

Subroutine Embedding and Finite Element Simulation of the Improved Constitutive Equation for Ti6Al4V during High-Speed Machining

Abstract
:1. Introduction
2. Material Constitutive Equation Based on Recrystallization of Ti6Al4V
2.1. Test Materials
2.2. Test Scheme
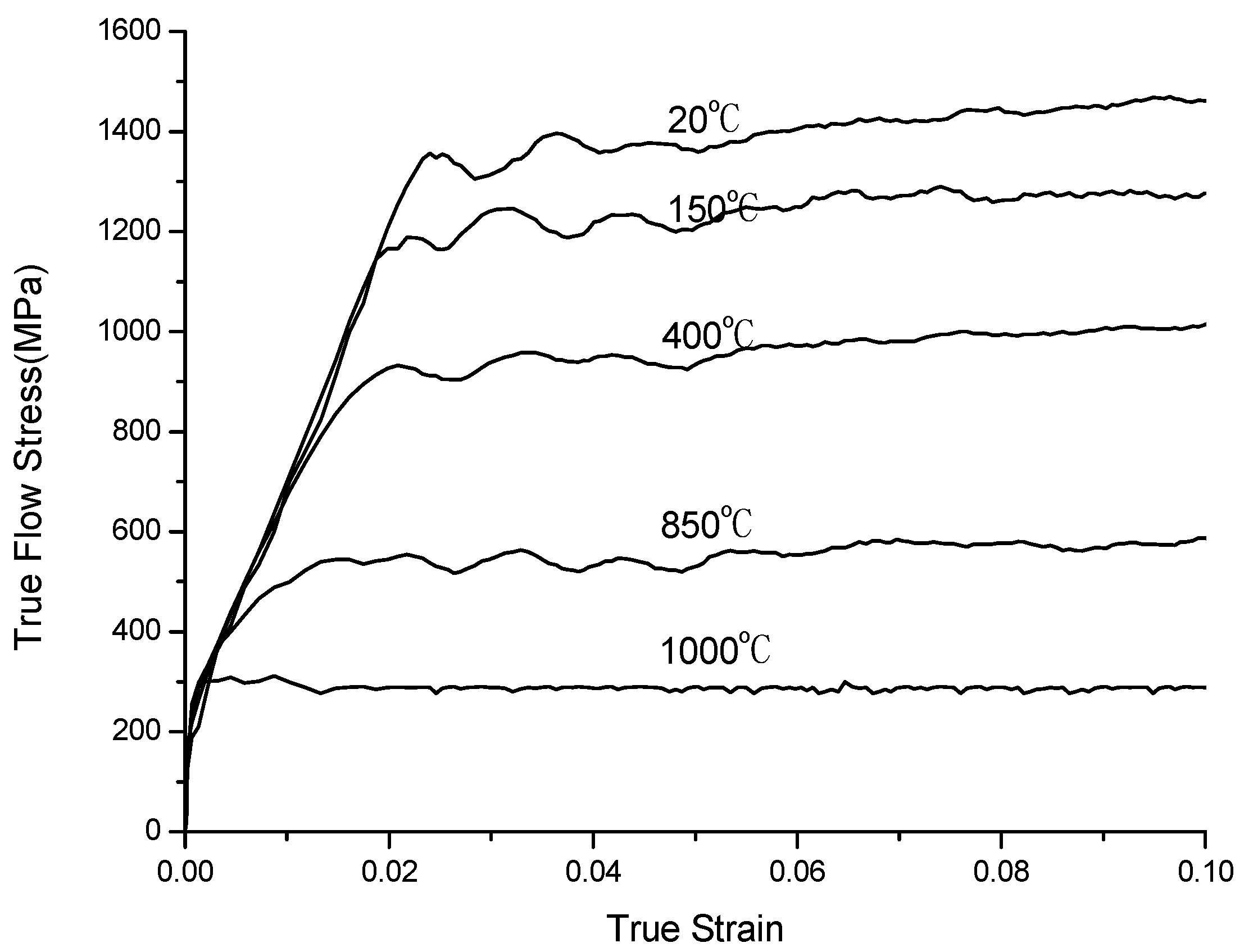
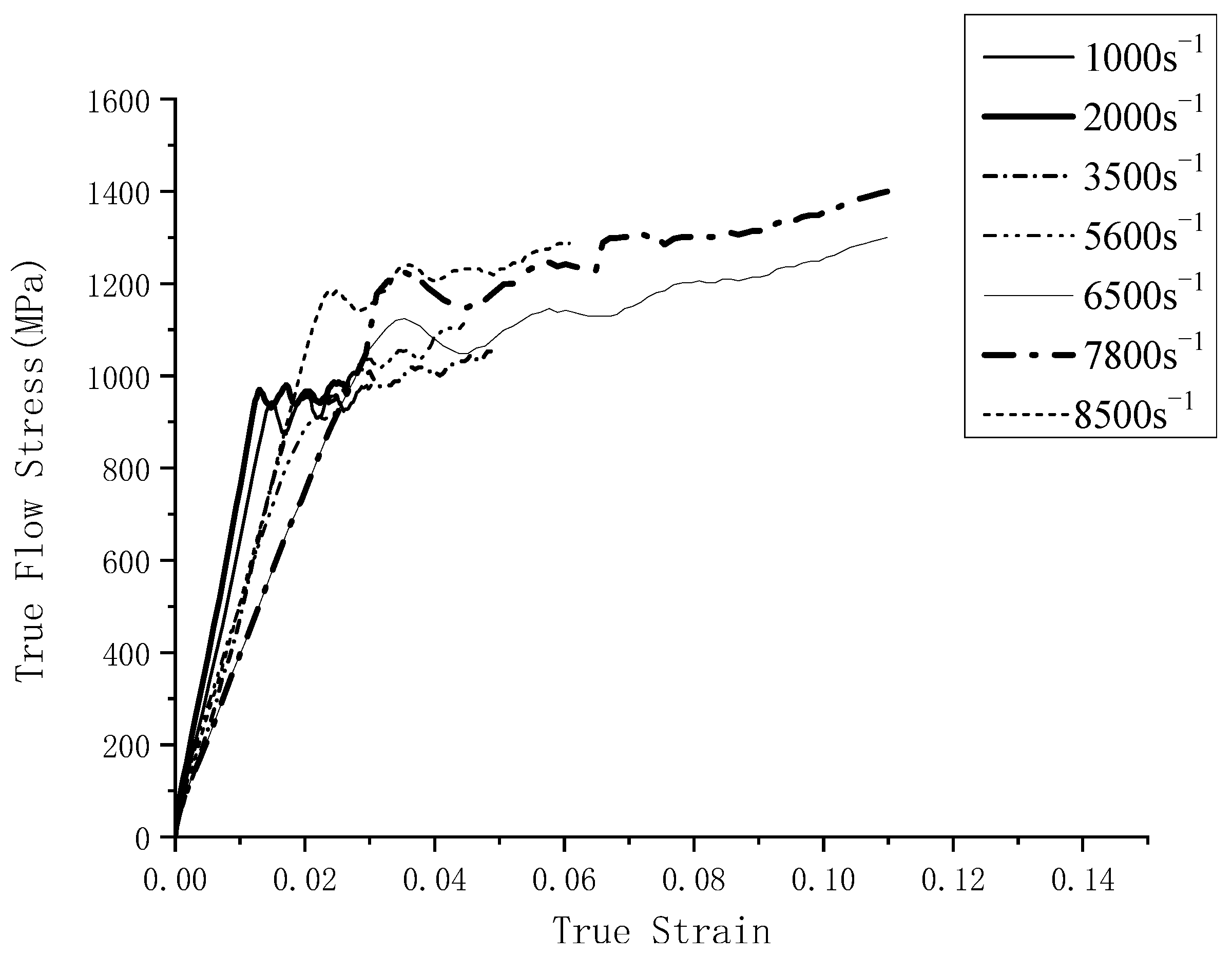
2.3. The True Flow Stress–Strain Relation
2.4. The Improved Material Constitutive Model
3. Subroutines Based on AdvantEdge FEM
3.1. Recht Shear Instability Model
3.2. Subroutine Development
3.2.1. Elastic–Plastic Deformation of Material Nonlinear Constitutive
- (1)
- Stress state
- (2)
- Strain state
- (3)
- Yield of material
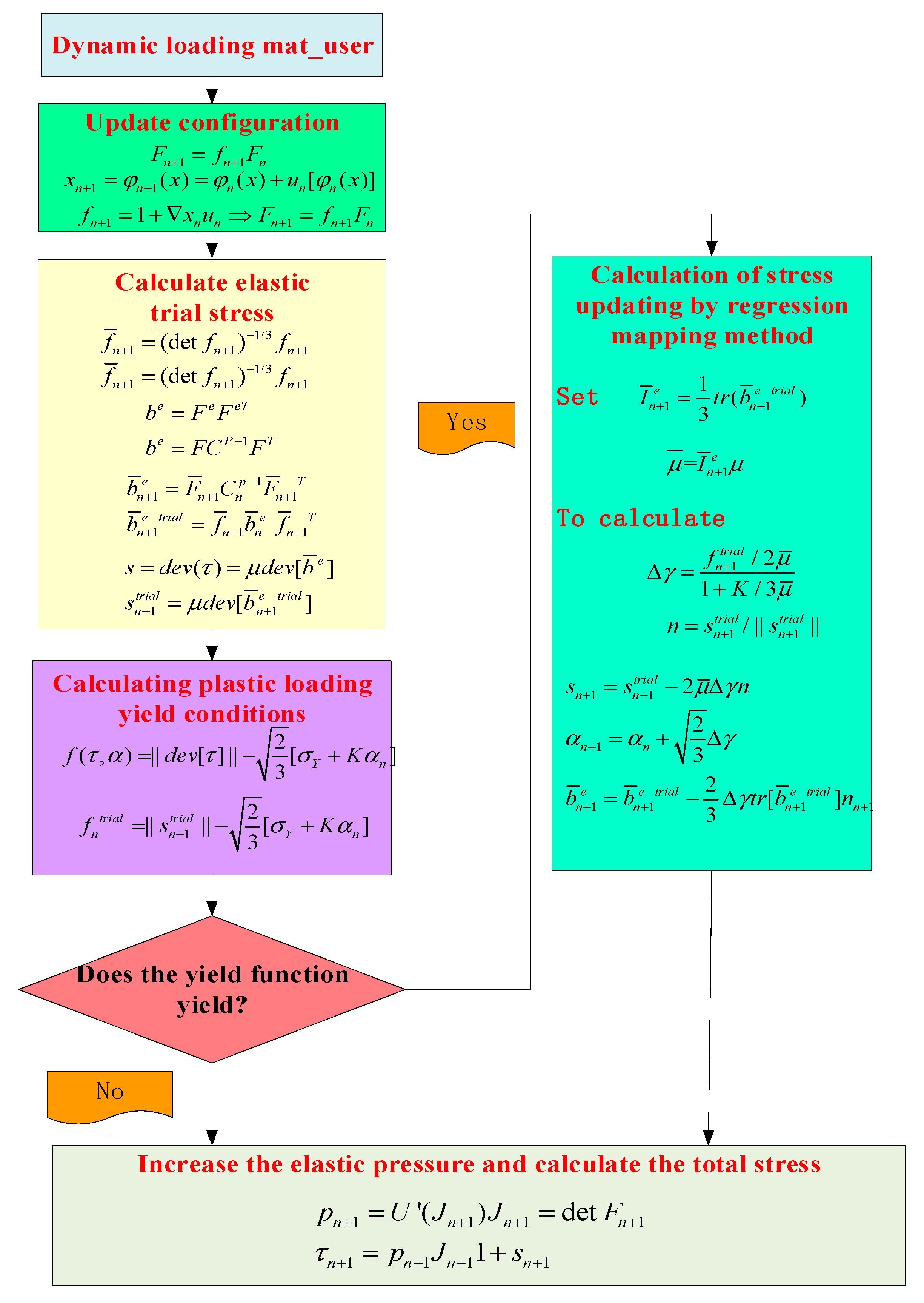
3.2.2. Stress Update Algorithm
3.2.3. User Material Subroutine Interface and Main Parameters
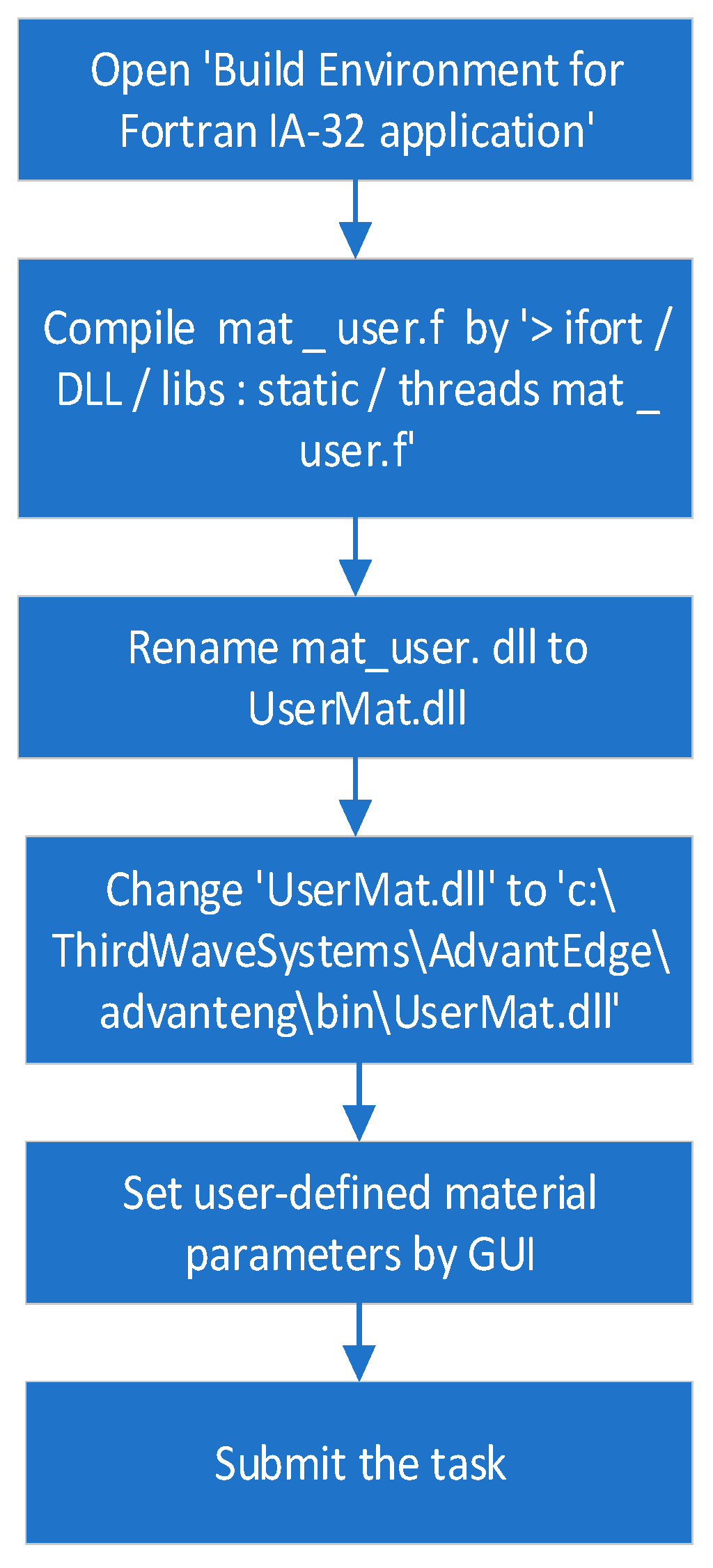
3.2.4. Establishment and Compilation of User Material Subroutine
- (1)
- Initialization
- (2)
- The material parameters are transmitted to the system, and the improved constitutive model considering recrystallization softening is calculated. The radial regression method is used to calculate the stress update.
- (3)
- Compilation
4. Finite Element Simulation of High-Speed Milling Titanium Alloy Ti-6Al-4V
5. Conclusions
- (1)
- An improved J–C constitutive model containing two expressions is established by the SHPB test and milling test, such that the softening effect of recrystallization is considered. This can describe the stress–strain change trend of high-speed cutting Ti-6Al-4V. There is no dynamic recrystallization phenomenon in the early stage of deformation, as the deformation amount and the temperature are not high enough, and the J–C constitutive can well reflect the deformation process of the material at this point. When the cutting temperature gradually grows to the recrystallization point and the strain is less than the critical value, the ratio of recrystallization changes is added to the constitutive by the integer function, which reflects the softening effect of dynamic recrystallization. The greater the deformation, the higher the strain. Until it reaches the critical strain value, the constitutive shows the stress softening process, and the softening degree is reflected by the parameters s and t in the constitutive. The improved model can better reflect the stress–strain relationship at high temperature and heavy pressure, while the recrystallization softening effect is not reflected in the previous constitutive model studies.
- (2)
- The relevant theories of cutting finite element simulation have been studied, such as nonlinear constitutive elastic–plastic deformation, strain state, and material yield. A subroutine, including the Recht shear failure instability criterion and the improved model, is coded in Fortran and embedded in the finite element simulation software AdvantEdge FEM with the return mapping stress integration algorithm.
- (3)
- It can be seen from the finite element simulation between the J–C constitutive model and the improved one that the simulated stress of the improved model drop dramatically from 460 MPa to 220 MPa when the temperature rises from 950 °C to 1000 °C, and its decline reaches 46.7%, while the J–C model only decreased by 10%. Comparative studies indicate that the stress change of the improved constitutive simulation is closer to the SHPB test results than the J–C constitutive, and the new one is more suitable when it expresses the high temperature and heavy impact in high-speed milling.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mwita, W.M.; Akinlabi, E.T. Numerical prediction of tensile yield strength and micro hardness of Ti6Al4V alloy processed by constrained bending and straightening severe plastic deformation. Mater. Res. Express 2019, 6, 106560. [Google Scholar] [CrossRef]
- Abbas, A.T.; Al Bahkali, E.A.; Alqahtani, S.M.; Abdelnasser, E.; Naeim, N.; Elkaseer, A. Fundamental Investigation into Tool Wear and Surface Quality in High-Speed Machining of Ti6Al4V Alloy. Materials 2021, 14, 7128. [Google Scholar] [CrossRef] [PubMed]
- Banerjee, D.; Williams, J.C. Perspectives on Titanium Science and Technology. Acta Mater. 2013, 61, 844–879. [Google Scholar] [CrossRef]
- Yang, L.; Xiaoyan, L. Status development tendency of machining on titanium alloy for aviation and aerospace industry. Aeronaut. Manuf. Technol. 2012, 55–57. [Google Scholar]
- Guosheng, G. Fundamental Research on High Speed Milling of Titanium Alloys; Nanjing University of Aeronautics and Astronautics: Nanjing, China, 2006. [Google Scholar]
- Ezufwu, E.O. Key improvements in the machining of difficult-to-cut aerospace superalloys. Int. J. Mach. Tools Manuf. 2005, 45, 1353–1360. [Google Scholar] [CrossRef]
- Schulz, H.; Moriwaki, T. High speed machining. Ann. CIRP 1992, 41, 637–643. [Google Scholar] [CrossRef]
- Chen, J. Study on the Machining Mechanism and Parameters Optimization during High Speed Milling of Titanium Alloys; Shandong University: Jinan, China, 2009. [Google Scholar]
- Li, X. The Technical Research on High Speed Milling for Titanium Alloy Part; Northeastern University: Shenyang, China, 2010. [Google Scholar]
- Jiang, F. Study on Ti6AI4V High Speed Machining Mechanism under Different Cooling Conditions; Shandong University: Jinan, China, 2009. [Google Scholar]
- Tongming, Q.; Yuntian, F.; Mengqi, W.; Tingting, Z.; Shaocheng, D. Constitutive relations of granular materials by integrating micromechanical knowledge with deep learning. Chin. J. Theor. Appl. Mech. 2021, 53, 2404–2415. [Google Scholar]
- Zhao, Y.; Wu, W.; He, G.; Wang, Q. Constitutive model and hot workability of 2195 Al-Li alloy based on stress correction. J. Aeronaut. Mater. 2021, 41, 51–59. [Google Scholar]
- Johnson, G.R.; Cook, W.H. A constitutive model and data for metals subjected to large strains, high strain rates and high temperature. In Proceedings of the 7th International Symposium on Ballistics, Hague, The Netherlands, 19–21 April 1983; pp. 541–547. [Google Scholar]
- Marusich, T.; Ortiz, M. Modeling and simulation of high-speed machining. Int. J. Numer. Methods Eng. 1995, 38, 3675–3694. [Google Scholar] [CrossRef]
- Nemat-Nasser, S. Dynamic response of conventional and hot isostatically pressed Ti-6Al-4V alloys: Experiments and modelling. Mech. Mater. 2001, 33, 425–439. [Google Scholar] [CrossRef]
- Zerilli, F.J.; Armstrong, R.W. Dislocation-mechanics-based constitutive relations for material dynamic calculations. J. Appl. Phys. 1987, 64, 1816–1825. [Google Scholar] [CrossRef]
- Rhim, S.; Oh, S.I. Prediction of serrated chip formation in metal cutting process with new flow stress model for AISI 1045 steel. J. Mater. Process. Technol. 2006, 171, 417–422. [Google Scholar] [CrossRef]
- Calamaz, M.; Coupard, D.; Girot, F. A new material model for 2D numerical simulation of serrated chip formation when machining titanium alloy Ti-6Al-4V. Int. J. Mach. Tool Manuf. 2008, 48, 275–288. [Google Scholar] [CrossRef]
- Zel, T.; Sima, M.; Srivastava, A.K.; Kaftanoglu, B. Investigations on the effects of multi-layered coated inserts in machining Ti-6Al-4V alloy with experiments and finite element simulations. CIRP Ann. Manuf. Technol. 2010, 59, 77–82. [Google Scholar]
- Cheng, G.Q.; Li, S.X. A Thermo-viscoplastic constitutive model of metallic materials at high strain rates. J. Ballist. 2004, 16, 18–22. [Google Scholar]
- Peng, J.X.; Li, D.H. The influence of temperature and strain rate on the folw stress of tantalum. Chin. J. High Press. Phys. 2001, 15, 146–150. [Google Scholar]
- Li, H.T.; Peng, X.H.; Huang, S.L. A conventional plasticity based two-phase constitutive model for shape memory alloys. Acta Mech. Solida Sin. 2004, 25, 58–62. [Google Scholar]
- Zhang, J.; Yang, W.; Yu, W. Test and constitutive model of strain rate related mechanical behavior of TC11 titanium alloy. Chin. J. Nonferrous Met. 2017, 27, 1369–1375. [Google Scholar]
- Wang, H.; Liu, D. Milling Force Simulation Analysis of Superalloy GH536. Tool Eng. 2020, 54, 31–34. [Google Scholar]
- Zhang, M. Numerical Simulation Analysis of Thin-Walled Milling in Titanium Alloy Based on Improved JC Constitutive Model; Harbin University of Science and Technology: Harbin, China, 2020. [Google Scholar]
- Xue, K.M.; Zhang, Q.; Li, P. Hot Deformation Behavior of β21S Alloy at Elevated Temperature. J. Mater. Eng. 2008, 4, 1–69. [Google Scholar]
- Baker, M.; Rosler, J.; Siemers, C. A finite element model of high speed metal cutting with adiabatic shearing. Comput. Struct. 2002, 80, 495–513. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Fe | Ti | Al | N | V | S | O | H | Y |
|---|---|---|---|---|---|---|---|---|---|---|
| 0.11 | <0.03 | 0.18 | Bal. | 6.1 | 0.007 | 4.0 | <0.003 | 0.11 | 0.0031 | <0.005 |
| Density | Elastic Modulus | Strength Limit | Melting Point | Thermal Conductivity | Elongation | Yield Limit | Specific Heat Capacity |
|---|---|---|---|---|---|---|---|
| (GPa) | MPa | (°C) | (w/m·°C) | (%) | (MPa) | ||
| 430 | 113.8 | 950 | 1668 | 7.3 | 14.0 | 820 | 526 |
| Test | Equipment | Scheme | ||
|---|---|---|---|---|
| SHPB test | The diameter of the pressure bar: 14 mm Striker bar length: 200 mm Length of incident rod: 400 mm Transmission rod length: 400 mm |  | Specimen size (mm): ϕ8 × 4, ϕ7 × 3.5, ϕ6 × 3 Strain rate (s−1): 1000~8500 Temperature (°C): 20~1000 |  |
| SHPB experimental apparatus | Specimen | |||
| High speed milling |  |  | Milling speed vc/(m/min): 40, 60, 80, 100, 120 Feed per tooth fz/(mm/r): 0.05, 0.08, 0.11, 0.14, 0.17 Cutting depth ac/(mm): 0.4, 0.7, 1.0, 1.3, 1.6 Cutting width ae/(mm): 1.0, 1.5, 2.0, 2.5, 3.0 | |
| Haas Machining Center VF-3 | Specimen | |||
| Material Properties | Value |
|---|---|
| Thermal conductivity () | |
| Specific heat capacity () | 2.24 |
| Thermal expansion coefficient () | 9.4 |
| Temperature (°C) | 150 | 600 | 850 | 900 | 950 | 1000 | 1100 |
|---|---|---|---|---|---|---|---|
| Flow stress (MPa) | 1186.6 | 708.4 | 593.2 | 555.3 | 437.6 | 298.3 | 218.6 |
| Simulation Conditions | The Mises stress simulation under the condition of a temperature of 950 °C | The Mises stress simulation-based J–C constitutive model under the condition of a temperature of 1000 °C | The Mises stress simulation-based improved model under the condition of a temperature of 1000 °C |
|---|---|---|---|
| Finite Element Simulations | 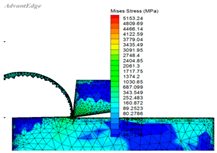 | 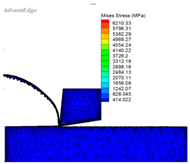 | 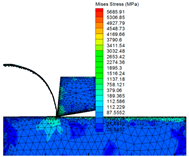 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, L.; Wu, W.; Zhao, Y.; Cheng, Y. Subroutine Embedding and Finite Element Simulation of the Improved Constitutive Equation for Ti6Al4V during High-Speed Machining. Materials 2023, 16, 3344. https://doi.org/10.3390/ma16093344
Liu L, Wu W, Zhao Y, Cheng Y. Subroutine Embedding and Finite Element Simulation of the Improved Constitutive Equation for Ti6Al4V during High-Speed Machining. Materials. 2023; 16(9):3344. https://doi.org/10.3390/ma16093344
Chicago/Turabian StyleLiu, Lijuan, Wenge Wu, Yongjuan Zhao, and Yunping Cheng. 2023. "Subroutine Embedding and Finite Element Simulation of the Improved Constitutive Equation for Ti6Al4V during High-Speed Machining" Materials 16, no. 9: 3344. https://doi.org/10.3390/ma16093344