
Investigation of Different Pre-Treatment Techniques and 3D Printed Turbulence Promoter to Mitigate Membrane Fouling in Dairy Wastewater Module
 ,
,  ,
,  ,
,  ,
,  ,
,  and
and
Abstract
:
1. Introduction
2. Material and Methods
2.1. Preparation of Dairy Wastewater Model
2.2. Examination of Pre-Treatments before Membrane Filtration
2.2.1. Physical Pre-Treatments
2.2.2. Chemical Pre-Treatments
2.3. Turbulence Promoter Application and Characteristics
2.4. Ultrafiltration after Laboratory Pre-Treatments
2.5. Post-Treatment
2.6. Membrane Performance Evaluation
2.7. Modelling
2.7.1. Resistance-in-Series Model
2.7.2. Hermia Module
3. Results and Discussion
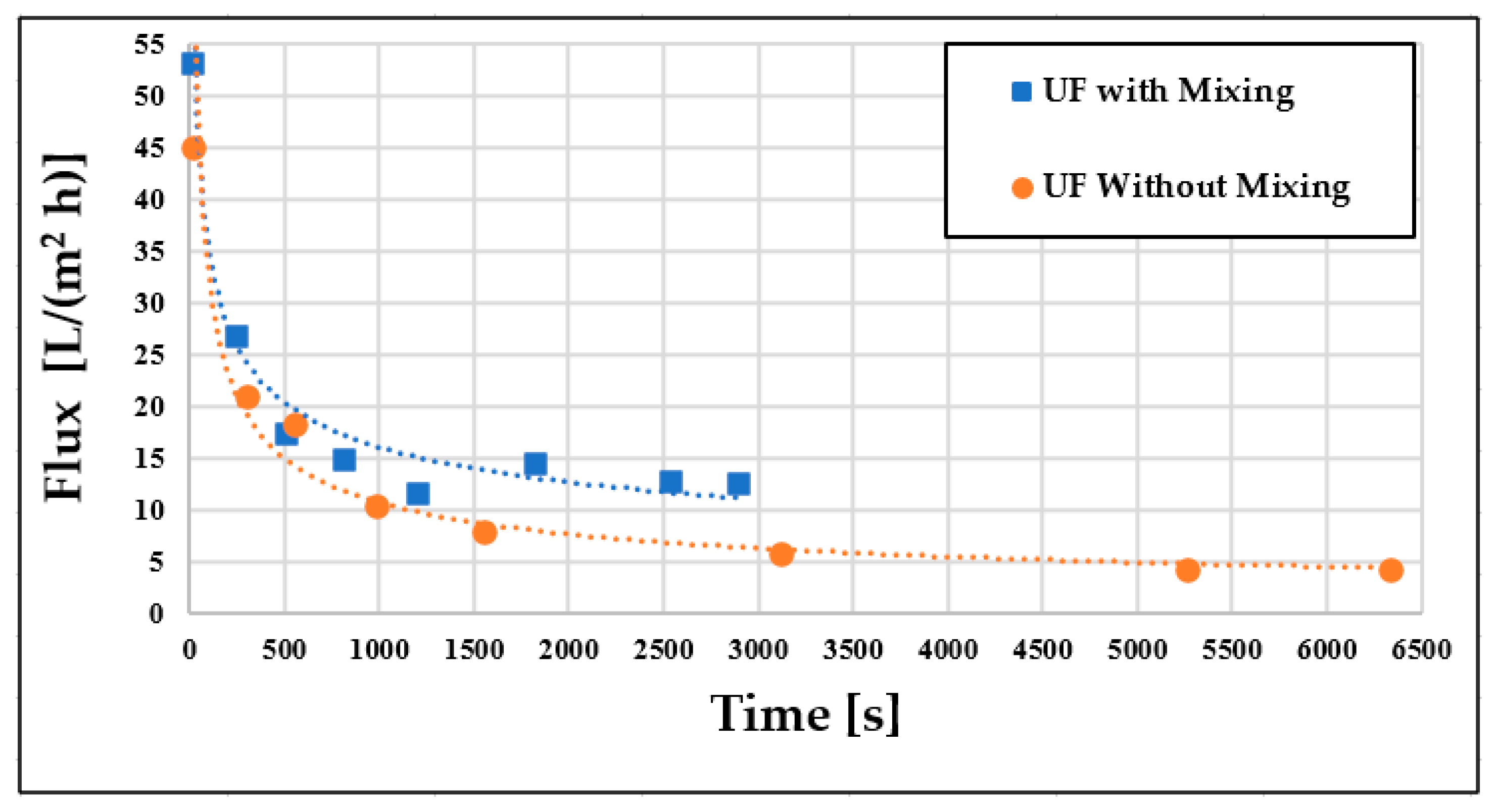
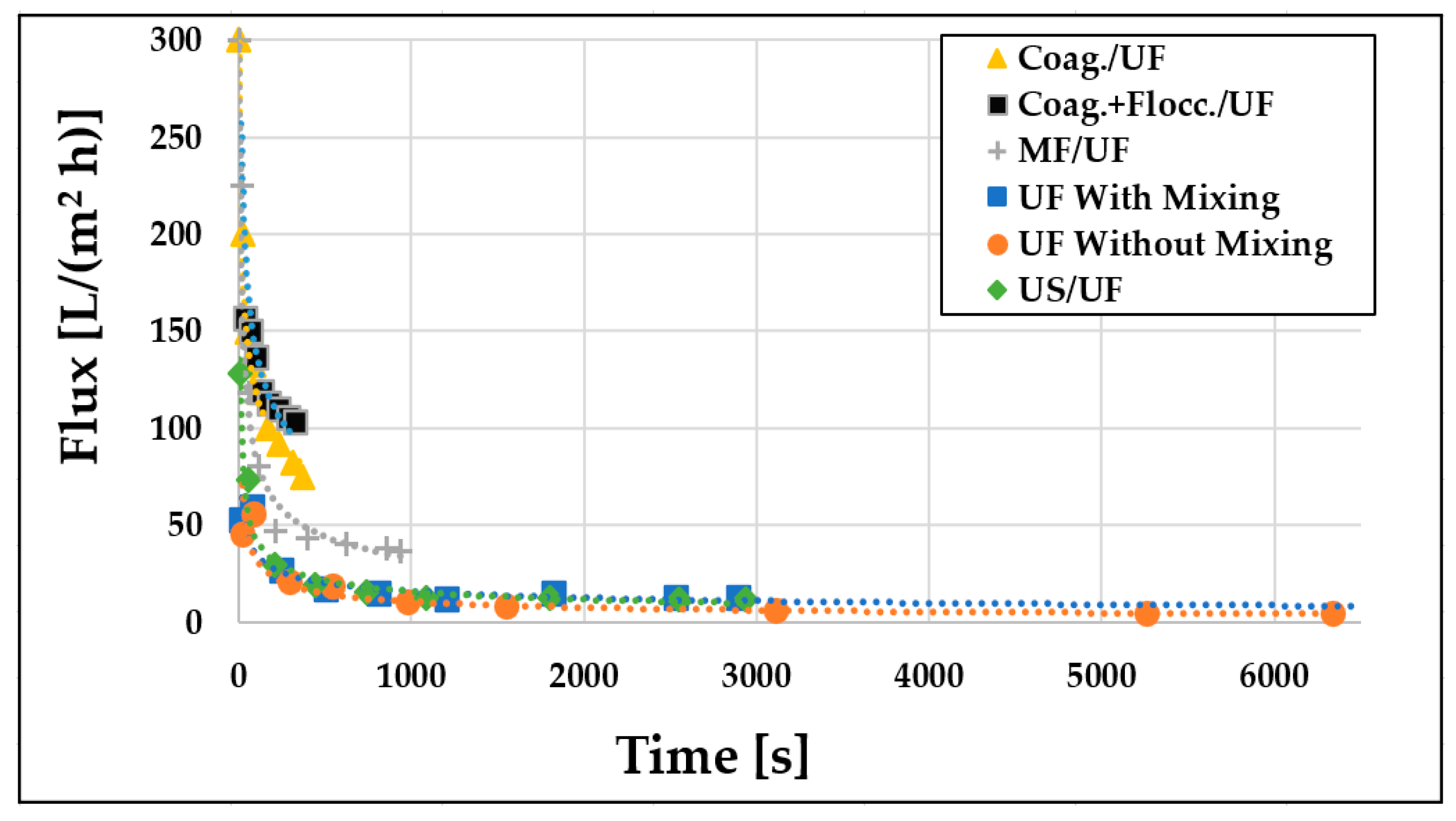
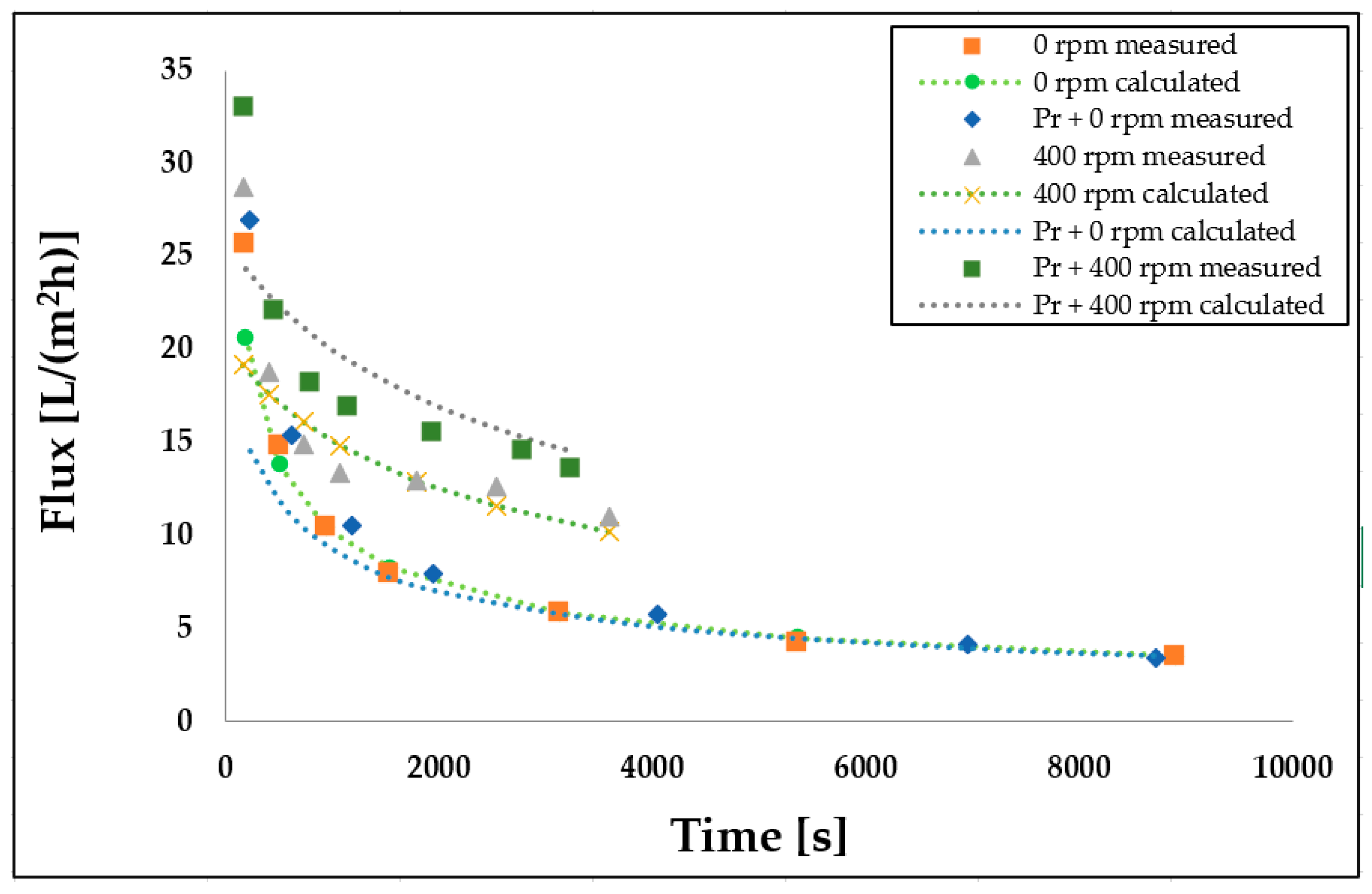
3.1. Examination of Flux Changes
3.2. Examination of the Different Pre-Treatments
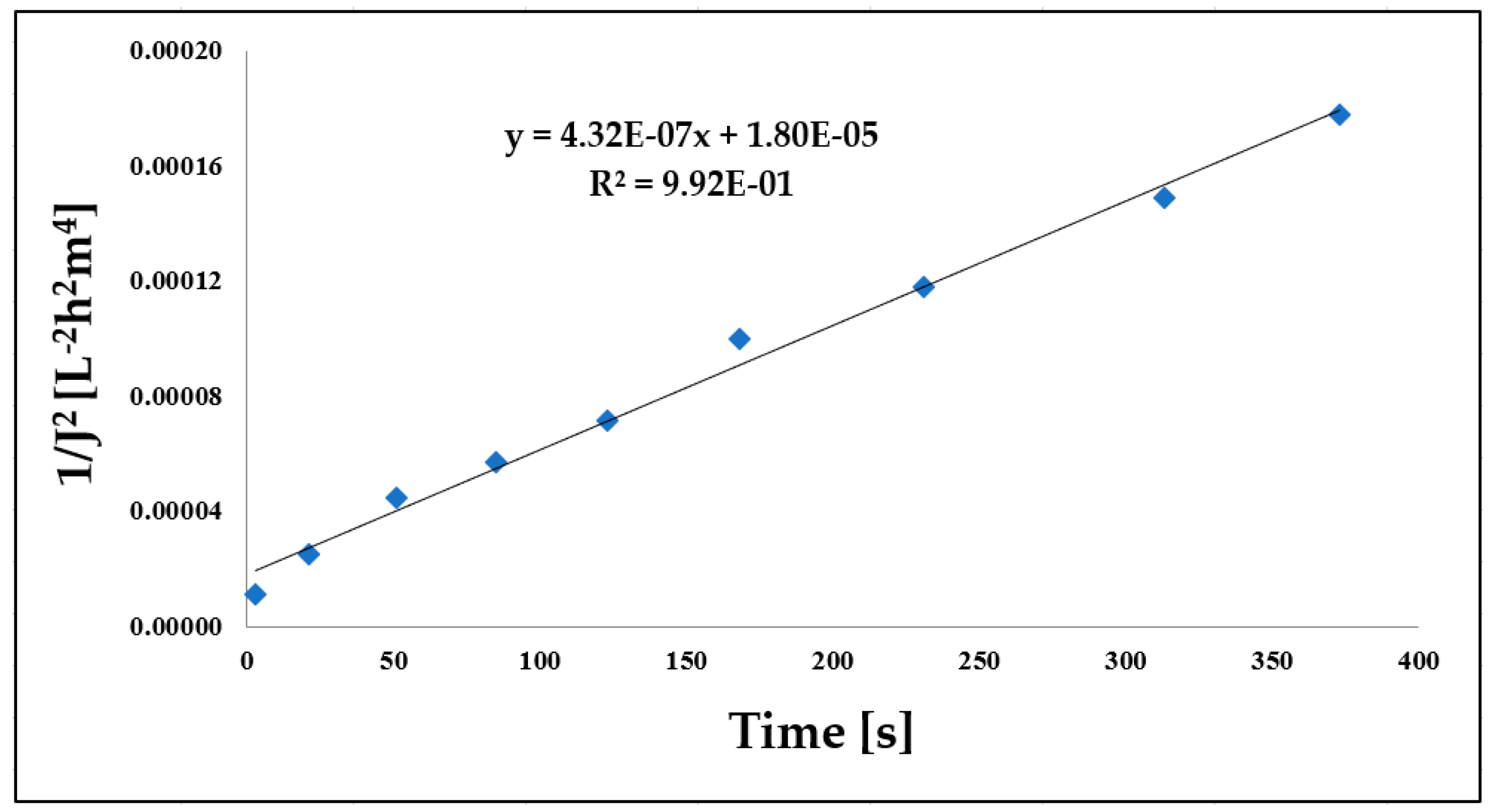
3.3. Comparison of Hermia Model Calculations
3.4. Evaluation of Membrane Retention
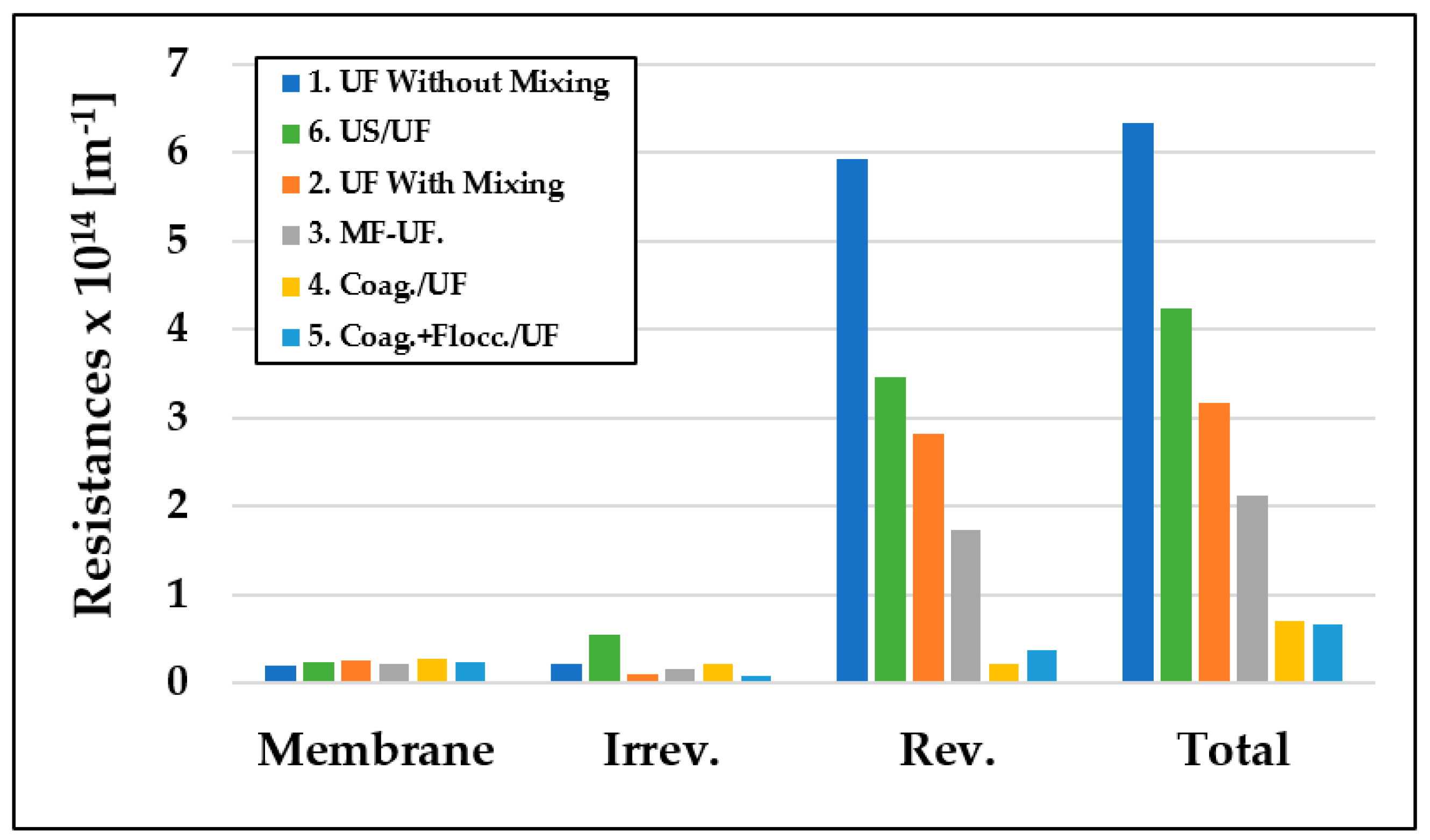
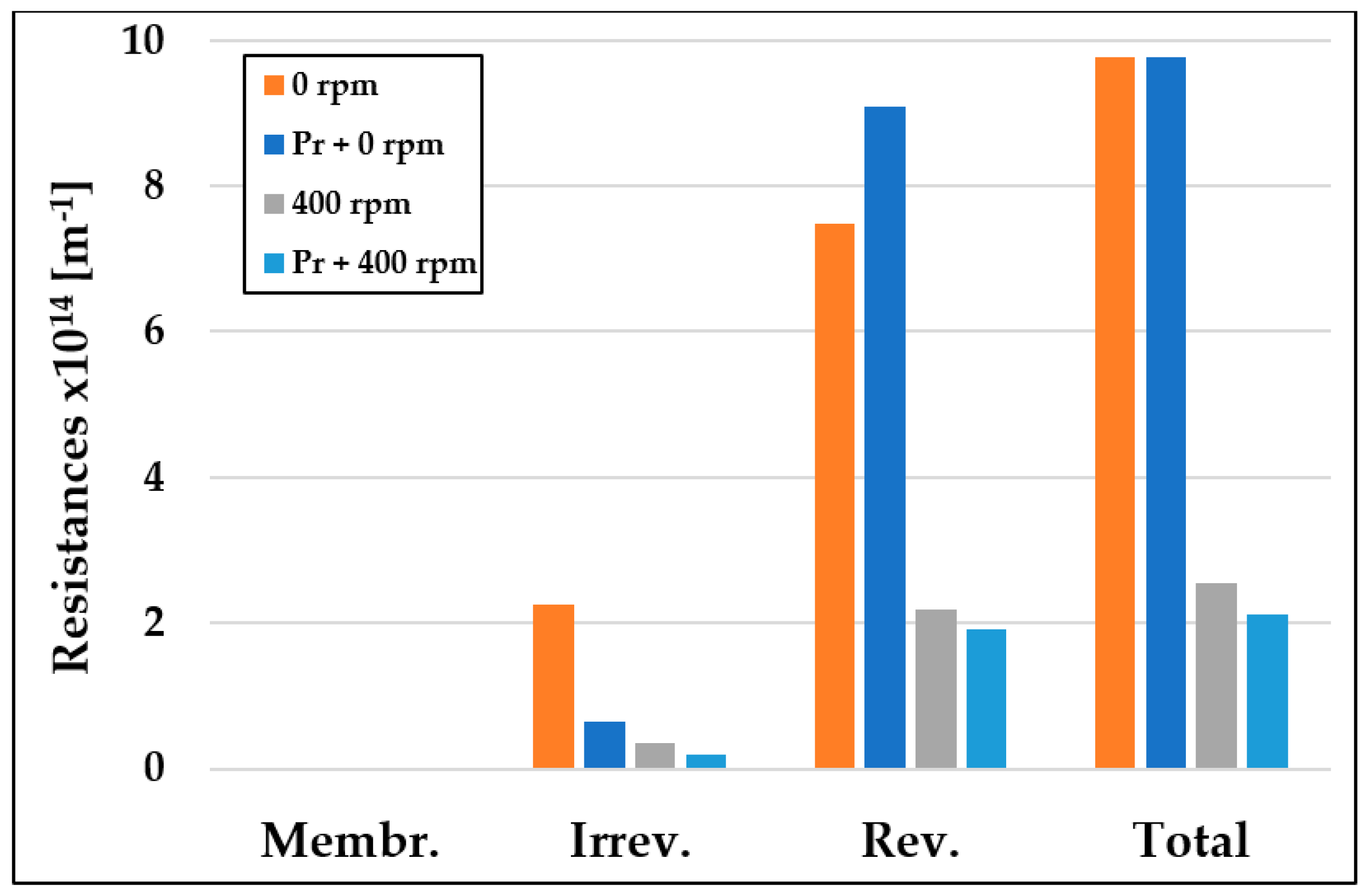
3.5. Membrane Resistances
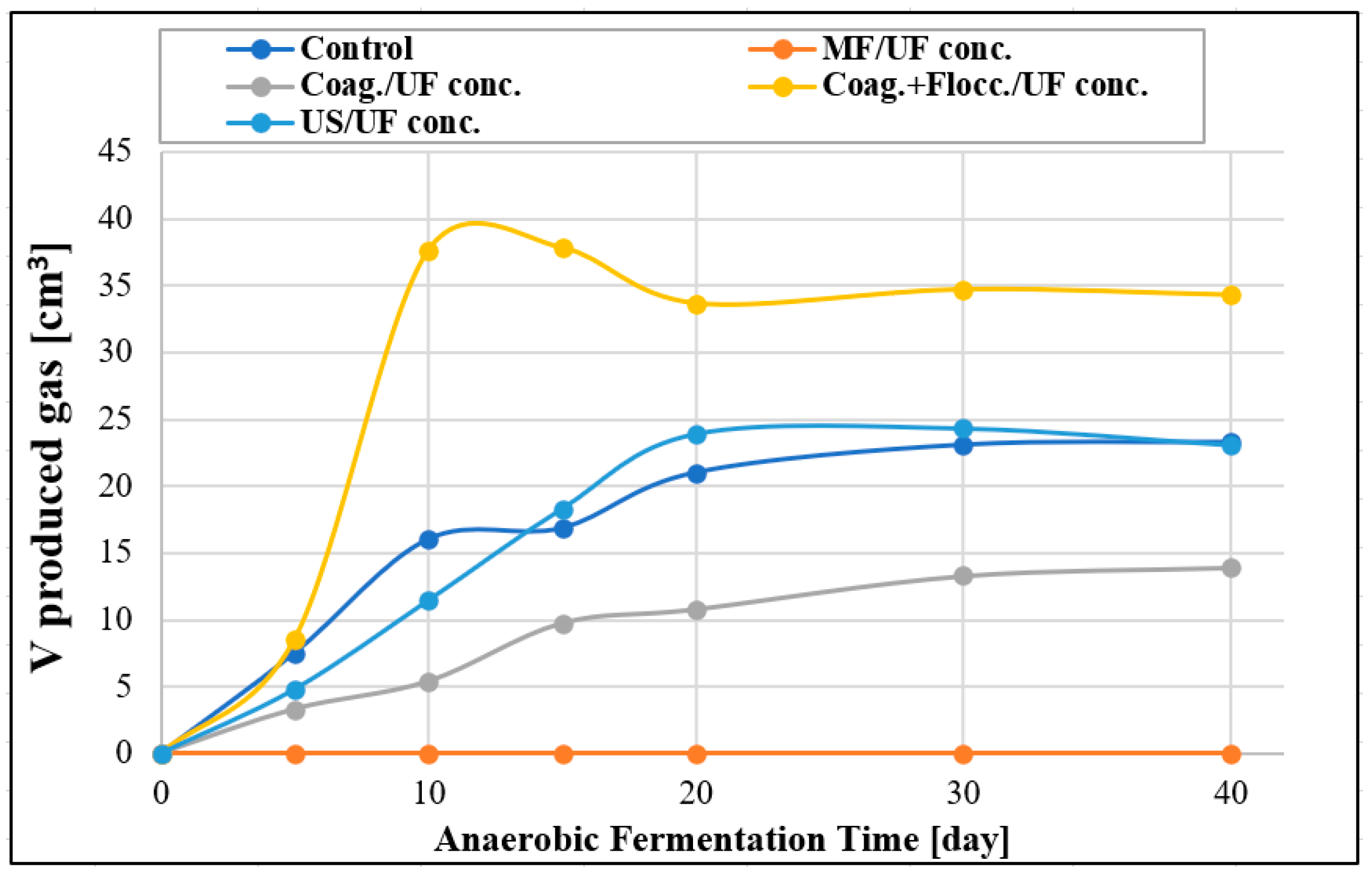
3.6. Results of Post-Treatment Gas Formation Determination
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bella, K.; Rao, P.V. Anaerobic Digestion of Dairy Wastewater: Effect of Different Parameters and Co-Digestion Options—A Review. Biomass Convers. Biorefin. 2023, 13, 2527–2552. [Google Scholar] [CrossRef]
- Kaur, N. Different Treatment Techniques of Dairy Wastewater. Groundw. Sustain. Dev. 2021, 14, 100640. [Google Scholar] [CrossRef]
- Bhuvaneshwari, S.; Majeed, F.; Jose, E.; Mohan, A. Different Treatment Methodologies and Reactors Employed for Dairy Effluent Treatment—A Review. J. Water Process Eng. 2022, 46, 102622. [Google Scholar]
- Zieliński, M.; Dębowski, M.; Kazimierowicz, J. Performance of an Innovative Low-Cost Recycled Filling (LCRF) in Anaerobic Treatment of Dairy Effluent—A Pilot-Scale Study. Materials 2022, 15, 7815. [Google Scholar] [CrossRef]
- Deka, A.; Rasul, A.; Baruah, A.; Malakar, H.; Basumatary, A.K. Treatment of Dairy Wastewater with Tubular Ceramic Membrane. Mater. Today Proc. 2023, 72, 2773–2779. [Google Scholar] [CrossRef]
- Zainith, S.; Ferreira, L.F.R.; Saratale, G.D.; Mulla, S.I.; Bharagava, R.N. Membrane-Based Hybrid Processes in Industrial Waste Effluent Treatment. In Membrane-Based Hybrid Processes for Wastewater Treatment; Elsevier: Amsterdam, The Netherlands, 2021; pp. 205–226. [Google Scholar]
- El machtani Idrissi, D.; Elidrissi, Z.C.; Achiou, B.; Ouammou, M.; Younssi, S.A. Fabrication of Low-Cost Kaolinite/Perlite Membrane for Microfiltration of Dairy and Textile Wastewaters. J. Environ. Chem. Eng. 2023, 11, 109281. [Google Scholar] [CrossRef]
- Charcosset, C. Classical and Recent Applications of Membrane Processes in the Food Industry. Food Eng. Rev. 2021, 13, 322–343. [Google Scholar] [CrossRef]
- Tanudjaja, H.J.; Anantharaman, A.; Ng, A.Q.Q.; Ma, Y.; Tanis-Kanbur, M.B.; Zydney, A.L.; Chew, J.W. A Review of Membrane Fouling by Proteins in Ultrafiltration and Microfiltration. J. Water Process Eng. 2022, 50, 103294. [Google Scholar] [CrossRef]
- Zsirai, T.; Buzatu, P.; Aerts, P.; Judd, S. Efficacy of Relaxation, Backflushing, Chemical Cleaning and Clogging Removal for an Immersed Hollow Fibre Membrane Bioreactor. Water Res. 2012, 46, 4499–4507. [Google Scholar] [CrossRef]
- Burts, K.S.; Plisko, T.V.; Sjölin, M.; Rodrigues, G.; Bildyukevich, A.V.; Lipnizki, F.; Ulbricht, M. Development of Antifouling Polysulfone Membranes by Synergistic Modification with Two Different Additives in Casting Solution and Coagulation Bath: Synperonic F108 and Polyacrylic Acid. Materials 2022, 15, 359. [Google Scholar] [CrossRef]
- AlSawaftah, N.; Abuwatfa, W.; Darwish, N.; Husseini, G. A Comprehensive Review on Membrane Fouling: Mathematical Modelling, Prediction, Diagnosis, and Mitigation. Water 2021, 13, 1327. [Google Scholar] [CrossRef]
- She, Q.; Wang, R.; Fane, A.G.; Tang, C.Y. Membrane Fouling in Osmotically Driven Membrane Processes: A Review. J. Membr. Sci. 2016, 499, 201–233. [Google Scholar] [CrossRef]
- Tomczak, W.; Gryta, M. Long-Term Performance of Ultrafiltration Membranes: Corrosion Fouling Aspect. Materials 2023, 16, 1673. [Google Scholar] [CrossRef]
- Gamage, N.P.; Chellam, S. Aluminum Electrocoagulation Pretreatment Reduces Fouling during Surface Water Microfiltration. J. Membr. Sci. 2011, 379, 97–105. [Google Scholar] [CrossRef]
- Landsman, M.R.; Lawler, D.F.; Katz, L.E. Application of Electrodialysis Pretreatment to Enhance Boron Removal and Reduce Fouling during Desalination by Nanofiltration/Reverse Osmosis. Desalination 2020, 491, 114563. [Google Scholar] [CrossRef]
- Sun, W.; Liu, J.; Chu, H.; Dong, B. Pretreatment and Membrane Hydrophilic Modification to Reduce Membrane Fouling. Membranes 2013, 3, 226–241. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Farahbakhsh, K.; Svrcek, C.; Guest, R.K.; Smith, D.W. A Review of the Impact of Chemical Pretreatment on Low-Pressure Water Treatment Membranes. J. Environ. Eng. Sci. 2004, 3, 237–253. [Google Scholar] [CrossRef]
- Konieczny, K.; Sąkol, D.; Płonka, J.; Rajca, M.; Bodzek, M. Coagulation—Ultrafiltration System for River Water Treatment. Desalination 2009, 240, 151–159. [Google Scholar] [CrossRef]
- Yu, W.; Graham, N.; Liu, H.; Qu, J. Comparison of FeCl3 and Alum Pre-Treatment on UF Membrane Fouling. Chem. Eng. J. 2013, 234, 158–165. [Google Scholar] [CrossRef]
- Wang, J.; Yang, J.; Zhang, H.; Guo, W.; Ngo, H.-H. Feasibility Study on Magnetic Enhanced Flocculation for Mitigating Membrane Fouling. J. Ind. Eng. Chem. 2015, 26, 37–45. [Google Scholar] [CrossRef]
- Ohno, K.; Matsui, Y.; Itoh, M.; Oguchi, Y.; Kondo, T.; Konno, Y.; Matsushita, T.; Magara, Y. NF Membrane Fouling by Aluminum and Iron Coagulant Residuals after Coagulation–MF Pretreatment. Desalination 2010, 254, 17–22. [Google Scholar] [CrossRef] [Green Version]
- Gayathri, T.; Kavitha, S.; Kumar, S.A.; Kaliappan, S.; Yeom, I.T.; Banu, J.R. Effect of Citric Acid Induced Deflocculation on the Ultrasonic Pretreatment Efficiency of Dairy Waste Activated Sludge. Ultrason. Sonochem. 2015, 22, 333–340. [Google Scholar] [CrossRef]
- Kurup, G.G.; Adhikari, B.; Zisu, B. Application of High-Frequency Ultrasound Standing Waves for the Recovery of Lipids from High-Fat Dairy Effluent. Ultrason. Sonochem. 2020, 63, 104944. [Google Scholar] [CrossRef]
- Li, F.; Meng, J.; Ye, J.; Yang, B.; Tian, Q.; Deng, C. Surface Modification of PES Ultrafiltration Membrane by Polydopamine Coating and Poly (Ethylene Glycol) Grafting: Morphology, Stability, and Anti-Fouling. Desalination 2014, 344, 422–430. [Google Scholar] [CrossRef]
- Zhang, Y.; Chong, J.Y.; Zhao, Y.; Xu, R.; Asakawa, A.; Wang, R. Facile Hydrophobic Modification of Hydrophilic Membranes by Fluoropolymer Coating for Direct Contact Membrane Distillation. J. Membr. Sci. 2023, 672, 121432. [Google Scholar] [CrossRef]
- Damavandi, F.; Aroujalian, A.; Salimi, P. TiO2 Nanoparticle Stability via Polyacrylic Acid-Binding on the Surface of Polyethersulfone Membrane: Long-Term Evaluation. J. Ind. Eng. Chem. 2023, 117, 307–318. [Google Scholar] [CrossRef]
- Maziya, K.; Dlamini, B.C.; Malinga, S.P. Hyperbranched Polymer Nanofibrous Membrane Grafted with Silver Nanoparticles for Dual Antifouling and Antibacterial Properties against Escherichia Coli, Staphylococcus Aureus and Pseudomonas Aeruginosa. React. Funct. Polym. 2020, 148, 104494. [Google Scholar] [CrossRef]
- Kochkodan, V.; Johnson, D.J.; Hilal, N. Polymeric Membranes: Surface Modification for Minimizing (Bio) Colloidal Fouling. Adv. Colloid Interface Sci. 2014, 206, 116–140. [Google Scholar] [CrossRef] [PubMed]
- Ibrahim, Y.; Hilal, N. The Potentials of 3D-Printed Feed Spacers in Reducing the Environmental Footprint of Membrane Separation Processes. J. Environ. Chem. Eng. 2023, 11, 109249. [Google Scholar] [CrossRef]
- Qian, X.; Anvari, A.; Hoek, E.M.V.; McCutcheon, J.R. Advancements in Conventional and 3D Printed Feed Spacers in Membrane Modules. Desalination 2023, 556, 116518. [Google Scholar] [CrossRef]
- Kertész, S.; Gulyás, N.S.; Al-Tayawi, A.N.; Huszár, G.; Lennert, J.R.; Csanádi, J.; Beszédes, S.; Hodúr, C.; Szabó, T.; László, Z. Modeling of Organic Fouling in an Ultrafiltration Cell Using Different Three-Dimensional Printed Turbulence Promoters. Membranes 2023, 13, 262. [Google Scholar] [CrossRef]
- Yanar, N.; Son, M.; Park, H.; Choi, H. Toward Greener Membranes with 3D Printing Technology. Environ. Eng. Res. 2021, 26, 200027. [Google Scholar] [CrossRef] [Green Version]
- Shete, B.S.; Shinkar, N.P. Dairy Industry Wastewater Sources, Characteristics & Its Effects on Environment. Int. J. Curr. Eng. Technol. 2013, 3, 1611–1615. [Google Scholar]
- Bortoluzzi, A.C.; Faitão, J.A.; Di Luccio, M.; Dallago, R.M.; Steffens, J.; Zabot, G.L.; Tres, M.V. Dairy Wastewater Treatment Using Integrated Membrane Systems. J. Environ. Chem. Eng. 2017, 5, 4819–4827. [Google Scholar] [CrossRef]
- Prazeres, A.R.; Fernandes, F.; Luz, S.; Jerónimo, E. Simple Processes for Contamination Removal in Cheesemaking Wastewater: CaCO3, Mg(OH)2, FeSO4 and FeCl3. J. Environ. Chem. Eng. 2020, 8, 104034. [Google Scholar] [CrossRef]
- San Andrés, M.; Chércoles, R.; Navarro, E.; de la Roja, J.M.; Gorostiza, J.; Higueras, M.; Blanch, E. Use of 3D Printing PLA and ABS Materials for Fine Art. Analysis of Composition and Long-Term Behaviour of Raw Filament and Printed Parts. J. Cult. Herit. 2023, 59, 181–189. [Google Scholar] [CrossRef]
- Atakok, G.; Kam, M.; Koc, H.B. Tensile, Three-Point Bending and Impact Strength of 3D Printed Parts Using PLA and Recycled PLA Filaments: A Statistical Investigation. J. Mater. Res. Technol. 2022, 18, 1542–1554. [Google Scholar] [CrossRef]
- Szczepanik, S.; Nikiel, P. Influence of Structural Characteristics on the Mechanical Properties of FDM Printed PLA Material. J. Cast. Mater. Eng. 2020, 4, 1–8. [Google Scholar] [CrossRef]
- Jákói, Z.; Hodúr, C.; Beszédes, S. Monitoring the Process of Anaerobic Digestion of Native and Microwave Pre-Treated Sludge by Dielectric and Rheological Measurements. Water 2022, 14, 1294. [Google Scholar] [CrossRef]
- Ni, T.; Kong, L.; Xie, Z.; Lin, J.; Zhao, S. Flux vs. Permeability: How to Effectively Evaluate Mass Transfer Performance of Membranes in Oil-Water Separation. J. Water Process Eng. 2022, 49, 103119. [Google Scholar] [CrossRef]
- Lahnafi, A.; Elgamouz, A.; Tijani, N.; Jaber, L.; Kawde, A.-N. Hydrothermal Synthesis and Electrochemical Characterization of Novel Zeolite Membranes Supported on Flat Porous Clay-Based Microfiltration System and Its Application of Heavy Metals Removal of Synthetic Wastewaters. Microporous Mesoporous Mater. 2022, 334, 111778. [Google Scholar] [CrossRef]
- Ahmad, A.L.; Ismail, S.; Bhatia, S. Membrane Treatment for Palm Oil Mill Effluent: Effect of Transmembrane Pressure and Crossflow Velocity. Desalination 2005, 179, 245–255. [Google Scholar] [CrossRef]
- Zhu, Z.; Mhemdi, H.; Ding, L.; Bals, O.; Jaffrin, M.Y.; Grimi, N.; Vorobiev, E. Dead-End Dynamic Ultrafiltration of Juice Expressed from Electroporated Sugar Beets. Food Bioproc. Tech. 2015, 8, 615–622. [Google Scholar] [CrossRef]
- Dippel, J.; Handt, S.; Stute, B.; von Lieres, E.; Loewe, T. Fluid Dynamics in Pleated Membrane Filter Devices. Sep. Purif. Technol. 2021, 267, 118580. [Google Scholar] [CrossRef]
- Xu, C.; Chen, Y. Understanding Water and Solute Transport in Thin Film Nanocomposite Membranes by Resistance-in-Series Theory Combined with Monte Carlo Simulation. J. Membr. Sci. 2021, 626, 119106. [Google Scholar] [CrossRef]
- Szerencsés, S.G.; Beszédes, S.; László, Z.; Veréb, G.; Szegedi, B.; Horváth, Z.H.; Hodúr, C.; Rákhely, G.; Kertész, S. Effect of Vibration on the Efficiency of Ultrafiltration. Analecta Tech. Szeged. 2021, 15, 37–44. [Google Scholar] [CrossRef]
- Kertész, S.; László, Z.; Forgács, E.; Szabó, G.; Hodúr, C. Dairy Wastewater Purification by Vibratory Shear Enhanced Processing. Desalination Water Treat. 2011, 35, 195–201. [Google Scholar] [CrossRef]
- Sreedhar, N.; Mavukkandy, M.O.; Aminabhavi, T.M.; Hong, S.; Arafat, H.A. Fouling Mechanisms in Ultrafiltration under Constant Flux: Effect of Feed Spacer Design. Chem. Eng. J. 2022, 446, 136563. [Google Scholar] [CrossRef]
- Hermia, J. Constant Pressure Blocking Filtration Laws: Application to Power-Law Non-Newtonian Fluids. 1982. Available online: https://www.semanticscholar.org/paper/Constant-Pressure-Blocking-Filtration-Laws-To-Hermia/a2d8fcd52e97e4a1d1b82c16f5b977f2bd7ee6a2 (accessed on 22 June 2022).
- Ferreira, F.B.; Ullmann, G.; Vieira, L.G.M.; Cardoso, V.L.; Reis, M.H.M. Hydrodynamic Performance of 3D Printed Turbulence Promoters in Cross-Flow Ultrafiltrations of Psidium Myrtoides Extract. Chem. Eng. Process.-Process Intensif. 2020, 154, 108005. [Google Scholar] [CrossRef]
- Wang, S.; Yuan, R.; Liu, C.; Zhou, B. Effect of Fe2+ Adding Period on the Biogas Production and Microbial Community Distribution during the Dry Anaerobic Digestion Process. Process Saf. Environ. Prot. 2020, 136, 234–241. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Measurements | Distribution of Resistance Values | ||||
|---|---|---|---|---|---|
| Rm | Rirrev | Rrev | Rirrev/Rrev | Rtotal | |
| Coag./UF | 38.33 | 30.67 | 30.99 | 0.9896 | 100.00 |
| Coag.+Flocc./UF | 35.07 | 10.79 | 54.14 | 0.1992 | 100.00 |
| US/UF | 5.54 | 12.78 | 81.68 | 0.1564 | 100.00 |
| MF/UF | 10.22 | 7.67 | 82.11 | 0.0934 | 100.00 |
| UF with mixing | 7.95 | 3.41 | 88.64 | 0.0384 | 100.00 |
| UF without mixing | 3.15 | 3.38 | 93.47 | 0.0361 | 100.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kertész, S.; Al-Tayawi, A.N.; Gergely, G.; Ott, B.; Gulyás, N.S.; Jákói, Z.; Beszédes, S.; Hodúr, C.; Szabó, T.; László, Z. Investigation of Different Pre-Treatment Techniques and 3D Printed Turbulence Promoter to Mitigate Membrane Fouling in Dairy Wastewater Module. Materials 2023, 16, 3117. https://doi.org/10.3390/ma16083117
Kertész S, Al-Tayawi AN, Gergely G, Ott B, Gulyás NS, Jákói Z, Beszédes S, Hodúr C, Szabó T, László Z. Investigation of Different Pre-Treatment Techniques and 3D Printed Turbulence Promoter to Mitigate Membrane Fouling in Dairy Wastewater Module. Materials. 2023; 16(8):3117. https://doi.org/10.3390/ma16083117
Chicago/Turabian StyleKertész, Szabolcs, Aws N. Al-Tayawi, Gréta Gergely, Bence Ott, Nikolett Sz. Gulyás, Zoltán Jákói, Sándor Beszédes, Cecilia Hodúr, Tamás Szabó, and Zsuzsanna László. 2023. "Investigation of Different Pre-Treatment Techniques and 3D Printed Turbulence Promoter to Mitigate Membrane Fouling in Dairy Wastewater Module" Materials 16, no. 8: 3117. https://doi.org/10.3390/ma16083117