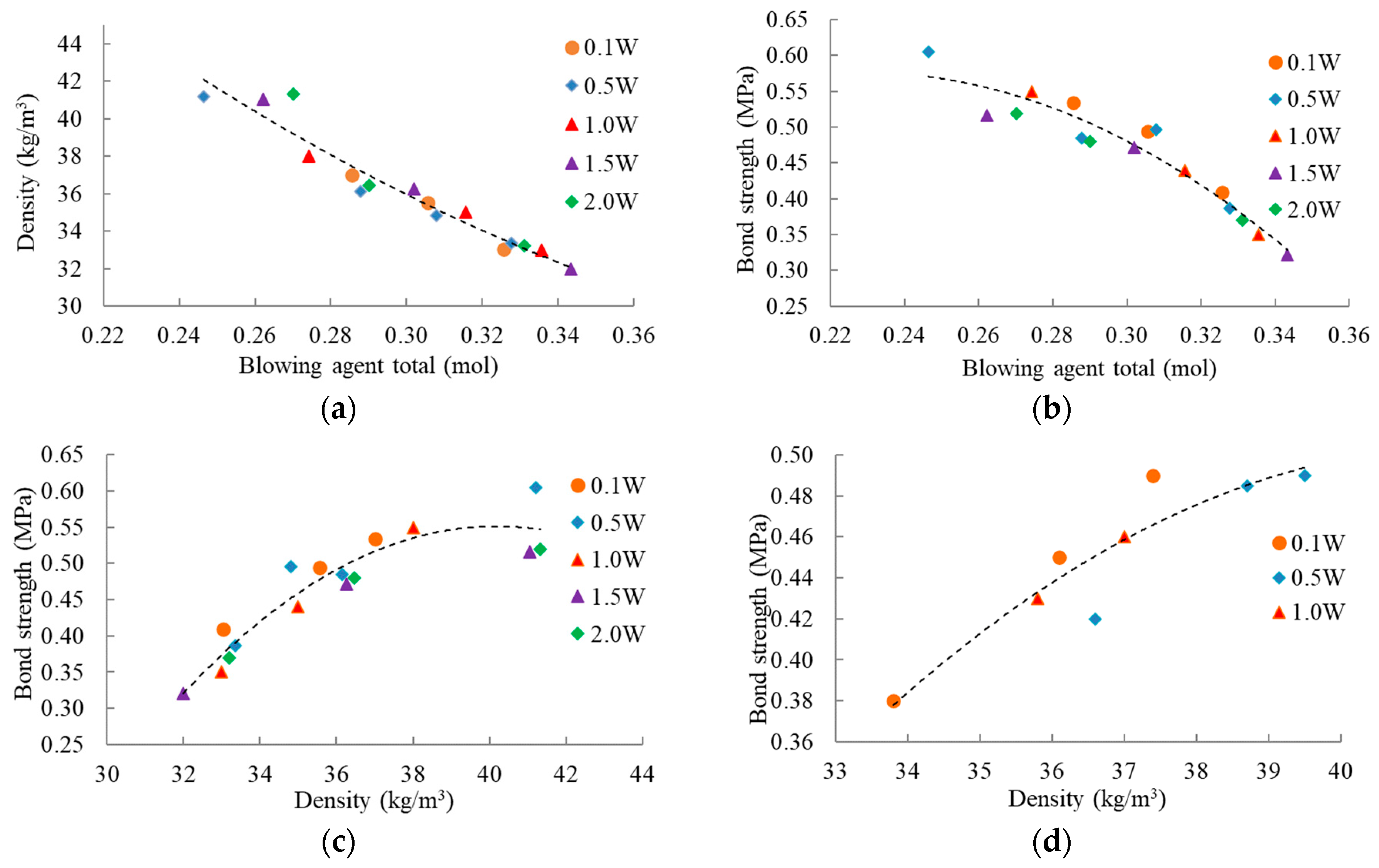
3.1. Preliminary Cryogenic Tests with Pouring Compositions
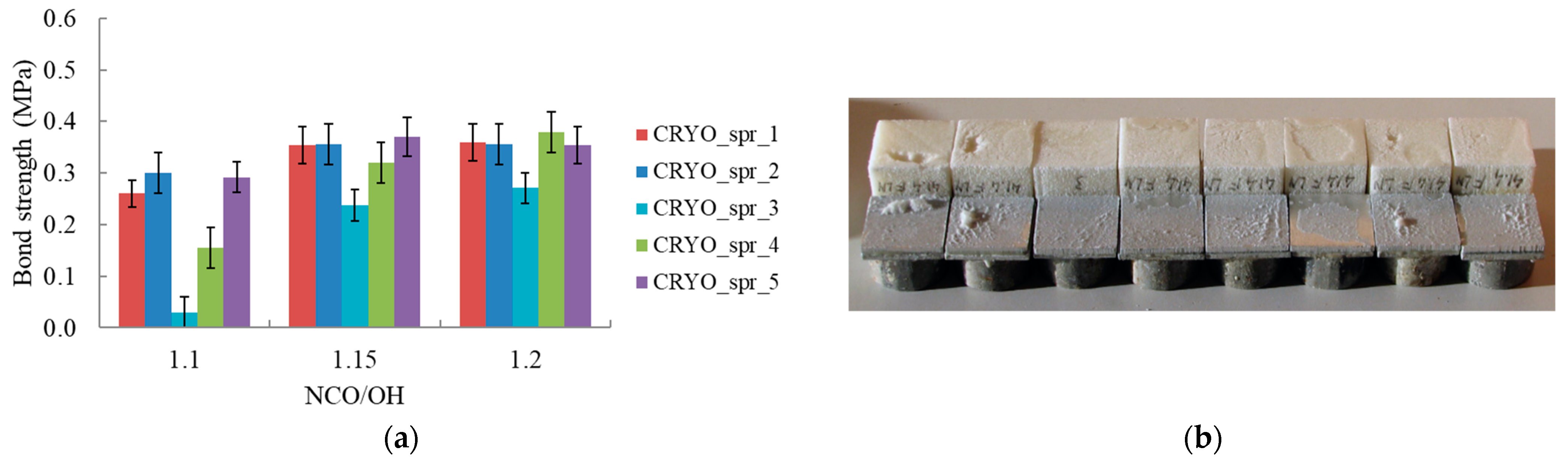
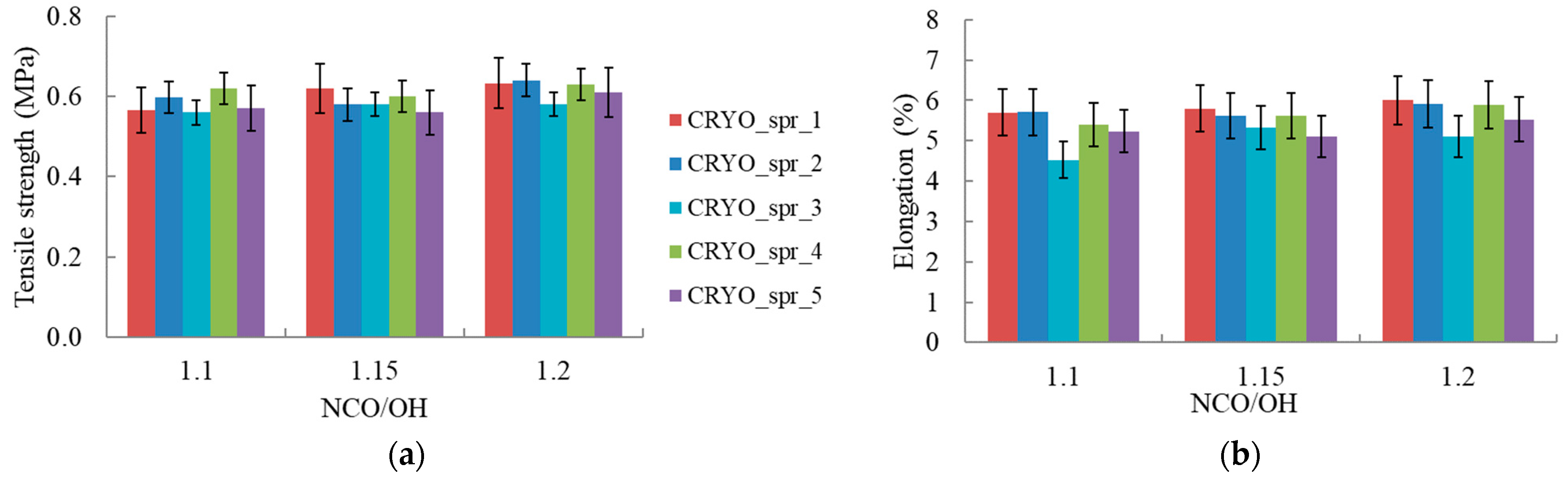
3.2. PUR Foam Scale-Up Production Using Industrial Spraying Machine and Cryogenic Tests
- Kosmos 19, a tin-based strong gel catalyst that was used as a reference metal-based catalyst;
- Dabco MB 20, a bismuth-based carboxylate that is an alternative to tin-based catalysts in rigid foam systems;
- Polycat 203, recently developed and patented, is a low-water-containing, amine-based catalyst with outstanding stability in formulations that contain HFO blowing agents. In comparison to conventional catalysts, Polycat 203 is a reactive amine catalyst and can facilitate a reduction in amine emissions during spraying;
- Polycat 218, recently developed and patented, is a relatively HFO-stable blowing reactive amine catalyst, designed to complement Polycat 203 in formulations containing HFO;
- Polycat 5, a conventional additive blowing catalyst that was used as a reference amine catalyst.
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Pehr, K.; Sauermann, P.; Traeger, O.; Bracha, M. Liquid hydrogen for motor vehicles-The world’s first public LH2 filling station. Int. J. Hydrogen Energy 2001, 26, 777–782. [Google Scholar] [CrossRef]
- Aceves, S.M.; Berry, G.D.; Martinez-Frias, J.; Espinosa-Loza, F. Vehicular storage of hydrogen in insulated pressure vessels. Int. J. Hydrogen Energy 2006, 31, 2274–2283. [Google Scholar] [CrossRef]
- Sakintuna, B.; Lamari-Darkrim, F.; Hirscher, M. Metal hydride materials for solid hydrogen storage: A review. Int. J. Hydrogen Energy 2007, 32, 1121–1140. [Google Scholar] [CrossRef]
- Wallner, T.; Lohse-Busch, H.; Gurski, S.; Duoba, M.; Thiel, W.; Martin, D.; Korn, T. Fuel economy and emissions evaluation of BMW Hydrogen 7 Mono-Fuel demonstration vehicles. Int. J. Hydrogen Energy 2008, 33, 7607–7618. [Google Scholar] [CrossRef]
- Ahluwalia, R.K.; Peng, J.K. Dynamics of cryogenic hydrogen storage in insulated pressure vessels for automotive applications. Int. J. Hydrogen Energy 2008, 33, 4622–4633. [Google Scholar] [CrossRef]
- Mori, D.; Hirose, K. Recent challenges of hydrogen storage technologies for fuel cell vehicles. Int. J. Hydrogen Energy 2009, 34, 4569–4574. [Google Scholar] [CrossRef]
- Mellouli, S.; Dhaou, H.; Askri, F.; Jemni, A.; Ben Nasrallah, S. Hydrogen storage in metal hydride tanks equipped with metal foam heat exchanger. Int. J. Hydrogen Energy 2009, 34, 9393–9401. [Google Scholar] [CrossRef]
- Ahluwalia, R.K.; Hua, T.Q.; Peng, J.K.; Lasher, S.; McKenney, K.; Sinha, J.; Gardiner, M. Technical assessment of cryo-compressed hydrogen storage tank systems for automotive applications. Int. J. Hydrogen Energy 2010, 35, 4171–4184. [Google Scholar] [CrossRef]
- Aceves, S.M.; Espinosa-Loza, F.; Ledesma-Orozco, E.; Ross, T.O.; Weisberg, A.H.; Brunner, T.C.; Kircher, O. High-density automotive hydrogen storage with cryogenic capable pressure vessels. Int. J. Hydrogen Energy 2010, 35, 1219–1226. [Google Scholar] [CrossRef]
- Westenberger, A. Liquid Hydrogen Fuelled Aircraft-System Analysis (CRYOPLANE); Final Technical Report; Airbus Deutschland GmbH: Hamburg, Germany, 2003. [Google Scholar]
- Verstraete, D.; Hendrick, P.; Pilidis, P.; Ramsden, K. Hydrogen fuel tanks for subsonic transport aircraft. Int. J. Hydrogen Energy 2010, 35, 11085–11098. [Google Scholar] [CrossRef]
- Verstraete, D. Long range transport aircraft using hydrogen fuel. Int. J. Hydrogen Energy 2013, 38, 14824–14831. [Google Scholar] [CrossRef]
- Cabulis, U.; Yakushin, V.; Fischer, W.P.P.; Rundans, M.; Sevastyanova, I.; Deme, L. Rigid Polyurethane Foams as External Tank Cryogenic Insulation for Space Launchers. In Proceedings of the IOP Conference Series: International Conference Baltic Polymer Symposium, Materials Science and Engineering, Jurmala, Latvia, 12–14 September 2018; IOP Publishing: Bristol, UK, 2018; Volume 500. [Google Scholar]
- Cabulis, U.; Yakushin, V.; Fischer, W.P.P. Preparation of rigid polyurethane foams as inner wetted thermal insulation. In Proceedings of the AIP Conference Series: The 33rd International Conference of the Polymer Processing Society, Cancun, Mexico, 10–14 December 2019; AIP Publishing: New York, NY, USA, 2019; Volume 2139. [Google Scholar]
- Bahadori, A. Thermal Insulation Handbook for the Oil, Gas, and Petrochemical Industries, 1st ed.; Gulf Professional Publishing: Oxford, UK, 2014. [Google Scholar]
- Desai, S.; Thakore, I.M.; Sarawade, B.D.; Devi, S. Effect of polyols and diisocyanates on thermo-mechanical and morphological properties of polyurethanes. Eur. Polym. J. 2000, 36, 711–725. [Google Scholar] [CrossRef]
- Suzuki, T.; Tokumoto, K.; Takahashi, Y.; Kiso, H.; Van Maris, R.; Tucker, J. Zero Emission Polyurethane Catalyst Reactive Strong Gelling Amine. pp. 13–21. Available online: https://www.tosoh.co.jp/technology/assets/2013_02_03.pdf (accessed on 28 March 2023).
- Sikorski, M.; Wehman, C.; Cordelair, H. New Additive Solutions for Low VOC in HR Molded Foams. J. Cell. Plast. 2000, 36, 294–309. [Google Scholar] [CrossRef]
- Casati, M.; Sonney, J.M.; Mispreuve, H.; Fanget, A.; Herrington, R.M.; Tu, J. Elimination of Amine Emissions from Polyurethane Foams: Challenges and Opportunities. In Proceedings of the API Polyurethanes Expo, Boca Raton, FL, USA, 30 June 2001. [Google Scholar]
- Muuronen, M.; Deglmann, P.; Tomović, Ž. Design Principles for Rational Polyurethane Catalyst Development. J. Org. Chem. 2019, 84, 8202–8209. [Google Scholar] [CrossRef]
- Zimmerman, R.L.; Renken, T.L. Low Odor Reactive Amine Catalysts for Polyurethane Foams. J. Cell. Plast. 1989, 25, 259–269. [Google Scholar] [CrossRef]
- Chaffanjon, P.; Grisgby, R.A.; Rister, E.L.; Zimmerman, R.L. Use of Real-time FTIR to Characterize Kinetics of Amine Catalysts and to. Cell. Plast. 2003, 39, 187–210. [Google Scholar] [CrossRef]
- Sridaeng, D.; Jitaree, W.; Thiampanya, P.; Chantarasiri, N. Preparation of rigid polyurethane foams using low-emission catalysts derived from metal acetates and ethanolamine. E-Polymers 2016, 16, 265–275. [Google Scholar] [CrossRef]
- Pretti, C.; Oliva, M.; Mennillo, E.; Barbaglia, M.; Funel, M.; Reddy Yasani, B.; Martinelli, E.; Galli, G. An ecotoxicological study on tin- and bismuth-catalysed PDMS based coatings containing a surface-active polymer. Ecotoxicol. Environ. Saf. 2013, 98, 250–256. [Google Scholar] [CrossRef]
- El Khezraji, S.; Thakur, S.; Raihane, M.; López-Manchado, M.A.; Belachemi, L.; Verdejo, R.; Lahcini, M. Use of novel non-toxic bismuth catalyst for the preparation of flexible polyurethane foam. Polymers 2021, 13, 4460. [Google Scholar] [CrossRef]
- Calm, J.M. The next generation of refrigerants-Historical review, considerations, and outlook. Int. J. Refrig. 2008, 31, 1123–1133. [Google Scholar] [CrossRef]
- McLinden, M.O.; Kazakov, A.F.; Steven Brown, J.; Domanski, P.A. A thermodynamic analysis of refrigerants: Possibilities and tradeoffs for Low-GWP refrigerants. Int. J. Refrig. 2014, 38, 80–92. [Google Scholar] [CrossRef]
- Schulz, M.; Kourkoulas, D. Regulation (EU) No 517/2014 of the European Parliament and of the Council of 16 April 2014 on fluorinated greenhouse gases and repealing Regulation (EC) No 842/2006. Off. J. Eur. Union 2014, 2014, L150/195-230. [Google Scholar]
- Yakushin, V.; Cabulis, U.; Fridrihsone, V.; Kravchenko, S.; Pauliks, R. Properties of polyurethane foam with fourth-generation blowing agent. E-Polymers 2021, 21, 763–769. [Google Scholar] [CrossRef]
- Fesmire, J.E.; Coffman, B.E.; Meneghelli, B.J.; Heckle, K.W. Spray-on foam insulations for launch vehicle cryogenic tanks. Cryogenics 2012, 52, 251–261. [Google Scholar] [CrossRef]
- Recupido, F.; Lama, G.C.; Ammendola, M.; Bossa, F.D.L.; Minigher, A.; Campaner, P.; Morena, A.G.; Tzanov, T.; Ornelas, M.; Barros, A.; et al. Rigid composite bio-based polyurethane foams: From synthesis to LCA analysis. Polymer 2023, 267, 125674. [Google Scholar] [CrossRef]
- Sardon, H.; Mecerreyes, D.; Basterretxea, A.; Avérous, L.; Jehanno, C. From Lab to Market: Current Strategies for the Production of Biobased Polyols. ACS Sustain. Chem. Eng. 2021, 9, 10664–10677. [Google Scholar] [CrossRef]
- Uram, K.; Prociak, A.; Vevere, L.; Pomilovskis, R.; Cabulis, U.; Kirpluks, M. Natural oil-based rigid polyurethane foam thermal insulation applicable at cryogenic temperatures. Polymers 2021, 13, 4276. [Google Scholar] [CrossRef]
- Sture, B.; Vevere, L.; Kirpluks, M.; Godina, D.; Fridrihsone, A.; Cabulis, U. Polyurethane foam composites reinforced with renewable fillers for cryogenic insulation. Polymers 2021, 13, 4089. [Google Scholar] [CrossRef]
- Vlcek, T.; Cabulis, U.; Holinska, M. Eco-friendlier and non-isocyanate-based polyurethane materiāls for space applications. CEAS Sp. J. 2022, 15, 253–264. [Google Scholar] [CrossRef]
- Thirumal, M.; Khastgir, D.; Singha, N.K.; Manjunath, B.S.; Naik, Y.P. Effect of Foam Density on the Properties of Water Blown Rigid Polyurethane Foam. J. Appl. Polym. Sci. 2008, 108, 1810–1817. [Google Scholar] [CrossRef]
- Ouellet, S.; Cronin, D.; Worswick, M. Compressive response of polymeric foams under quasi-static, medium and high strain rate conditions. Polym. Test. 2006, 25, 731–743. [Google Scholar] [CrossRef]
- Chen, W.; Lu, F.; Winfree, N. High-strain-rate compressive behavior of a rigid polyurethane foam with various densities. Exp. Mech. 2002, 42, 65–73. [Google Scholar] [CrossRef]
- Dawson, J.R.; Shortall, J.B. The microstructure of rigid polyurethane foams. J. Mater. Sci. 1982, 17, 220–224. [Google Scholar] [CrossRef]
- Miltz, J.; Gruenbaum, G. Evaluation of cushioning properties of plastic foams from compressive measurements. Polym. Eng. Sci. 1981, 21, 1010–1014. [Google Scholar] [CrossRef]
- Sherwood, J.A.; Frost, C.C. Constitutive modeling and simulation of energy absorbing polyurethane foam under impact loading. Polym. Eng. Sci. 1992, 32, 1138–1146. [Google Scholar] [CrossRef]
- Jin, J.F.; Chen, Y.L.; De Wang, N.; Hu, C.P.; Zhu, S.; Vanoverloop, L.; Randall, D. Structures and physical properties of rigid polyurethane foam prepared with rosin-based polyol. J. Appl. Polym. Sci. 2002, 84, 598–604. [Google Scholar] [CrossRef]
- Tu, Z.H.; Shim, V.P.W.; Lim, C.T. Plastic deformation modes in rigid polyurethane foam under static loading. Int. J. Solids Struct. 2001, 38, 9267–9279. [Google Scholar] [CrossRef]
- Stirna, U.K.; Tukums, P.S.; Zhmud’, N.P.; Yakushin, V.A. Physicomechanical characteristics of cross-linked polyesterurethanes. Izv. Akad. Nauk Latv. SSR Ser. Khim 1988, 1, 69–77. [Google Scholar]
- Yakushin, V.; Stirna, U.; Zmund’, N.P. Effect of the chemical structure structure of the polymer matrix on the properties of foamed polyurethanes at low temperatures. Mech. Compos. Mater. 1999, 35, 351–356. [Google Scholar] [CrossRef]
- ASTM D 2290; Standard Test Method for Apparent Hoop Tensile Strength of Plastic or Reinforced Plastic Pipe. ASTM International: West Conshohocken, PA, USA, 2019.
- Zhmud’, N.P.; Yakushin, V. Determination of the properties of rigid polyurethane foams in tension on ring specimens. Mekhanika Kompoz. Mater. 1986, 6, 1123–1127. [Google Scholar]
- Yakushin, V.; Zhmud’, N.P.; Stirna, U. Physicomechanical characteristics of spray-on rigid polyurethane foams at normal and low temperatures. Mech. Compos. Mater. 2002, 38, 273–280. [Google Scholar] [CrossRef]
- Demharter, A. Polyurethane rigid foam, a proven thermal insulating material for applications between +130 °C and −196 °C. Cryogenics 1998, 38, 113–117. [Google Scholar] [CrossRef]
- Stirna, U.; Beverte, I.; Yakushin, V.; Cabulis, U. Polyurethane and Polyisocyanurate Foams in External Tank Cryogenic Insulation. In Polymers at Cryogenic Temperatures; Kalia, S., Fu, S.Y., Eds.; Springer: London, UK, 2013; pp. 203–244. [Google Scholar]
- Rao, R.R.; Mondy, L.A.; Long, K.N.; Celina, M.C.; Wyatt, N.; Roberts, C.C.; Soehnel, M.M.; Brunini, V.E. The kinetics of polyurethane structural foam formation: Foaming and polymerization. AIChE J. 2017, 63, 2945–2957. [Google Scholar] [CrossRef]
- Lim, H.; Kim, S.H.; Kim, B.K. Effects of silicon surfactant in rigid polyurethane foams. Express Polym. Lett. 2008, 2, 194–200. [Google Scholar] [CrossRef]
- Kim, J.; Ryba, E. The effect of polyol OH number on the bond strength of rigid polyurethane on an aluminum substrate. J. Adhes. Sci. Technol. 2001, 15, 1747–1762. [Google Scholar] [CrossRef]
- Kirpluks, M.; Cabulis, U.; Ivdre, A.; Kuranska, M.; Zieleniewska, M.; Auguscik, M. Mechanical and Thermal Properties of High-Density Rigid Polyurethane Foams from Renewable Resources. J. Renew. Mater. 2016, 4, 86–100. [Google Scholar] [CrossRef]
- Hejna, A.; Kirpluks, M.; Kosmela, P.; Cabulis, U.; Haponiuk, J.; Piszczyk, L. The influence of crude glycerol and castor oil-based polyol on thestructure and performance of rigid polyurethane-polyisocyanuratefoams. Ind. Crops Prod. 2017, 95, 113–125. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ingredients | Trade Names | Pouring Composition | Spraying Composition | |
|---|---|---|---|---|
| A-component | Polyols | Lupranol 3300 | 55 | |
| Lupranol 3508/1 | ||||
| Lupraphen 1901/1 | ||||
| Diethylene glycol | 25 | |||
| IXOL B 251 | 20 | |||
| Flame retardant | TCPP | 15 | ||
| Surfactant | Silicone L-6915LV | 1.5 | ||
| Catalyst package | According to Table 2 | |||
| Blowing agents | Solstice® LBA | 23–41 | 45 | |
| Water | 0–1.9 | 0 | ||
| B-component (pMDI) | Desmodur® 44V20L | 147 | 147–160 | |
| Sample Codes | Catalyst, pbw | ||||
|---|---|---|---|---|---|
| Kosmos 19 | Dabco MB-20 | Polycat 5 | Polycat 218 | Polycat 203 | |
| Pouring compositions | |||||
| CRYO_p | 0.1 | 0.5 | |||
| Spraying compositions | |||||
| CRYO_spr_1 | 0.1 | 6 | |||
| CRYO_spr_2 | 0.15 | 6 | |||
| CRYO_spr_3 | 0.15 | 6 | |||
| CRYO_spr_4 | 0.2 | 6 | |||
| CRYO_spr_5 | 0.2 | 4 | 2 | ||
| Water | Solstice® LBA | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Added water | Water together with moisture of polyols | pbw | |||||||
| 21 | 23 | 28 | 33 | 35 | 39 | 41 | |||
| moles | |||||||||
| pbw | pbw | moles | 0.16 | 0.18 | 0.22 | 0.26 | 0.27 | 0.30 | 0.32 |
| Blowing agents total, moles | |||||||||
| 0 | 0.1 | 0.01 | * | * | 0.23 | * | 0.28 | 0.31 | 0.33 |
| 0.4 | 0.5 | 0.03 | * | * | 0.25 | 0.29 | 0.30 | 0.33 | 0.35 |
| 0.9 | 1 | 0.06 | * | 0.24 | 0.28 | 0.32 | 0.33 | * | * |
| 1.4 | 1.5 | 0.08 | * | 0.26 | 0.30 | 0.34 | 0.35 | * | * |
| 1.9 | 2 | 0.11 | 0.27 | 0.29 | 0.33 | * | * | * | * |
| Sample Codes | tcream | tgel | ttack-free |
|---|---|---|---|
| Sec | |||
| CRYO_p | 23–27 | 38–45 | 45–60 |
| CRYO_spr_1 | 3.4 | 11.0 | 17.0 |
| CRYO_spr_2 | 3.5 | 11.5 | 19.8 |
| CRYO_spr_3 | 3.6 | 14.0 | 23.2 |
| CRYO_spr_4 | 3.7 | 13.2 | 22.2 |
| CRYO_spr_5 | 4.5 | 15.0 | 27.1 |
| PUR Compositions | NCO/OH | ||
|---|---|---|---|
| 1.1 | 1.15 | 1.2 | |
| CRYO_spr_1 | 34.6 | 34.8 | 35.3 |
| CRYO_spr_2 | 34.3 | 34.7 | 34.9 |
| CRYO_spr_3 | 34.4 | 34.9 | 35.1 |
| CRYO_spr_4 | 34.5 | 34.6 | 35.0 |
| CRYO_spr_5 | 34.5 | 34.6 | 35.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yakushin, V.; Rundans, M.; Holynska, M.; Sture, B.; Cabulis, U. Influence of Reactive Amine-Based Catalysts on Cryogenic Properties of Rigid Polyurethane Foams for Space and On-Ground Applications. Materials 2023, 16, 2798. https://doi.org/10.3390/ma16072798
Yakushin V, Rundans M, Holynska M, Sture B, Cabulis U. Influence of Reactive Amine-Based Catalysts on Cryogenic Properties of Rigid Polyurethane Foams for Space and On-Ground Applications. Materials. 2023; 16(7):2798. https://doi.org/10.3390/ma16072798
Chicago/Turabian StyleYakushin, Vladimir, Maris Rundans, Malgorzata Holynska, Beatrise Sture, and Ugis Cabulis. 2023. "Influence of Reactive Amine-Based Catalysts on Cryogenic Properties of Rigid Polyurethane Foams for Space and On-Ground Applications" Materials 16, no. 7: 2798. https://doi.org/10.3390/ma16072798
APA StyleYakushin, V., Rundans, M., Holynska, M., Sture, B., & Cabulis, U. (2023). Influence of Reactive Amine-Based Catalysts on Cryogenic Properties of Rigid Polyurethane Foams for Space and On-Ground Applications. Materials, 16(7), 2798. https://doi.org/10.3390/ma16072798