1. Introduction
If fly ashes do not comply with legislative and normative regulations, they are often used as foundations in infrastructure construction and backfilling or stored in a landfill. In the case of higher concentrations of toxic substances, fly ashes may pose a risk of leakage. The synthesis of FAZs and their standardized utilization in construction (additives and binders) aim to utilize the elemental potential of fly ashes. For numerous applications, the demand for zeolites exceeds the resources of their natural counterparts. However, studies of the synthesis of FAZs arrive at different results, and even the mechanism of the zeolitization of FAZs has not been fully clarified. The design of a reproducible methodology is limited by the variable elemental and mineral composition of fly ashes.
In one-step convection syntheses, the content of FAZs in the synthesis product reached 2.09–65 wt.% [
1,
2,
3,
4,
5,
6,
7,
8,
9,
10,
11,
12]. The disadvantage of lower contents is the need to separate the zeolites from the product. Although the quantification of FAZs is lacking in many studies, highly crystalline products (but not >99 wt.%) were prepared in several syntheses due to high temperatures or long treatment times. Two-step convective syntheses typically involve activation (intense stirring) and long-term high-temperature convective heating (without stirring) [
13,
14]. Maingayne et al. [
13], after the activation of fly ash in 5 M NaOH (48 h, 47 °C, S/L 1:5, agitation speed 200 rpm) and subsequent 48 h of heating at 140 °C (S/L 1:12.5), prepared zeolite Na-P1 (94.7% crystallinity). Under analogous conditions, Musyoka et al. [
14] prepared highly pure zeolite Na-P1 [
14]. In a low-temperature but long-term two-stage synthesis (dissolution: 4 h, 104 °C, 2 M NaOH, S/L ratio 1:200; convection 96 h, 80 °C), Wałek et al. [
15] prepared a product with up to 80 wt.% of zeolite Na-P1. However, even extended reaction times and higher temperatures may not lead to the synthesis of products with a high crystallinity of FAZs. After activating fly ash in 2 M NaOH at room temperature (6 days) and convection heating (24 h, 150 °C), Manique et al. [
16] synthesized sodalite with a large amount of unreacted quartz and mullite.
High-purity zeolites (>95 wt.%) were synthesized from the filtrate after the alkaline activation of fly ash. The extract was enriched with aluminum and left to crystallize for 48 h at 90 °C. From 1 kg of fly ash, 50–85 g of zeolite was obtained [
1]. Highly pure FAZs were prepared using a two-stage convective extraction method in other studies as well [
17,
18,
19,
20]. However, the aim of this study is to propose a procedurally simpler methodology for the synthesis of FAZ in suspension. The advantage of the synthesis of FAZs directly in suspension is that there is no production of solid-phase waste from extract preparation. Thirteen different zeolites were prepared from one fly ash by modifying the reaction parameters [
11]. This study is focused on the synthesis of a specific zeolitic phase, i.e., sodalite. Wałek et al. [
15] prepared in the NaOH concentration range of 0.5–4 mol∙L
−1 the largest amount of hydroxysodalite after 96 h of convection synthesis at 104 °C using 4 M NaOH. Querol et al. [
11] determined the following optimal conditions for the convection synthesis of hydroxysodalite: 5 M NaOH, S/L 1:18, and temperature 150–200 °C. Fukasawa et al. [
21] promoted the nucleation of hydroxysodalite crystals by pulverization. The crystallinity of sodalite in the product can also be increased as a result of the phase transformation of initially formed zeotypes into more stable forms (Ostwald’s rule) [
13]. Zeolite framework types LTA and FAU can be transformed to sodalite by prolonging the time of convection [
22] or microwave heating [
23]. The transformation of the GIS type (zeolite Na-P1) to hydroxysodalite due to an increased stirring rate [
13] or higher activator concentration [
5] was also observed.
Zeolites were mostly prepared only from fly ash, an alkaline solution, or an aluminum source [
4,
5,
6,
7,
8,
9,
10,
11,
12,
13,
15,
16,
17,
18,
19,
20,
21,
23,
24,
25,
26,
27,
28,
29,
30,
31,
32,
33,
34,
35,
36,
37]. Activators such as NaOH [
4,
6,
7,
8,
9,
10,
11,
12,
13,
15,
17,
18,
19,
20,
21,
23,
24,
25,
26,
27,
28,
29,
30,
31,
32,
33,
34,
35,
37], KOH [
5,
6,
8,
11,
35,
36,
38], and Na
2CO
3 were investigated [
5]. Zeolites were also synthesized in a mixture of two solutions, NaOH and KOH [
8], or NaOH/KOH and Na
2CO
3 [
5]. However, studies on the influence of reagents on the crystallization of a specific type of zeolite are lacking. Kunecki et al. [
39] added 3 M NaCl to the mixture to synthesize sodalite. Fukui et al. [
40] detected hydroxysodalite and phillipsite in the product of microwave synthesis in suspension (9 h, 100 °C, 2 M NaOH, S/L was 1:25) after the addition of 1.5 M NaCl. However, all the quartz from the fly ash was unreacted. In this study, the effect of LiCl was studied.
FAZs were prepared by microwave synthesis in suspension [
21,
24,
30,
34,
40] and from extract [
23,
25,
27,
32,
33]. Methodologies with combined heating (microwave and convection) were also proposed [
23,
25,
26,
31,
32,
41]. Despite the combined heating, the yields of zeolites were not high. Bukhari et al. [
31] achieved a yield of FAZs of 32–37%. A product with a higher zeolite content was prepared if microwave irradiation was preceded by convection treatment (12 h at 60 °C) rather than microwave melting (2 h, 550 °C). Behin et al. [
41] prepared a product with a FAZ crystallinity of up to 67.24% by combining convection synthesis and subsequent 30 min of microwave irradiation (300 W) in a microwave oven. Pure-phase sodalite was prepared from the microwave extract, which was subsequently irradiated with ultrasound (20 min, 600 W) [
25] or conventionally heated for 1 h in a drying oven [
23]. However, when FAZs were synthesized in suspension, the product contained sodalite with a large amount of ash residues, mainly mullite [
25]. It remains unanswered if it is possible to prepare pure-phase sodalite by combined heating (microwave and convection) in suspension. This study complements the HT synthesis of FAZs with the unique microwave digestion technology of an SRC (Single Reaction Chamber). Unlike many methodologies [
21,
23,
24,
25,
26,
27,
31,
32,
33,
34,
41], the synthesis mixtures in the UltraCLAVE IV autoclave were subjected not only to radiation but also increasing pressure. The application of microwave irradiation makes our methodology economically acceptable. The times and temperatures of the individual synthesis phases did not exceed 24 h and 120 °C. This study presents a reproducible methodology that integrates not only determined reaction optima but also the sequence of synthesis steps depending on the type of heat transfer.
2. Materials and Methods
2.1. Tested Fly Ashes
Fly ashes are products of high-temperature combustion in granulation boilers (ČEZ, a. s., Praha, Czech Republic). Different fly ashes were used for the synthesis (
Table 1).
2.2. Conducted Analyses and Determinations
The particle size distribution (PSD) was measured with a multilaser analyzer type 1190 (CILAS, Orléans, France). Granulometry was measured under the following conditions: mode: liquid dispersion, measurement range: 0.04–2500 µm, and dispersion medium: ethanol. The precision and reproducibility of the measurements were <3% and <1%, respectively.
Analytical crystal LiF220 was used. The major elements were evaluated by the QUANT EXPRESS module (standard-free) in the form of stable oxides (SiO2, Al2O3, CaO, Fe2O3, K2O, TiO2, MgO, Na2O, MnO, P2O5, and SO3) in wt.%. Elemental contents were recalculated. The minor elements were evaluated by the GEO-QUANT T calibration module in elemental form in ppm concentration. Measurement uncertainties for major and minor elements are 10% and 20%, respectively. The measurement uncertainty for the major and minor elements is 10% and 20%, respectively.
The pH values of fly ash leachates were determined according to Marrero et al. [
42]. The leachate was prepared in a ratio of 1:2.5 (
w/
v). The suspension was shaken for 60 min on a Standard 1000 orbital shaker (VWR International, Radnor, PA, USA). After standing for 60 min, the pH value was measured with a pH meter 330i/Set (WTW, Weilheim, Germany) at 25.4 °C.
Loss on ignition (LOI) was determined according to the ČSN 72 0103 standard. The sample (1 g) was repeatedly heated at 1100 °C (1 h) in a mikroTHERM 600 muffle furnace (LAC, s.r.o., Židlochovice, Czech Republic) until the weight stabilized. The LOI was determined three times for each sample. For an LOI in the range of 1–5%, the trueness and precision of the determination are 0.16% and 0.25%, respectively. For an LOI in the range of 5–10%, the trueness and precision of the determination are 0.28% and 0.39%, respectively [
43].
The concentrations of Al and Fe in the fly ashes were determined using a Thermo Elemental SOLAAR M atomic absorption spectrometer (Analytical Technology, Inc. UNICAM, Delph, UK). The samples were dissolved in a mixture of HF, HCl, and HNO3. Iron concentrations in fractions after magnetic separation were determined by F-AAS. Data from AAS were used for the calculations of technological indicators of magnetic unbundling.
Mineralogical analysis was determined using an Advance D8 X-ray diffractometer (BRUKER AXS GmbH, Rheinstetten, Germany). The samples were measured in the Bruker AXS Diffrac (version 2) software. Data were evaluated using the Bruker AXS Eva (qualitative) and Bruker AXS Topas (quantitative) modules. The measurement parameters were 25 °C, an initial detector angle of 5°, a step size of 0.04°, and a final angular position of 2θ 8°.
The microstructure was studied with a Quanta 650 FEG scanning electron microscope (Thermo Fisher Scientific, Waltham, MA, USA). An Octane Elect detector (EDAX, Mahwah, NJ, USA) was used for spot ED XRF analysis.
2.3. Pretreatment of Samples
The fly ashes were ground using a VMA—386 vibratory mill (VIPO, Czechoslovakia). Ground samples were sieved through stainless steel analytical sieves (pore sizes 100 µm), while the sub-sieve fraction was used for syntheses. The grinding of fly ash was also carried out in other methodologies [
39,
44]. Wałek et al. [
15] determined that particle size reduction can accelerate the dissolution of fly ash in an alkaline activator.
Magnetic Separation
Iron already inhibits FAZ nucleation at very low concentrations [
36,
45]. In many methodologies, the iron content (2.31–12.24%) was not reduced [
3,
6,
10,
12,
13,
16,
19,
24,
25,
29,
32,
34,
36,
46]. Iron concentration was reduced by a high-gradient magnetic separator [
7] or leaching in HCl [
44,
47]. Leaching in HCl reduced the iron content, quantified as Fe
2O
3, from 5.53% to 0.03% [
47]. According to Vassilev et al. [
48], the efficiency of dry separation was tested using a magnetic drum separator (Mechanical Workshops Prague, Czechoslovakia). The magnetic induction intensity was 0.8 T. However, due to the separation of approx. 87 wt.% of the sample into the magnetic fraction, the induction roller separator for fly ash separation was evaluated as unsuitable. Vassilev et al. [
48] successfully separated the magnetic fraction of fly ash using a drum magnetic separator. The yield of the magnetic concentrate was in the range of 0.7–4.1%. The magnetic concentrate mainly contained magnetic minerals and oxides of Fe, Mg, Ti, Mn, and Cr. Finally, in this study, magnetic separation was performed using a low-intensity Davis magnetic tube concentrator (Czechoslovakia).
Magnetic separation was evaluated by the following parameters: yield, recovery, and efficiency [
49].
Yields were calculated using the following equations:
In these equations, vc represents the yield of magnetic concentrate (%); vb represents the yield of non-magnetic waste (%); a is the iron content in fly ash (%); b is the iron content in non-magnetic waste (%); and c represents the iron content in the magnetic concentrate (%).
Recoveries were calculated using the following equations:
In these formulas, mc represents the metal recovery to the concentrate (%); mb represents the metal recovery to the waste (%); wc is the gangue recovery to the concentrate (%); wb is the gangue recovery to the waste (%); Cr represents the metal content in the concentrate (%); Br is the metal content in the waste (%); Ar is the metal content in the fly ash (%); Cb represents the gangue content in the concentrate (%); Bb symbolizes the gangue content in the waste (%); and Ab symbolizes the gangue content in the feed (%).
Efficiencies were calculated using the following equations:
In the formulas, ηc symbolizes the technological efficiency relative to the concentrate (%) and ηb symbolizes the technological efficiency relative to the waste (%).
2.4. Hydrothermal Synthesis of FAZs
Compared to convective heating, microwave irradiation accelerates the dissolution of Si
4+ and Al
3+ from fly ash [
23,
24,
25,
27,
33], and heating occurs throughout the entire volume [
24,
27]. Methodologies were proposed in which microwave radiation was included before [
24,
25] and behind the conventional stage [
26,
27,
31,
41]. Inada et al. [
24] observed a positive effect of microwaves during the synthesis of FAZs in the initial (dissolution) but not the middle and late phases of zeolitization. The formation of FAZs in the final stage is the result of a cooperation of the dissolution of the aluminosilicate gel, which is the product of the second stage of zeolitization and re-precipitation. Microwave radiation accelerates the dissolution of aluminosilicate gel. However, a secondary consequence of microwave radiation is the formation of active water molecules, which are created by breaking the intermolecular hydrogen bridges of an aqueous alkaline solution [
24]. These active molecules directly attack Si–O and Al–O bonds, cause the disintegration of unstable zeolitic nuclei, and thus inhibit their nucleation [
28,
31]. Microwave radiation can also reduce the rate of growth of already-formed zeolitic crystals [
24,
27]. In accordance with the mentioned studies, microwave radiation was included in the first stage of the TS synthesis. The duration of the synthesis phases were chosen according to the cited studies [
4,
6,
7,
8,
9,
10,
11,
12,
13,
15,
19,
21,
24,
25,
26,
27,
28,
29,
30,
31,
32,
33,
34,
37,
38,
50,
51]. The zeolitization of fly ashes with a high content of the amorphous component was already recorded in a short time, i.e., 6–8 h [
29,
51]. However, achieving similar FAZ yields for fly ashes with a high quartz or mullite content required extending the alkaline activation time up to 24–48 h [
51]. Querol et al. [
38] determined that the size of FAZ crystals after a shorter activation time is 10–50 μm, while with increasing time, the dimensions of zeolitic aggregates can reach up to 300 μm. Itskos et al. [
4] also confirmed that increasing the alkaline treatment time can lead to further crystal growth.
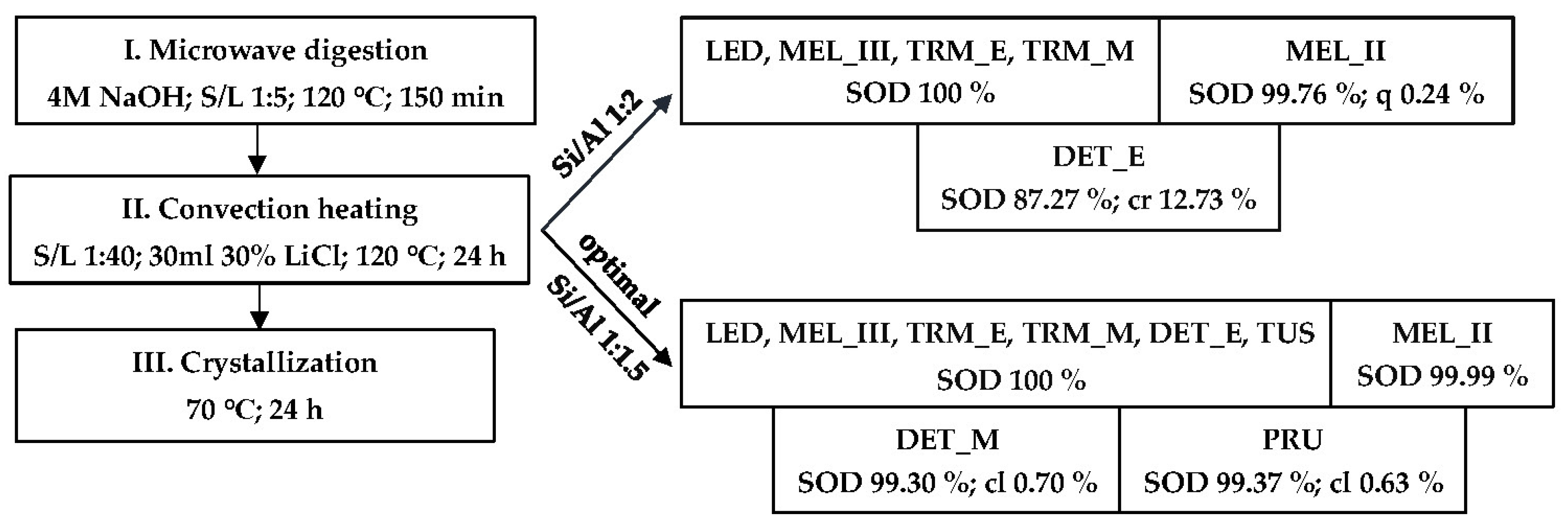
2.4.1. I. Phase—Microwave Digestion
Microwave digestion was performed in a pressure reactor in an UltraCLAVE IV autoclave (Milestone S.r.l., Sorisole, Italy). A 3.5 L PTFE insert with an absorption medium (300 mL 1.167 M NaOH) was put into the reactor. Microwave digestion was performed in 120 mL PTFE vessels placed in a six-position sample holder (
Figure 1). The S/L ratio was 1:5 (5 g of fly ash and 25 mL of 2/4 M NaOH/KOH/LiOH). The selected activator was always used in all stages of synthesis. Depending on the Si/Al ratio (1.3:1–1:2), Al
2O
3 was added. In other studies, aluminum concentrations in reaction mixtures were increased using Al
2O
3 [
3], NaAlO
2 [
16,
17,
18,
23,
25,
27,
31,
33,
41], aluminum foils [
32,
39], or waste solution from aluminum anodizing [
19]. The mixtures were stirred automatically using cross-shaped magnetic stirrers at an intensity of 70%. After the preparation of the mixture, the sample vessels were closed with PTFE covers. The load pressure was 30 bar. The pressure was loaded manually directly from the gas bottle (N
2) before starting the program. In high-temperature programs, the initial pressure should not be too high because the pressure could quickly reach the limit value. The maximum power was 1200 W. In the program, limit parameters were preset, and if exceeded, the radiation was interrupted. The maximum external temperature of the reactor was 80 °C, and the limit pressure was 130 bar. In the event of long-term alkaline decomposition of fly ash (>2 h),
T2 was the limiting factor, which was set at the maximum possible value of 80 °C. The maximum measured pressure was 57.5 bar. Cooling was initiated above 30 °C (corresponding to
T2). Decomposition temperatures were 120–180 °C. The total radiation time was 150 min, while the first 30 min always required heating to the set temperature. The pressure release temperature and the rate after the end of radiation were below 80 °C and 10 bar∙min
−1, respectively.
2.4.2. II. Phase—Convection Heating
Heating was conducted in 500 mL autoclavable PTFE bottles in a UF 110PLUS laboratory oven (Memmert GmbH + Co.KG, Schwabach, Germany) at a temperature of 120–180 °C. The heating time was 24 or 48 h. The S/L ratio was 1:40. A total of 30 mL of 30% LiCl was added to the mixture. Suspensions were mixed manually.
2.4.3. III. Phase—Crystallization
The inclusion of crystallization was one of the factors that using the methodology of Längauer et al. [
3] led to an increase in the crystallinity of FAZs. The mixtures were heated (1 or 7 days) at 50 °C or 70 °C in 500 mL PTFE bottles in a Memmert UF 110PLUS drying oven. The mixtures were not stirred.
The solid phase was filtered and washed with 3 L of distilled water. The products (+150 mL of distilled water) were shaken for 30 min on a Standard 1000 orbital shaker (VWR International, Radnor, PA, USA) and filtered and dried for 24 h at 40 °C. Two types of experiments were performed: microwave synthesis (only Phase I) and three-stage synthesis. The scheme of the TS synthesis is shown in
Scheme 1.
Furthermore, experiments VL_20 and E183 were conducted. In the three-phase hydrothermal synthesis of VL_20, microwave decomposition was carried out directly in a 3.5 L PTFE insert, leading to an increase in the amount of decomposed sample to 50 g. In experiment VL_20, sample No. 1 LED was used. The other parameters of the VL_20 synthesis were equal to the determined optimal conditions. To compare the efficiency of long-term HT synthesis with minimal energy consumption, experiment E183 was conducted. The convective one-step synthesis of E183 was performed in a 500 mL PTFE bottle. Synthesis parameters were 4 M NaOH, 30 mL 30% LiCl addition, S/L 1:40, and Si/Al ratio 1:1.5 (determined optimal conditions of the II. Phase). In experiment E183, sample No. 1 LED was used. The mixture was left for 183 days at 20 ± 2 °C.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}