
Influence of Electroless Nickel—DLC (Diamond-like Carbon) Multilayer Coating on the Mechanical Performance of the Heat-Treated AlSi10Mg Alloy Produced by Powder Bed Fusion-Laser Beam


Abstract
:1. Introduction
2. Materials and Methods
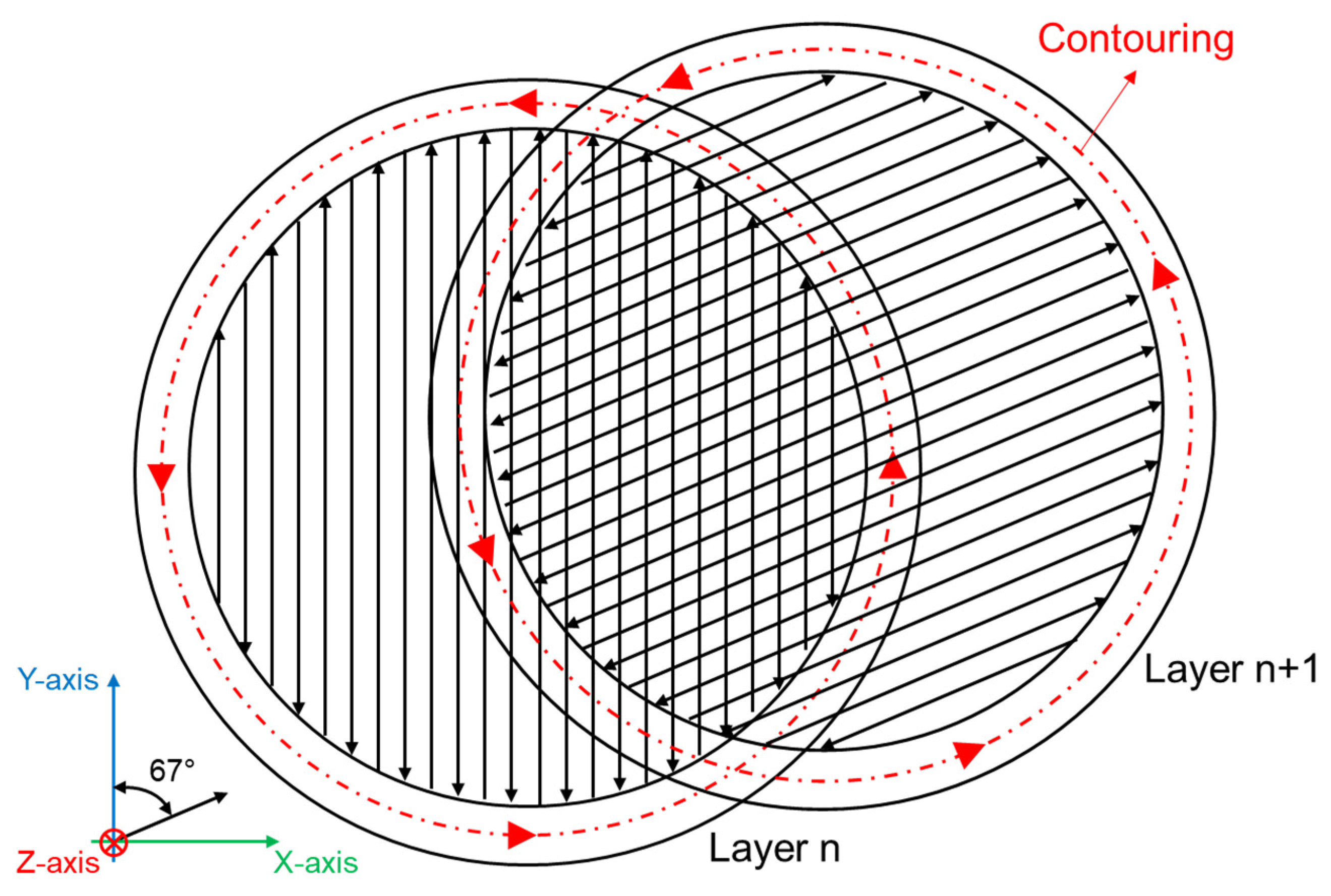
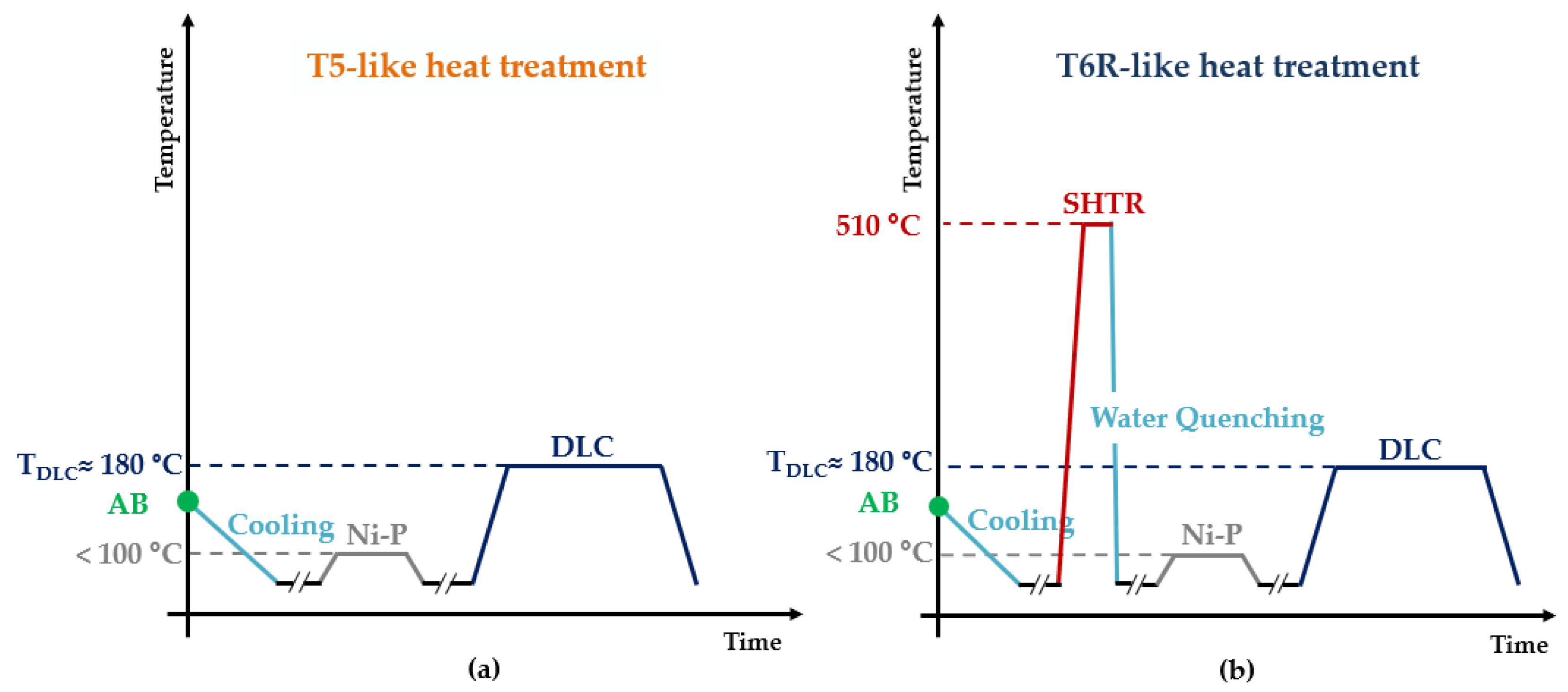
2.1. Sample Production and Post-Processing Cycles
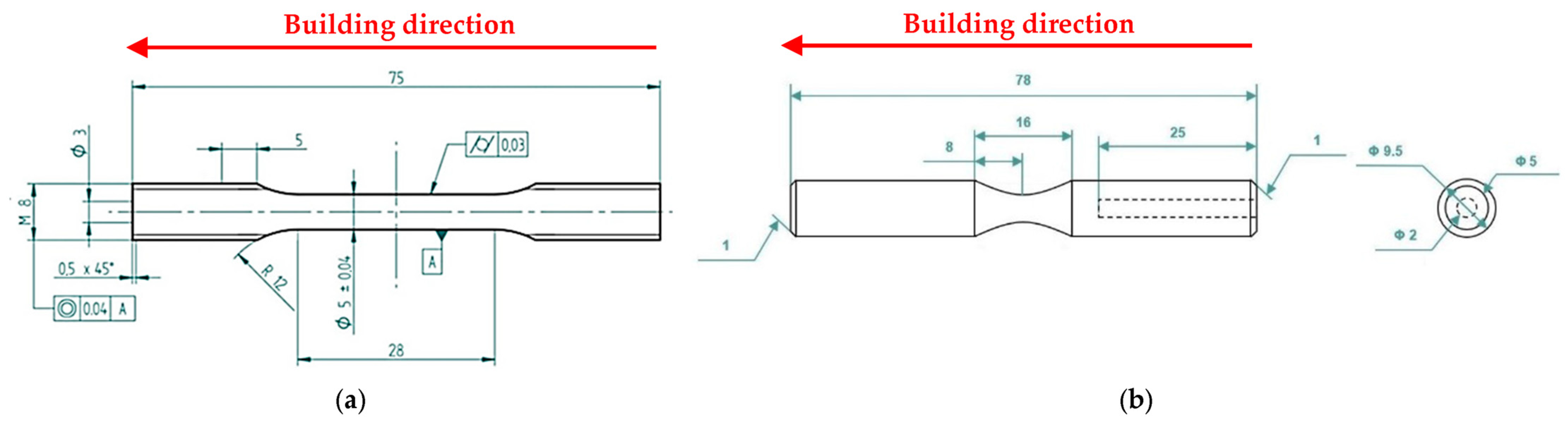
2.2. Mechanical Characterization
2.3. Microstructural and Fractographical Analysis
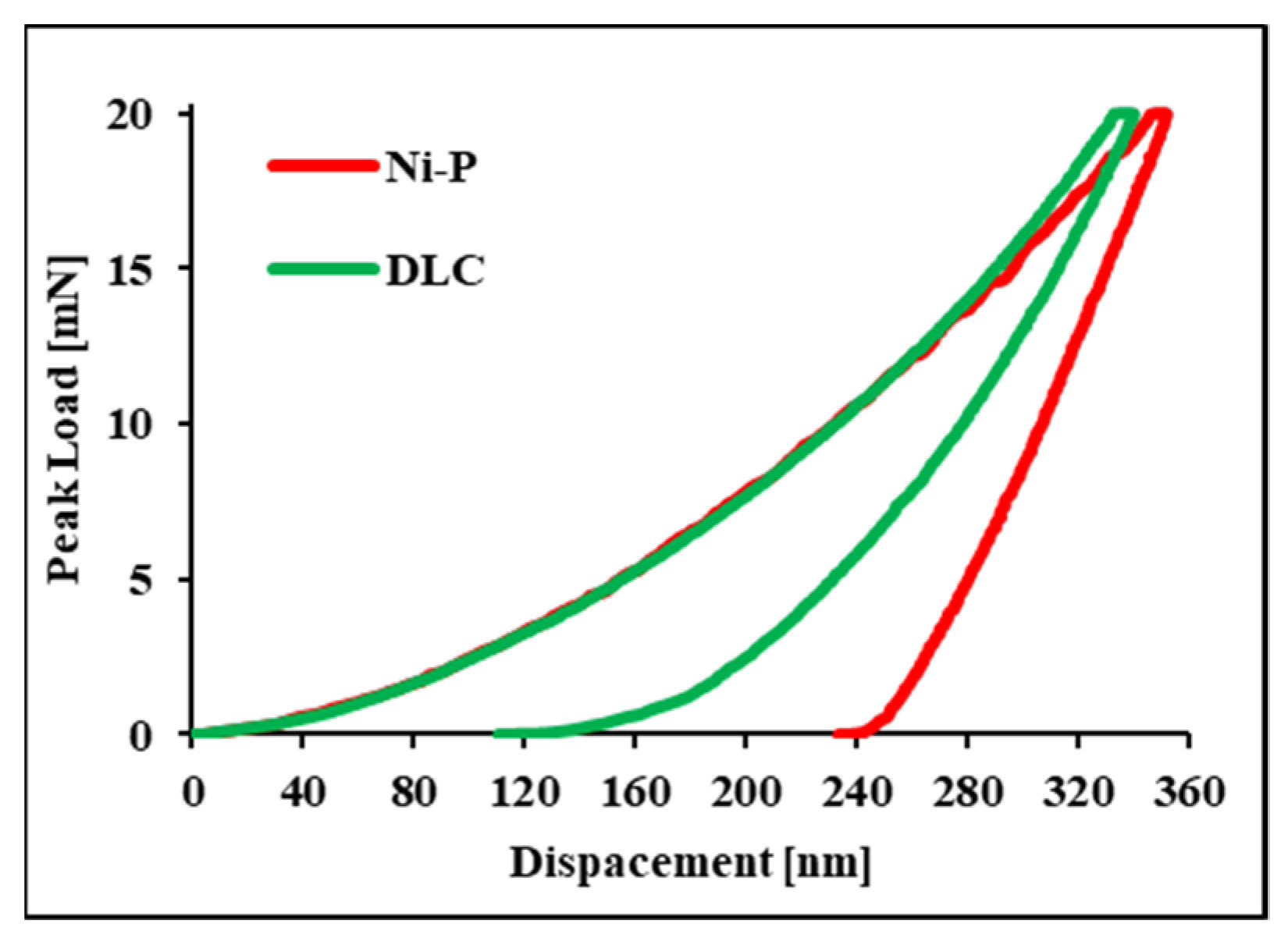
2.4. Nanoindentation Tests
3. Results
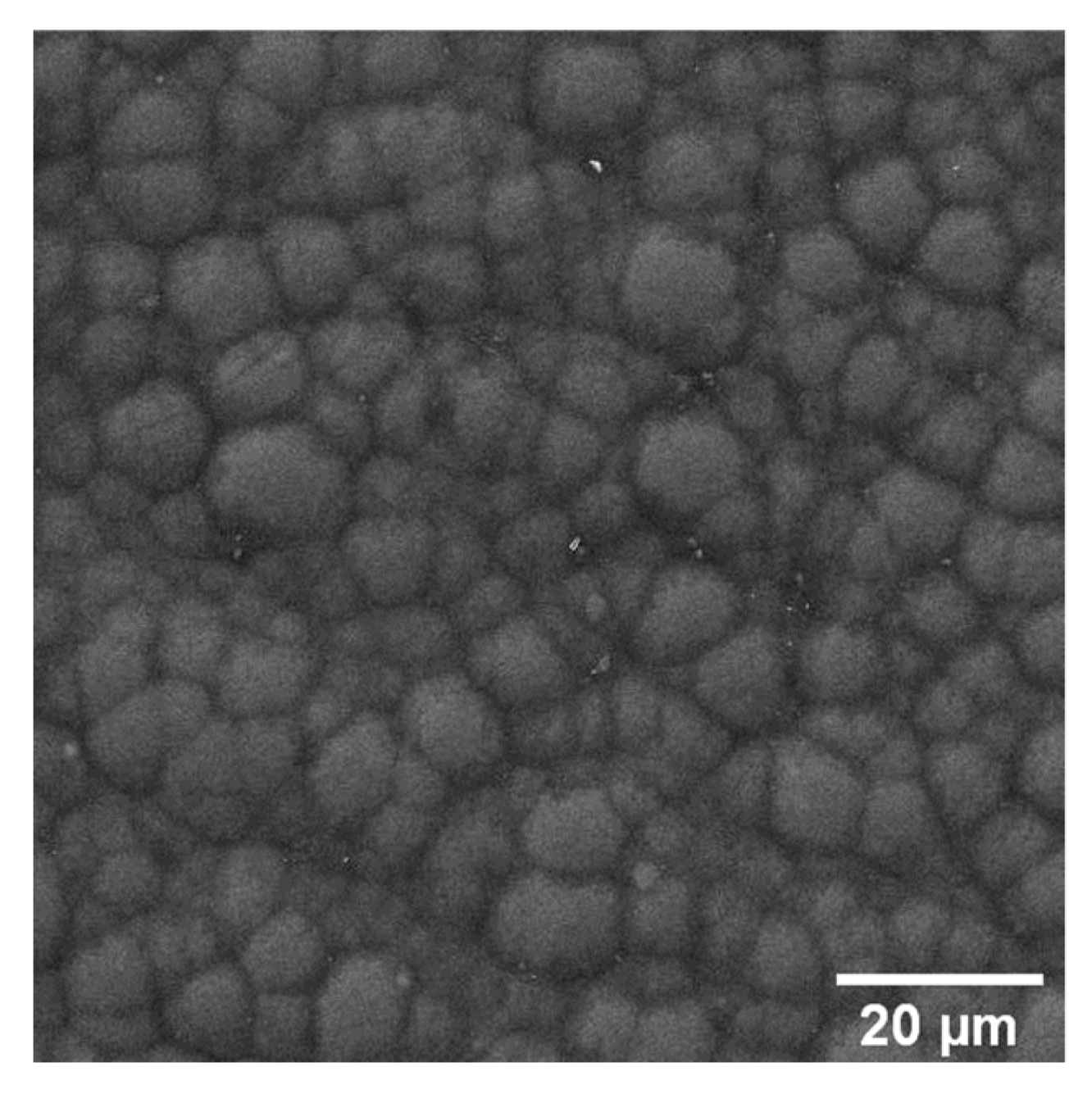
3.1. Microstructural and Nanomechanical Characterization
3.2. The Effect of the Multilayer Deposition on the Substrate Microstructure
3.3. Hardness and Tensile Testing
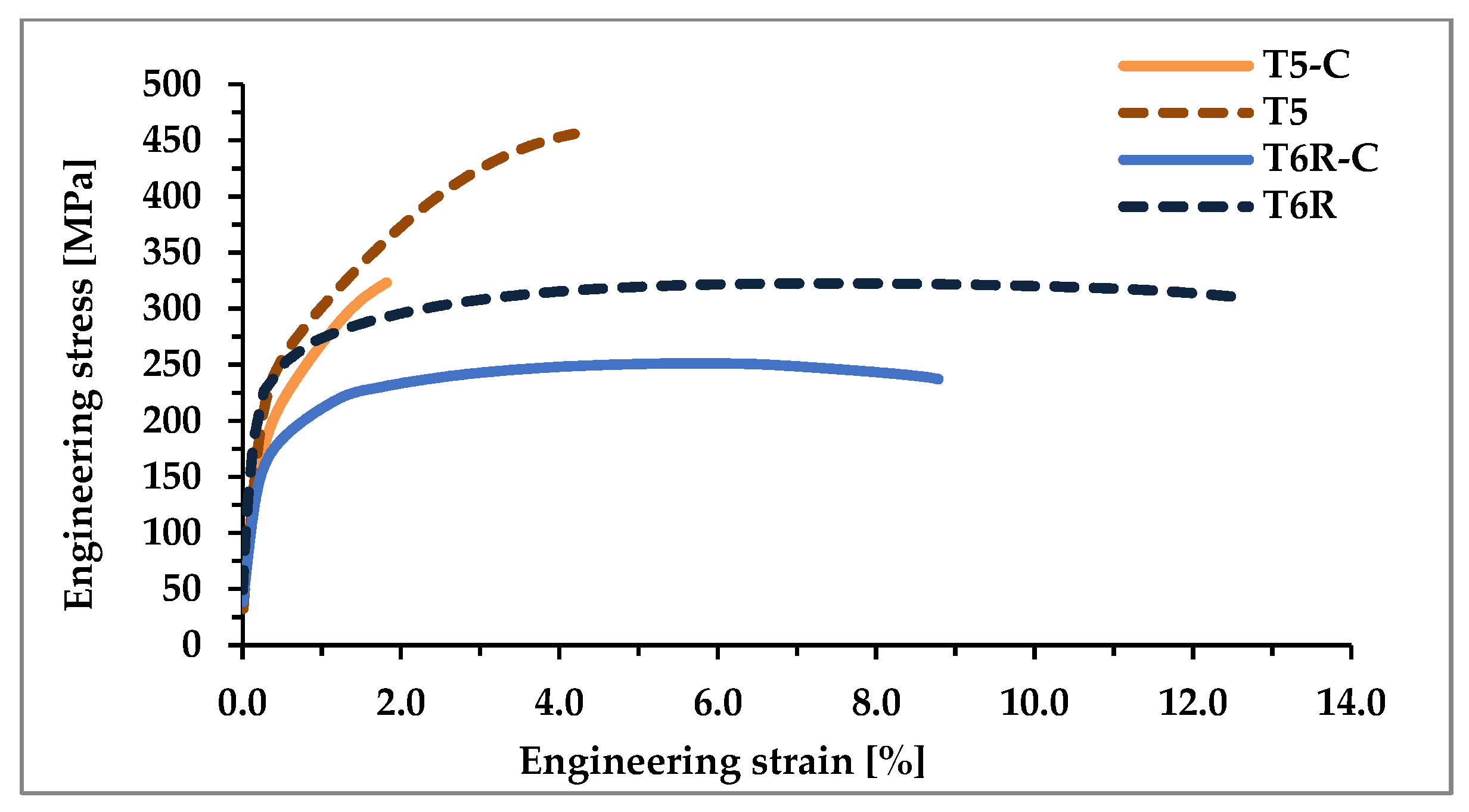
3.3.1. Mechanical Properties
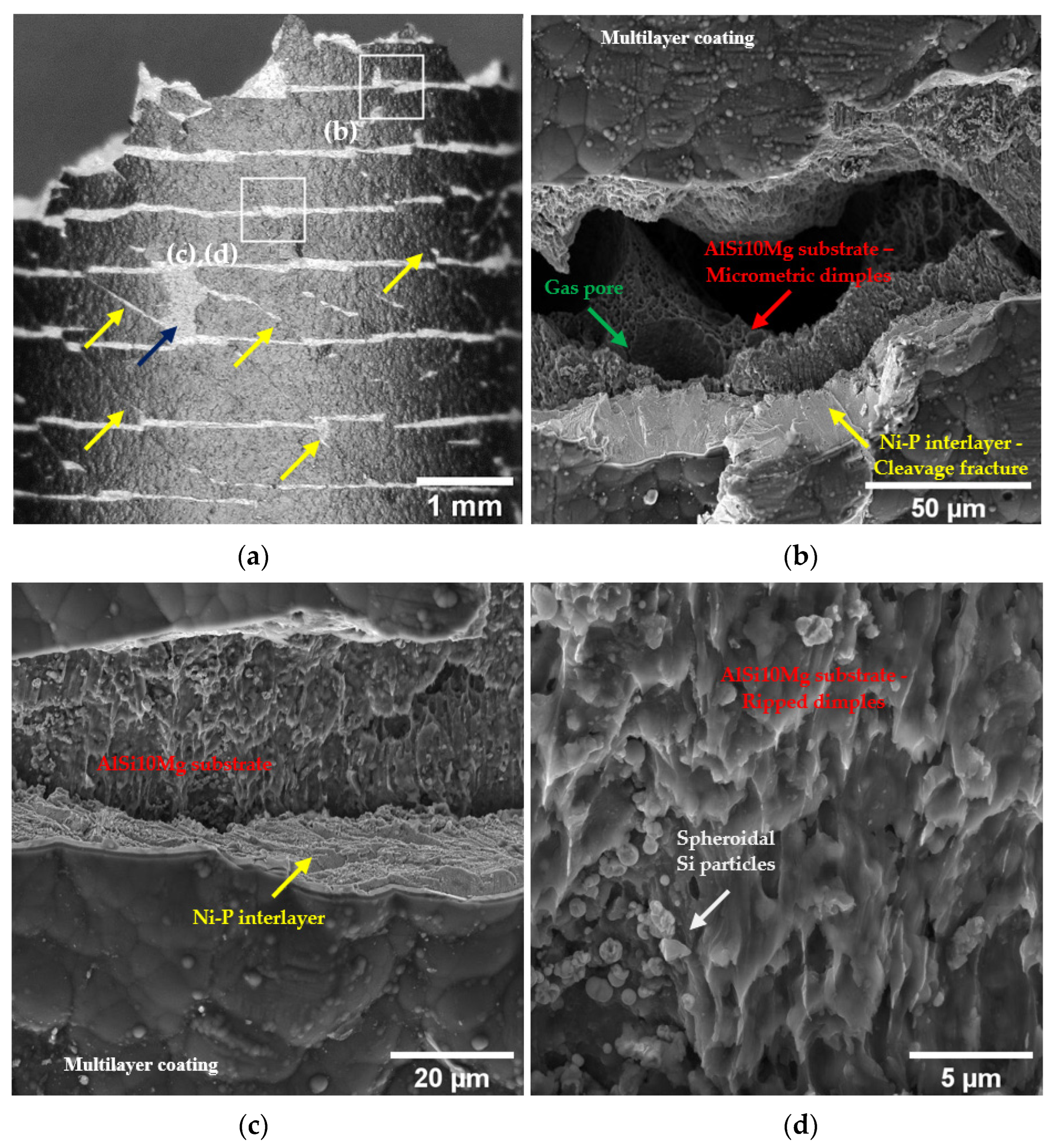
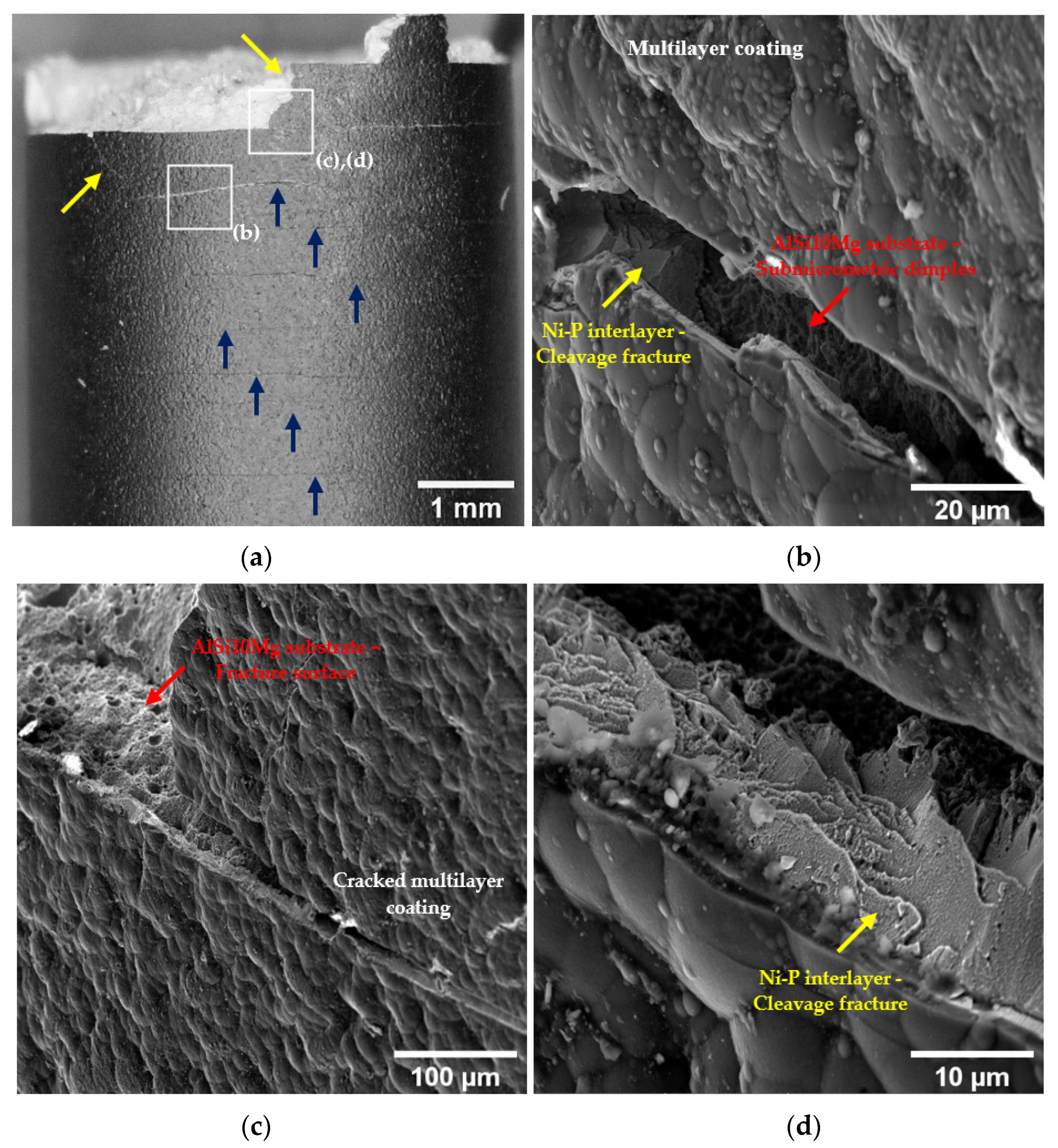
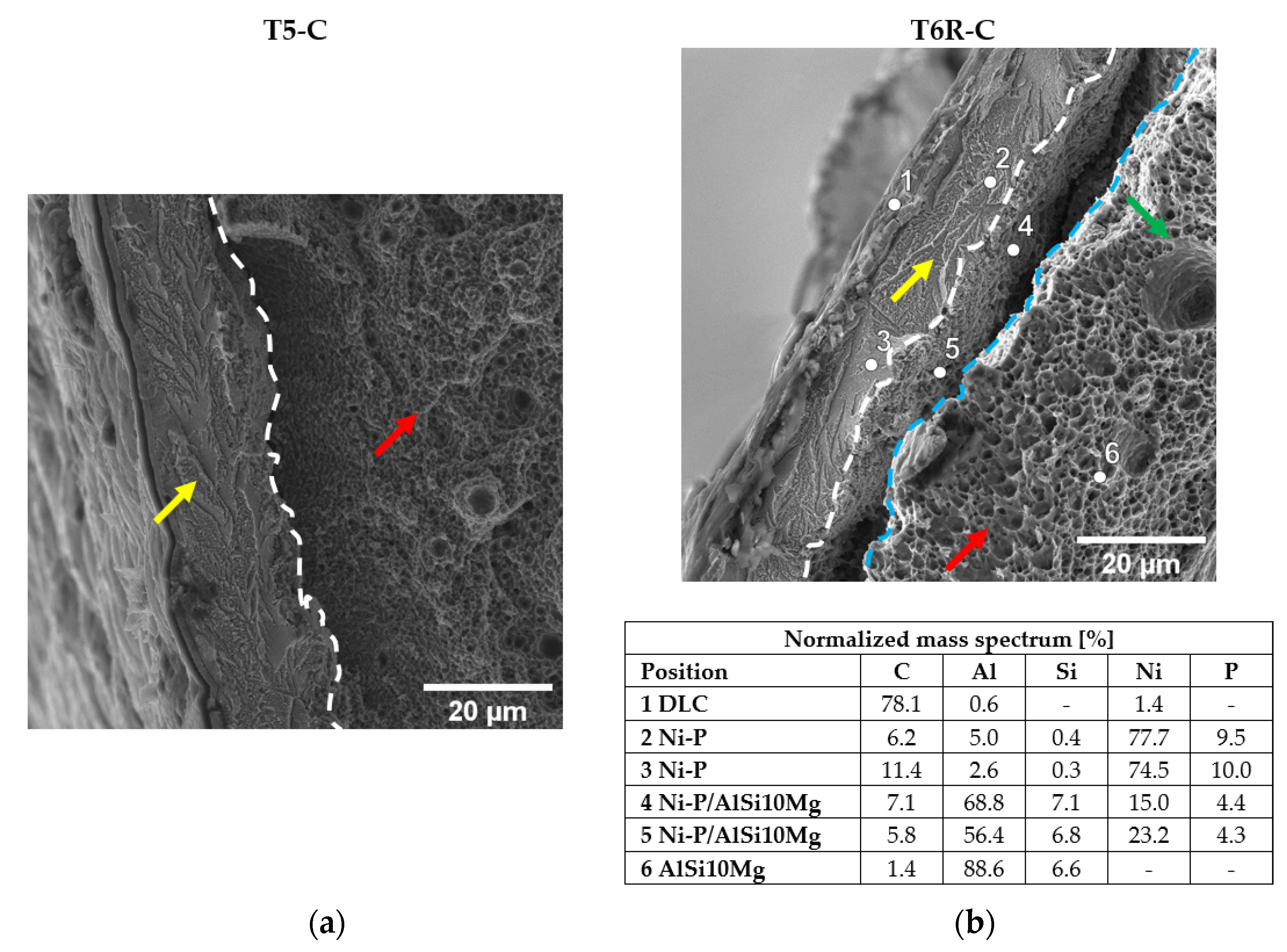
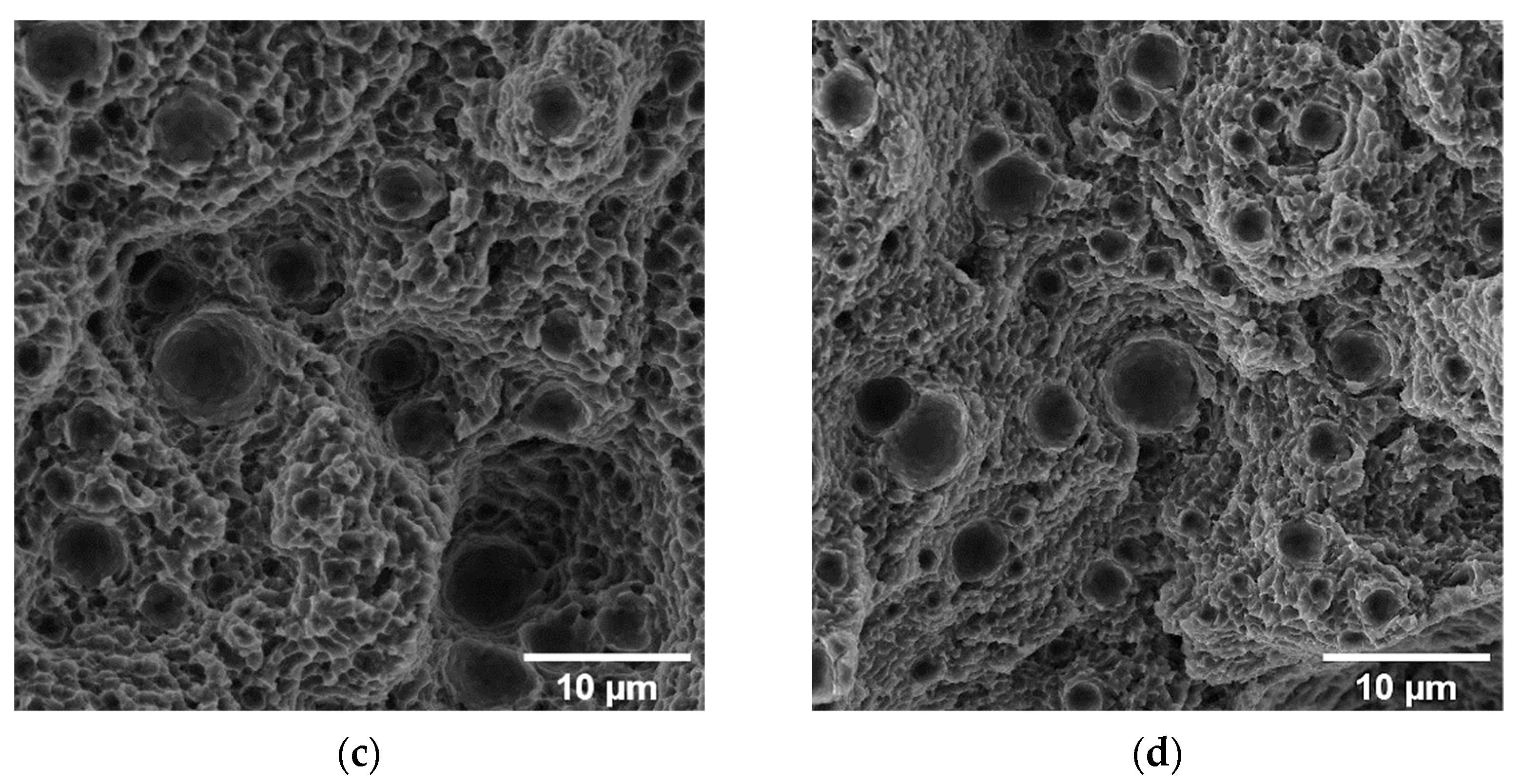
3.3.2. Fractographic Analysis
3.4. Fatigue Testing
3.4.1. Mechanical Properties
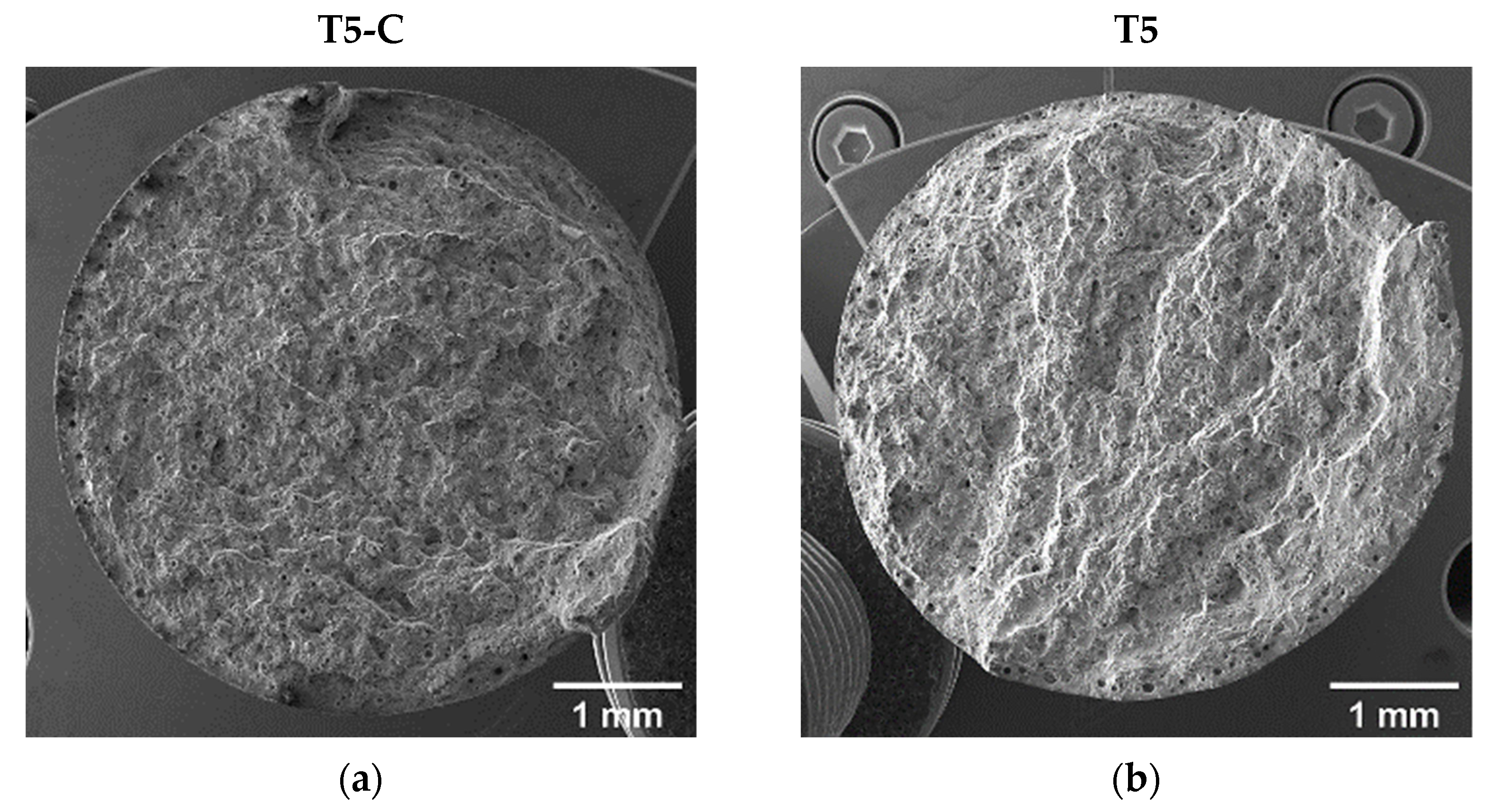
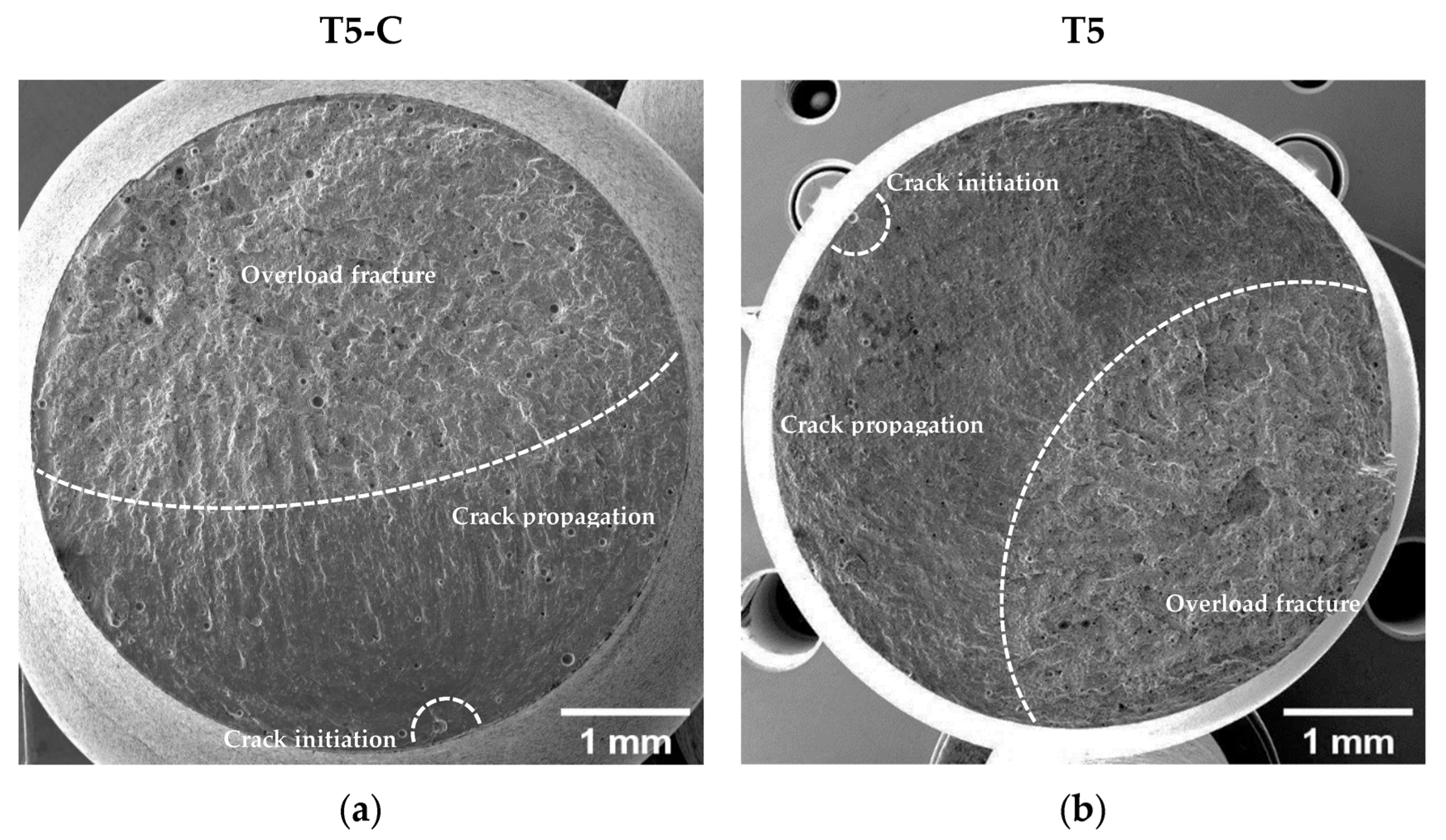
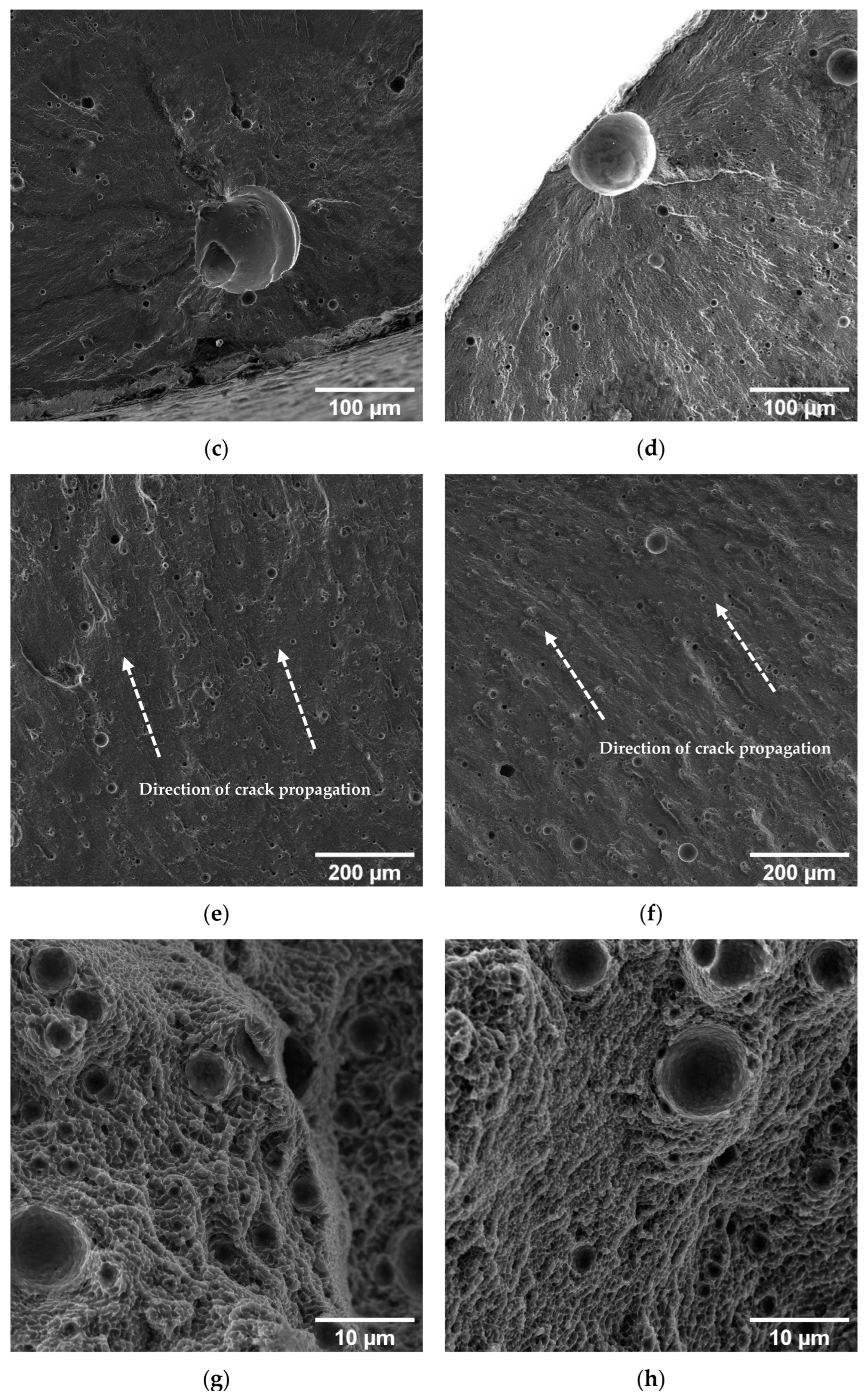
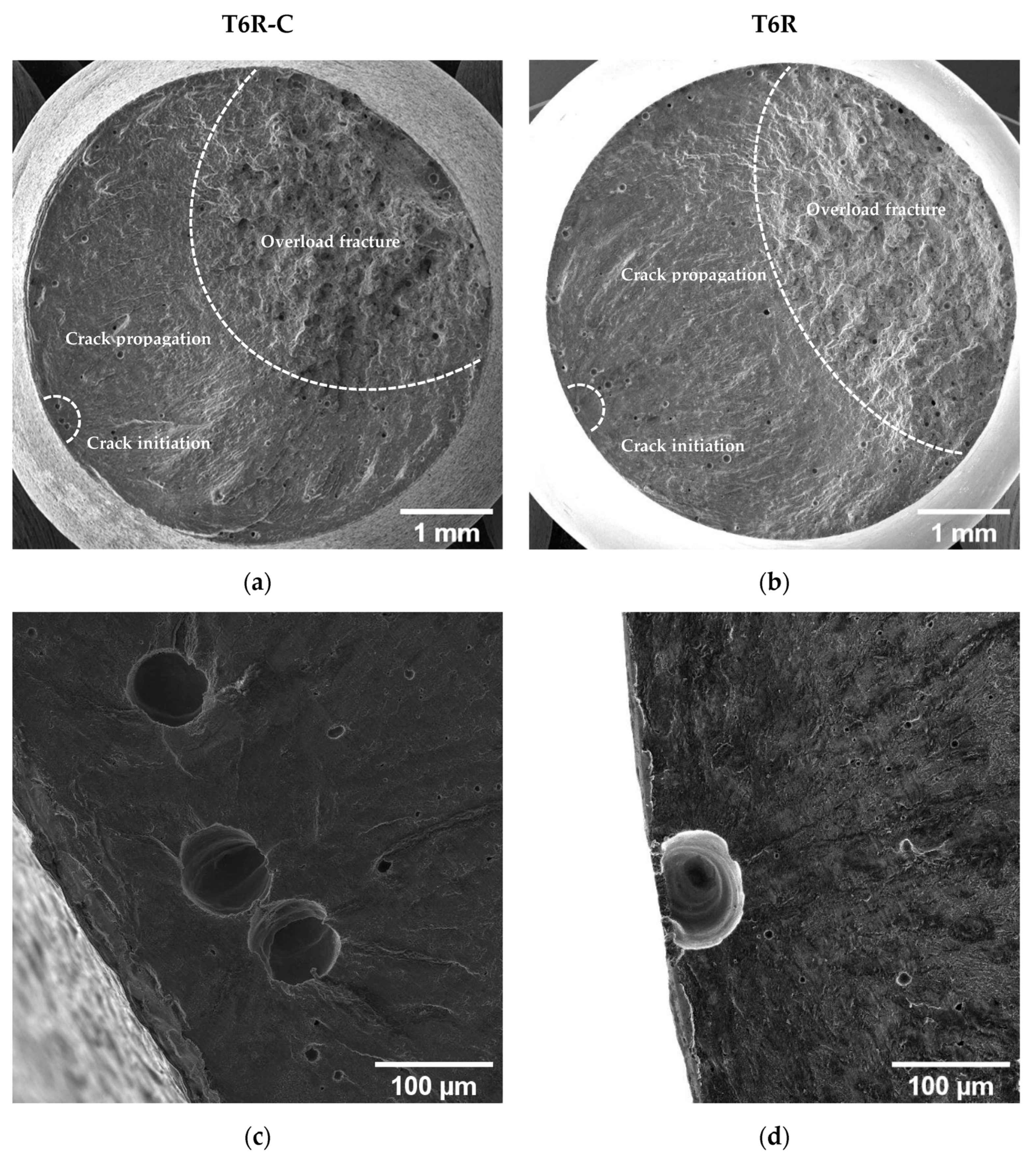
3.4.2. Fracture Surface Analysis
4. Conclusions
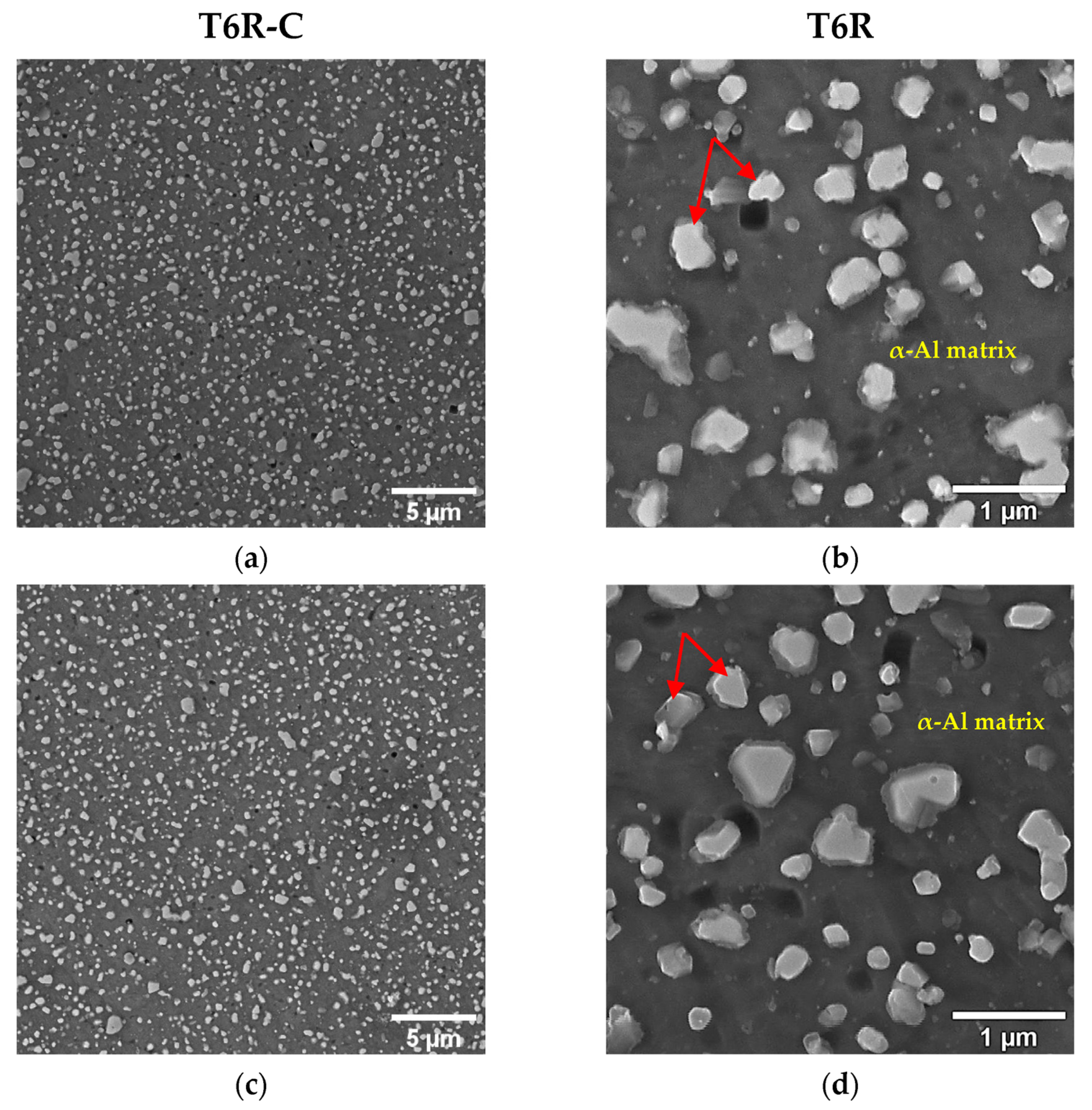
- Integrating the heat-treatment cycle into the multilayer coating deposition process does not induce appreciable modifications in the morphology or dimensions of the hard Si-rich phase of the eutectic network and the secondary spheroidal Si phase in the T5-C and T6R-C microstructures.
- The DLC coating deposition conditions promote significant overaging of the substrate, which leads to a decrease in the YS and UTS values compared with optimized conditions (T5 and T6R): −15% and 29% for T5-C and −28% and 31% for T6R-C, respectively.
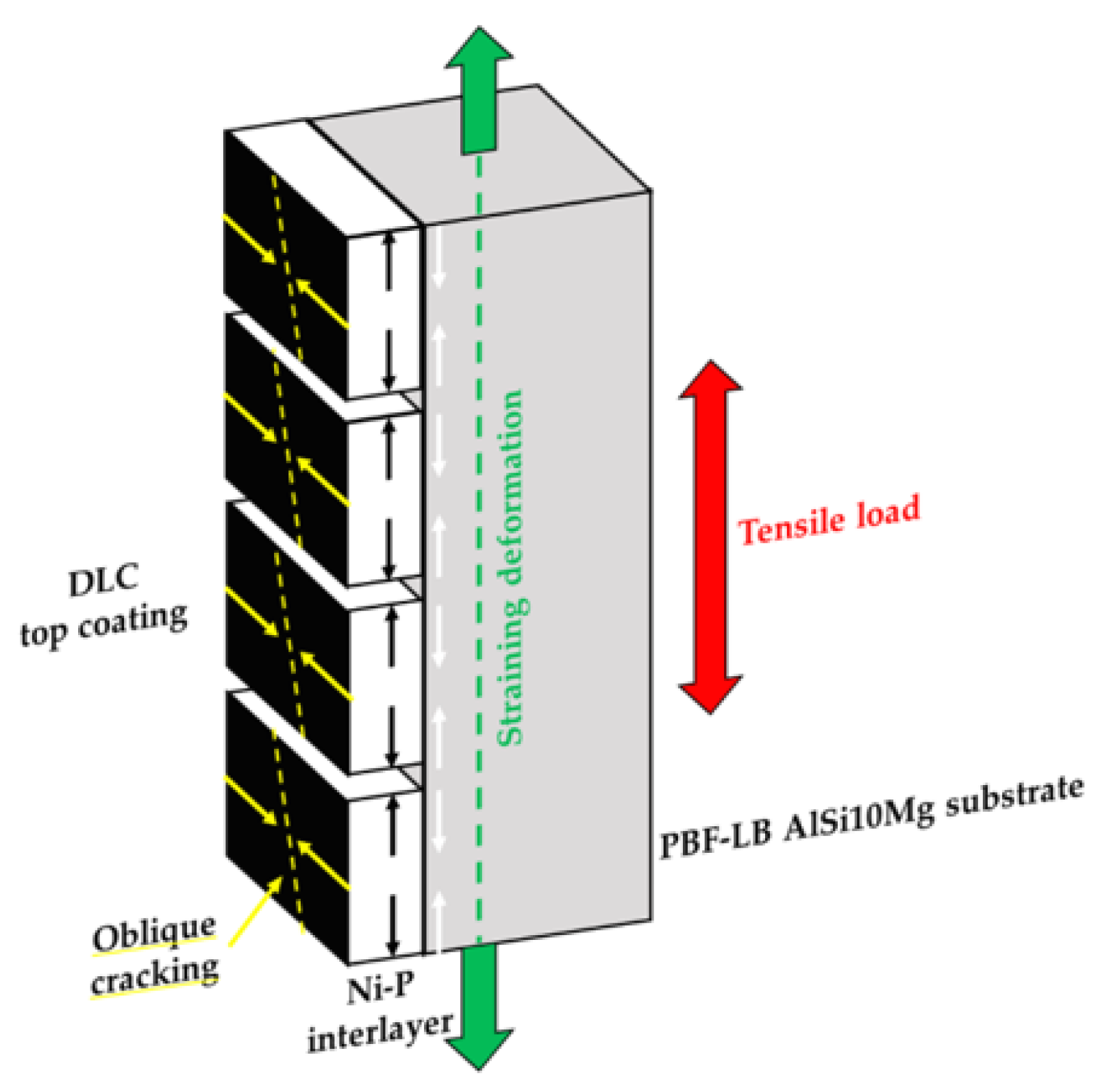
- Differences in elastic-plastic properties between the multilayer coating and the PBF-LB AlSi10Mg substrate lead to cracking at the Ni-P-substrate interface and propagation in the substrate during plastic deformation. However, the homogeneous distribution of spheroidal Si particles in the T6R microstructure increases the adhesion and the ability of the coating to follow the plastic deformation of the substrate compared with the T5 microstructure, leading to a lower loss in terms of ef (−58% and −31%, respectively).
- Extensive coating cracking and spalling occur during the tensile tests thanks to the complex compressive/tensile stress condition at the Ni-P coating-substrate interface. Circumferential cracks, perpendicular to the load direction, form at high strain levels, while oblique cracks are associated with the shear stresses generated by substrate necking.
- Multilayer Ni-P + DLC coating increases the fatigue strength of the T5 alloy (+54%) and the T6R alloy (+24%) thanks to the residual compressive stresses in the coating and the substrate. Moreover, the coating remains well adherent to the substrate during fatigue testing, not becoming a source of fatigue cracks.
- The multilayer coating does not modify the main fracture mechanisms of the substrate in tensile and fatigue specimens.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ceschini, L.; Toschi, S. Friction and wear of aluminum alloys and composites. In Friction, Lubrication, and Wear Technology; ASM Handbook; ASM International: Novelty, OH, USA, 2017; Volume 18, pp. 509–532. [Google Scholar]
- Vafadar, A.; Guzzomi, F.; Rassau, A.; Hayward, K. Advances in Metal Additive Manufacturing: A Review of Common Processes, Industrial Applications, and Current Challenges. Appl. Sci. 2021, 11, 1213. [Google Scholar] [CrossRef]
- Di Egidio, G.; Morri, A.; Ceschini, L.; Tonelli, L. High-Temperature Behavior of the Heat-Treated and Overaged AlSi10Mg Alloy Produced by Laser-Based Powder Bed Fusion and Comparison with Conventional Al-Si-Mg-Casting Alloys. Adv. Eng. Mater. 2023, 25, 2201238. [Google Scholar] [CrossRef]
- Liu, G.; Zhang, X.; Chen, X.; He, Y.; Cheng, L.; Huo, M.; Yin, J.; Hao, F.; Chen, S.; Wang, P.; et al. Additive manufacturing of structural materials. Mater. Sci. Eng. R Rep. 2021, 145, 100596. [Google Scholar] [CrossRef]
- Subramanian, C. Surface Engineering of Light Alloys: Aluminium, Magnesium and Titanium Alloys; Dong, H., Ed.; Woodhead Publishing: Sawston, UK, 2010; Chapter 2; pp. 40–57. [Google Scholar]
- Cotell, M.; Sprague, J.A.; Smidt, F.A., Jr. (Eds.) Surface Engineering of Aluminum and Aluminum Alloys; ASM Handbook: Surface Engineering; ASM International: Novelty, OH, USA, 1994; Volume 5, pp. 784–804. [Google Scholar]
- Cao, F.; Sun, T.; Hu, J.; Hou, W.; Huang, G.; Shen, Y.; Ma, N.; Geng, P.; Hu, W.; Qu, X. Enhanced mechanical and anticorrosion properties in cryogenic friction stir processed duplex stainless steel. Mater. Des. 2023, 225, 111492. [Google Scholar] [CrossRef]
- Balbaa, M.; Ghasemi, A.; Fereiduni, E.; Al-Rubaie, K.; Elbestawi, M. Improvement of fatigue performance of laser powder bed fusion fabricated IN625 and IN718 superalloys via shot peening. J. Mater. Process. Technol. 2022, 304, 117571. [Google Scholar] [CrossRef]
- Algul, H.; Uysal, M.; Alp, A. A comparative study on morphological, mechanical and tribological properties of electroless NiP, NiB and NiBP coatings. Appl. Surf. Sci. Adv. 2021, 4, 100089. [Google Scholar] [CrossRef]
- Sahoo, P.; Kalyan Das, S. Tribology of electroless nickel coatings—A review. Mater. Des. 2011, 32, 1760–1775. [Google Scholar] [CrossRef]
- Salicio-Paz, A.; Grande, H.; Pellicer, E.; Sort, J.; Fornell, J.; Offoiach, R.; Lekka, M.; García-Lecina, E. Monolayered versus multilayered electroless NiP coatings: Impact of the plating approach on the microstructure, mechanical and corrosion properties of the coatings. Surf. Coat. Technol. 2019, 368, 138–146. [Google Scholar] [CrossRef]
- Sudagar, J.; Lian, J.; Sha, W. Electroless nickel, alloy, composite and nano coatings—A critical review. J. Alloys Compd. 2013, 571, 183–204. [Google Scholar] [CrossRef]
- Lonyuk, B.; Apachitei, I.; Duszczyk, J. Effect of high-phosphorus electroless nickel coating on fatigue life of Al-Cu-Mg-Fe-Ni alloy. Scr. Mater. 2017, 57, 783–786. [Google Scholar] [CrossRef]
- Parker, K.; Shah, H. Residual Stress in Electroless Nickel Plating. Plating 1971, 58, 230. [Google Scholar]
- Riedel, W. Electroless Nickel Plating; Finishing Publications, Ltd.: Hertfordshire, UK, 1991; pp. 109–113. [Google Scholar]
- Berrı́os, J.A.; Staia, M.H.; Hernández, E.C.; Hintermann, H.; Puchi, E.S. Effect of the thickness of an electroless Ni-P deposit on the mechanical properties of an AISI 1045 plain carbon steel. Surf. Coat. Technol. 1998, 108–109, 466–472. [Google Scholar] [CrossRef]
- Garcés, Y.; Sánchez, H.; Berrı́os, J.; Pertuz, A.; Chitty, J.; Hintermann, H.; Puchi, E.S. Fatigue behavior of a quenched and tempered AISI 4340 steel coated with an electroless Ni-P deposit. Thin Solid Films 1998, 355–356, 487–493. [Google Scholar] [CrossRef]
- Puchi-Cabrera, E.S.; Villalobos-Gutiérrez, C.; Irausquín, I.; La Barbera-Sosa, J.; Mesmacque, G. Fatigue behavior of a 7075-T6 aluminum alloy coated with an electroless Ni-P deposit. Int. J. Fatigue 2006, 28, 1854–1866. [Google Scholar] [CrossRef]
- Panagopoulos, C.N.; Papachristos, V.D.; Sigalas, C. Tensile behaviour of as deposited and heat-treated electroless Ni-P deposits. J. Mater. Sci. 1998, 34, 2587–2600. [Google Scholar] [CrossRef]
- Rahmat, M.A.; Oskouei, R.H.; Ibrahim, R.N.; Singh Raman, R.K. The effect of electroless Ni-P coatings on the fatigue life of Al 7075-T6 fastener holes with symmetrical slits. Int. J. Fatigue 2013, 52, 30–38. [Google Scholar] [CrossRef]
- Mohan Kumar, S.; Pramod, R.; Shashi Kumar, M.E.; Govindaraju, H.K. Evaluation of Fracture Toughness and Mechanical Properties of Aluminum Alloy 7075, T6 with Nickel Coating. Procedia Eng. 2014, 97, 178–185. [Google Scholar] [CrossRef]
- Bouaziz, H.; Brinza, O.; Haddar, N.; Gasperini, M.; Feki, M. In-situ SEM study of crack initiation, propagation and interfacial debonding of Ni-P coating during tensile tests: Heat treatment effect. Mater. Charact. 2017, 123, 106–114. [Google Scholar] [CrossRef]
- Staia, M.H.; Puchi Cabrera, E.S.; Iost, A.; Zairi, A.; Belayer, S.; Van Gorp, A. Tribological response of AA 2024-T3 aluminium alloy coated with a DLC duplex coating. Tribol. Int. 2015, 85, 74–87. [Google Scholar] [CrossRef]
- Mori, H.; Shibata, Y.; Araki, S.; Imanara, T.; Sakamoto, K.; Yama, Y. Surface improvement of coining dies with DLC films. Procedia Eng. 2014, 81, 1933–1938. [Google Scholar] [CrossRef]
- Srinivasan, N.; Bhaskar, L.K.; Kumar, R.; Baragetti, S. Residual stress gradient and relaxation upon fatigue deformation of diamond-like carbon coated aluminum alloy in air and methanol environments. Mater. Des. 2018, 160, 303–312. [Google Scholar] [CrossRef]
- Baragetti, S.; Borzini, E.; Božic, Ž.; Arcieri, E.V. On the fatigue strength of uncoated and DLC coated 7075-T6 aluminum alloy. Eng. Fail. Anal. 2019, 102, 219–225. [Google Scholar] [CrossRef]
- Lee, C.K.; Chen, C.H.; Tan, A.H. Electrochemical corrosion and wear behavior of an ultra-thin DLC film deposited on different annealing Ni-P layers on Al-Mg alloy in NaCl solution. Int. J. Electrochem. Sci. 2016, 11, 5983–5998. [Google Scholar] [CrossRef]
- Wang, Y.; Tung, S.C. Scuffing and wear behavior of aluminum piston skirt coatings against aluminum cylinder bore. Wear 1999, 225–229, 1100–1108. [Google Scholar] [CrossRef]
- Teng, D.; Wang, J.; Li, C.; Sa, X. Investigation of Friction and Wear Behavior of Cast Aluminum Alloy Piston Skirt with Graphite Coating Using a Designed Piston Skirt Test Apparatus. Materials 2022, 15, 4010. [Google Scholar] [CrossRef]
- Maruno, H.; Nishimoto, A. Adhesion and durability of multi-interlayered diamond-like carbon films deposited on aluminum alloy. Surf. Coat. Technol. 2018, 354, 134–144. [Google Scholar] [CrossRef]
- Gite, R.E.; Vishnu, D.; Wakchaure, A. review on process parameters, microstructure and mechanical properties of additively manufactured AlSi10Mg alloy. Mater. Today Proc. 2023, 72, 966–986. [Google Scholar] [CrossRef]
- Limbasiya, N.; Jain, A.; Soni, H.; Wankhede, V.; Krolczyk, G.; Sahlot, P. A comprehensive review on the effect of process parameters and post-process treatments on microstructure and mechanical properties of selective laser melting of AlSi10Mg. J. Mater. Res. Technol. 2022, 21, 1141–1176. [Google Scholar] [CrossRef]
- Di Egidio, G.; Ceschini, L.; Morri, A.; Martini, C.; Merlin, M. A Novel T6 Rapid Heat Treatment for AlSi10Mg Alloy Produced by Laser-Based Powder Bed Fusion: Comparison with T5 and Conventional T6 Heat Treatments. Metall. Mater. Trans. B 2022, 53, 284–303. [Google Scholar] [CrossRef]
- Zhao, L.; Song, L.; Santos Macías, J.G.; Zhu, Y.; Huang, M.; Simar, A.; Li, Z. Review on the correlation between microstructure and mechanical performance for laser powder bed fusion AlSi10Mg. Addit. Manuf. 2022, 56, 102914. [Google Scholar] [CrossRef]
- Bagherifard, S.; Beretta, N.; Monti, S.; Riccio, M.; Bandini, M.; Guagliano, M. On the fatigue strength enhancement of additive manufactured AlSi10Mg parts by mechanical and thermal post-processing. Mater. Des. 2018, 145, 28–41. [Google Scholar] [CrossRef]
- Di Egidio, G.; Ceschini, L.; Martini, C.; Morri, A. Influence of Ni-P + DLC multilayer coatings on the tensile properties of the AlSi10Mg alloy produced by Laser-based Powder Bed Fusion. In Proceedings of the 27th International Conference on Fracture and Structural Integrity (IGF27), Structural Integrity Procedia, Rome, Italy, 21–24 February 2023; pp. 1–12. [Google Scholar]
- Di Egidio, G.; Ceschini, L.; Morri, A.; Zanni, M. Room- and High-Temperature Fatigue Strength of the T5 and Rapid T6 Heat-Treated AlSi10Mg Alloy Produced by Laser-Based Powder Bed Fusion. Metals 2023, 13, 263. [Google Scholar] [CrossRef]
- ASTM E92-17; Standard Test Methods for Vickers Hardness and Knoop Hardness of Metallic Materials. ASM International: West Conshohocken, PA, USA, 2017.
- ISO 6892-1:2020; Metallic Materials-Tensile Testing—Part 1: Method of Test at Room Temperature. International Organization for Standardization: Geneva, Switzerland, 2020.
- ISO 1143:2021; Metallic materials—Rotating bar bending fatigue testing. International Organization for Standardization: Geneva, Switzerland, 2021.
- ISO 12107:2012; Metallic materials—Fatigue testing—Statistical planning and analysis of data. International Organization for Standardization: Geneva, Switzerland, 2012.
- ASTM E3-11(2017); Standard Guide for Preparation of Metallographic Specimens. ASM International: West Conshohocken, PA, USA, 2017.
- ASTM E407-07(2015); Standard Practice for Microetching Metals and Alloys. ASM International: West Conshohocken, PA, USA, 2015.
- Cho, S.-J.; Lee, K.-R.; Eun, K.Y.; Hahn, J.H.; Ko, D.-H. Determination of elastic modulus and Poisson’s ratio of diamond-like carbon films. Thin Solid Films 1999, 341, 207–210. [Google Scholar] [CrossRef]
- Li, Z.; Farhat, Z. Hertzian Indentation Behavior of Electroless Ni-P-Ti Composite Coatings. Met. Mater. Trans. A 2020, 51, 3674–3691. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Vojtěch, D.; Novák, M.; Zelinková, M.; Novák, P.; Michalcová, A.; Fabián, T. Structural evolution of electroless Ni-P coating on Al-12wt.% Si alloy during heat treatment at high temperatures. Appl. Surf. Sci. 2009, 255, 3745–3751. [Google Scholar] [CrossRef]
- Novák, M.; Vojtěch, D.; Vítů, T. Influence of heat treatment on tribological properties of electroless Ni-P and Ni-P-Al2O3 coatings on Al-Si casting alloy. Appl. Surf. Sci. 2010, 256, 2956–2960. [Google Scholar] [CrossRef]
- Krishnan, K.H.; John, S.; Srinivasan, K.N.; Praveen, J.; Ganesan, M.; Kavimani, P.M. An overall aspect of electroless Ni-P depositions—A review article. Met. Mater. Trans. A 2006, 37, 1917–1926. [Google Scholar] [CrossRef]
- Chen, S.; Tan, Q.; Gao, W.; Wu, G.; Fan, J.; Feng, Z.; Huang, T.; Godfrey, A.W.; Zhang, M.; Huang, X. Effect of heat treatment on the anisotropy in mechanical properties of selective laser melted AlSi10Mg. Mater. Sci. Eng. A 2022, 858, 144130. [Google Scholar] [CrossRef]
- Delahaye, J.; Tchuindjang, T.; Lecomte-Beckers, J.; Rigo, O.; Habraken, A.M.; Mertens, M. Influence of Si precipitates on fracture mechanisms of AlSi10Mg parts processed by Selective Laser Melting. Acta Mater. 2019, 175, 160–170. [Google Scholar] [CrossRef]
- Ceschini, L.; Morri, A.; Toschi, S.; Seifeddine, S. Room and high temperature fatigue behaviour of the A354 and C355 (Al-Si-Cu-Mg) alloys: Role of microstructure and heat treatment. Mater. Sci. Eng. A 2016, 653, 129–138. [Google Scholar] [CrossRef]
- Ceschini, L.; Messieri, S.; Morri, A.; Seifeddine, S.; Toschi, S.; Zamani, M. Effect of Cu addition on overaging behaviour, room and high temperature tensile and fatigue properties of A357 alloy. Trans. Nonferrous Metal Soc. 2020, 30, 2861. [Google Scholar] [CrossRef]
- Murakami, Y.; Endo, M. Effects of defects, inclusions and inhomogeneities on fatigue strength. Int. J. Fatigue 1994, 16, 163–182. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions, and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions, or products referred to in the content. |





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Power [W] | Scan Speed [mm/s] | Spot Diameter [μm] | Layer Thickness [μm] | Hatch Distance [μm] |
|---|---|---|---|---|
| 350 | 1150 | 80 | 50 | 170 |
| YS [MPa] | UTS [MPa] | ef [%] | HV1 (Substrate) | |
|---|---|---|---|---|
| T5-C | 217 ± 1 | 323 ± 4 | 1.8 ± 0.0 | 122 ± 8 |
| T5 | 256 ± 3 | 452 ± 3 | 4.3 ± 0.6 | 141 ± 2 |
| T6R-C | 180 ± 5 | 252 ± 4 | 8.7 ± 0.5 | 85 ± 6 |
| T6R | 251 ± 4 | 319 ± 6 | 12.6 ± 0.7 | 112 ± 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Di Egidio, G.; Martini, C.; Ceschini, L.; Morri, A. Influence of Electroless Nickel—DLC (Diamond-like Carbon) Multilayer Coating on the Mechanical Performance of the Heat-Treated AlSi10Mg Alloy Produced by Powder Bed Fusion-Laser Beam. Materials 2023, 16, 3313. https://doi.org/10.3390/ma16093313
Di Egidio G, Martini C, Ceschini L, Morri A. Influence of Electroless Nickel—DLC (Diamond-like Carbon) Multilayer Coating on the Mechanical Performance of the Heat-Treated AlSi10Mg Alloy Produced by Powder Bed Fusion-Laser Beam. Materials. 2023; 16(9):3313. https://doi.org/10.3390/ma16093313
Chicago/Turabian StyleDi Egidio, Gianluca, Carla Martini, Lorella Ceschini, and Alessandro Morri. 2023. "Influence of Electroless Nickel—DLC (Diamond-like Carbon) Multilayer Coating on the Mechanical Performance of the Heat-Treated AlSi10Mg Alloy Produced by Powder Bed Fusion-Laser Beam" Materials 16, no. 9: 3313. https://doi.org/10.3390/ma16093313