

Microstructural, Mechanical, and Tribological Performances of Composites Prepared via Melt Compounding of Polyamide 6, Basalt Fibers, and Styrene–Ethylene–Butylene–Styrene Copolymer

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Part
2.1. Materials
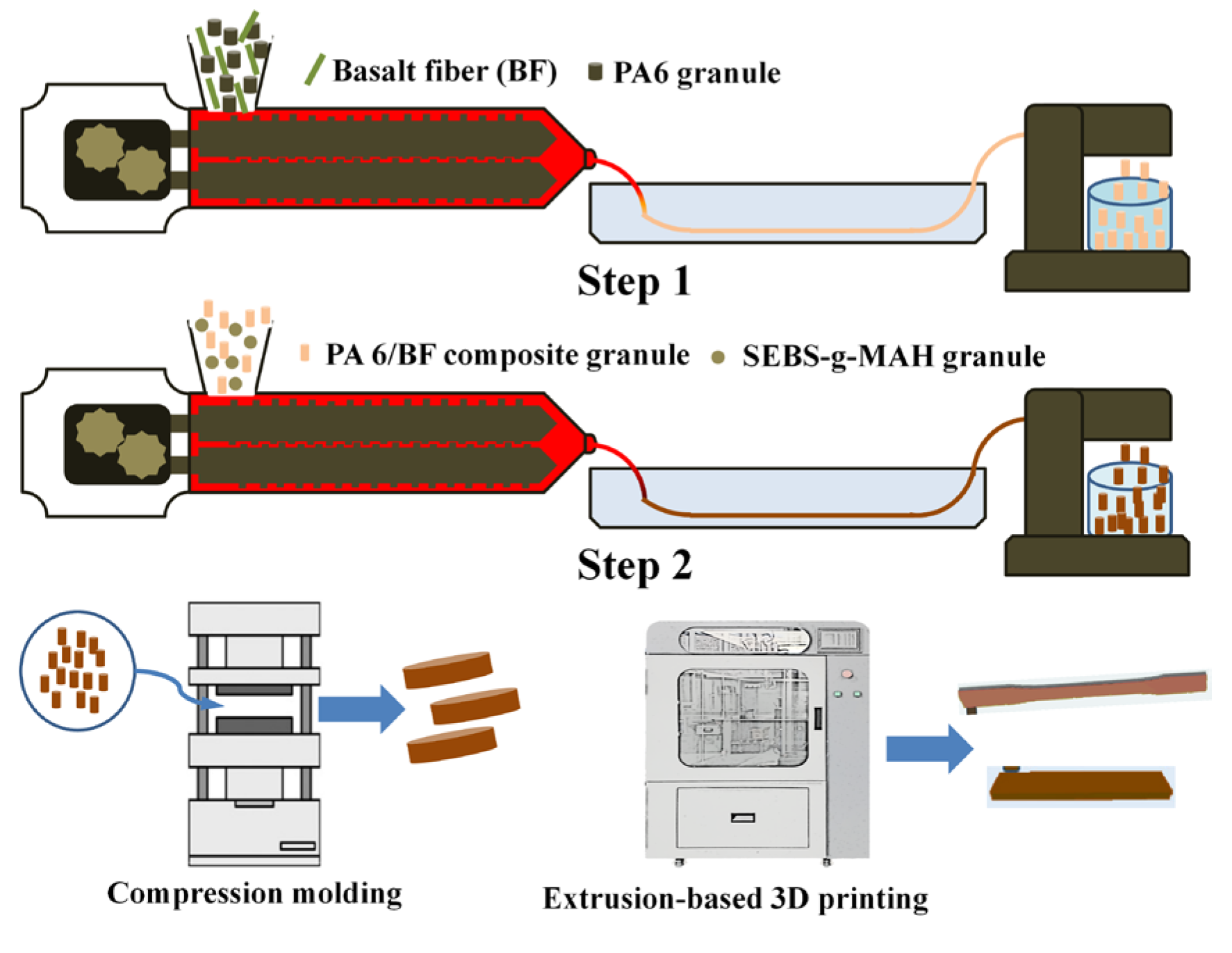
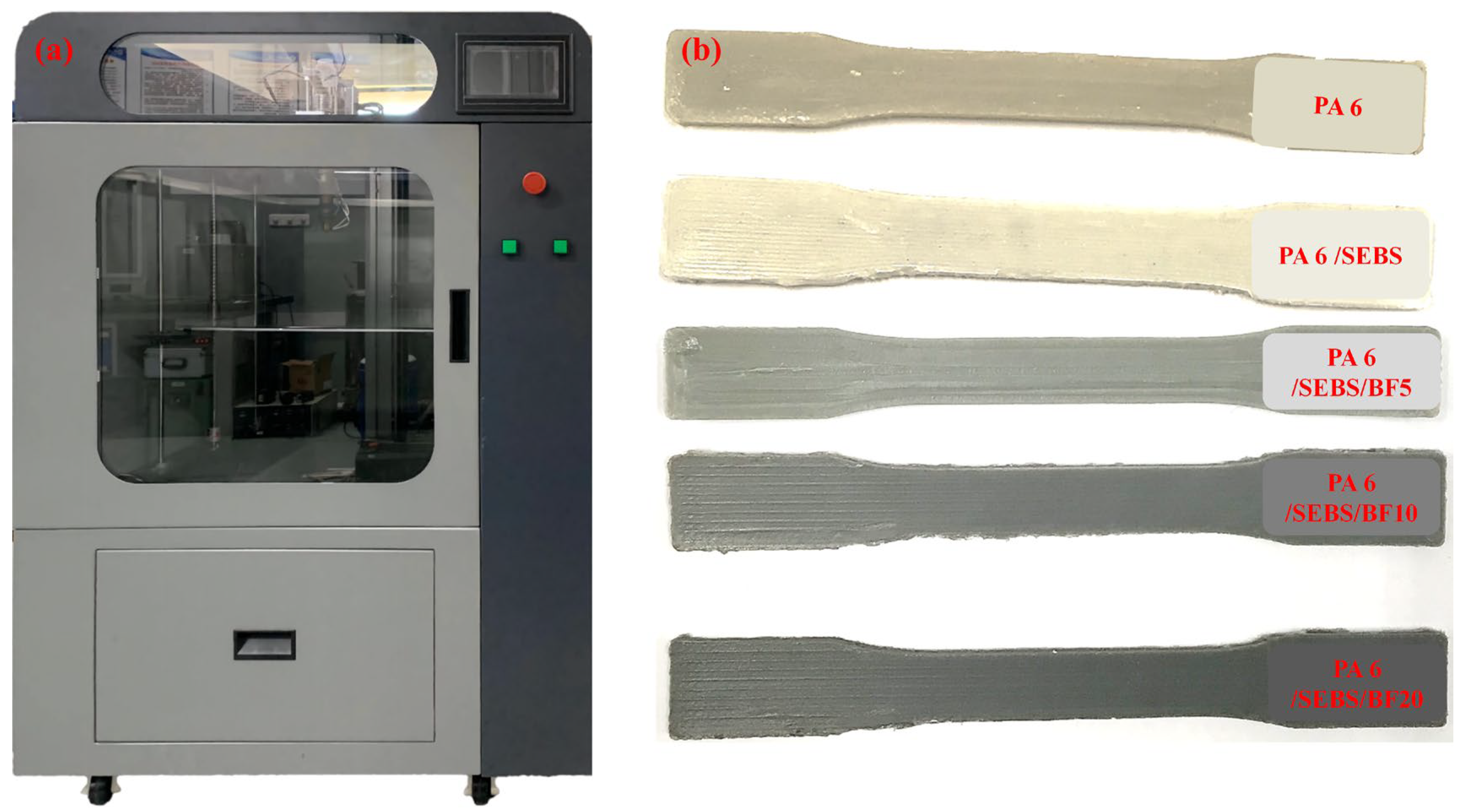
2.2. Melt Compounding and Sample Preparation
2.3. Characterization
3. Results and Discussion
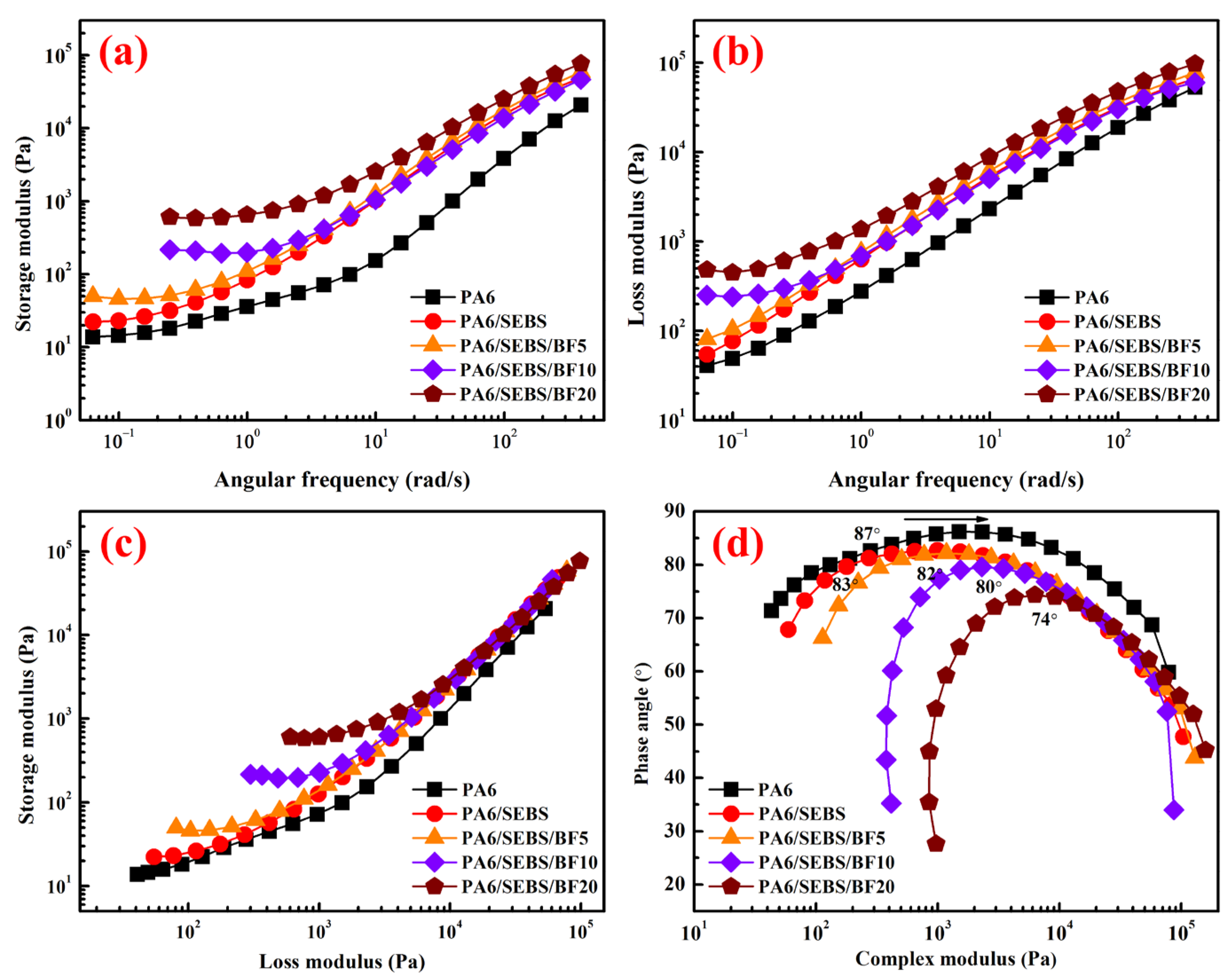
3.1. Linear Rheological Behavior of PA 6/SEBS/BF Composites
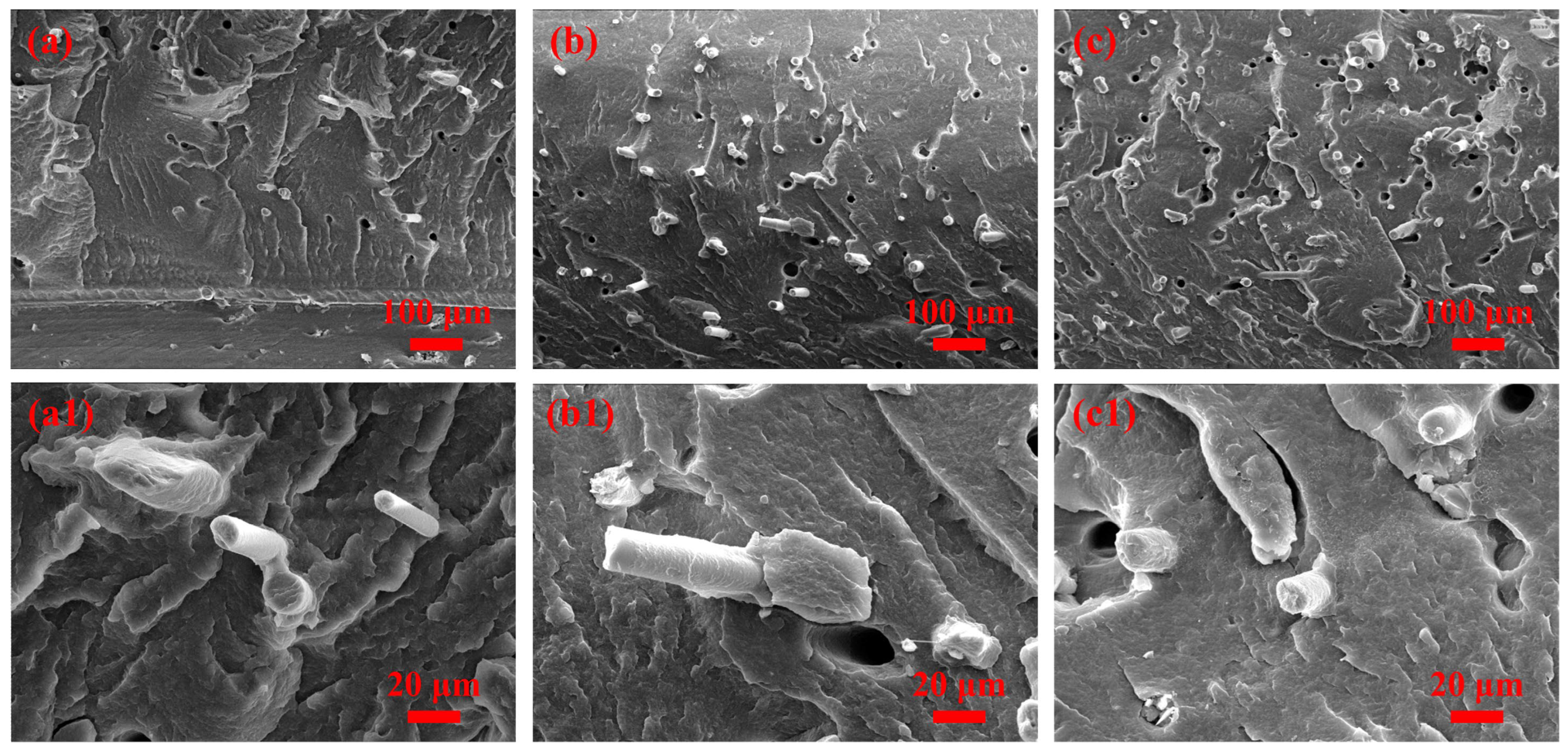
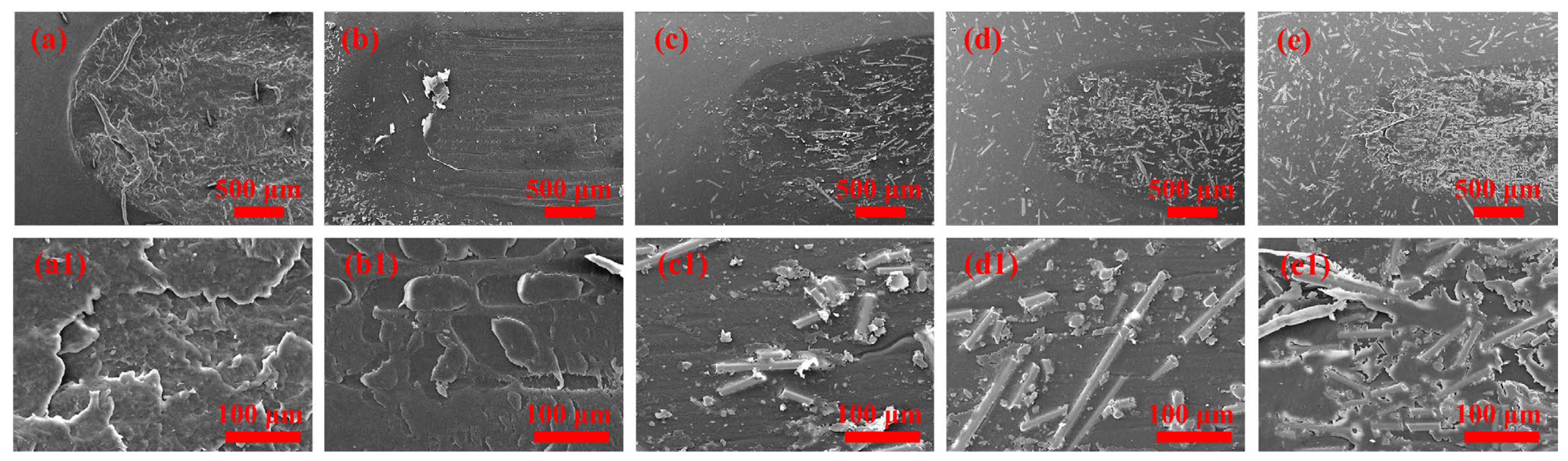
3.2. Microstructure of PA 6/SEBS/BF Composites
3.3. Mechanical Performance of PA 6/SEBS/BF Composites
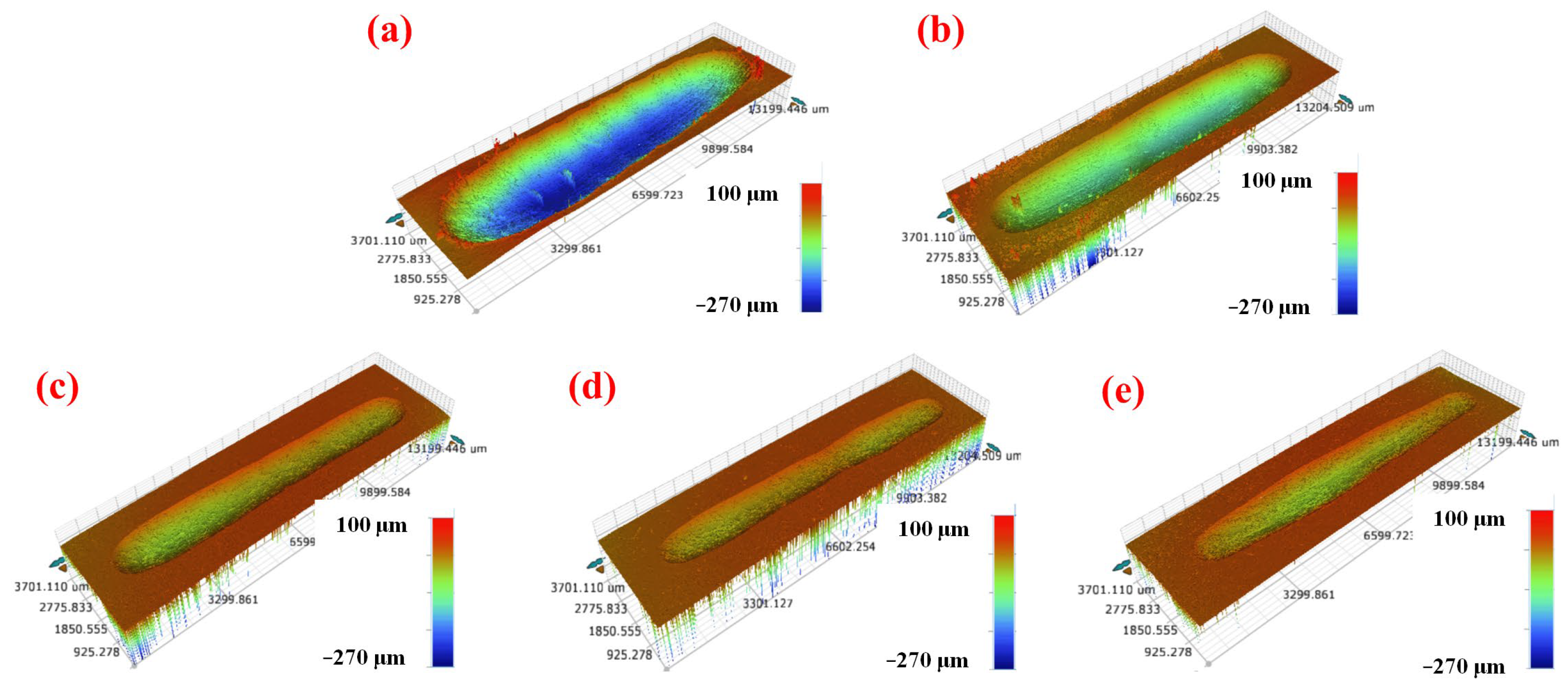
3.4. Tribological Performance of PA 6/SEBS/BF Composites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gupta, M.K.; Srivastava, R.K. Mechanical properties of hybrid fibers-reinforced polymer composite: A review. Polym. Plast. Technol. Eng. 2016, 55, 626–642. [Google Scholar] [CrossRef]
- Sathishkumar, T.P.; Naveen, J.; Satheeshkumar, S. Hybrid fiber reinforced polymer composites—A review. J. Reinf. Plast. Comp. 2014, 33, 454–471. [Google Scholar] [CrossRef]
- Rajak, D.K.; Pagar, D.D.; Menezes, P.L.; Linul, E. Fiber-reinforced polymer composites: Manufacturing, properties, and applications. Polymers 2019, 11, 1667. [Google Scholar] [CrossRef] [PubMed]
- An, H.J.; Kim, J.S.; Kim, K.Y.; Lim, D.Y.; Kim, D.H. Mechanical and thermal properties of long carbon fiber-reinforced polyamide 6 composites. Fiber. Polym. 2014, 15, 2355–2359. [Google Scholar] [CrossRef]
- Yilmaz, S.; Yilmaz, T. Effect of POSS and chain extender on tensile and fracture properties of neat and short glass fiber reinforced polyamide 6 composites. Compos. A 2014, 67, 274–281. [Google Scholar] [CrossRef]
- Khan, A.N.; Ahmed, B.A. Comparative study of Polyamide 6 reinforced with glass fibre and montmorillonite. Polym. Bull. 2015, 72, 1207–1216. [Google Scholar] [CrossRef]
- Kuram, E. Synergistic effect of glass bead and glass fiber on the crystalline structure, thermal stability, and mechanical, rheological, and morphological properties of polyamide 6 composites. J. Compos. Mater. 2022, 56, 441–453. [Google Scholar] [CrossRef]
- Ibanez-Gutierrez, F.T.; Cicero, S.; Carrascal, I.A.; Procopio, I. Effect of fibre content and notch radius in the fracture behaviour of short glass fibre reinforced polyamide 6: An approach from the Theory of Critical Distances. Compos. B 2016, 94, 299–311. [Google Scholar] [CrossRef]
- Singha, K. A short review on basalt fiber. Int. J. Text. Sci. 2012, 1, 19–28. [Google Scholar]
- Deak, T.; Czigany, T. Chemical composition and mechanical properties of basalt and glass Fibers: A comparison. Text. Res. J. 2009, 79, 645–651. [Google Scholar] [CrossRef]
- Yu, S.; Oh, K.H.; Hong, S.H. Effects of silanization and modifcation treatments on the stiffness and toughness of BF/SEBS/PA6,6 hybrid composites. Compos. B 2019, 173, 106922. [Google Scholar] [CrossRef]
- Yu, S.; Oh, K.H.; Hong, S.H. Enhancement of the mechanical properties of basalt fiber-reinforced polyamide 6,6 composites by improving interfacial bonding strength through plasma-polymerization. Compos. Sci. Technol. 2019, 182, 107756. [Google Scholar] [CrossRef]
- Chen, Y.; Li, D.; Yang, W.; Xiao, C. Enhancement of mechanical, thermal and tribological properties of AAPS-modified graphene oxide/ polyamide 6 nanocomposites. Compos. B. 2018, 138, 55–65. [Google Scholar] [CrossRef]
- Li, J.; Xia, Y.C. The reinforcement effect of carbon fiber on the friction and wear properties of carbon fiber reinforced PA6 composites. Fiber. Polym. 2009, 10, 519–525. [Google Scholar] [CrossRef]
- You, Y.L.; Li, D.X.; Deng, X.; Li, W.J.; Xie, Y. Effect of solid lubricants on tribological behavior of glass fiber reinforced polyamide 6. Polym. Compos. 2013, 34, 1783–1793. [Google Scholar] [CrossRef]
- Zhou, S.F.; Wang, J.J.; Wang, S.Z.; Ma, X.Z.; Huang, J.; Zhao, G.Z.; Liu, Y.Q. Facile preparation of multiscale graphene-basalt fiber reinforcements and their enhanced mechanical and tribological properties for polyamide 6 composites. Mater. Chem. Phys. 2018, 217, 315–322. [Google Scholar] [CrossRef]
- Li, J.; Xia, Y.C. Evaluation of tribological properties of carbon fiber-reinforced PA6 composites. Polym. Compos. 2010, 31, 536–542. [Google Scholar] [CrossRef]
- Li, S.; Dong, C.; Yuan, C.; Bai, X. Friction-reducing and vibration-absorbing performances on a novel thermoplastic bearing material reinforced by nano-WS2 and UHMWPE. Tribol. Inter. 2022, 176, 107893. [Google Scholar] [CrossRef]
- Bertolino, M.; Battegazzore, D.; Arrigo, R.; Frache, A. Designing 3D printable polypropylene: Material and process optimisation through rheology. Add. Manuf. 2021, 40, 101944. [Google Scholar] [CrossRef]
- Braconniera, D.J.; Jensen, R.E.; Peterson, A.M. Processing parameter correlations in material extrusion additive manufacturing. Add. Manuf. 2020, 31, 100924. [Google Scholar] [CrossRef]
- Wang, B.; Huang, H.X.; Guan, W.S. Squeeze flow-induced hierarchical morphology in microinjection compression molded thin-walled plates of PP/SAN blend and its nanocomposite with halloysite nanotubes. Polym. Plast. Technol. Eng. 2015, 54, 814–821. [Google Scholar] [CrossRef]
- Sailer, C.; Handge, U.A. Reactive blending of polyamide 6 and styrene-acrylonitrile copolymer: Influence of blend composition and compatibilizer concentration on morphology and rheology. Macromolecules 2008, 41, 4258–4267. [Google Scholar] [CrossRef]
- Wu, D.; Zhang, Y.; Zhang, M.; Yu, W. Selective localization of multiwalled carbon nanotubes in poly(ε-caprolactone)/polylactide blend. Biomacromolecules 2009, 10, 417–424. [Google Scholar] [CrossRef] [PubMed]
- Wang, B.; Peng, D.; Lv, R.; Na, B.; Liu, H.; Yu, Z. Generic melt compounding strategy using reactive graphene towards high performance polyethylene/graphene nanocomposites. Compos. Sci. Technol. 2019, 177, 1–9. [Google Scholar] [CrossRef]
- Wang, H.; Yang, X.; Fu, Z.; Zhao, X.; Li, Y.; Li, J. Rheology of nanosilica-compatibilized immiscible polymer blends: Formation of a ‘heterogeneous network’ facilitated by interfacially anchored hybrid nanosilica. Macromolecules 2017, 50, 9494–9506. [Google Scholar] [CrossRef]
- Russo, P.; Simeoli, G.; Cimino, F.; Papa, I.; Ricciardi, M.R.; Lopresto, V. Impact damage behavior of vinyl ester-, epoxy-, and nylon 6-based basalt fiber composites. J. Mater. Eng. Perform. 2019, 28, 3256–3266. [Google Scholar] [CrossRef]
- Czigany, T.; Deak, T.; Tamas, P. Discontinuous basalt and glass fiber reinforced PP composites from textile prefabricates: Effects of interfacial modification on the mechanical performance. Compos. Interf. 2008, 15, 697–707. [Google Scholar] [CrossRef]
- Li, X.P.; He, J.W.; Hu, Z.L.; Ye, X.; Wang, S.S.; Zhao, Y.; Wang, B.; Ou, Y.H.; Zhang, J.Z. High strength carbon-fber reinforced polyamide 6 composites additively manufactured by screw-based extrusion. Compos. Sci. Technol. 2022, 229, 109707. [Google Scholar] [CrossRef]
- Kubota, M.; Hayakawa, K.; Todoroki, A. Effect of build-up orientations and process parameters on the tensile strength of 3D printed short carbon fiber/PA-6 composites. Adv. Compos. Mater. 2022, 31, 119–136. [Google Scholar] [CrossRef]
- Levenhagen, N.P.; Dadmun, M.D. Improving interlayer adhesion in 3D printing with surface segregating additives: Improving the isotropy of acrylonitrile−butadiene−styrene parts. ACS Appl. Polym. Mater. 2019, 1, 876–884. [Google Scholar] [CrossRef]
- Wang, J.; Zhang, X.; Jiang, L.; Qiao, J. Advances in toughened polymer materials by structured rubber particles. Prog. Polym. Sci. 2019, 98, 101160. [Google Scholar] [CrossRef]
- Wang, B.W.; Yu, S.D.; Mao, J.; Wang, Y.H.; Li, M.J.; Li, X.P. Effect of basalt fiber on tribological and mechanical properties of polyether-ether-ketone (PEEK) composites. Compos. Struct. 2021, 266, 113847. [Google Scholar] [CrossRef]
- Moradi, S.; Yeganeh, J.K. Highly toughened poly(lactic acid) (PLA) prepared through melt blending with ethylene-co-vinyl acetate (EVA) copolymer and simultaneous addition of hydrophilic silica nanoparticles and block copolymer compatibilizer. Polym. Test. 2020, 91, 106735. [Google Scholar] [CrossRef]
- Liu, H.; Chen, F.; Liu, B.; Estep, G.; Zhang, J. Super toughened poly(lactic acid) ternary blends by simultaneous dynamic vulcanization and interfacial compatibilization. Macromolecules 2010, 43, 6058–6066. [Google Scholar] [CrossRef]
- Beloshenko, V.A.; Voznyak, Y.V. Microhardness of oriented amorphous-crystalline polymers. Mater. Sci. 2013, 49, 110–116. [Google Scholar] [CrossRef]
- Pogačnik, A.; Kupec, A.; Kalin, M. Tribological properties of polyamide (PA6) in self-mated contacts and against steel as a stationary and moving body. Wear 2017, 378–379, 17–26. [Google Scholar] [CrossRef]
- Jozwik, J.; Dziedzic, K.; Barszcz, M.; Pashechko, M. Analysis and comparative assessment of basic tribological properties of selected polymer composite. Materials 2020, 13, 75. [Google Scholar] [CrossRef]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, Q.; Wang, B.; Li, X.; Xiao, X.; Jin, H.; Zhang, H.; Zhao, Y. Microstructural, Mechanical, and Tribological Performances of Composites Prepared via Melt Compounding of Polyamide 6, Basalt Fibers, and Styrene–Ethylene–Butylene–Styrene Copolymer. Materials 2023, 16, 3237. https://doi.org/10.3390/ma16083237
Zheng Q, Wang B, Li X, Xiao X, Jin H, Zhang H, Zhao Y. Microstructural, Mechanical, and Tribological Performances of Composites Prepared via Melt Compounding of Polyamide 6, Basalt Fibers, and Styrene–Ethylene–Butylene–Styrene Copolymer. Materials. 2023; 16(8):3237. https://doi.org/10.3390/ma16083237
Chicago/Turabian StyleZheng, Qiaolie, Bin Wang, Xiping Li, Xiangde Xiao, Huimei Jin, Hongwei Zhang, and Yuan Zhao. 2023. "Microstructural, Mechanical, and Tribological Performances of Composites Prepared via Melt Compounding of Polyamide 6, Basalt Fibers, and Styrene–Ethylene–Butylene–Styrene Copolymer" Materials 16, no. 8: 3237. https://doi.org/10.3390/ma16083237