
Identification of the Dominant Factor for Droplet Ejection from a Tungsten Electrode during AC Tungsten Inert Gas Welding by Visualisation of Electrode Phenomena

Abstract
:1. Introduction
2. Materials and Methods
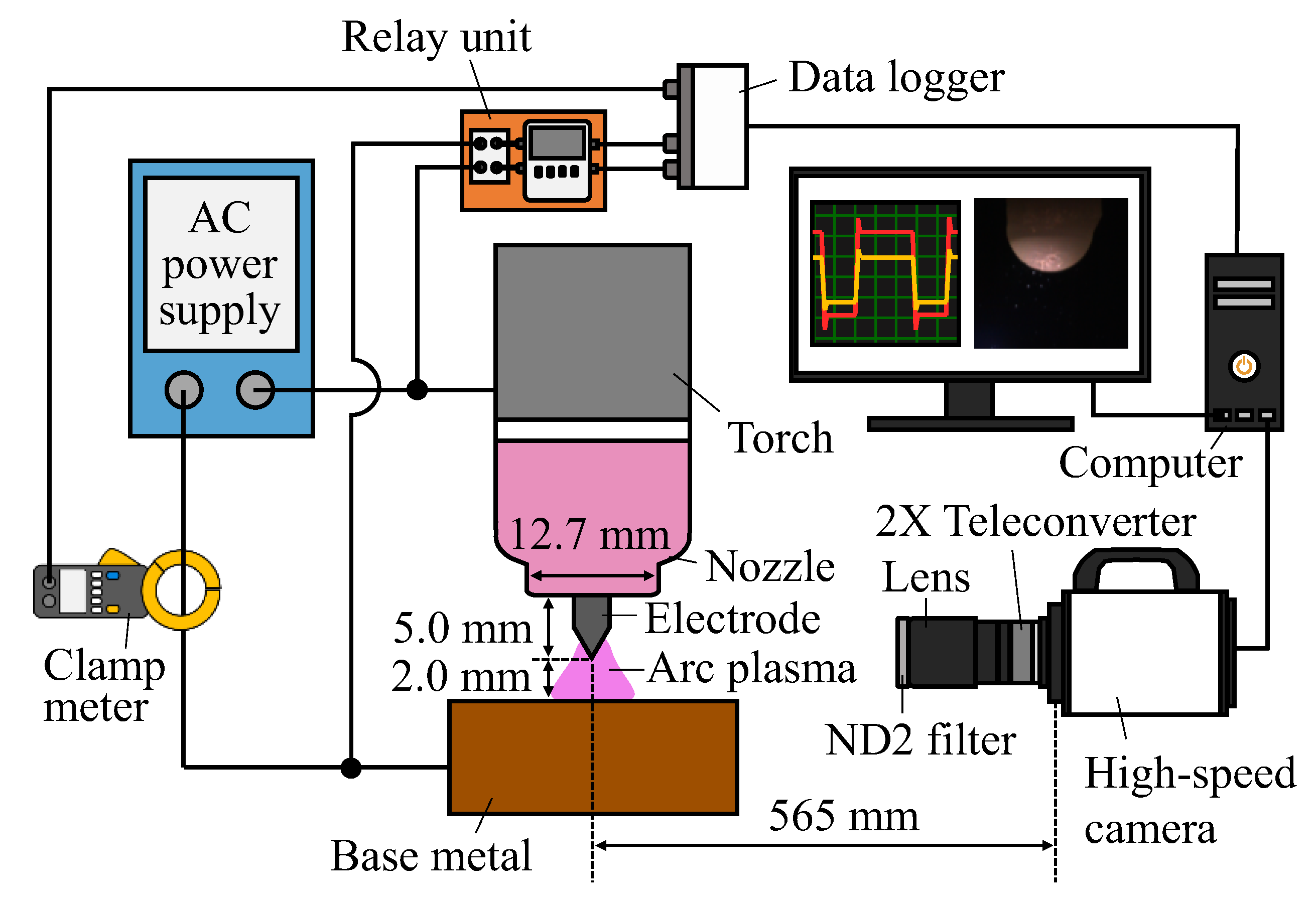
2.1. Experimental Conditions
2.2. Observation of an Electrode’s Appearance
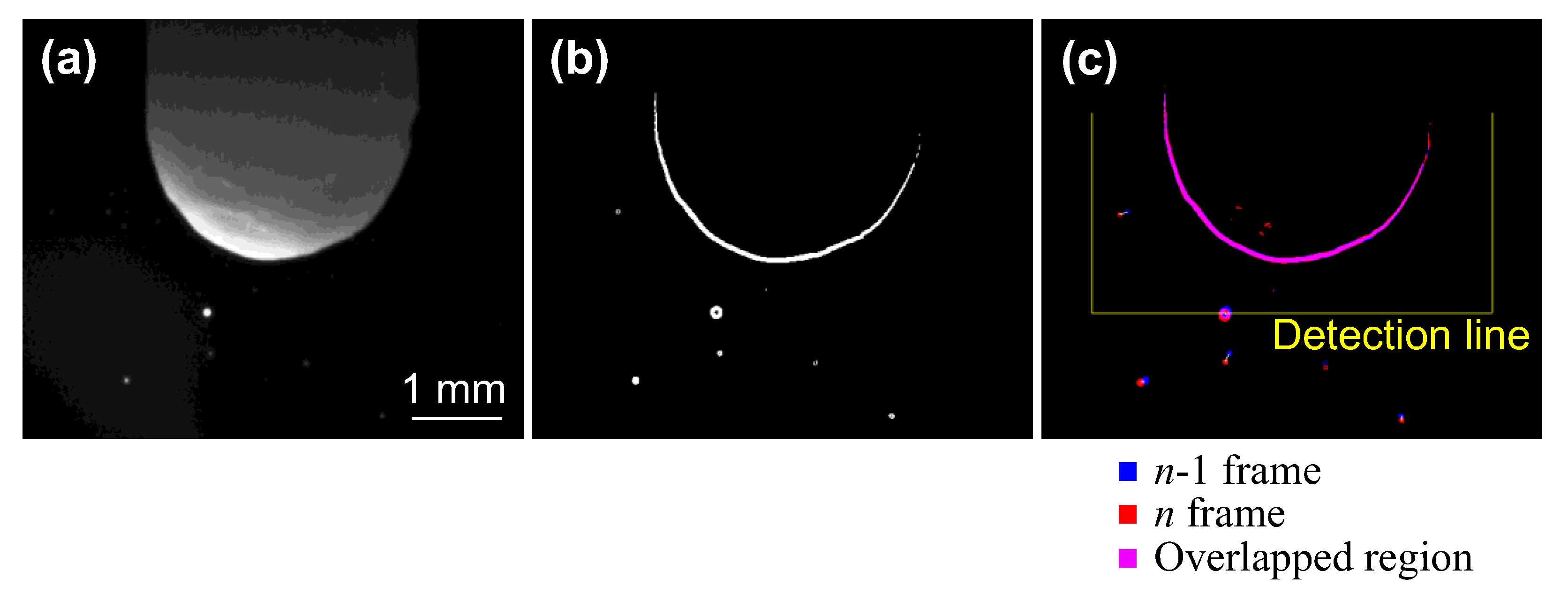
2.3. Counting Method for the Number and Timing of Droplet Ejection
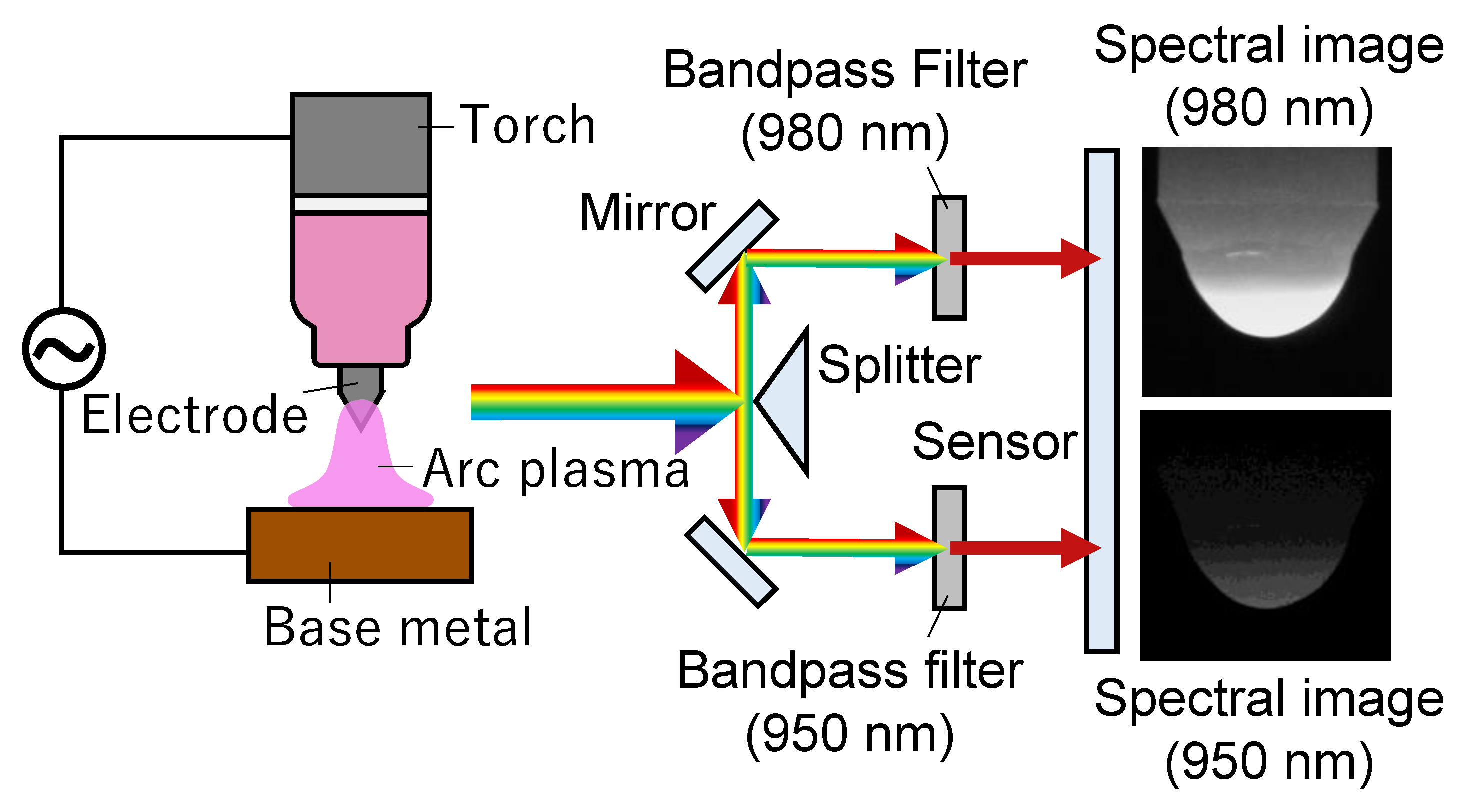
2.4. Temperature Measurement of the Electrode Surface
3. Results and Discussion
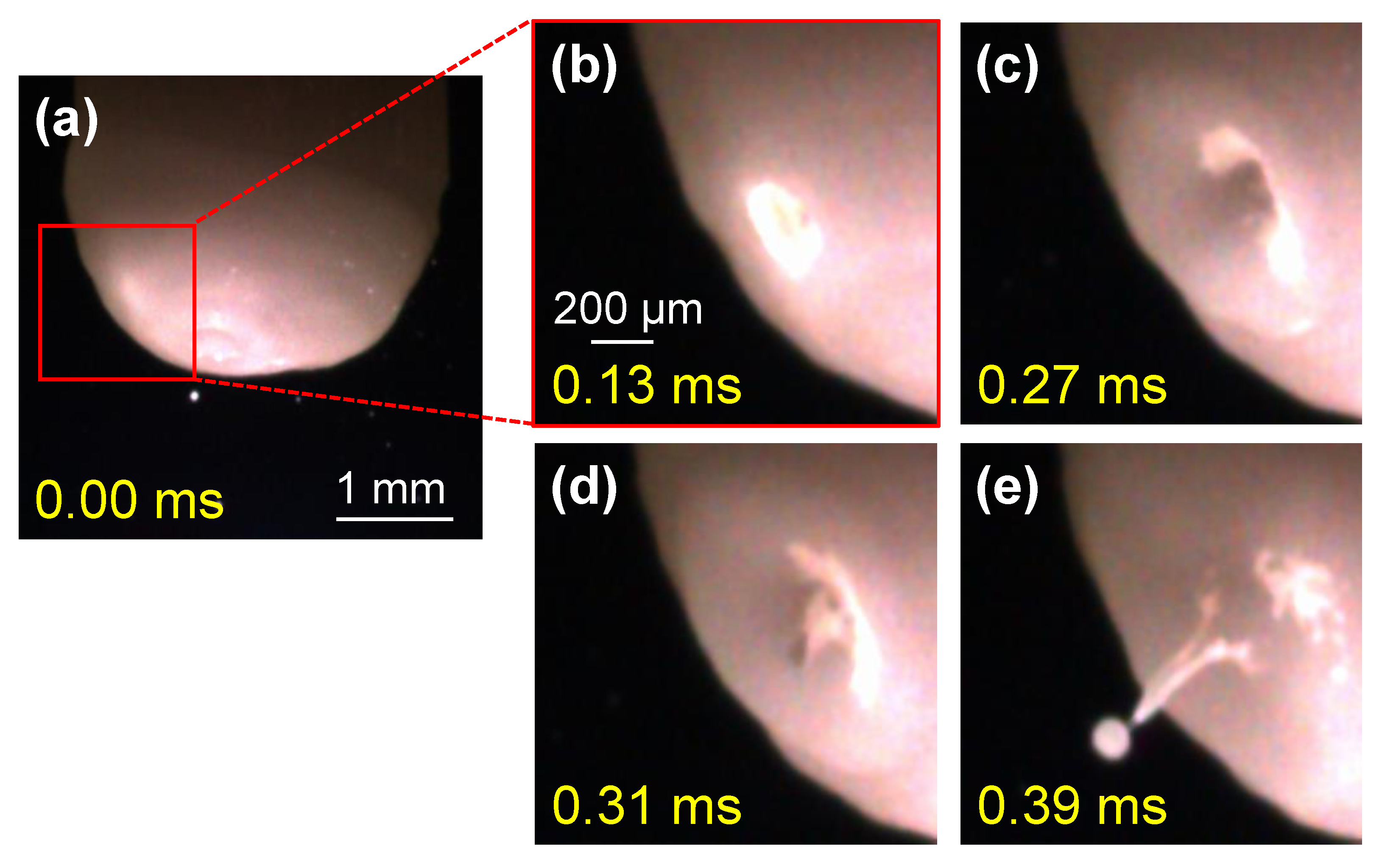
3.1. Observation Results of Electrode’s Appearance
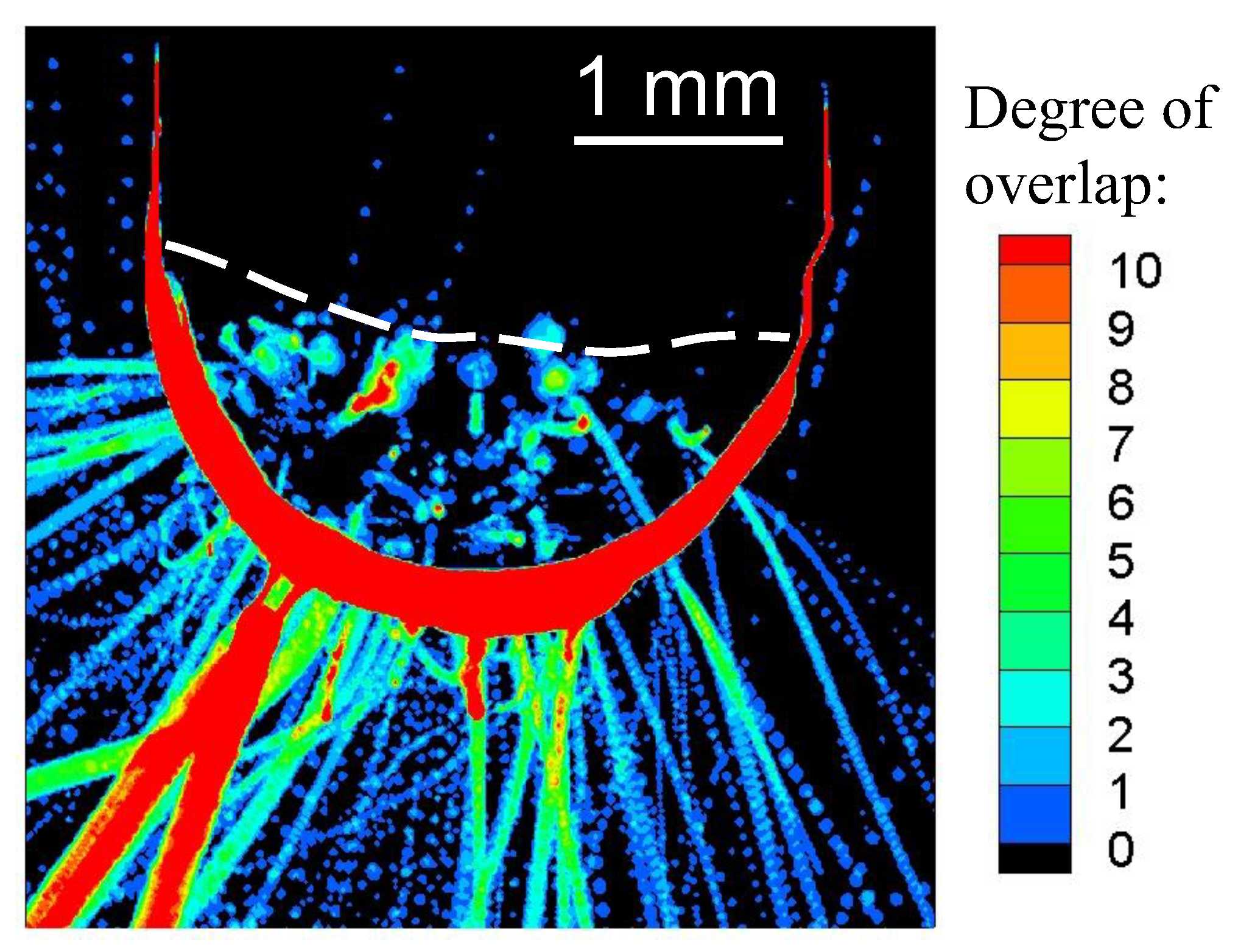
3.2. Trajectory of the Droplet’s Ejection
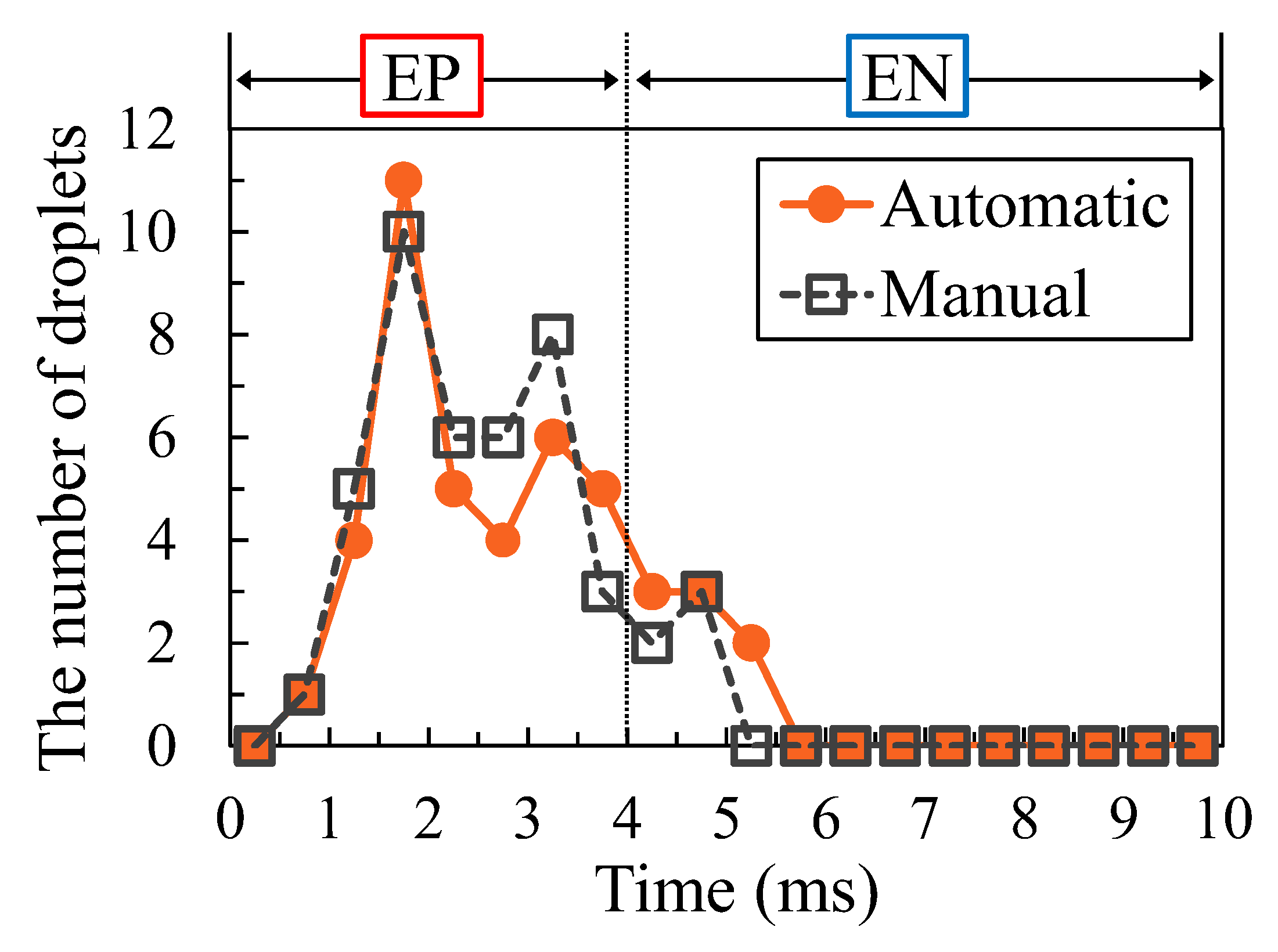
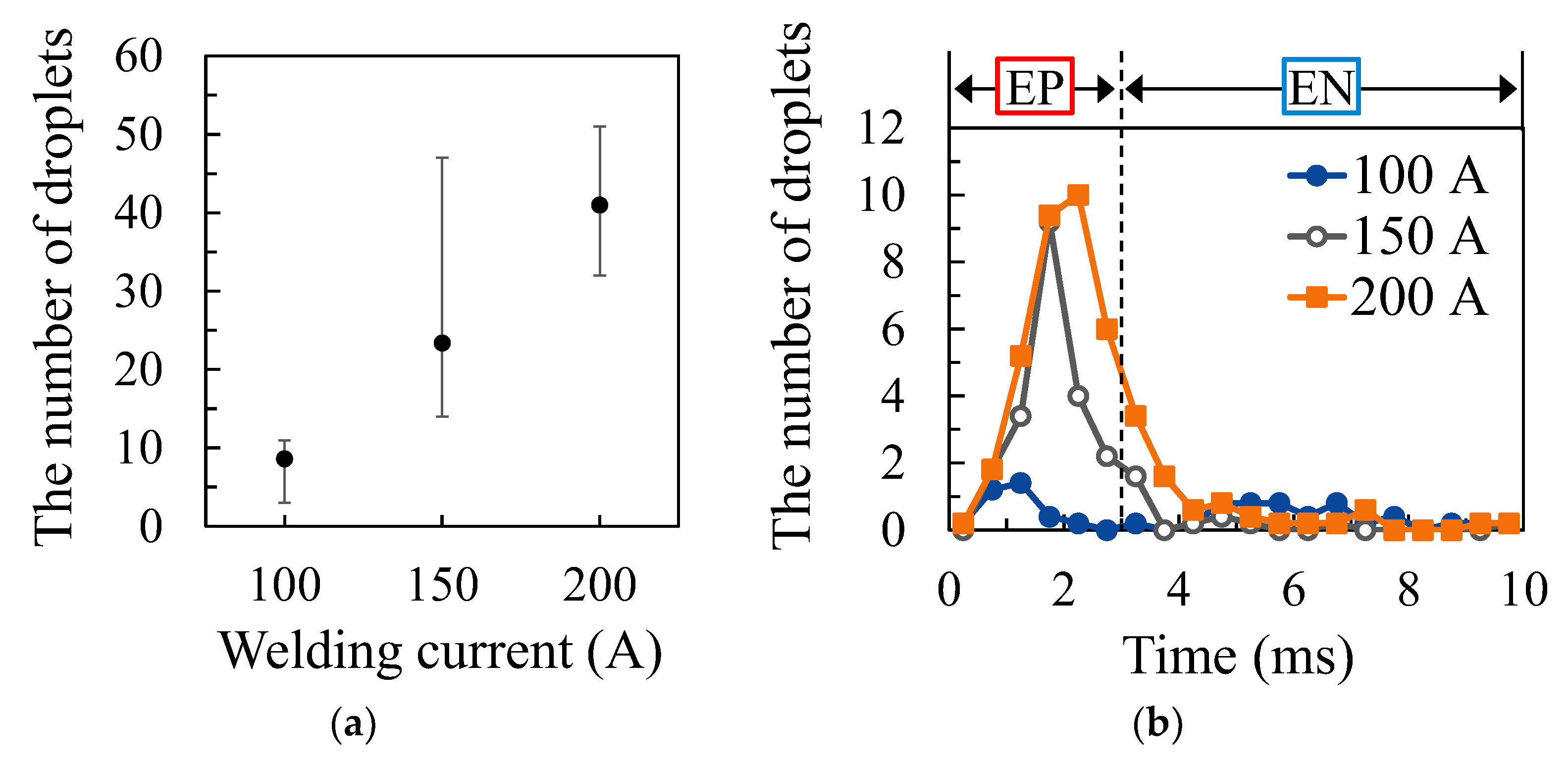
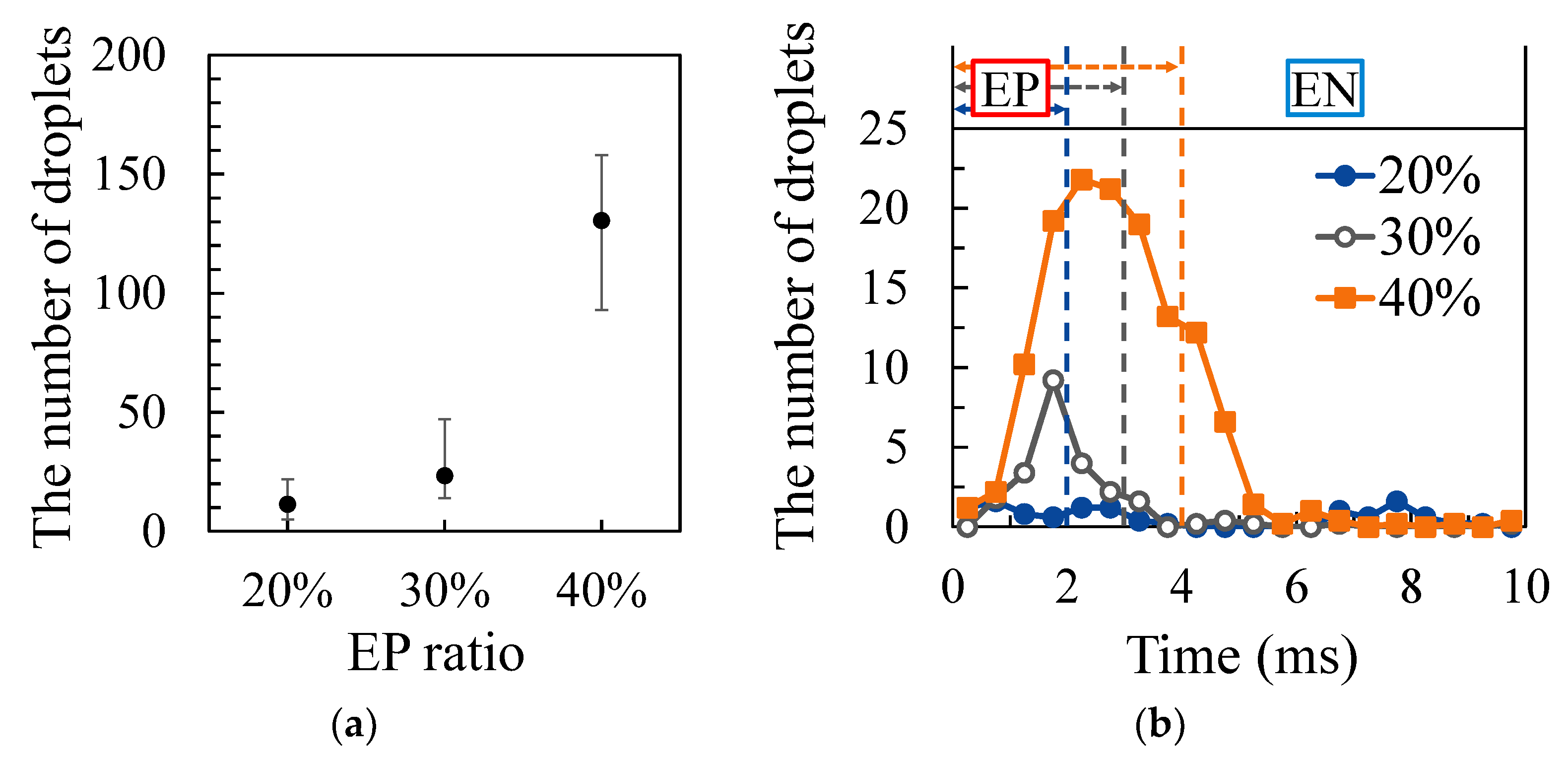
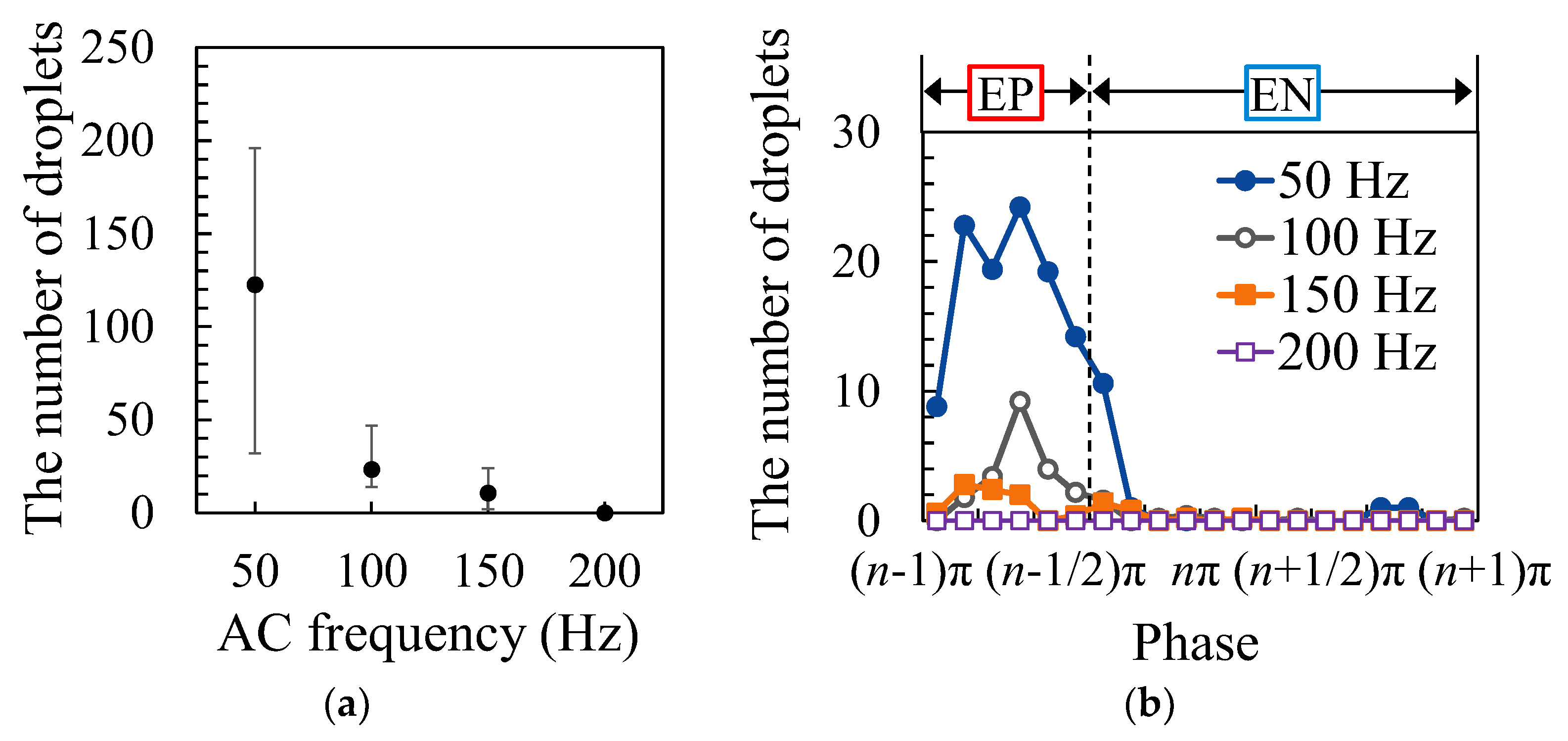
3.3. Measurement of the Number and Timing of Droplet Ejection
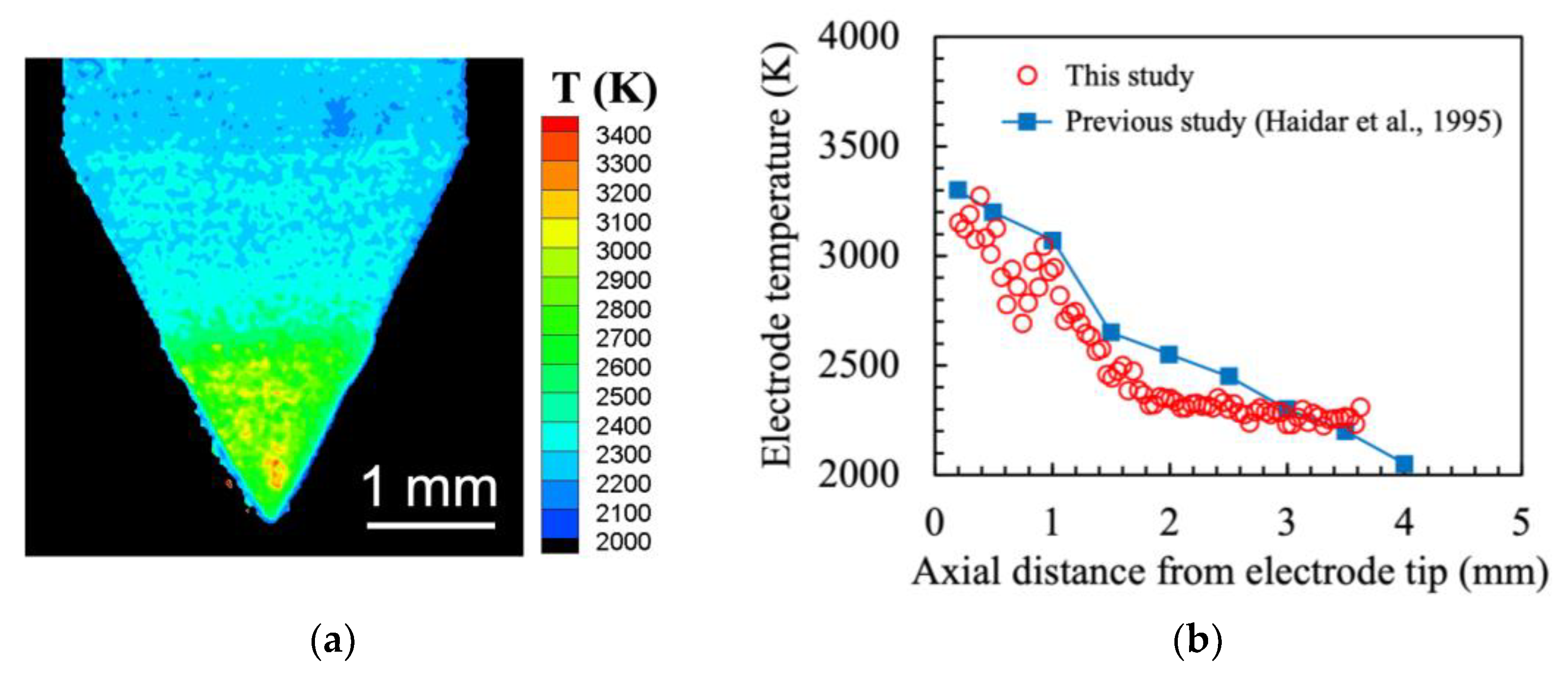
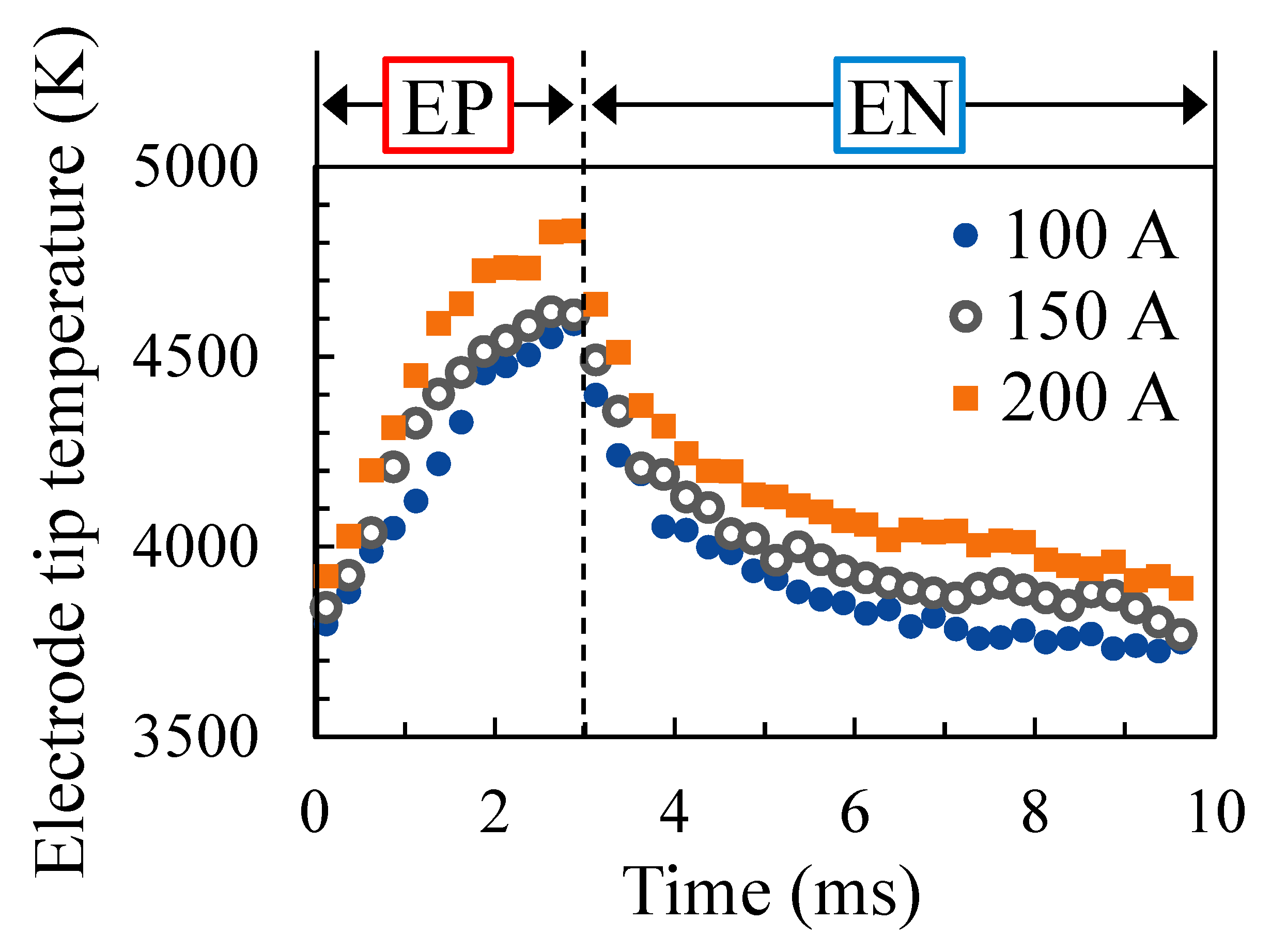
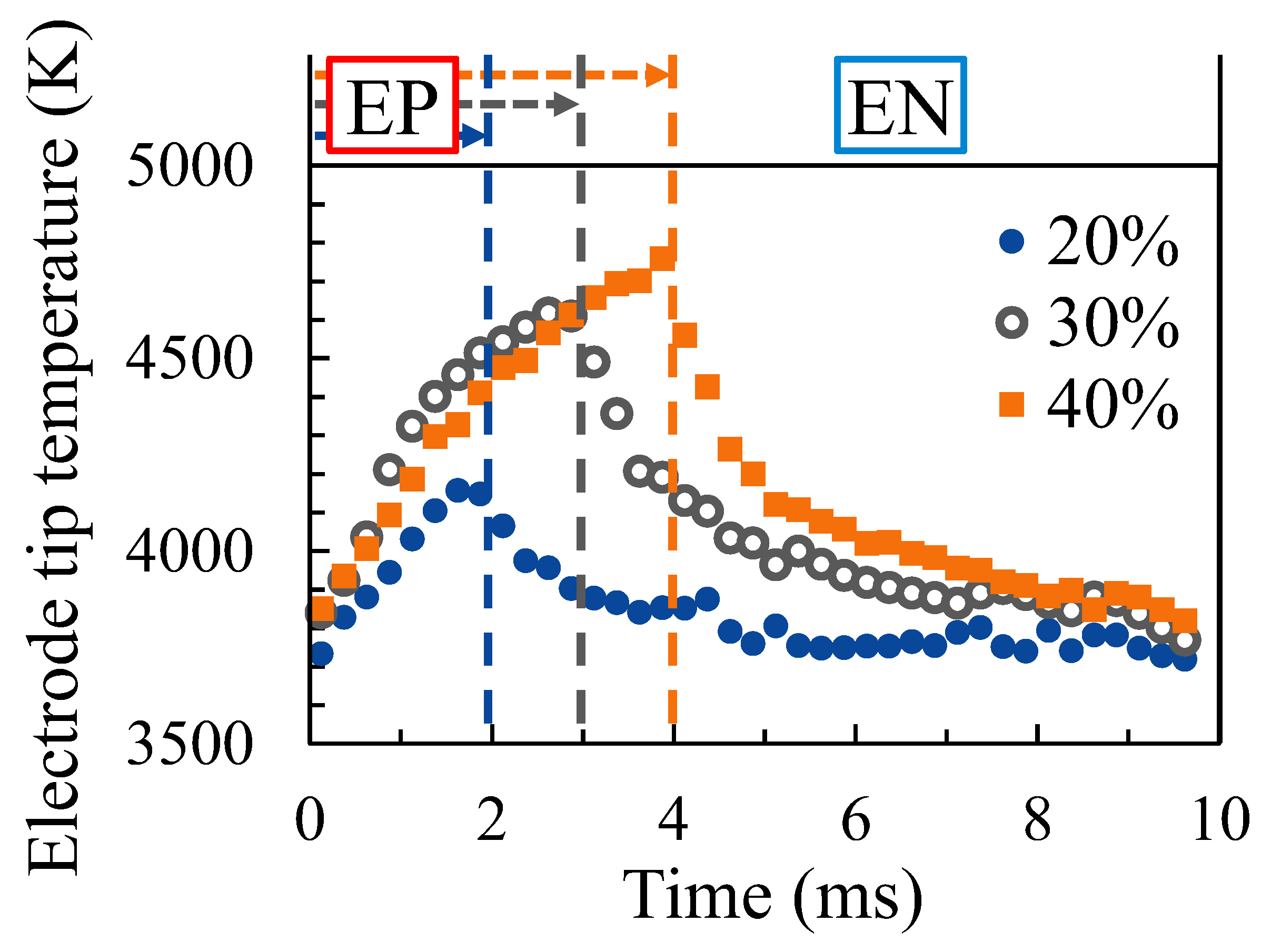
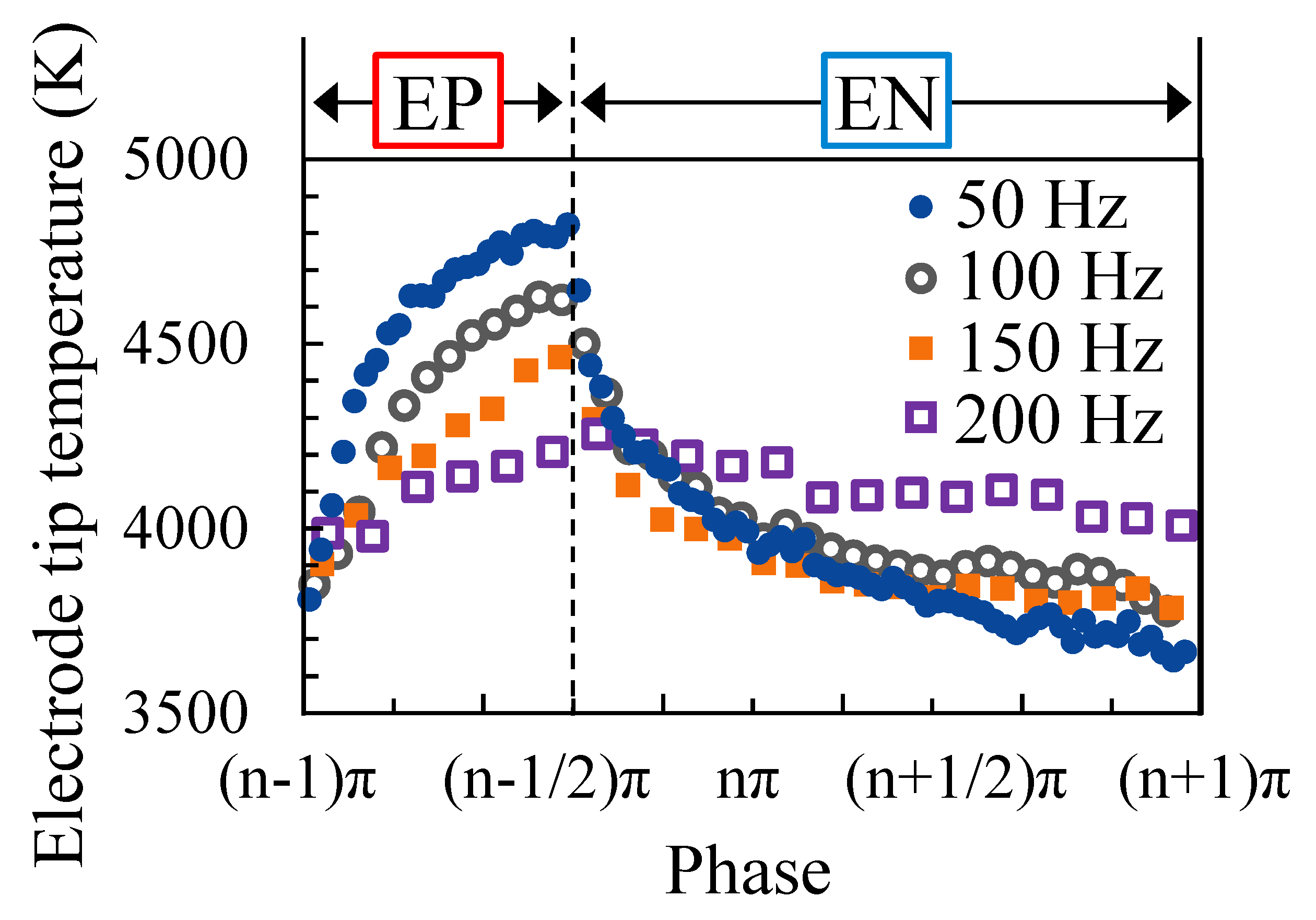
3.4. Electrode Surface Temperature
3.5. Common Factors When Droplet Ejection Occur
- (1)
- higher welding current;
- (2)
- higher EP ratio;
- (3)
- lower AC frequency;
- (4)
- in the latter half of the EP period.
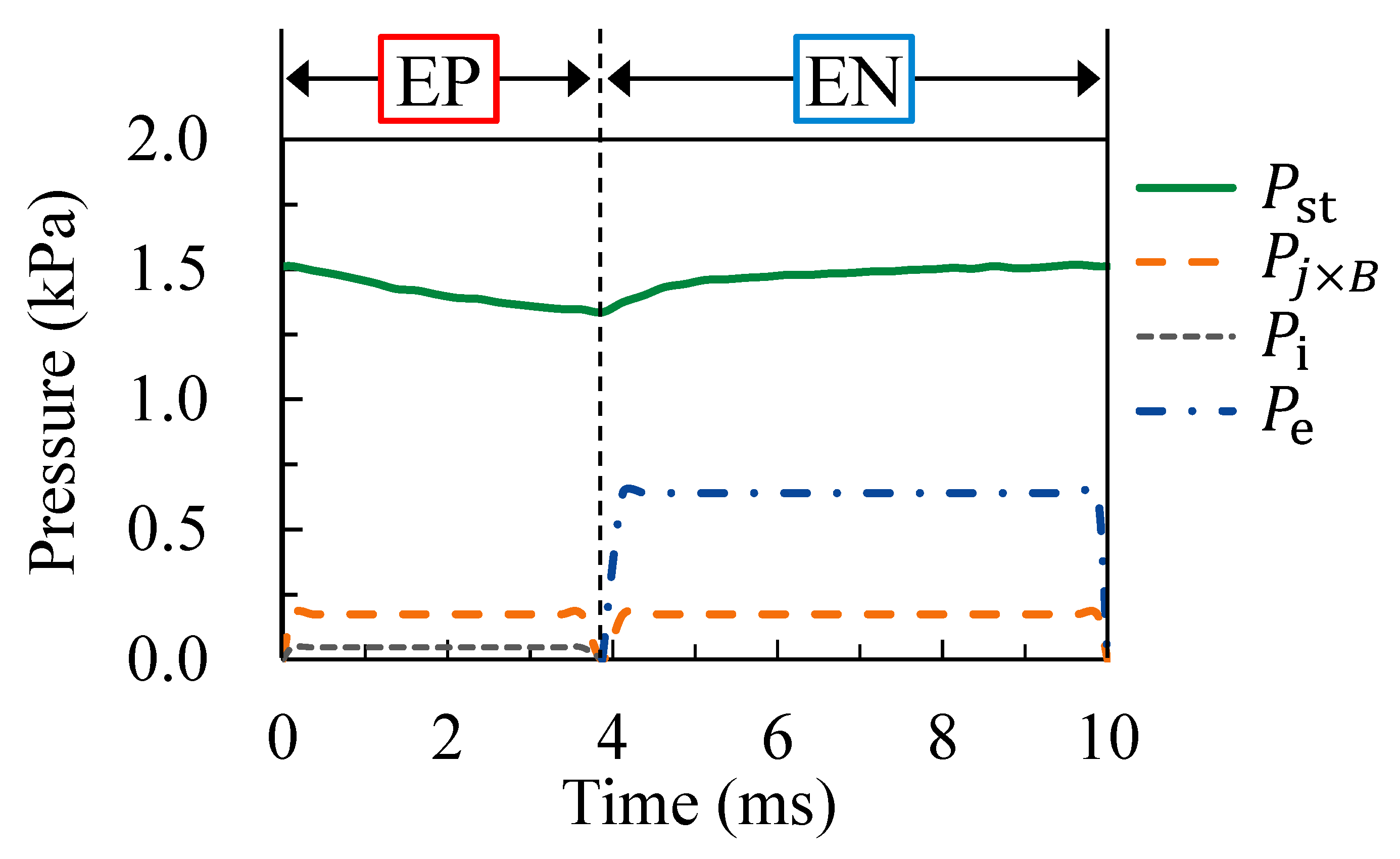
3.6. Estimation of the Pressure Balance Acting on the Electrode Surface
4. Conclusions
- (1)
- A crater was formed on the surface of the electrode, and droplet ejection occurred when the tip of the ridge growing from the centre of the crater was separated. A series of droplet ejections occurred on a time scale of approximately 0.4 ms.
- (2)
- Droplet ejections were likely to occur when the electrode temperature was higher under all welding conditions and timings. In addition, the droplets were ejected from the high electrode temperature region. From these results, it can be proposed that the high temperature of the electrode surface was the common factor triggering droplet ejections.
- (3)
- The pressure due to surface tension was the largest pressure at any time during the AC cycle, which decreased in the second half of the EP period. These results suggest that the surface tension was the dominant force for changing the electrode shape and that droplet ejection occurred when the surface tension decreased due to the increase in electrode temperature.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Tashiro, S.; Miyata, M.; Tanaka, M. Numerical analysis of AC tungsten inert gas welding of aluminum plate in consideration of oxide layer cleaning. Thin Solid Films 2011, 519, 7025–7029. [Google Scholar] [CrossRef]
- Tashiro, S.; Yuji, T.; Fujimaru, A.; Kinoshita, H.; Yasui, K.; Bouno, T.; Methong, T.; Tanaka, M. Optical observation of cathode spot in AC tungsten inert gas (TIG) welding on aluminum plate using helium. Trans. JWRI 2015, 44, 1–4. [Google Scholar] [CrossRef]
- Phan, L.H.; Tashiro, S.; Bui, V.H.; Suga, T.; Sato, T.; Tanaka, M. Influence of shielding gas on cathode spot behaviours in alternating current tungsten inert gas welding of aluminium. Sci. Technol. Weld. Join. 2020, 25, 258–264. [Google Scholar] [CrossRef]
- Uchida, A. The properties of tungsten electrode in TIG arc welding -current capacity and consumption. Q. J. Jap. Weld. Soc. 1963, 32, 1006–1017. [Google Scholar] [CrossRef]
- Peters, J.; Yin, F.; Borges, C.F.M.; Heberlein, J.; Hackett, C. Erosion mechanisms of hafnium cathodes at high current. J. Appl. Phys. 2005, 38, 1781–1794. [Google Scholar] [CrossRef]
- Hashizume, T.; Tanaka, M.; Watanabe, T. Effect of arc current on droplet ejection from tungsten-based electrode in multiphase AC arc. Jpn. J. Appl. Phys. 2017, 56, 056101. [Google Scholar] [CrossRef]
- Tanaka, M.; Hashizume, T.; Imatsuji, T.; Nawata, Y.; Watanabe, T. Investigation of erosion mechanism of tungsten-based electrode in multiphase AC arc by high-speed visualization of electrode phenomena. Jpn. J. Appl. Phys. 2016, 55, 07LC01. [Google Scholar] [CrossRef]
- Tanaka, K.; Shigeta, M.; Komen, H.; Tanaka, M. Electrode contamination caused by metal vapour transport during tungsten inert gas welding. Sci. Technol. Weld. Join. 2021, 26, 258–263. [Google Scholar] [CrossRef]
- Tanaka, M.; Ushio, M.; Ikeuchi, M.; Kagebayashi, Y. In situ measurements of electrode work functions in free-burning arcs during operation at atmospheric pressure. J. Phys. D Appl. Phys. 2005, 38, 29. [Google Scholar] [CrossRef]
- Tanaka, K.; Shigeta, M.; Tanaka, M.; Murphy, A.B. Investigation of the bilayer region of metal vapor in a helium tungsten inert gas arc plasma on stainless steel by imaging spectroscopy. J. Phys. D Appl. Phys. 2019, 52, 354003. [Google Scholar] [CrossRef]
- Tanaka, M.; Yamada, T.; Shigeta, M.; Komen, H.; Fukahori, M.; Saito, N. Experimental study on effects of gas-shielding in lap-fillet arc welding. Weld. Int. 2021, 35, 492–507. [Google Scholar] [CrossRef]
- Otsu, N. A threshold selection method from gray-level histograms. IEEE Trans. Syst. Man. Cyber. 1979, 9, 62–66. [Google Scholar] [CrossRef] [Green Version]
- Haidar, J.; Farmer, A.J.D. Surface temperature measurements for tungsten-based cathodes of high-current free-burning arcs. J. Phys. D Appl. Phys. 1995, 28, 2089–2094. [Google Scholar] [CrossRef]
- Gray, E.W.; Pharney, J.R. Electrode erosion by particle ejection in low-current arcs. J. Appl. Phys. 1974, 45, 667–671. [Google Scholar] [CrossRef]
- Paradis, P.F.; Ishikawa, T.; Fujii, R.; Yoda, S. Physical properties of liquid and undercooled tungsten by levitation techniques. Appl. Phys. Lett. 2005, 86, 041901. [Google Scholar] [CrossRef]
- Zhou, X.; Heberlein, J. Analysis of the arc-cathode interaction of free-burning arcs. Plasma Sources Sci. Technol. 1994, 3, 564–574. [Google Scholar] [CrossRef]
- National Astronomical Observatory of Japan. Chronological Scientific Tables; Maruzen Publishing: Tokyo, Japan, 2016. [Google Scholar]
- Kim, W.H.; Fan, H.G.; Na, S.J. A mathematical model of gas tungsten arc welding considering the cathode and the free surface of the weld pool. Metall. Mater. Trans. B 1997, 28, 679–686. [Google Scholar] [CrossRef]
- Choo, R.T.C.; Szekely, J.; Westhoff, R.C. On the calculation of the free surface temperature of gas-tungsten-arc weld pools from first principles: Part I. modeling the welding arc. Metall. Mater. Trans. 1992, 23, 357–369. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Welding Parameter | Value |
|---|---|
| Welding current | 100, 150, 200 (A) |
| EP ratio | 20, 30, 40 (%) |
| AC frequency | 50, 100, 150, 200 (Hz) |
| Shielding gas | Pure helium |
| Gas flow rate | 25 (L/min) |
| Nozzle inner diameter | 12.7 (mm) |
| Electrode material | Pure tungsten |
| Electrode diameter | 3.2 (mm) |
| Electrode tip angle | 60 (deg.) |
| Electrode extension | 5.0 (mm) |
| Arc length | 2.0 (mm) |
| Base metal | Water-cooled copper |
| Estimation Parameter | Value |
|---|---|
| Welding current, | 150 (A) |
| Ion current fraction [16], | 0.1 |
| Radius of curvature, | 1.6 × 10−3 (m) |
| Area of arc root, | 1.4 × 10−5 (m2) |
| Mass of ion [17], | 6.7 × 10−27 (kg) |
| Mass of electron [17], | 9.1 × 10−31 (kg) |
| Sheath voltage at the cathode [18], | 4.3 (V) |
| Sheath voltage at the anode [19], | 2.0 (V) |
| Electron charge, | 1.6 × 10−19 (C) |
| Magnetic permeability [17], | 1.26 × 10−6 (N · A−2) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Iida, K.; Komen, H.; Shigeta, M.; Tanaka, M. Identification of the Dominant Factor for Droplet Ejection from a Tungsten Electrode during AC Tungsten Inert Gas Welding by Visualisation of Electrode Phenomena. Materials 2023, 16, 2899. https://doi.org/10.3390/ma16072899
Iida K, Komen H, Shigeta M, Tanaka M. Identification of the Dominant Factor for Droplet Ejection from a Tungsten Electrode during AC Tungsten Inert Gas Welding by Visualisation of Electrode Phenomena. Materials. 2023; 16(7):2899. https://doi.org/10.3390/ma16072899
Chicago/Turabian StyleIida, Kenta, Hisaya Komen, Masaya Shigeta, and Manabu Tanaka. 2023. "Identification of the Dominant Factor for Droplet Ejection from a Tungsten Electrode during AC Tungsten Inert Gas Welding by Visualisation of Electrode Phenomena" Materials 16, no. 7: 2899. https://doi.org/10.3390/ma16072899