
Nitriding Effect on the Tribological Performance of CrN-, AlTiN-, and CrN/AlTiN-Coated DIN 1.2367 Hot Work Tool Steel


Abstract
:1. Introduction
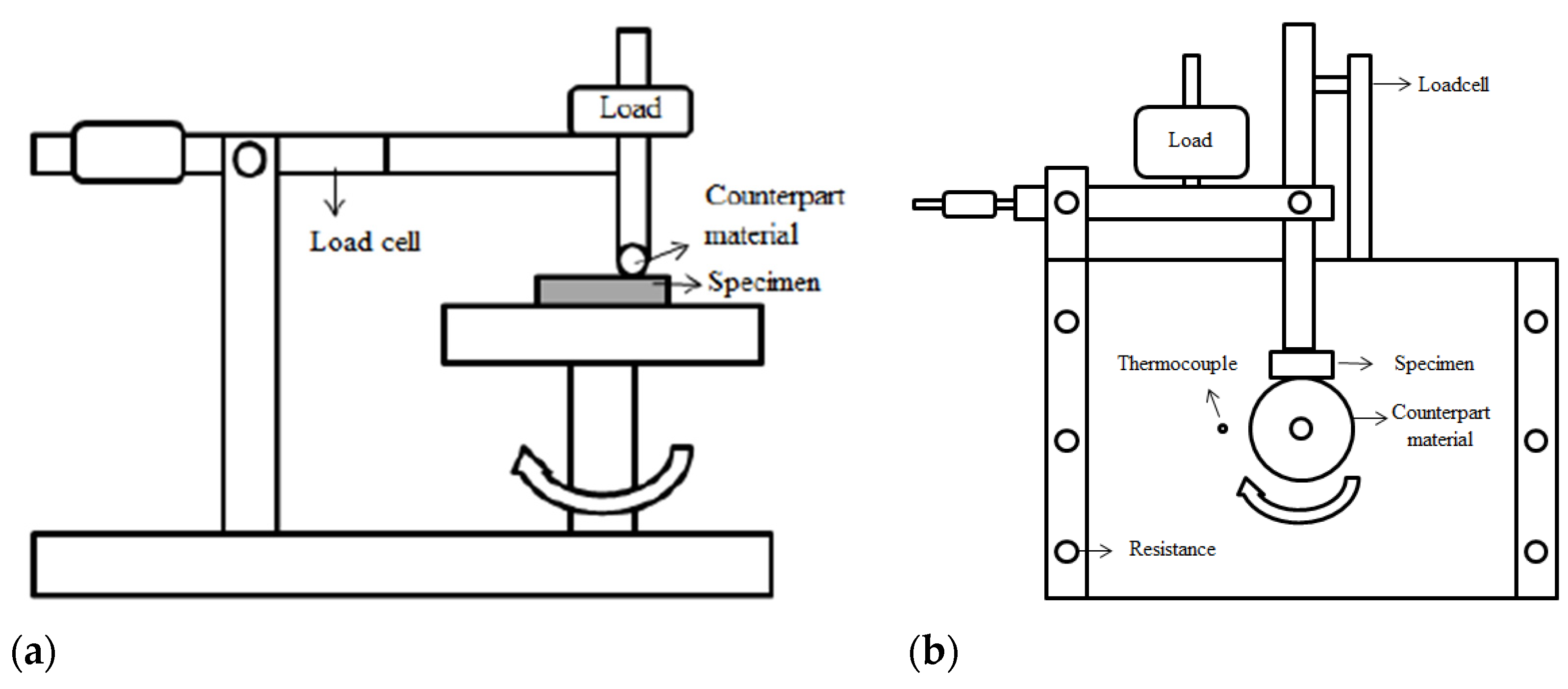
2. Materials and Methods
3. Results and Discussion
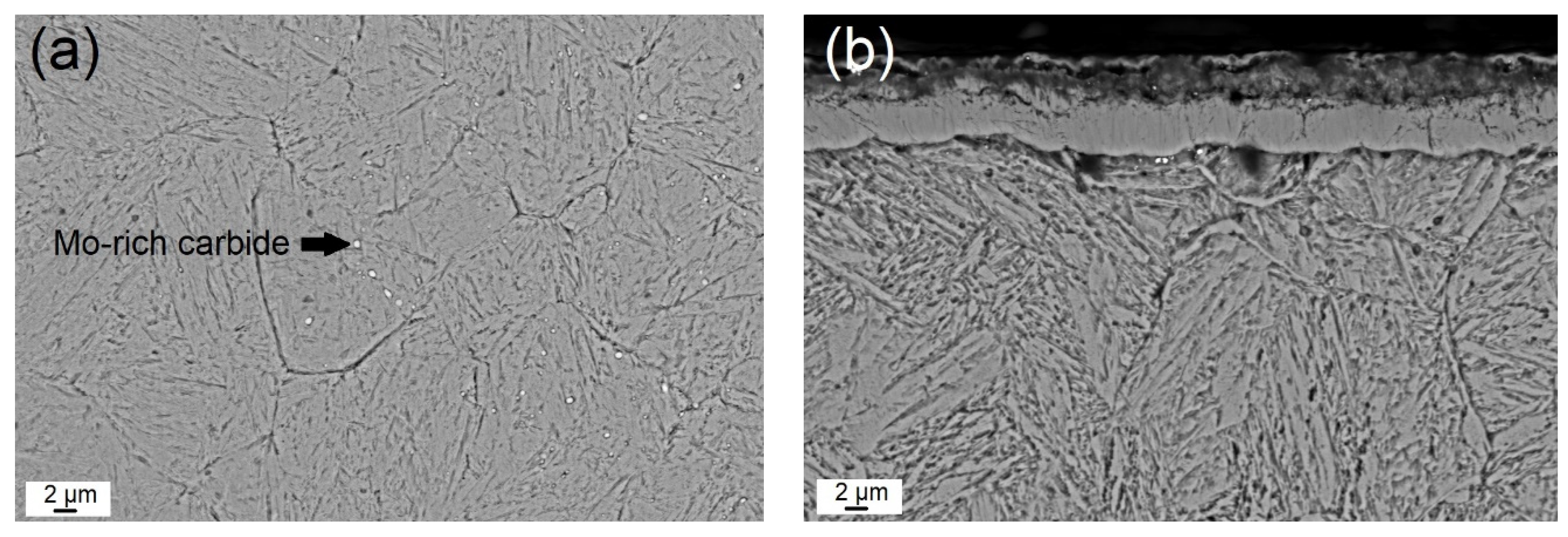
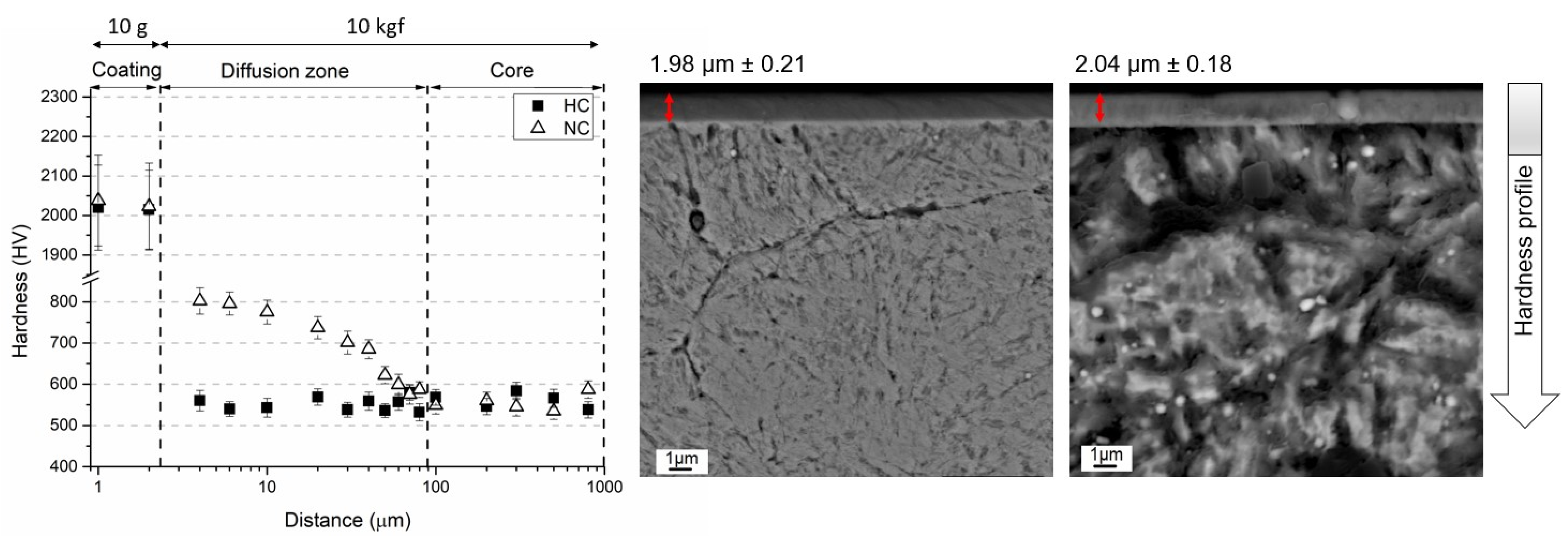
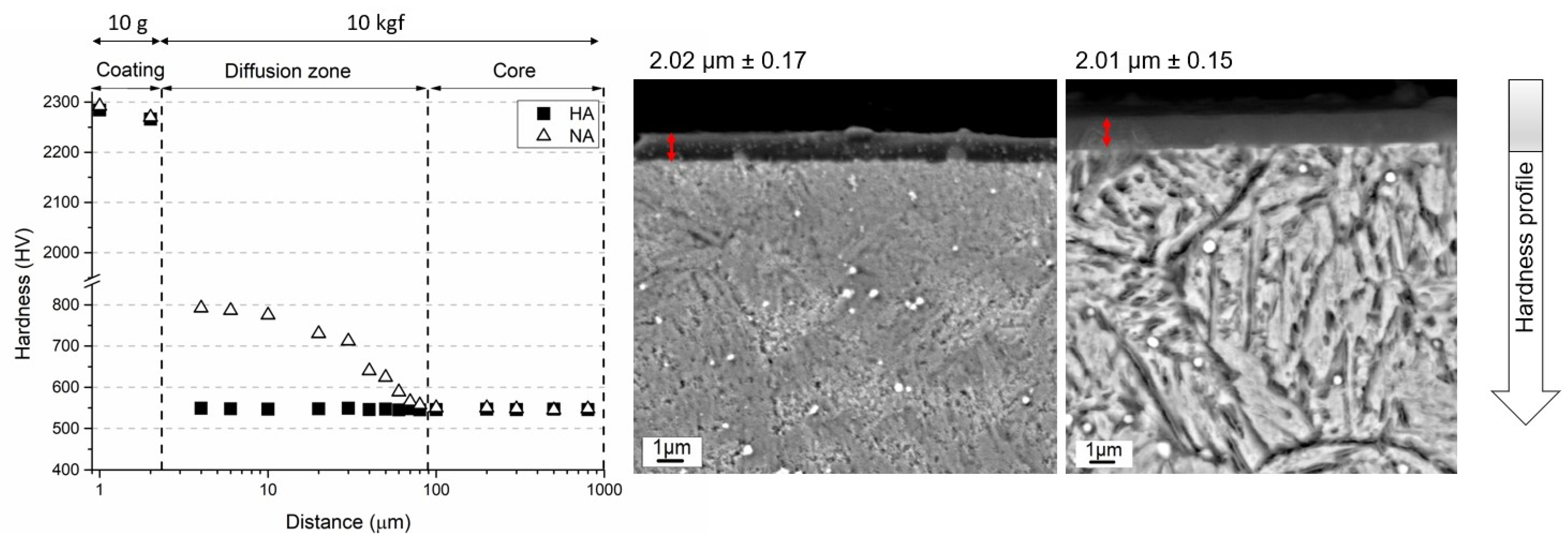
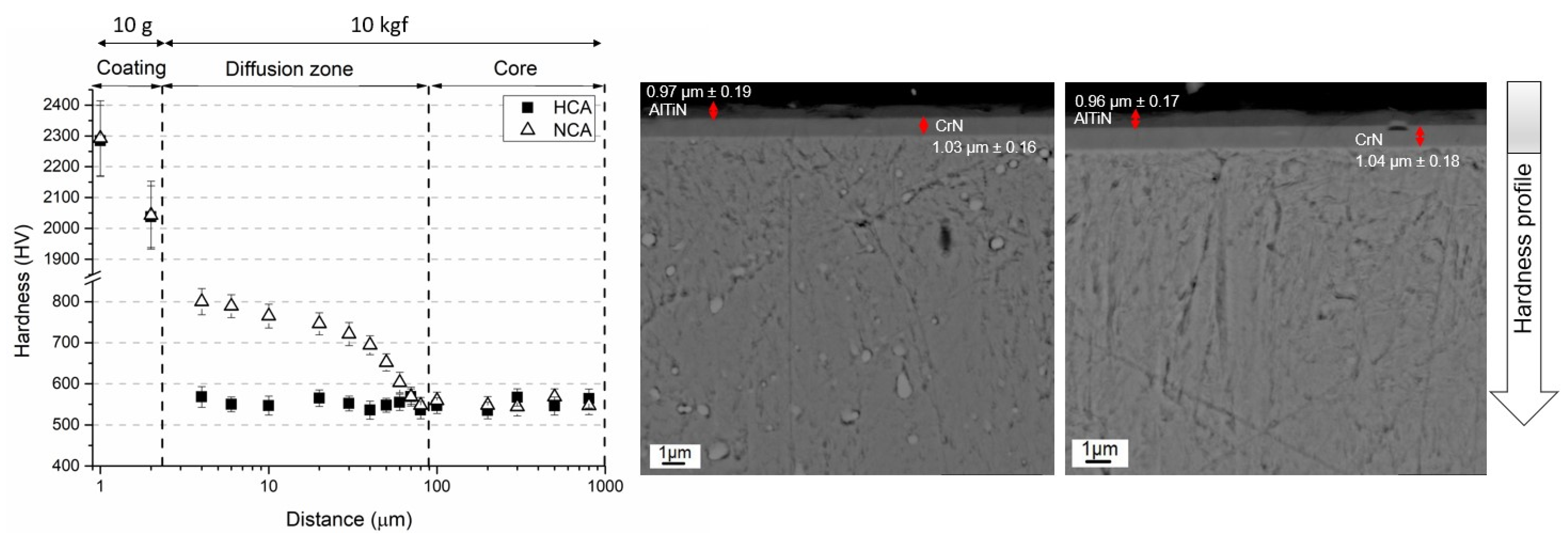
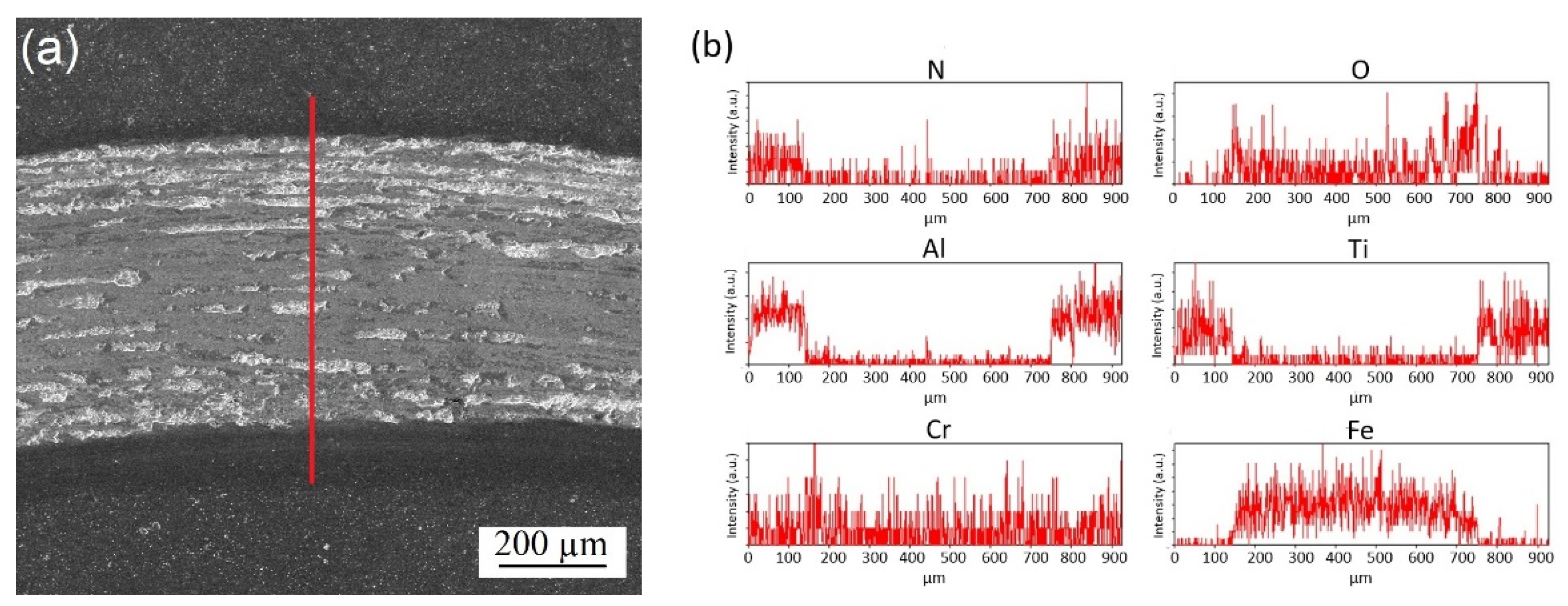
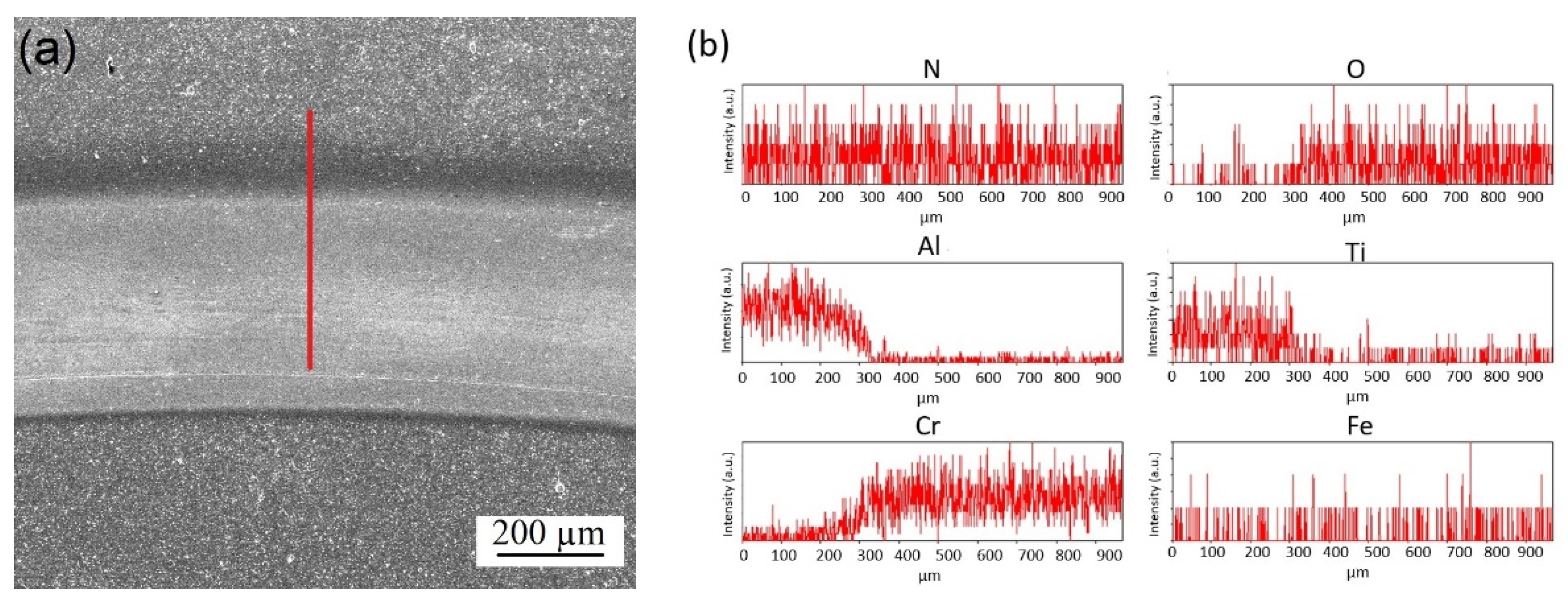
3.1. Hardness Profile and Microstructural Features
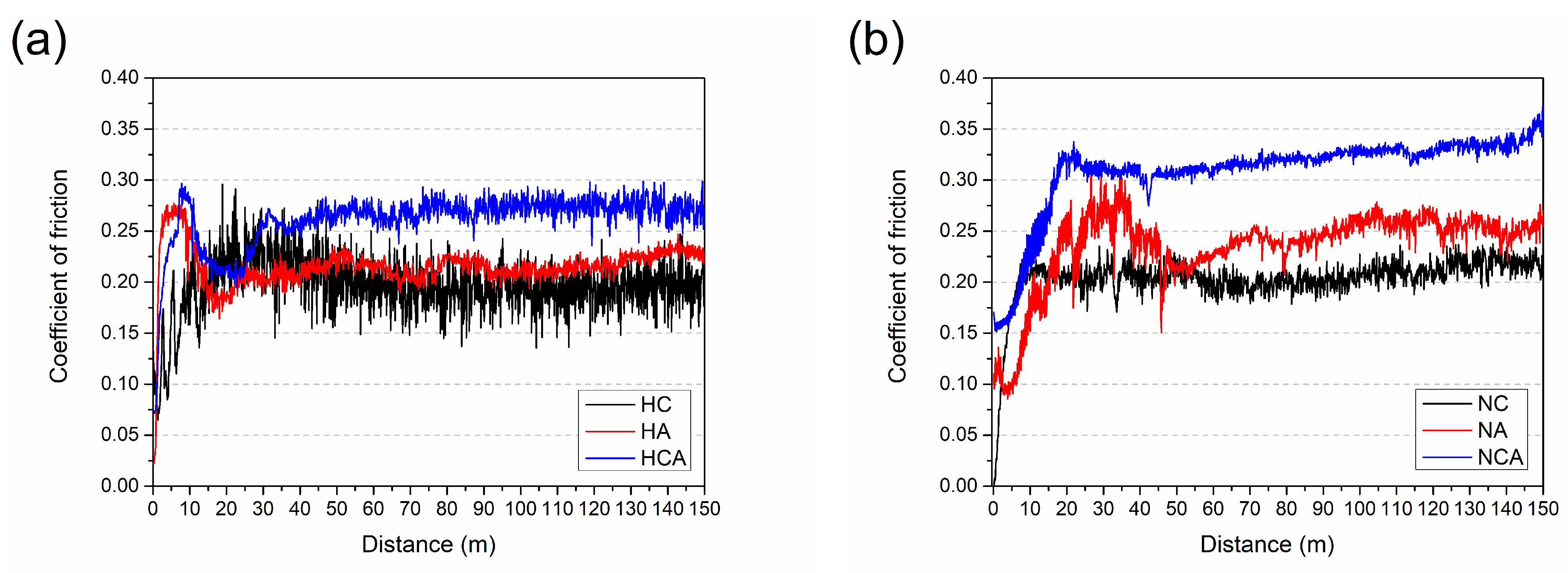
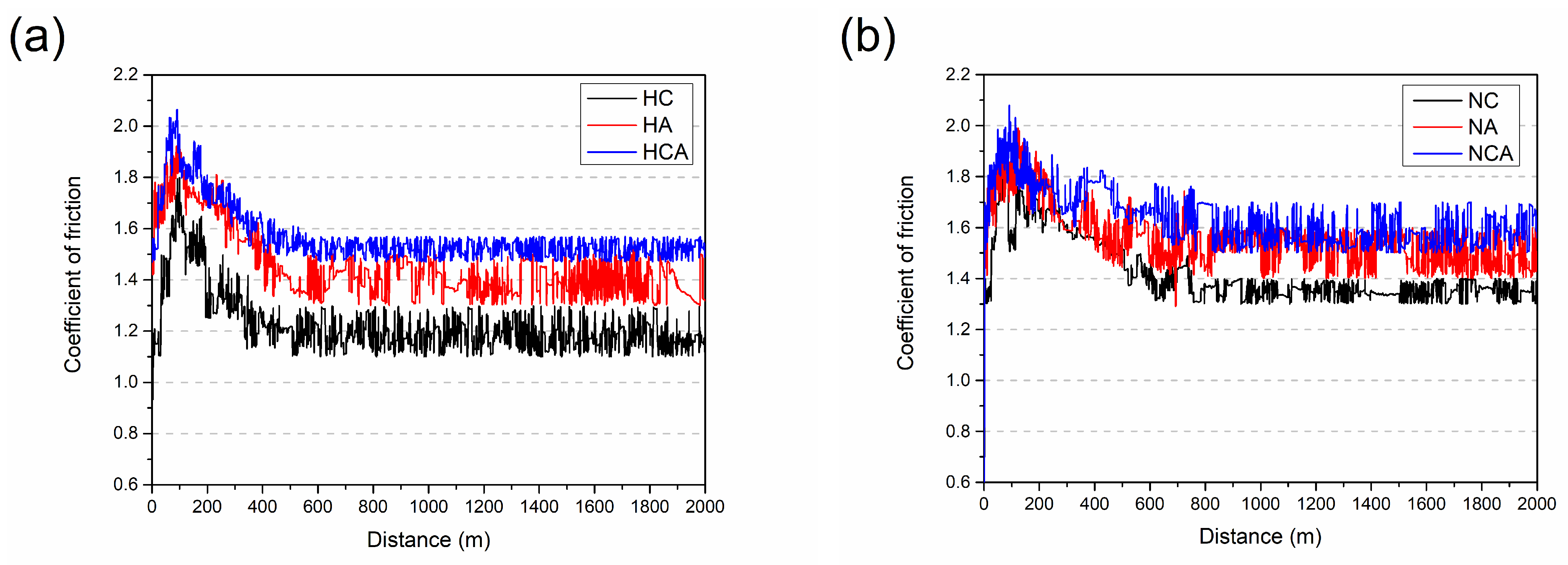
3.2. Evaluation of the Tribology Test Results at RT
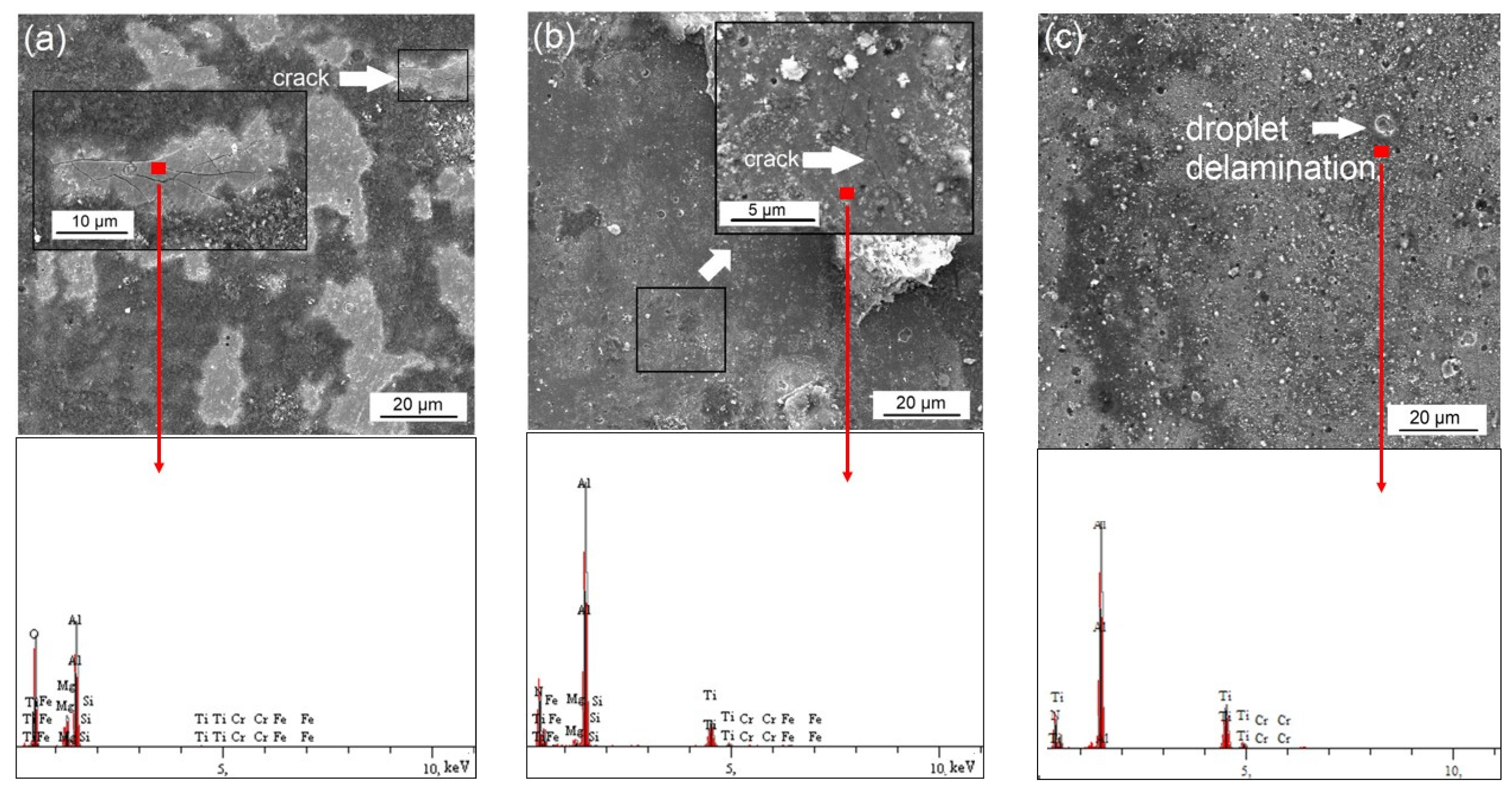
3.3. Evaluation of Tribology Test Results at HT
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Li, C.X.; Bell, T. Corrosion properties of plasma nitrided AISI 410 martensitic stainless steel in 3.5% NaCl and 1% HCl aqueous solutions. Corros. Sci. 2006, 48, 2036–2049. [Google Scholar] [CrossRef]
- De Las Heras, E.; Egidi, D.A.; Corengia, P.; González-Santamaría, D.; García-Luis, A.; Brizuela, M.; López, G.A.; Martinez, M.F. Duplex surface treatment of an AISI 316L stainless steel; microstructure and tribological behaviour. Surf. Coat. Technol. 2008, 202, 2945–2954. [Google Scholar] [CrossRef]
- Dalibon, E.L.; Prieto, G.; Tuckart, W.R.; Brühl, S.P. Tribological behaviour of a hyperlox coating deposited over nitrided martensitic stainless steel. Surf. Topogr. Metrol. Prop. 2022, 10, 034003. [Google Scholar] [CrossRef]
- Wang, Z.W.; Li, Y.; Zhang, Z.H.; Zhang, S.Z.; Ren, P.; Qiu, J.X.; Wang, W.W.; Bi, Y.J.; He, Y.Y. Friction and wear behavior of duplex-treated AISI 316L steels by rapid plasma nitriding and (CrWAlTiSi)N ceramic coating. Results Phys. 2021, 24, 104132. [Google Scholar] [CrossRef]
- Podgornik, B.; Vižintin, J.; Wänstrand, O.; Larsson, M.; Hogmark, S.; Ronkainen, H.; Holmberg, K. Tribology properties of plasma nitrided and hard coated AISI 4140 steel. Wear 2001, 249, 254–259. [Google Scholar] [CrossRef]
- Drábik, M.; Truchlý, M.; Ballo, V.; Roch, T.; Kvetková, L.; Kúš, P. Influence of substrate material and its plasma pretreatment on adhesion and properties of WC/a-C:H nanocomposite coatings deposited at low temperature. Surf. Coat. Technol. 2018, 333, 138–147. [Google Scholar] [CrossRef]
- He, Y.; Apachitei, I.; Zhou, J.; Walstock, T.; Duszczyk, J. Effect of prior plasma nitriding applied to a hot-work tool steel on the scratch-resistant properties of PACVD TiBN and TiCN coatings. Surf. Coat. Technol. 2006, 201, 2534–2539. [Google Scholar] [CrossRef]
- Rodríguez-Baracaldo, R.; Benito, J.A.; Puchi-Cabrera, E.S.; Staia, M.H. High temperature wear resistance of (TiAl)N PVD coating on untreated and gas nitrided AISI H13 steel with different heat treatments. Wear 2007, 262, 380–389. [Google Scholar] [CrossRef]
- Batista, J.C.A.; Joseph, M.C.; Godoy, C.; Matthews, A. Micro-abrasion wear testing of PVD TiN coatings on untreated and plasma nitrided AISI H13 steel. Wear 2002, 249, 971–979. [Google Scholar] [CrossRef]
- Weinhold, T.; Dalke, A.; Schramm, A.; Biermann, H. Sliding wear behavior of duplex coatings with different plasma nitride layers and a Cr-Al-Ti-B-N coating. Eng. Rep. 2022, 4, e12377. [Google Scholar] [CrossRef]
- Siddiqui, S.A.; Favaro, G.; Maros, M.B. Investigation of the Damage Mechanism of CrN and Diamond-Like Carbon Coatings on Precipitation-Hardened and Duplex-Treated X42Cr13/W Tool Steel by 3D Scratch Testing. J. Mater. Eng. Perform. 2022, 31, 7830–7842. [Google Scholar] [CrossRef]
- Ma, S.; Li, Y.; Xu, K. The composite of nitrided steel of H13 and TiN coatings by plasma duplex treatment and the effect of pre-nitriding. Surf. Coat. Technol. 2001, 137, 116–121. [Google Scholar] [CrossRef]
- Meng, C.; Yang, L.; Wu, Y.; Tan, J.; Dang, W.; He, X.; Ma, X. Study of the oxidation behavior of CrN coating on Zr alloy in air. J. Nucl. Mater. 2019, 515, 354–369. [Google Scholar] [CrossRef]
- Conde, A.; Cristóbal, A.B.; Fuentes, G.; Tate, T.; de Damborenea, J. Surface analysis of electrochemically stripped CrN coatings. Surf. Coat. Technol. 2006, 201, 3588–3595. [Google Scholar] [CrossRef] [Green Version]
- Samani, M.K.; Chen, G.C.K.; Ding, X.Z.; Zeng, X.T. Thermal conductivity of CrAlN and TiAlN coatings deposited by lateral rotating cathode arc. Key Eng. Mater. 2010, 447–448, 705–709. [Google Scholar] [CrossRef]
- Smolik, J.; Gulde, M.; Walkowicz, J.; Suchanek, J. Influence of the structure of the composite: “Nitrided layer/PVD coating” on the durability of forging dies made of steel DIN-1.2367. Surf. Coat. Technol. 2004, 180–181, 506–511. [Google Scholar] [CrossRef]
- Barshilia, H.C.; Selvakumar, N.; Deepthi, B.; Rajam, K.S. A comparative study of reactive direct current magnetron sputtered CrAlN and CrN coatings. Surf. Coat. Technol. 2006, 201, 2193–2201. [Google Scholar] [CrossRef]
- Wang, L.; Nie, X. Effect of annealing temperature on tribological properties and material transfer phenomena of CrN and CrAlN coatings. J. Mater. Eng. Perform. 2014, 23, 560–571. [Google Scholar] [CrossRef]
- Tang, J.F.; Lin, C.Y.; Yang, F.C.; Chang, C.L. Influence of nitrogen content and bias voltage on residual stress and the tribological and mechanical properties of CrAlN films. Coatings 2020, 10, 546. [Google Scholar] [CrossRef]
- Lv, Y.; Ji, L.; Liu, X.; Li, H.; Zhou, H.; Chen, J. The structure and properties of CrAlN films deposited by mid-frequency unbalanced magnetron sputtering at different substrate bias duty cycles. Surf. Coat. Technol. 2012, 206, 3961–3969. [Google Scholar] [CrossRef]
- Alkan, S.; Gök, M.S. Influence of plasma nitriding pre-treatment on the corrosion and tribocorrosion behaviours of PVD CrN, TiN and AlTiN coated AISI 4140 steel in seawater. Lubr. Sci. 2022, 34, 67–83. [Google Scholar] [CrossRef]
- Somers, M.A.J. Verbindungsschichtbildung beim Nitrieren und Nitrocarburieren–Wissensstand und zukünftiger Forschungsbedarf. HTM Haerterei-Tech. Mitt. 2011, 66, 56–67. [Google Scholar] [CrossRef]
- Zhang, X.; Tian, X.; Gong, C.; Liu, X.; Li, J.; Zhu, J.; Lin, H. Effect of plasma nitriding ion current density on tribological properties of composite CrAlN coatings. Ceram. Int. 2022, 48, 3954–3962. [Google Scholar] [CrossRef]
- Paschke, H.; Weber, M.; Kaestner, P.; Braeuer, G. Influence of different plasma nitriding treatments on the wear and crack behavior of forging tools evaluated by Rockwell indentation and scratch tests. Surf. Coat. Technol. 2010, 205, 1465–1469. [Google Scholar] [CrossRef]
- Llorca-Schenk, J.; Sentana-Gadea, I.; Sanchez-Lozano, M. Design of porthole aluminium extrusion dies through mathematical formulation. Mater. Today Commun. 2021, 27, 102301. [Google Scholar] [CrossRef]
- Lv, J.; Yu, J.; Shi, Z.; Li, W.; Lin, J. Feasibility study of a novel multi-container extrusion method for manufacturing wide aluminium profiles with low force. J. Manuf. Process. 2023, 85, 584–593. [Google Scholar] [CrossRef]
- Berrais, A.; Boudebane, A.; Labaiz, M.; Montagne, A.; Lemboub, S.; Touhami, M.Z.; Ourdjini, A. Analysis of wear of a nitrided AISI H13 hot work tool steel in an aluminium hot extrusion process. Wear 2023, 514–515, 204587. [Google Scholar] [CrossRef]
- Birol, Y. Analysis of wear of a gas nitrided H13 tool steel die in aluminium extrusion. Eng. Fail. Anal. 2012, 26, 203–210. [Google Scholar] [CrossRef]
- Kaba, M.; Altay, M.; Akyildiz, E.; Muhaffel, F.; Ozkurt, S.; Atar, E.; Baydogan, M.; Cimenoglu, H. Surface degradation of nitrided hot work tool steels under repeated impact-sliding contacts: Effect of compound layer. Wear 2022, 498–499, 204300. [Google Scholar] [CrossRef]
- Panjan, P.; Drnovšek, A.; Gselman, P.; Čekada, M.; Panjan, M. Review of growth defects in thin films prepared by PVD techniques. Coatings 2020, 10, 447. [Google Scholar] [CrossRef]
- Bemporad, E.; Pecchio, C.; De Rossi, S.; Carassiti, F. Characterization and hardness modelling of alternate TIN/TICN multilayer cathodic arc PVD coating on tool steel. Surf. Coat. Technol. 2001, 146–147, 363–370. [Google Scholar] [CrossRef]
- Kalin, M.; Jerina, J. The effect of temperature and sliding distance on coated (CrN, TiAlN) and uncoated nitrided hot-work tool steels against an aluminium alloy. Wear 2015, 330–331, 371–379. [Google Scholar] [CrossRef]
- Kumar, S.; Maity, S.R.; Patnaik, L. Friction and tribological behavior of bare nitrided, TiAlN and AlCrN coated MDC-K hot work tool steel. Ceram. Int. 2020, 46, 17280–17294. [Google Scholar] [CrossRef]
- Decrozant-Triquenaux, J.; Pelcastre, L.; Courbon, C.; Prakash, B.; Hardell, J. High temperature tribological behaviour of PVD coated tool steel and aluminium under dry and lubricated conditions. Friction 2021, 9, 802–821. [Google Scholar] [CrossRef]
- Holmberg, K.; Matthews, A. Coatings Tribology: Properties, Mechanisms, Techniques and Applications in Surface Engineering; Elsevier: Amsterdam, The Netherlands, 2009. [Google Scholar]
- Birol, Y. Sliding wear of CrN, AlCrN and AlTiN coated AISI H13 hot work tool steels in aluminium extrusion. Tribol. Int. 2013, 57, 101–106. [Google Scholar] [CrossRef]
- Çelik, G.A.; Fountas, K.; Atapek, H.; Kamoutsi, E.; Polat, Ş.; Zervaki, A.D. Investigation of Adhesion and Tribological Performance of CrN-, AlTiN-, and CrN/AlTiN-Coated X45CrMoV5-3-1 Tool Steel. J. Mater. Eng. Perform. 2023. [Google Scholar] [CrossRef]
- Çelik, G.A.; Polat, Ş.; Atapek, H. Tribological behavior of CrN-coated Cr–Mo–V steels used as die materials. Int. J. Miner. Metall. Mater. 2017, 24, 1394–1402. [Google Scholar] [CrossRef]
- Çelik, G.A.; Polat, Ş.; Atapek, H. Effect of Single and Duplex Thin Hard Film Coatings on the Wear Resistance of 1.2343 Tool Steel. Trans. Indian Inst. Met. 2018, 71, 411–419. [Google Scholar] [CrossRef]
- Hardell, J.; Prakash, B. Tribological performance of surface engineered tool steel at elevated temperatures. Int. J. Refract. Met. Hard Mater. 2010, 28, 106–114. [Google Scholar] [CrossRef]
- Dobrzanski, L.A.; Polok, M.; Panjan, P.; Bugliosi, S.; Adamiak, M. Improvement of wear resistance of hot work steels by PVD coatings deposition. J. Mater. Process. Technol. 2004, 155–156, 1995–2001. [Google Scholar] [CrossRef]
- Tillmann, W.; Lopes Dias, N.F.; Stangier, D. Influence of plasma nitriding pretreatments on the tribo-mechanical properties of DLC coatings sputtered on AISI H11. Surf. Coat. Technol. 2019, 357, 1027–1036. [Google Scholar] [CrossRef]
- Beake, B.D. The influence of the H/E ratio on wear resistance of coating systems—Insights from small-scale testing. Surf. Coat. Technol. 2022, 442, 128272. [Google Scholar] [CrossRef]
- Zhong-Yu, P.; Bin-Shi, X.; Hai-Dou, W.; Chun-Huan, P. Effects of thickness and elastic modulus on stress condition of fatigue-resistant coating under rolling contact. J. Cent. South Univ. Technol. 2010, 4, 1139–1143. [Google Scholar] [CrossRef]
- Birol, Y.; Yuksel, B. Performance of gas nitrided and AlTiN coated AISI H13 hot work tool steel in aluminium extrusion. Surf. Coat. Technol. 2012, 207, 461–466. [Google Scholar] [CrossRef]
- Jerina, J.; Kalin, M. Initiation and evolution of the aluminium-alloy transfer on hot-work tool steel at temperatures from 20 °C to 500 °C. Wear 2014, 319, 234–244. [Google Scholar] [CrossRef]
- Decrozant-Triquenaux, J.; Pelcastre, L.; Courbon, C.; Prakash, B.; Hardell, J. Effect of surface engineered tool steel and lubrication on aluminium transfer at high temperature. Wear 2021, 477, 203879. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating Type | Cathode Arc Current (A) | Bias Voltage (V) | Coating Time (min) | Nitrogen Partial Pressure (mTorr) |
|---|---|---|---|---|
| CrN | 60 | 110 | 70 | 6.5 |
| AlTiN | 50 | 200 | 30 | 8 |
| CrN/AlTiN | 80/60 | 120/100 | 60/60 | 6.5/7.0 |
| Designation | Condition | Designation | Condition |
|---|---|---|---|
| HC | Heat treated + CrN coated | NC | Nitrided + CrN coated |
| HA | Heat treated + AlTiN coated | NA | Nitrided + AlTiN coated |
| HCA | Heat treated + CrN/AlTiN coated | NCA | Nitrided + CrN/AlTiN coated |
| Designation | Hardness (HV0.01) | Designation | Hardness (HV0.01) |
|---|---|---|---|
| HC | 1670 ± 85 | NC | 2010 ± 92 |
| HA | 1869 ± 90 | NA | 2446 ± 101 |
| HCA | 1987 ± 87 | NCA | 2692 ± 108 |
| Designation | Wear Rate (×10−6 mm3/N·m) | Designation | Wear Rate (×10−6 mm3/N·m) |
|---|---|---|---|
| HC | 11.20 | NC | 9.57 |
| HA | 7.76 | NA | 7.36 |
| HCA | 4.30 | NCA | 1.80 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aktaş Çelik, G.; Atapek, Ş.H.; Polat, Ş.; Obrosov, A.; Weiß, S. Nitriding Effect on the Tribological Performance of CrN-, AlTiN-, and CrN/AlTiN-Coated DIN 1.2367 Hot Work Tool Steel. Materials 2023, 16, 2804. https://doi.org/10.3390/ma16072804
Aktaş Çelik G, Atapek ŞH, Polat Ş, Obrosov A, Weiß S. Nitriding Effect on the Tribological Performance of CrN-, AlTiN-, and CrN/AlTiN-Coated DIN 1.2367 Hot Work Tool Steel. Materials. 2023; 16(7):2804. https://doi.org/10.3390/ma16072804
Chicago/Turabian StyleAktaş Çelik, Gülşah, Şaban Hakan Atapek, Şeyda Polat, Aleksei Obrosov, and Sabine Weiß. 2023. "Nitriding Effect on the Tribological Performance of CrN-, AlTiN-, and CrN/AlTiN-Coated DIN 1.2367 Hot Work Tool Steel" Materials 16, no. 7: 2804. https://doi.org/10.3390/ma16072804
APA StyleAktaş Çelik, G., Atapek, Ş. H., Polat, Ş., Obrosov, A., & Weiß, S. (2023). Nitriding Effect on the Tribological Performance of CrN-, AlTiN-, and CrN/AlTiN-Coated DIN 1.2367 Hot Work Tool Steel. Materials, 16(7), 2804. https://doi.org/10.3390/ma16072804