3.1. Influence of Blade Processing Parameters of Small-Sized, High-Precision Parts Made of Beryllium Bronze and the 29 NK Alloy on Deburring Process Productivity
The performance of a deburring process depends on the deburring method used. The limitation of using deburring methods is the characteristics of the products, in terms of:
the geometric dimensions;
the accuracy parameters;
the requirements for surface quality;
the physical and mechanical properties of the used materials;
the number, size and location of burrs.
For the workpieces of the parts of the coaxial radio components made of the BrB2 beryllium bronze and 29 NK alloy, small geometric dimensions, high requirements for accuracy and surface quality, the presence of internal hard-to-reach surfaces, and thin-walled and easily damaged structural elements are typical. The used material, beryllium bronze BrB2, has high elasticity [
19], which contributes to the formation of long drain chips during blade processing, and, as a result, the formation of firmly attached burrs over the entire surface of the workpiece. The 29 NK alloy is characterized by high hardness, which contributes to the formation of strong, hard-to-remove burrs on the surface of the workpiece. The 29 NK alloy contains 29% nickel, 17% cobalt, and 54% iron; the Brinell hardness is HB 10
−1 = 161 MPa, and the Vickers hardness is HV = 160 per 1 kgF [
20]. The number and size of burrs increases by 1.5–2 times as the tool blade wears out. High accuracy parameters (up to 7 quality), and the presence of critical, easily damaged structural elements, such as threads, make it impossible to use deburring methods that damage the surface.
The main parameters of burrs that affect the method and time of their removal are:
the dimensions (height, thickness, length);
the hardness;
the cross-sectional shape;
the configuration in the longitudinal direction;
the location (accessibility) [
4,
22].
The root of the burr is the part adjacent to the surface to be machined. The top of the burr is its end, which is the burr thickness away from the surface to be machined. The thickness of the burr is the thickness of the burr root, determined in its cross-section along the machined surface. The height of the burr is the size determined perpendicularly to the machined surface starting from the root to the part of the burr furthest from the surface [
4]. The length of the burr is the size that characterizes the extent of the burr along the machined surface. The hardness of the burr is the hardness of the burr root, measured on the theoretical line of the machined surface [
4].
The cross-section of burrs on the parts made of beryllium bronze, brass and the 29 NK alloy, formed during cutting, has a shape close to round; the thickness of the burr root reaches 0.05 mm. They have a reinforced base, being evenly strong along the entire length, and it is difficult to break them off [
4]. These are long, trailing burrs, often consisting of a single root and several vertices. The burrs obtained in the modes that do not provide the required heat removal have areas of attachment to the surface of the part in separate sections located along the length of the burr; in this case, the root of the burr has the shape of a long oval—the root thickness increases significantly and reaches 0.1 mm. They stretch, and welding them to the surface of the part requires time. The appearance of such burrs having a large attachment area to the surface of the parts is critical for choosing further deburring methods.
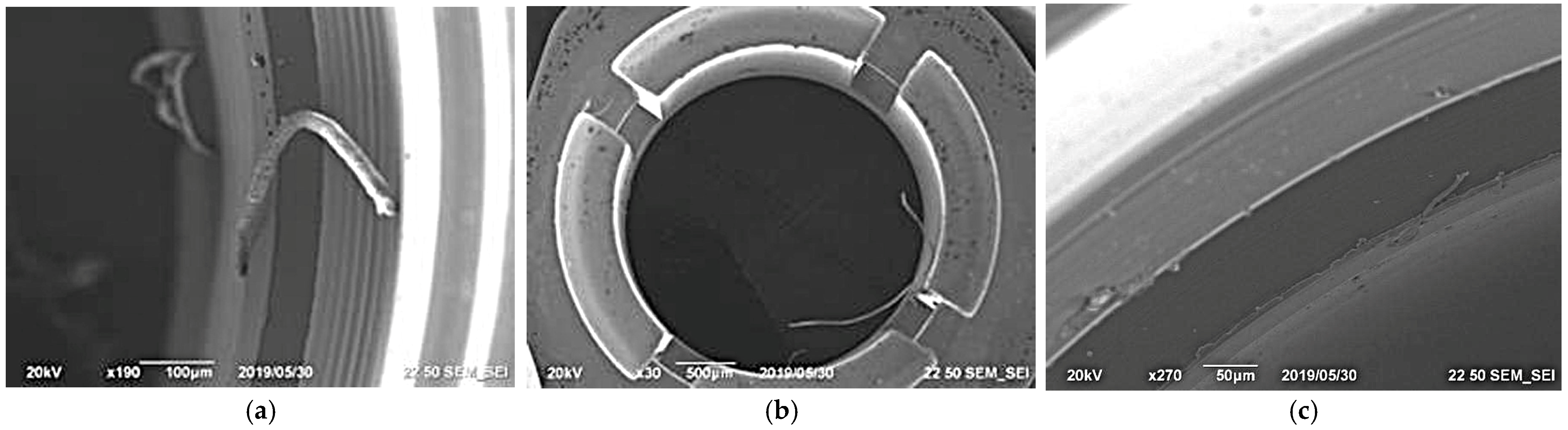
Figure 1 shows the burrs that are characteristic of various processing modes.
The burrs shown in
Figure 1a were obtained in the processing modes recommended by the manufacturer using an unworn tool. There were many such burrs, and they were difficult to remove manually; when using a scraper, there was a high probability of cutting into the depth of the surface of the part. The burrs shown in
Figure 1b were obtained at feed and cutting speeds closer to the lower limit of the recommended range using a tool with a high degree of wear. The burrs shown in
Figure 1b were firmly attached to the surface of the part and were very difficult to remove manually; the area of their attachment to the surface of the part could exceed the standard thickness of the burr root intended for removal by the thermal pulse method. By reducing the feed and cutting speed and setting the depth of the cut, the creation of chips that were suitable for heat removal and did not clog the tool could be ensured. In the process, the burrs were shortened, become tear-shaped, and the root thickness decreased.
Figure 1c shows the results of processing based on the experimentally selected parameters with the number of spindle revolutions of n = 6000 rpm, a 5-mm diameter, and a feed of S = 0.03 mm/rev on a new tool. The size and number of burrs having these processing parameters were minimal.
Depending on the geometry, the parts can be divided into two groups: parts that do not have internal surfaces and those that have internal hard-to-reach surfaces.
The parts that did not have internal surfaces were subject to abrasive processing. On the outer surfaces of the parts that were not subject to abrasive processing, for example, those containing threads, protective covers needed to be applied. The abrasive machining of the parts was tested in a MultiFinish MF-5 centrifugal finishing machine (MultiFinish GmbH & Co. KG, Baden-Wurttemberg, Germany), but it was not possible to select modes in which the surface of the small parts remained undisturbed and all burrs were removed. Processing by such a machine was used for rougher processing, and the deburring of larger parts. In the case of the abrasive cleaning of parts of coaxial radio components, the Kyngty jewelry machine tumbling drum was most suited, providing a more delicate treatment. The quality of abrasive processing also depended on the used fillers. The best result was obtained by tumbling in an aqueous solution of Super COMPOUND 3–4% SC 36 OTEC supplemented with fillers used for wet grinding (coarse processing) and white ceramic prisms GA—10 × 10 (medium aggressiveness) or DZS 4 × 4 OTEC for 0.5–1 h at speed 3. The same process was performed with the wet polishing compound (fine finish) having ceramic prisms of green OTEC PM-10 for 0.5–1 h at speed 3. Then, the wet polishing compound (finishing, essentially fine polishing due to the round shape filler) was followed using GA granules of a 4-mm diameter round porcelain for 0.5 h at speed 2 or 3. These fillers were of fairly large size and had low aggressiveness, and gradually smoothed the surface, grinding off burrs, but without penetrating the surface between them or breaking it. The duration of the first and second stages of the abrasive processing in the tumbling drum depended on the amount and size of the burrs obtained in the blade processing.
In the case of parts having internal surfaces, various methods of deburring are possible. The choice of the method depends on the results of cutting in terms of the number and size of burrs, as well as on the cost and utilization of work centers that use a suitable method of deburring.
The installation of steel and ceramic brushes and rubber-bonded abrasive wheels on the machine was tested. After processing with steel and ceramic brushes, burrs remained. When installing the rubber-bonded abrasive wheels on the machine, the result was not achieved; the wheels were destroyed under the influence of the lubricating-cooling technological medium. After applying the deburring by installing steel or ceramic brushes, the number of burrs was significantly reduced. The quality of the deburring with brushes installed on the machine was mostly affected by the root thickness, strength and the location of burrs.
The removal of burrs from the outer surfaces was carried out by tumbling, and the burrs were manually removed only from the inner surfaces. The plumbing operation involved cleaning with a scraper, drill, and abrasive wheels on a rubber bond. The complexity of the locksmith operation depended on the number, thickness of the root and the strength of the burrs.
Deburring in a thermal pulse unit is possible for parts made of beryllium bronze and the 29 NK alloy if the thickness of the burr root is not more than 0.1 mm and six times less than the minimum thickness of the part. Otherwise, thin-walled parts may be damaged. The size of the batch of parts loaded into the thermal pulse installation must be within the limits recommended for the selected processing mode [
4]. When the batch size is reduced by 25% or more, ballast is loaded to change the volume of the chamber.
Figure 2b shows the experimental results of removing burrs from the 29 NK alloy parts using the Pulsar VKF 3.250 thermal pulse unit. The initial treatment modes were as follows: the combustion temperature was T = 3500 °C, the pressure was P = 1800 kPa, the ratio of gas supply under pressure was P (C3H8) = 3.70 MPa and P (O2) = 6.65 MPa, the burning time was 20–30 milliseconds, and the mixing ratio of propane–oxygen was 1/2, being the stoichiometric parameters. When selecting the modes, the pressure was reduced to 1760 kPa. Before processing, the part had long, extending burrs that appeared during screw threading (
Figure 2a), as well as small, long, extending and drop-shaped burrs on the inner surface. After the part was processed in a rational mode, the burrs were removed from the external and internal surfaces and the surface quality and dimensions of the part were preserved. Edge rounding did not occur in the rational mode. The overall dimensions of the part were the height of 10.2 mm, and the diameter of 5 mm. The results of the quality analysis of the thread surface showed that the surface roughness decreased. This happened due to the smoothing of the surface roughness by thermal-pulse treatment according to the unit manufacturer. In the case of the thin-walled parts, their own parameters for processing burrs were determined [
21]. It was confirmed experimentally that the complete removal of burrs having a root thickness of 0.1 mm from thin-walled parts and threaded parts (more than 1/4–1/6 of the wall thickness) led to part geometry violation. In the case of parts having thin-walled surfaces, threads and other small-sized structural elements, whose geometry must be preserved, the rounding of the edges and chamfers required to be completed at the machining stage. Complete removal of the burrs without defect formation on the part occurred when the burr root thickness was within 1/4–1/6 of the minimum thickness of the part.
Deburring by means of deburring robots is only possible in the case of large volumes of workpieces. The cost of automating the deburring process is quite high and it is profitable only if there are two or three shifts of machines involved in producing such parts [
4]. The efficiency of this deburring method does not depend on the quantity and parameters of the burrs.
An experiment performed on deburring by chemical etching showed that only thin burrs having a root thickness of up to 0.02 mm were removed, and burrs having a thick root were not removed, with the root remaining. The root thickness of the burrs obtained in the selected cutting conditions exceeded the thickness of 0.02 mm [
4].
Burrs having a root size of up to 0.05 mm were removed with a scraper without forming “cuts”; larger burrs were removed by grinding for 0.5–1 min. It was established experimentally that the removal of burrs from the BrB2 beryllium bronze samples, processed in the modes of S = 6000 rpm, n = 0.03 mm/rev, f = 0.2 mm, was performed in 1.5 h–0.5 h, when grinding with a solution of the GA filler of 10 × 10. There was 0.5 h polishing in the presence of a solution of the OTEC PM-10 filler, and 0.5 h fine polishing in the case of a solution of the GA filler, 4 mm in diameter. The number of burrs on the samples varied from two to five pieces; the maximum root size was from 0.02 mm to 0.03 mm. The processing time for a sample with five burrs controlled manually was 15–20 s.
Removal of burrs from the BrB2 beryllium bronze samples processed in the modes of S = 8000 rpm, n = 0.05 mm/rev, and f = 0.3 mm was performed in 2.5 h. A total of 1 h was spent on grinding with a solution of the GA filler of 10 × 10. A total of 1 h was spent polishing with the OTEC PM-10 filler solution; a total of 0.5 h was used for fine polishing with the GA filler solution, to 4 mm in diameter. The number of burrs on the samples was from 9 to 13 pieces, and the maximum root size was from 0.07 mm to 0.08 mm. The processing time for a sample with 11 burrs controlled manually was 5 min.
As a result, we can conclude that the time for deburring by tumbling from the parts obtained in the selected modes was 1.67 times less than that in the modes at an increased feed and cutting speed, with manual deburring taking 15 times longer. The thermal impulse deburring of 1000 parts in the Pulsar VKF 3.250 took 20 min, and the deburring accompanied by subsequent manual deburring took 2 h and 5.5 person-hours. Minimizing the number and size of burrs reduces the cost of burr removal. The main burr parameter that limits the use of the thermal pulse deburring method is the root thickness. Setting the feed, speed and depth of the cut closer to the minimum values of the range recommended by the manufacturer ensures the planned wear resistance of the tool and the standard thickness of the burr root.
3.3. Technological Recommendations for Setting Rational Parameters for the Blade Processing of Small-Sized, High-Precision Parts Made of Beryllium Bronze and the 29 NK Alloy
To process small-sized, high-precision parts made of beryllium bronze and the 29 NK alloy, a precision cutting tool for micromechanics from the Swiss companies Applitec [
23], Utilis [
24], Fraisa [
25], and IFANGER was used.
The use of CITIZEN high-precision CNC lathes with the recommended tool ensured high rigidity of the machine-tool-tool-part system. To reduce the temperature in the cutting area, oil cutting fluid was used.
The recommendations followed for setting the processing modes in the control program were as follows:
using equipment and tools for micromechanics, and lubricating and cooling the process medium;
in the case of beryllium bronze, the values of feed S and choice of the number of spindle revolutions n closer to the minimum value of the range recommended by the tool manufacturer to enable provision of the minimum thickness of the burr root to calculate the rational turning parameters, using a dependence of 1;
in the case of alloy 29 NK, the values of the number of spindle revolutions n were chosen to be closer to the average value of the range recommended by the tool manufacturer, providing the minimum thickness of the burr root to calculate rational turning parameters, using a dependence of 2;
the values can be increased to obtain the normalized thickness of the burr root (for the studied parts of no more than 0.088 mm) compared to the planned tool wear;
the processing strategy is that the burr should not reach the critical surface on the edges;
rationally selected modes are to be included in the directory of processing modes.


 ,
, 







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}