
Stress Distribution in Wear Analysis of Nano-Y2O3 Dispersion Strengthened Ni-Based μm-WC Composite Material Laser Coating
Abstract
:1. Introduction
2. Materials and Methods
3. Discussion
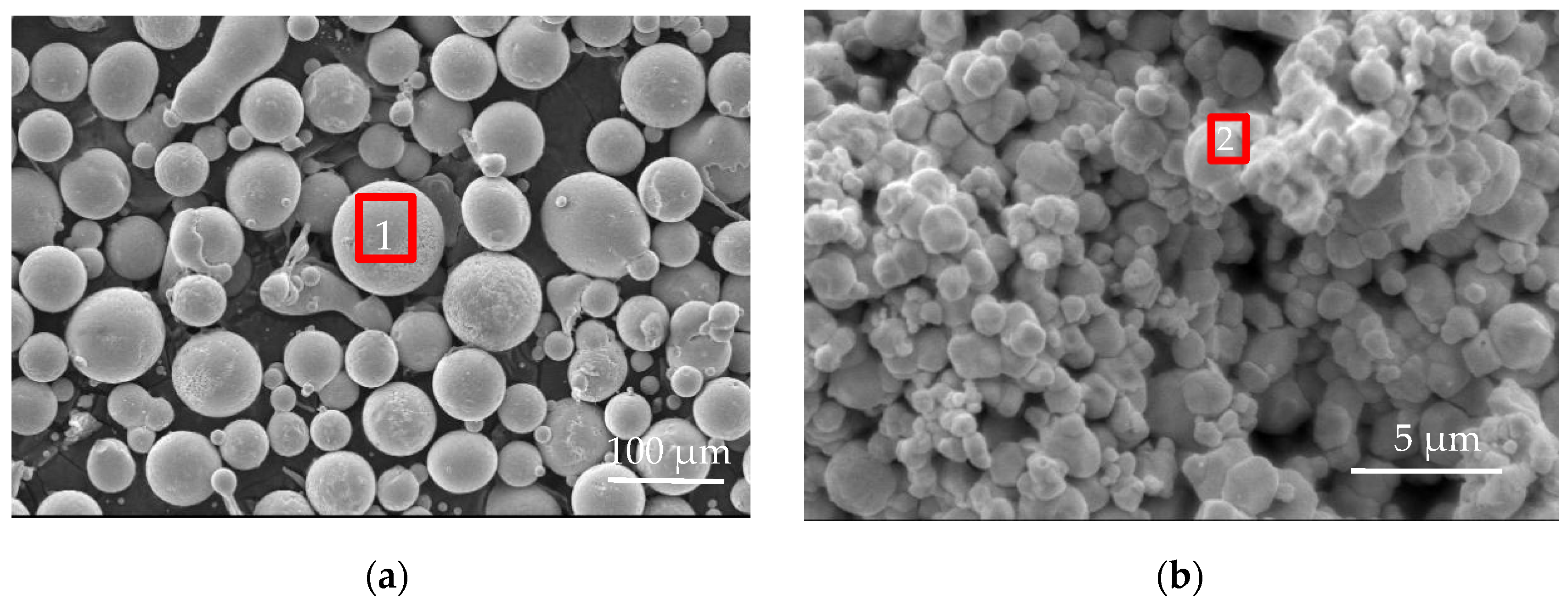
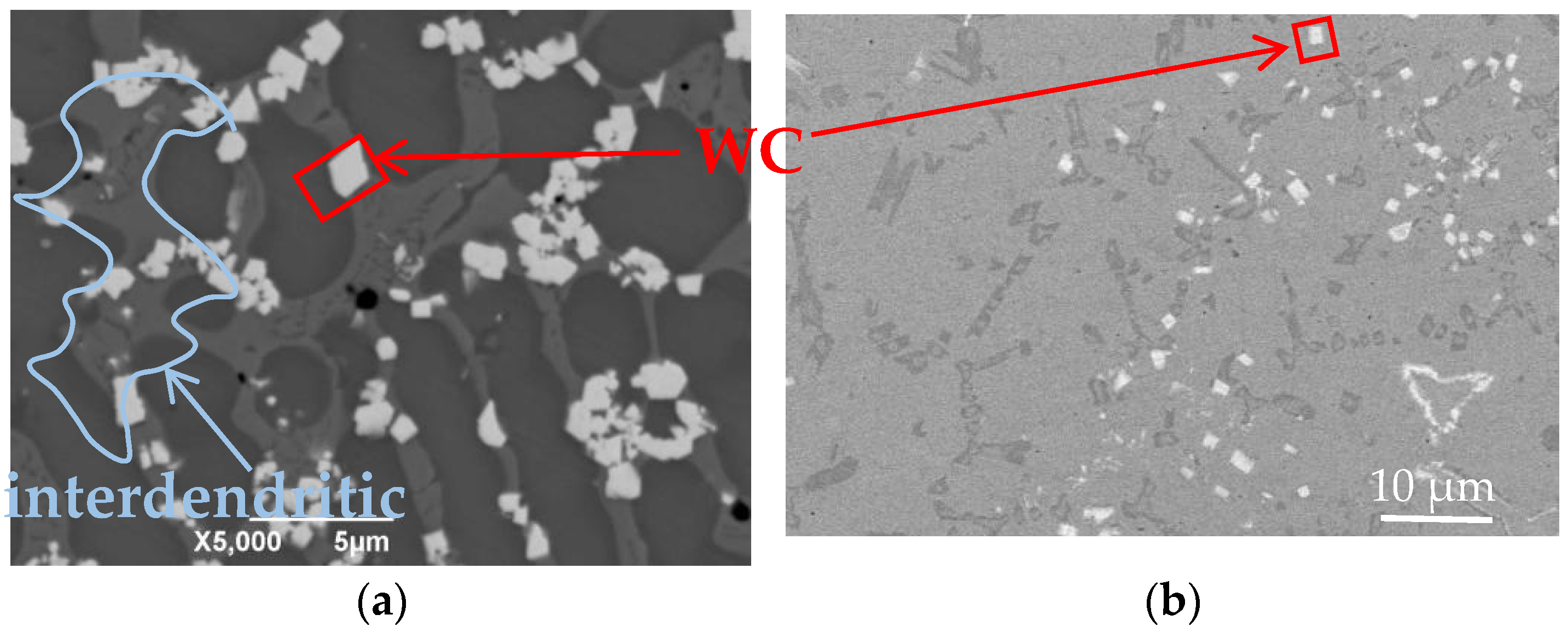
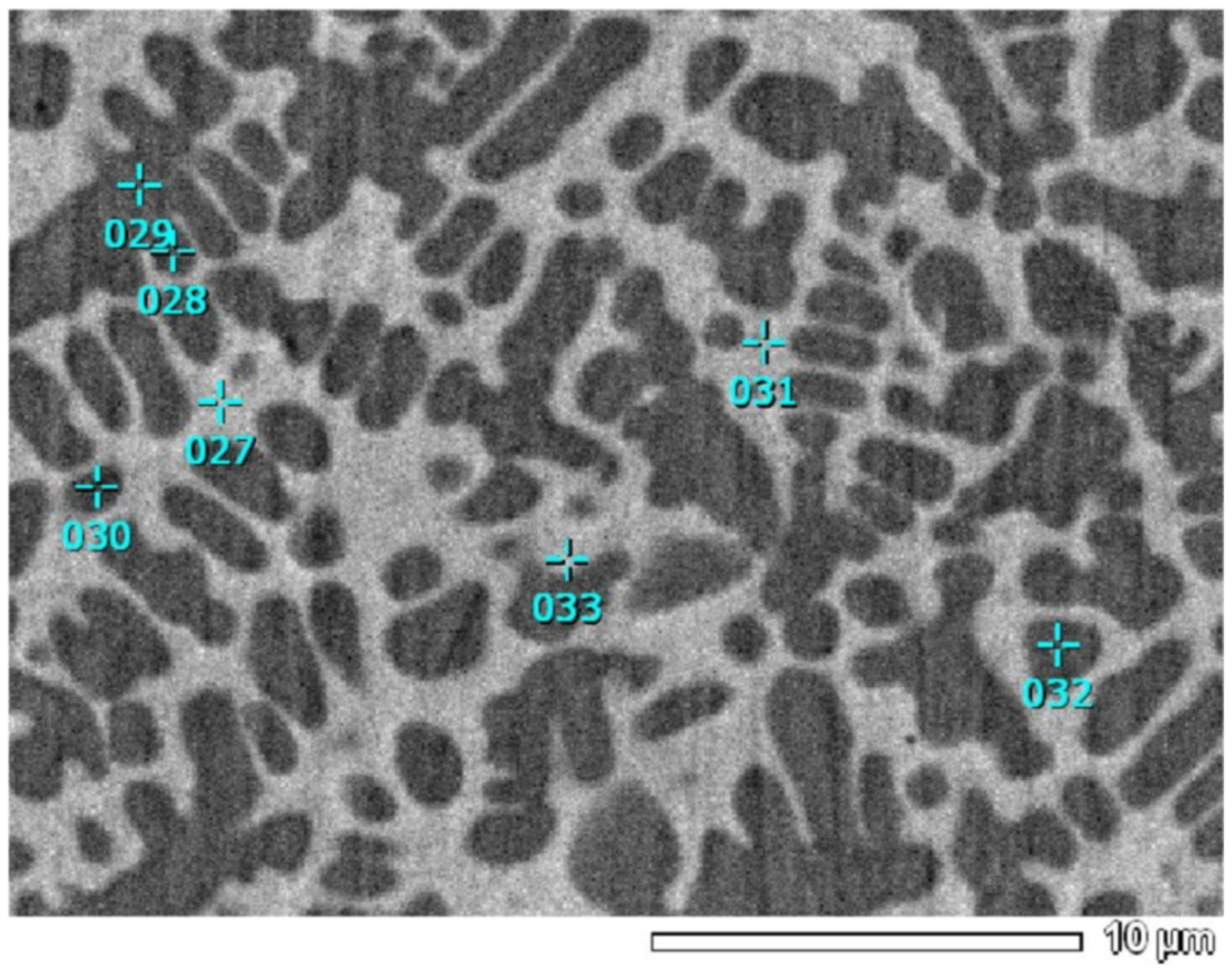
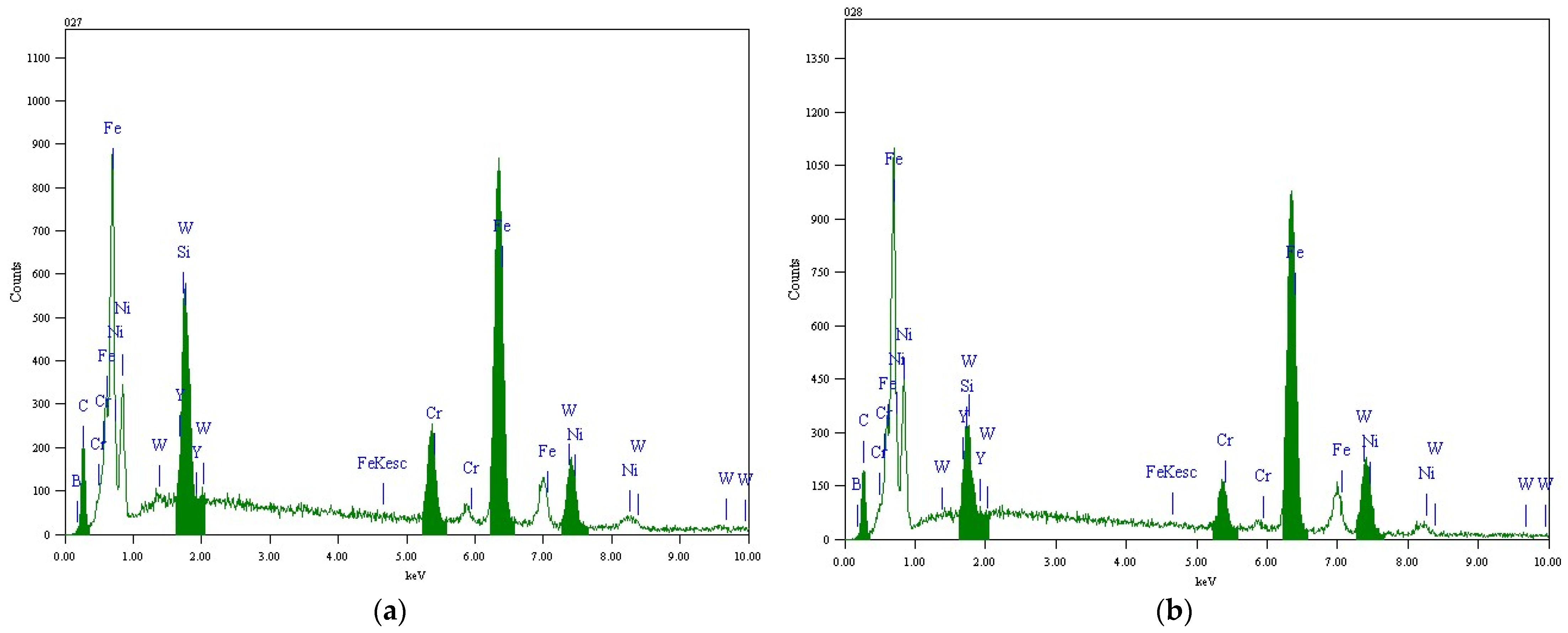
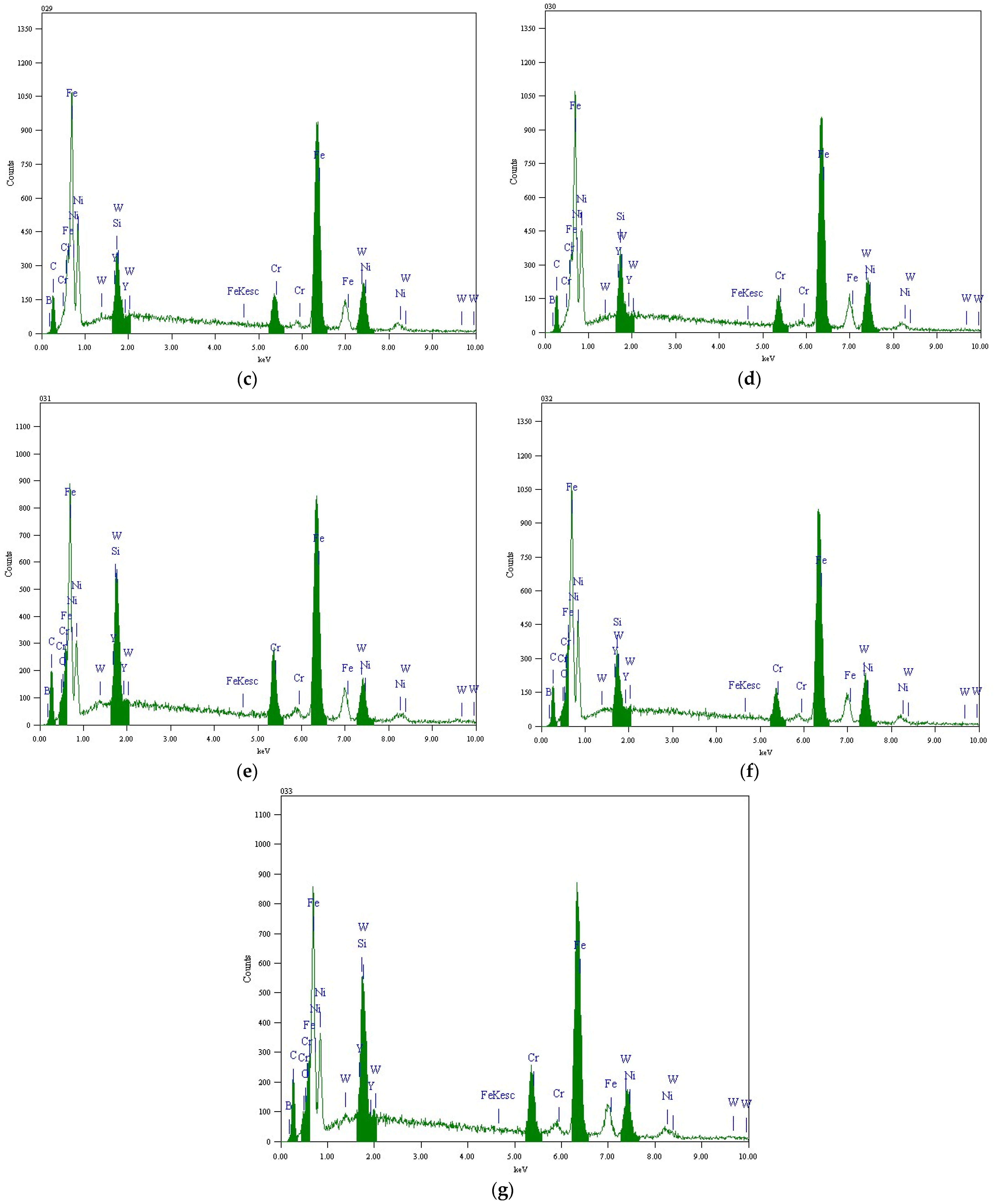
3.1. Microstructure of the As-Received Coating
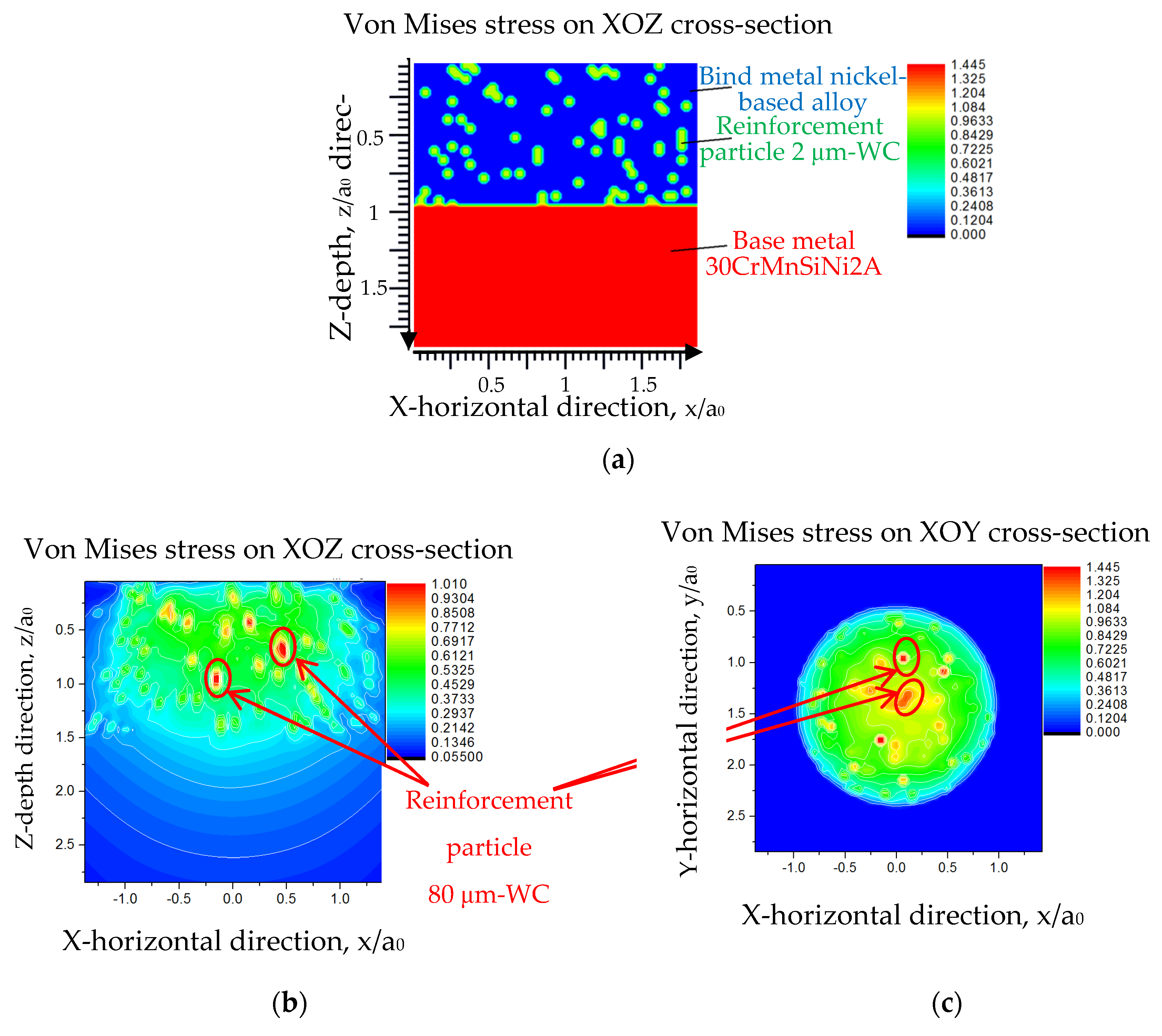
3.2. Von Mises Stresses of Different Coatings
- (i)
- The von Mises criterion was the distorted energy theory;
- (ii)
- In order to dimensionalize the 3D space length unit, the length unit parameter a0 was matched, and its value was 10 times that of the maximum diameter of the corresponding WC particle;
- (iii)
- The physical property parameters of the matrix metal were not simple nickel-based alloys but needed to consider 20 wt.% μm-WC and 1.2 wt.% nano-Y2O3;
- (iv)
- Because the high temperature of the molten pool could reach 2860~2900 °C, the WC particles in the laser cladding layer were variable in size, that is, due to the burning loss, their volumes were reduced to different degrees.
4. Conclusions
- The addition of Y2O3 to the Ni-based laser cladding layer could effectively limit the dissolution of 2 μm-WC. In addition, Y2O3 could also improve the hardness of the cladding layer through the oxide-dispersion-strengthening effect, making it more resistant to wear and corrosion, thereby improving the durability and life of the cladding layer.
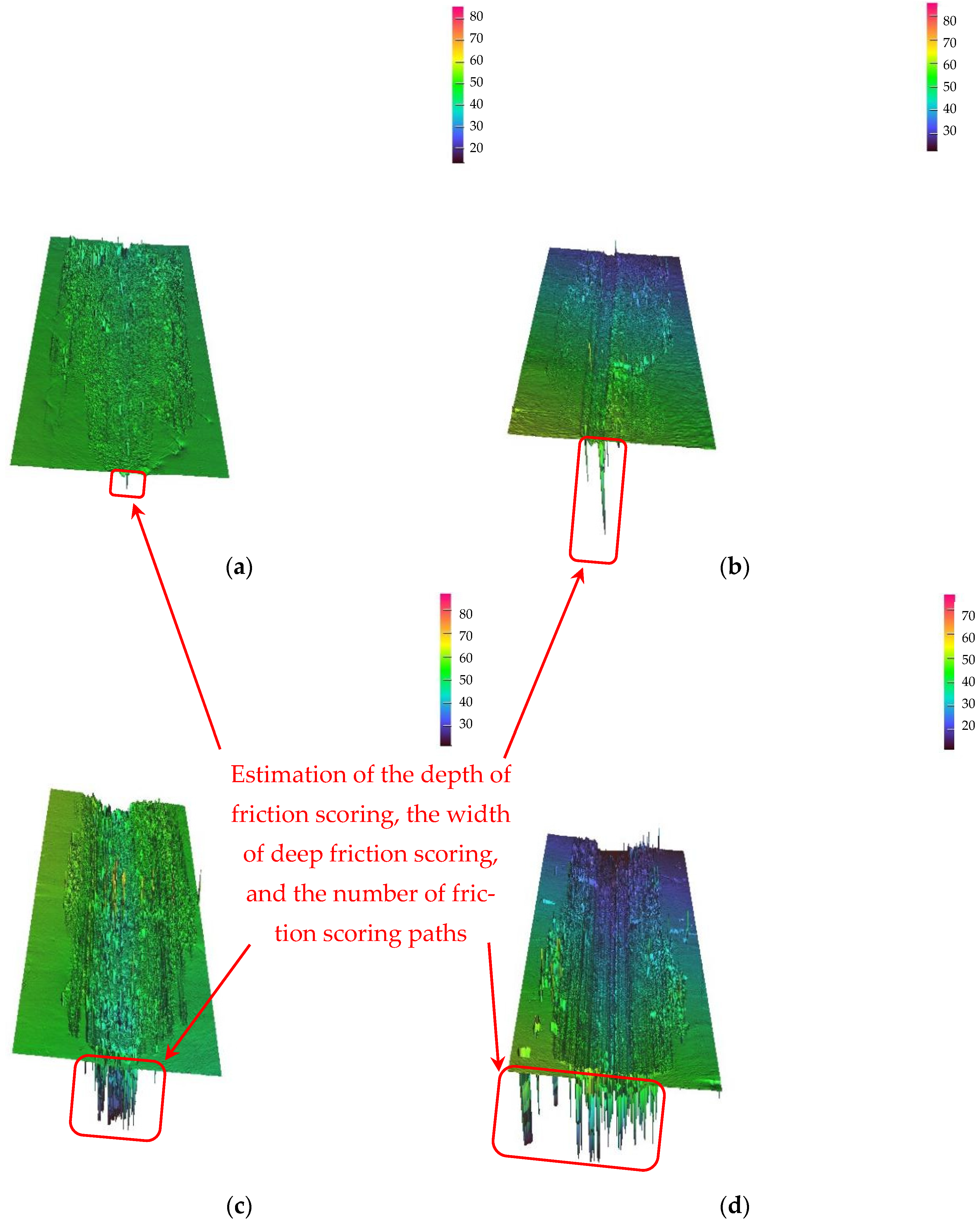
- As a hard particle additive, the wear surface of 2 μm-WC coated with 2 μm-WC-Y2O3 had the best performance compared with the surface of the large-sized cast spherical 80 μm-WC and 30CrMnSiNi2A wear specimens. As shown in the half-space dimensionless simulation results, the von Mises stress distribution in the metal laser composite coating was very uniform and the laser coating prepared with the 2 μm-WC particle additive had better resistance to a normal impact load and tangential load than that with the 80 μm-WC additive. The heterogeneous nucleation and oxide dispersion strengthening of Y2O3 provided grain boundary pinning and dislocation stacking effects to improve the overall performance of the composite laser coating.
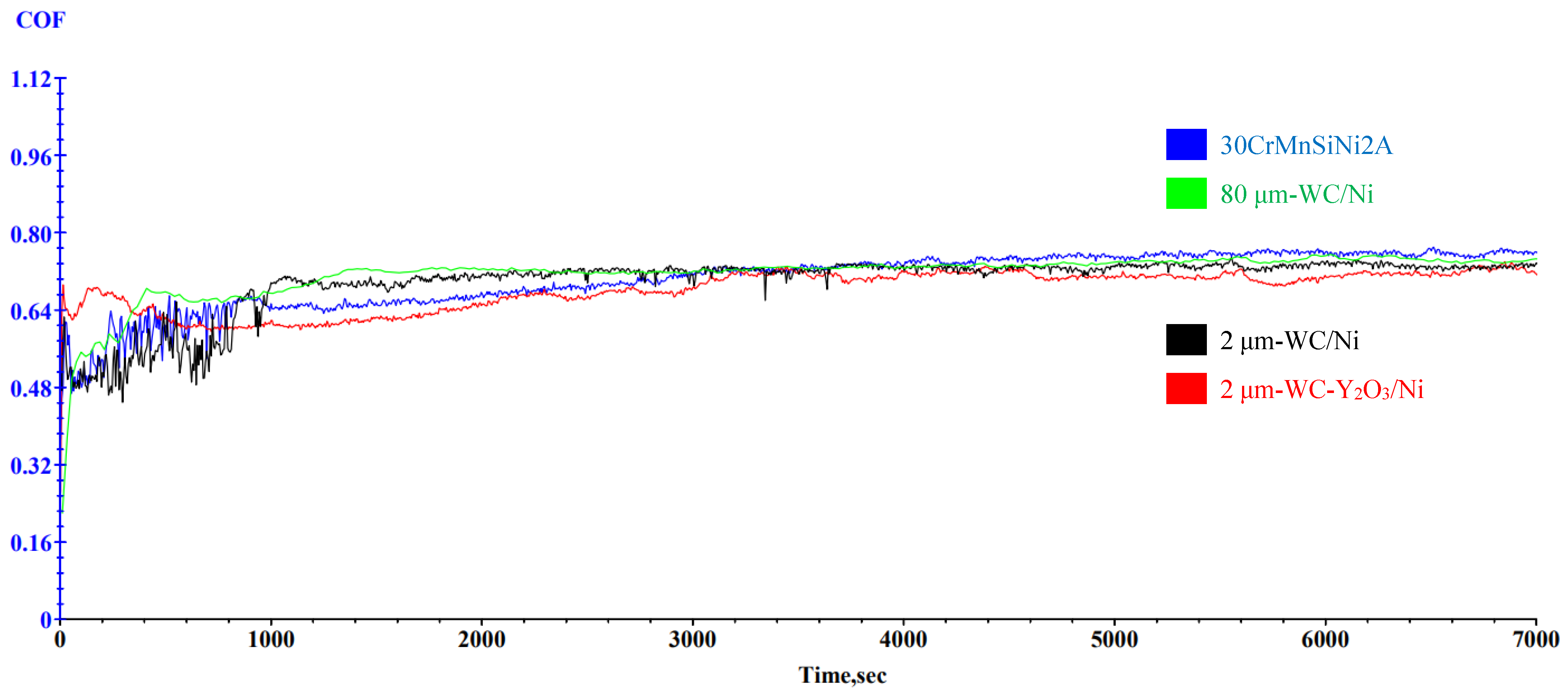
- The von Mises stress of the 2 μm-WC-Y2O3 laser coating was more uniform, while the inherent initial cracks and dense stress concentration points in the 80 μm-WC laser coating from the spherical casting process could easily cause dislocation accumulation, as demonstrated quantitatively and qualitatively, and thus, micro-crack nucleation. After the stable state of COF was reached, the order of the values of the four COF curves was stable from small to large as follows: 2 μm-WC-Y2O3/Ni, 2 μm-WC/Ni, 80 μm-WC/Ni, and 30CrMnSiNi2A.
- The wear rate of 2 μm-WC-Y2O3/Ni was 1.3, which was significantly lower than the frictional volume loss rate of the other three components: 2.4, 3.5, and 13.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Xiao, F.; Miao, Q.; Wei, S.; Barriere, T.; Cheng, G.; Zuo, S.; Xu, L. Uniform nanosized oxide particles dispersion strengthened tungsten alloy fabricated involving hydrothermal method and hot isostatic pressing. J. Alloys Compd. 2020, 824, 153894. [Google Scholar] [CrossRef]
- Ortner, H.M.; Stadermann, F.J. Degradation of space exposed surfaces by hypervelocity dust bombardment, and refractory materials for space. Int. J. Refract. Met. Hard Mater. 2009, 27, 949–956. [Google Scholar] [CrossRef]
- Xiao, F.; Miao, Q.; Barriere, T.; Cheng, G.; Zuo, S.; Xu, L. A study on the effect of solution acidity on the microstructure, mechanical, and wear properties of tungsten alloys reinforced by yttria-stabilised zirconia particles. Mater. Today Commun. 2021, 27, 102223. [Google Scholar] [CrossRef]
- Xiao, F.; Barriere, T.; Cheng, G.; Miao, Q. A review of liquid-liquid method for the elaboration and modelling of reinforced tungsten alloys with various sintering processes. J. Alloys Compd. 2023, 940, 168752. [Google Scholar] [CrossRef]
- Wang, H.; Zuo, D.; Li, X.; Chen, K.; Huang, M. Effects of CeO2 nanoparticles on microstructure and properties of laser cladded NiCoCrAlY coatings. J. Rare Earths 2010, 28, 246–250. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, D.; Liu, H.; Zhu, W.; Zan, X. Preparation and characterization of sintered molybdenum doped with MoSi2/La2O3/Y2O3 composite particle. Mater. Sci. Eng. A 2012, 558, 497–501. [Google Scholar] [CrossRef]
- Chen, H.; Gu, D.; Kosiba, K. Novel WC-reinforced iron-based composites with excellent mechanical properties synthesized by laser additive manufacturing: Underlying role of reinforcement weight fraction. J. Mater. Process. Technol. 2021, 289, 116959. [Google Scholar] [CrossRef]
- Peachey, D.D.R.; Carter, C.P.; Garcia-Jimenez, A.; Mukundan, A.; Leonard, D.N.; Charpagne, M.-A.; Cordero, Z.C. Directional recrystallization of an additively manufactured Ni-base superalloy. Addit. Manuf. 2022, 60, 103198. [Google Scholar] [CrossRef]
- Wang, X.; Shen, X. Research Progress of ODS FeCrAl Alloys—A Review of Composition Design. Materials 2023, 16, 6280. [Google Scholar] [CrossRef]
- Castro, R.; Karulina, E.; Lapatin, N. Polarization Processes in Nafion Composite Membranes Doped with Rare-Earth Metals. Materials 2023, 16, 6172. [Google Scholar] [CrossRef]
- Mengesha, B.N.; Grizzle, A.C.; Demisse, W.; Klein, K.L.; Elliott, A.; Tyagi, P. Machine Learning-Enabled Quantitative Analysis of Optically Obscure Scratches on Nickel-Plated Additively Manufactured (AM) Samples. Materials 2023, 16, 6301. [Google Scholar] [CrossRef] [PubMed]
- Chintada, V.B.; Gurugubelli, T.R.; Tamtam, M.R.; Koutavarapu, R. Advancements in Nickel-Phosphate/Boron Based Electroless Composite Coatings: A Comprehensive Review of Mechanical Properties and Recent Developments. Materials 2023, 16, 6116. [Google Scholar] [CrossRef] [PubMed]
- Lounis, I.; Khenfer, K. Experimental investigations on multi-material compounds based on rare earths. Using liquid phase sintering and spontaneous infiltration. Ceram. Int. 2023, 49, 22506–22517. [Google Scholar] [CrossRef]
- Laghzaoui, S.; Lamrani, A.F.; Laamara, R.A. Robust half-metallic ferromagnet in doped double perovskite Sr2TiCoO6 by rare-earth elements for photovoltaic and thermoelectric conversion: A DFT method. J. Phys. Chem. Solids 2023, 183, 111639. [Google Scholar] [CrossRef]
- Vishnoi, M.; Murtaza, Q.; Kumar, P. Effect of rare earth elements on coatings developed by thermal spraying processes (TSP)—A brief review. Mater. Today Proc. 2021, 44, 4053–4058. [Google Scholar] [CrossRef]
- Das, A.K. Effect of rare earth oxide additive in coating deposited by laser cladding: A review. Mater. Today Proc. 2022, 5, 1558–1564. [Google Scholar] [CrossRef]
- Kumar, R.; Sharma, S.; Singh, J.P.; Gulati, P.; Singh, G.; Dwivedi, S.P.; Li, C.; Kumar, A.; Tag-Eldin, E.M.; Abbas, M. Enhancement in wear-resistance of 30MNCRB5 boron steel-substrate using HVOF thermal sprayed WC–10%Co–4%Cr coatings: A comprehensive research on microstructural, tribological, and morphological analysis. J. Mater. Res. Technol. 2023, 27, 1072–1096. [Google Scholar] [CrossRef]
- Farahmand, P.; Liu, S.; Zhang, Z.; Kovacevic, R. Laser cladding assisted by induction heating of Ni–WC composite enhanced by nano-WC and La2O3. Ceram. Int. 2014, 40, 15421–15438. [Google Scholar] [CrossRef]
- Qin, M.; Shivakumar, S.; Lei, T.; Gild, J.; Hessong, E.C.; Wang, H.; Vecchio, K.S.; Rupert, T.J.; Luo, J. Processing-dependent stabilization of a dissimilar rare-earth boride in high-entropy (Ti0.2Zr0.2Hf0.2Ta0.2Er0.2)B2 with enhanced hardness and grain boundary segregation. J. Eur. Ceram. Soc. 2022, 42, 5164–5171. [Google Scholar] [CrossRef]
- Thakur, L.; Arora, N. An investigation on the development and wear performance of chromium-MWCNTs transformed HVOF sprayed nano-WC-CoCr coatings. Surf. Coat. Technol. 2020, 38, 125610. [Google Scholar] [CrossRef]
- Male, J.P.; Hogan, B.; Bux, S.K. Using vacancies to tune mechanical and elastic properties in La3−xTe4, Nd3−xTe4, and Pr3−xTe4 rare earth telluride thermoelectric materials. Mater. Today Phys. 2023, 32, 101016. [Google Scholar] [CrossRef]
- Salehabadi, A. Chapter 7: Rare-earth-based tungstates ceramic nanomaterials: Recent advancements and technologies. In Advanced Rare Earth-Based Ceramic Nanomaterials; Elsevier: Amsterdam, The Netherlands, 2022; pp. 175–203. [Google Scholar]
- Sadhu, A.; Choudhary, A.; Sarkar, S.; Nair, A.M.; Nayak, P.; Pawar, S.D.; Muvvala, G.; Pal, S.K.; Nath, A.K. A study on the influence of substrate pre-heating on mitigation of cracks in direct metal laser deposition of NiCrSiBC-60%WC ceramic coating on Inconel 718. Surf. Coat. Technol. 2020, 389, 125646. [Google Scholar] [CrossRef]
- Quazi, M.M.; Fazal, M.A.; Arslan, A. Effect of rare earth elements and their oxides on tribo-mechanical performance of laser claddings: A review. J. Rare Earths 2016, 34, 549–564. [Google Scholar] [CrossRef]
- Konyashin, I.; Ries, B. Chapter 9: The influence of compositions and microstructural parameters on properties and applications of WC–Co cemented carbides. In Cemented Carbides; Elsevier: Amsterdam, The Netherlands, 2022; pp. 177–202. [Google Scholar]
- Farahmand, P.; Kovacevic, R. Corrosion and wear behavior of laser cladded Ni–WC coatings. Surf. Coat. Technol. 2015, 276, 121–135. [Google Scholar] [CrossRef]
- Garcia-Cordovilla, C.; Narciso, J.; Louis, E. Abrasive wear resistance of aluminium alloy/ceramic particulate Composites. Wearing 1996, 192, 170–177. [Google Scholar] [CrossRef]
- Duarte, M.; Vragovic, I.; Molina, J.M.; Prieto, R.; Narciso, J.; Louis, E. 1/f Noise in Sliding Friction under Wear Conditions: The Role of Debris. Phys. Rev. Lett. 2009, 102, 045501. [Google Scholar] [CrossRef] [PubMed]
- Goanță, V.; Munteanu, C.; Müftü, S.; Istrate, B.; Schwartz, P.; Boese, S.; Ferguson, G.; Morăraș, C.-I.; Stefan, A. Evaluation of the Fatigue Behavior and Failure Mechanisms of 4340 Steel Coated with WIP-C1 (Ni/CrC) by Cold Spray. Materials 2022, 15, 8116. [Google Scholar] [CrossRef]
- Milz, M.P.; Wirtz, A.; Abdulgader, M.; Biermann, D.; Tillmann, W.; Walther, F. Fatigue Assessment of Twin Wire Arc Sprayed and Machine Hammer-Peened ZnAl4 Coatings on S355 JRC+C Substrate. Materials 2022, 15, 1182. [Google Scholar] [CrossRef]
- Mahade, S.; Curry, N.; Björklund, S.; Markocsan, N.; Joshi, S. Durability of Gadolinium Zirconate/YSZ Double-Layered Thermal Barrier Coatings under Different Thermal Cyclic Test Conditions. Materials 2019, 12, 2238. [Google Scholar] [CrossRef]
- Alnaser, I.A.; Yunus, M.; Alfattani, R.; Alamro, T. High-Temperature Corrosion of APS- and HVOF-Coated Nickel-Based Super Alloy under Air Oxidation and Melted Salt Domains. Materials 2021, 14, 5119. [Google Scholar] [CrossRef]
- Jasik, A.; Moskal, G.; Mikuśkiewicz, M.; Tomaszewska, A.; Jucha, S.; Migas, D.; Myalska, H. Oxidation Behavior of the Monolayered La2Zr2O7, Composite La2Zr2O7 + 8YSZ, and Double-Ceramic Layered La2Zr2O7/La2Zr2O7 + 8YSZ/8YSZ Thermal Barrier Coatings. Materials 2020, 13, 3242. [Google Scholar] [CrossRef] [PubMed]
- Zhao, N.; Tao, L.; Guo, H.; Zhang, M. Microstructure and Wear Resistance of Laser Cladded Ni-based Coatings with Nanometer La2O3 Addition. Rare Met. Mater. Eng. 2017, 46, 2092–2096. [Google Scholar]
- Zhao, N.; Tao, L.; Guo, H.; Zhang, M. Effect of Ultra-fine WC Particles on Microstructural Evolution and Wear Behavior of Ni-Based Nano-CeO2 Coatings Produced by Laser. Rare Met. Mater. Eng. 2018, 47, 20–25. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Marked 1 (Ni-Based Alloy) | Marked 2 (2 μm-WC) |
|---|---|---|
| Ni | 71.14 | - |
| Fe | 9.60 | - |
| C | 0.1 | 4.96 |
| Si | 4.0 | - |
| W | - | 95.04 |
| Cr | 15.15 | - |
| Process Parameters | Operation Range |
|---|---|
| Laser type | CO2 |
| Laser power (kW) | 1.5–2 |
| Laser beam diameter (mm) | ~2 |
| Melt Pool diameter (mm) | ~3 |
| Traverse speed (mm/s) | 8 |
| Overlap rate (%) | 25 |
| Composite | Elastic Modulus | Poisson Ratio |
|---|---|---|
| μm-WC (both 2 and 80 μm) | 700 GPa | 0.240 |
| Ni-based alloy | 200 GPa | 0.300 |
| 30CrMnSiNi2A | 204 GPa | 0.285 |
| μm-WC (both 2 and 80 μm) | 700 GPa | 0.240 |
| Ni-based alloy | 200 GPa | 0.300 |
| 30CrMnSiNi2A | 204 GPa | 0.285 |
| Process Parameters | Operation Range |
|---|---|
| The normal load applied (N) | 25 |
| Whether measures were taken to periodically blow away the wear debris during the wear performance test | Never blew away the wear debris |
| Whether wear debris was removed before 3D scanning of wear marks after wear performance testing | Used acetone ultrasound to remove abrasion debris before 3D scanning of abrasion marks |
| Duration of a single friction and wear test on a single sample (h) | 2 |
| Opposite friction wear ball diameter (mm) | 5.6 |
| Opposite friction wear ball metal type | GCr15 |
| Friction wear specimen contact point trajectory movement mode | Linear reciprocating mode, pin wear performance test |
| Opposite friction wear ball single step displacement (mm) | 5 |
| The number of repeated tests for each component of the parallel test sample | 3 |
| Lubrication condition | Dry friction |
| Opposite friction wear ball moving speed (mm/s) | 8 |
| Location Code 027~033 | Atom | Mass% | Error% | Atom% | keV |
|---|---|---|---|---|---|
| 027 | B | 6.11 | 0.17 | 19.09 | 0.183 |
| C | 12.61 | 0.28 | 35.46 | 0.277 | |
| Si | 4.61 | 0.35 | 5.55 | 1.739 | |
| Cr | 6.47 | 1.12 | 4.20 | 5.411 | |
| Fe | 42.99 | 1.60 | 26.00 | 6.398 | |
| Ni | 11.12 | 2.87 | 6.00 | 7.471 | |
| Y | 1.82 | 1.92 | 0.69 | 1.922 | |
| W | 14.26 | 1.53 | 2.62 | 1.774 | |
| 028 | B | 5.95 | 0.25 | 17.70 | 0.183 |
| C | 13.06 | 0.35 | 34.97 | 0.277 | |
| Si | 3.16 | 0.49 | 3.62 | 1.739 | |
| Cr | 4.83 | 1.40 | 2.99 | 5.411 | |
| Fe | 54.69 | 2.09 | 31.48 | 6.398 | |
| Ni | 16.20 | 3.81 | 8.87 | 7.471 | |
| Y | - | - | - | - | |
| W | 2.10 | 1.83 | 0.37 | 1.774 | |
| 029 | B | 2.12 | 0.26 | 7.34 | 0.183 |
| C | 10.44 | 0.32 | 32.62 | 0.277 | |
| Si | 4.32 | 0.49 | 5.77 | 1.739 | |
| Cr | 5.99 | 1.40 | 4.32 | 5.411 | |
| Fe | 56.63 | 2.08 | 38.04 | 6.398 | |
| Ni | 17.78 | 3.81 | 11.36 | 7.471 | |
| Y | - | - | - | - | |
| W | 2.72 | 1.85 | 0.55 | 1.774 | |
| 030 | B | 6.09 | 0.27 | 17.80 | 0.183 |
| C | 13.03 | 0.38 | 34.28 | 0.277 | |
| Si | 4.35 | 0.47 | 4.89 | 1.739 | |
| Cr | 4.41 | 1.43 | 2.68 | 5.411 | |
| Fe | 55.82 | 2.16 | 31.58 | 6.398 | |
| Ni | 16.30 | 3.96 | 8.77 | 7.471 | |
| Y | - | - | - | - | |
| W | - | - | - | - | |
| 031 | B | 4.57 | 0.18 | 14.66 | 0.183 |
| C | 13.05 | 0.28 | 37.70 | 0.277 | |
| O | 0.54 | 0.36 | 1.18 | 0.525 | |
| Si | 4.85 | 0.36 | 5.99 | 1.739 | |
| Cr | 7.53 | 1.17 | 5.02 | 5.411 | |
| Fe | 41.04 | 1.67 | 25.49 | 6.398 | |
| Ni | 9.63 | 2.98 | 5.69 | 7.471 | |
| Y | 3.59 | 2.00 | 1.40 | 1.922 | |
| W | 15.20 | 1.58 | 2.87 | 1.774 | |
| 032 | B | 5.53 | 0.27 | 16.42 | 0.183 |
| C | 13.26 | 0.38 | 35.46 | 0.277 | |
| O | 0.07 | 0.43 | 0.14 | 0.525 | |
| Si | 3.64 | 0.53 | 4.16 | 1.739 | |
| Cr | 5.12 | 1.51 | 3.16 | 5.411 | |
| Fe | 54.00 | 2.26 | 31.05 | 6.398 | |
| Ni | 17.20 | 4.14 | 9.41 | 7.471 | |
| Y | - | - | - | - | |
| W | 1.18 | 1.98 | 0.21 | 1.774 | |
| 033 | B | 4.65 | 0.18 | 14.79 | 0.183 |
| C | 13.28 | 0.28 | 37.97 | 0.277 | |
| O | 0.19 | 0.36 | 0.41 | 0.525 | |
| Si | 5.08 | 0.36 | 6.22 | 1.739 | |
| Cr | 6.83 | 1.16 | 4.51 | 5.411 | |
| Fe | 42.64 | 1.66 | 26.23 | 6.398 | |
| Ni | 10.84 | 2.97 | 6.34 | 7.471 | |
| Y | 2.25 | 1.99 | 0.87 | 1.922 | |
| W | 14.24 | 1.59 | 2.66 | 1.774 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tao, L.; Yang, Y.; Zhu, W.; Sun, J.; Wu, J.; Xu, H.; Yan, L.; Yang, A.; Xu, Z. Stress Distribution in Wear Analysis of Nano-Y2O3 Dispersion Strengthened Ni-Based μm-WC Composite Material Laser Coating. Materials 2024, 17, 121. https://doi.org/10.3390/ma17010121
Tao L, Yang Y, Zhu W, Sun J, Wu J, Xu H, Yan L, Yang A, Xu Z. Stress Distribution in Wear Analysis of Nano-Y2O3 Dispersion Strengthened Ni-Based μm-WC Composite Material Laser Coating. Materials. 2024; 17(1):121. https://doi.org/10.3390/ma17010121
Chicago/Turabian StyleTao, Li, Yang Yang, Wenliang Zhu, Jian Sun, Jiale Wu, Hao Xu, Lu Yan, Anhui Yang, and Zhilong Xu. 2024. "Stress Distribution in Wear Analysis of Nano-Y2O3 Dispersion Strengthened Ni-Based μm-WC Composite Material Laser Coating" Materials 17, no. 1: 121. https://doi.org/10.3390/ma17010121