
Analysis of the Process and Results of High-Pressure Abrasive Water Jet Multilayer Cutting of Electrical Steel

Abstract
:1. Introduction
2. Materials and Methods
2.1. Experimental Test Stands
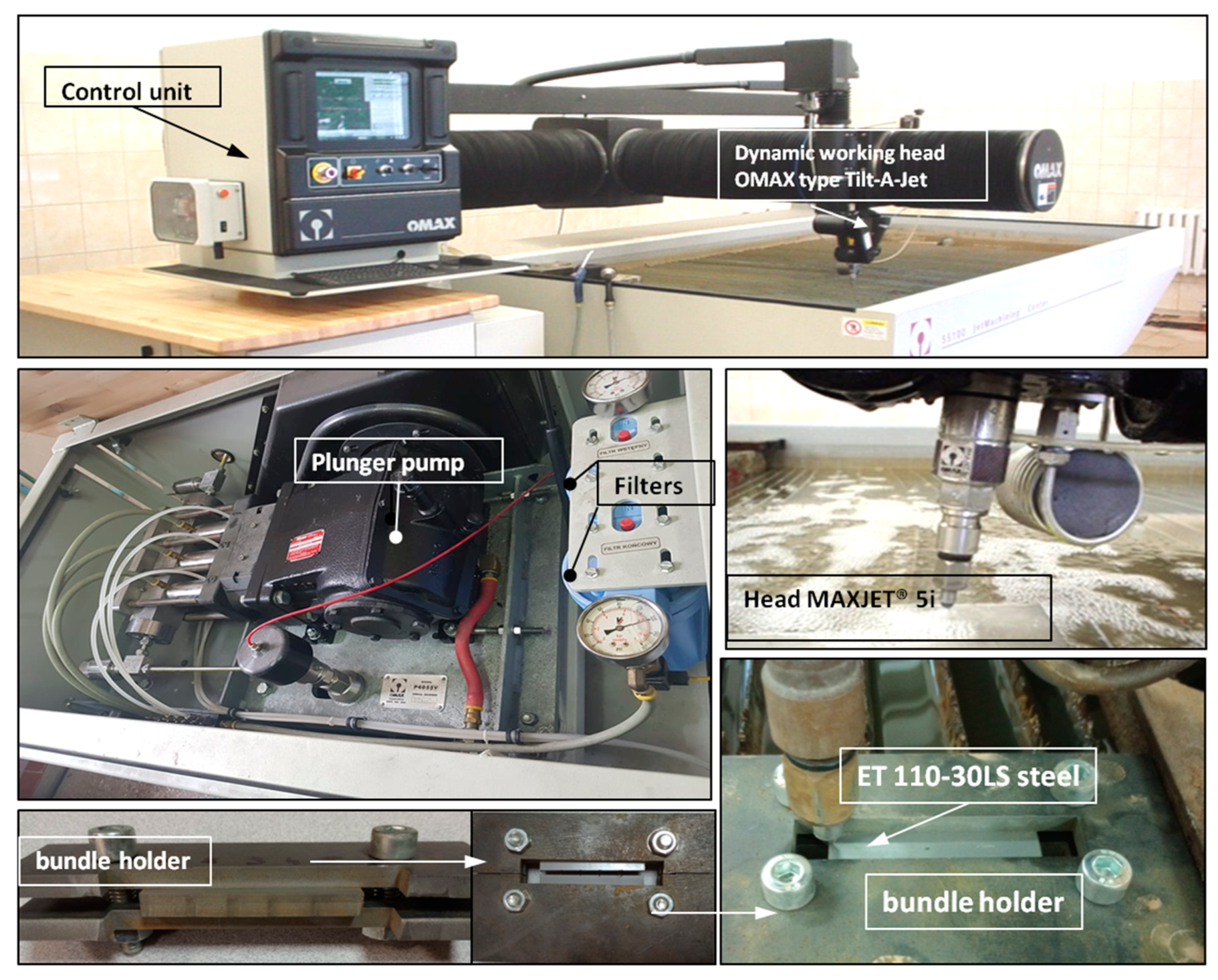
2.1.1. High-Pressure Abrasive Water Jet Cutting
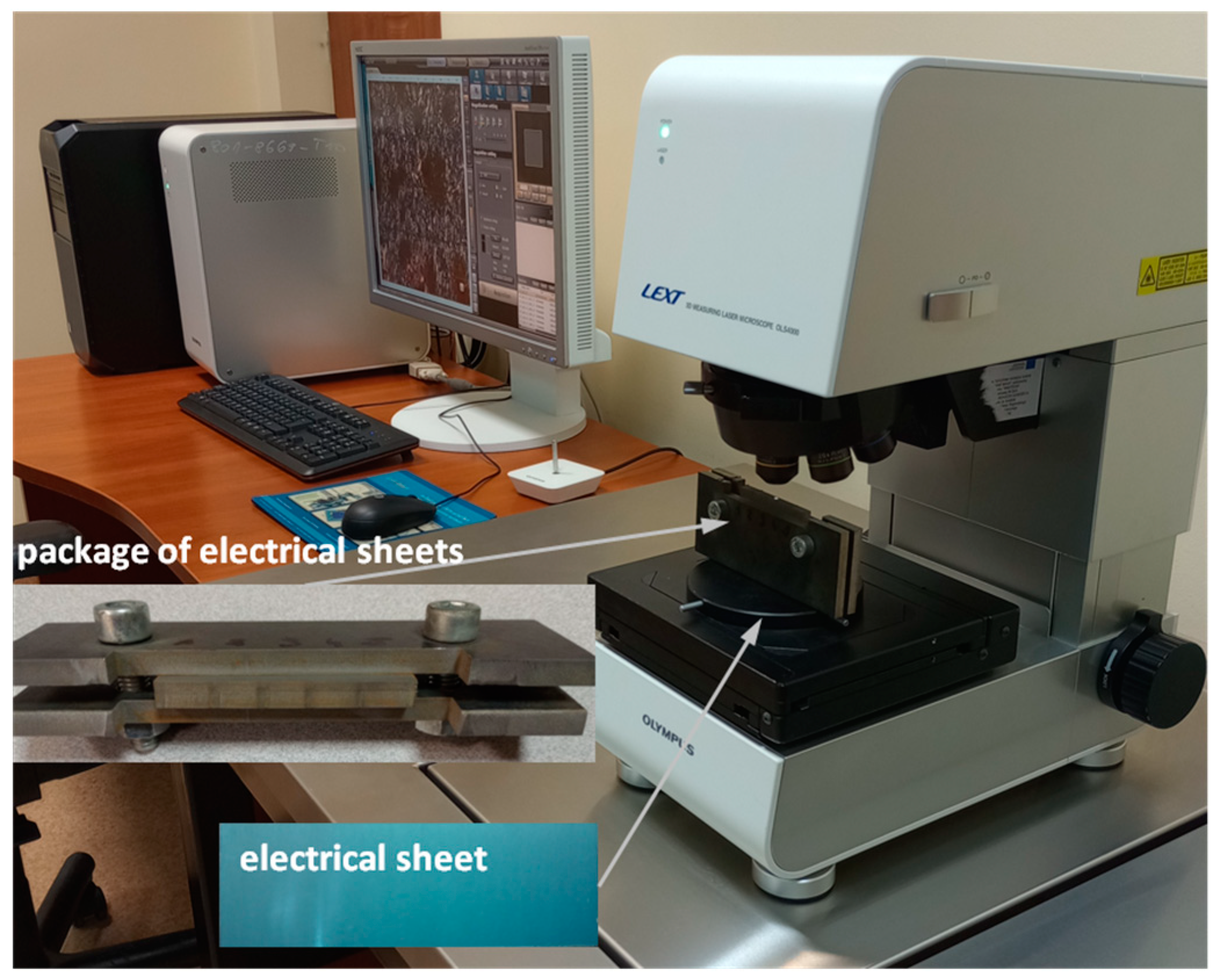
2.1.2. A Test Stand for Assessing the Geometric Structure of the Cut Surface and Shape Deviations of Individual Sheets and Their Bundles
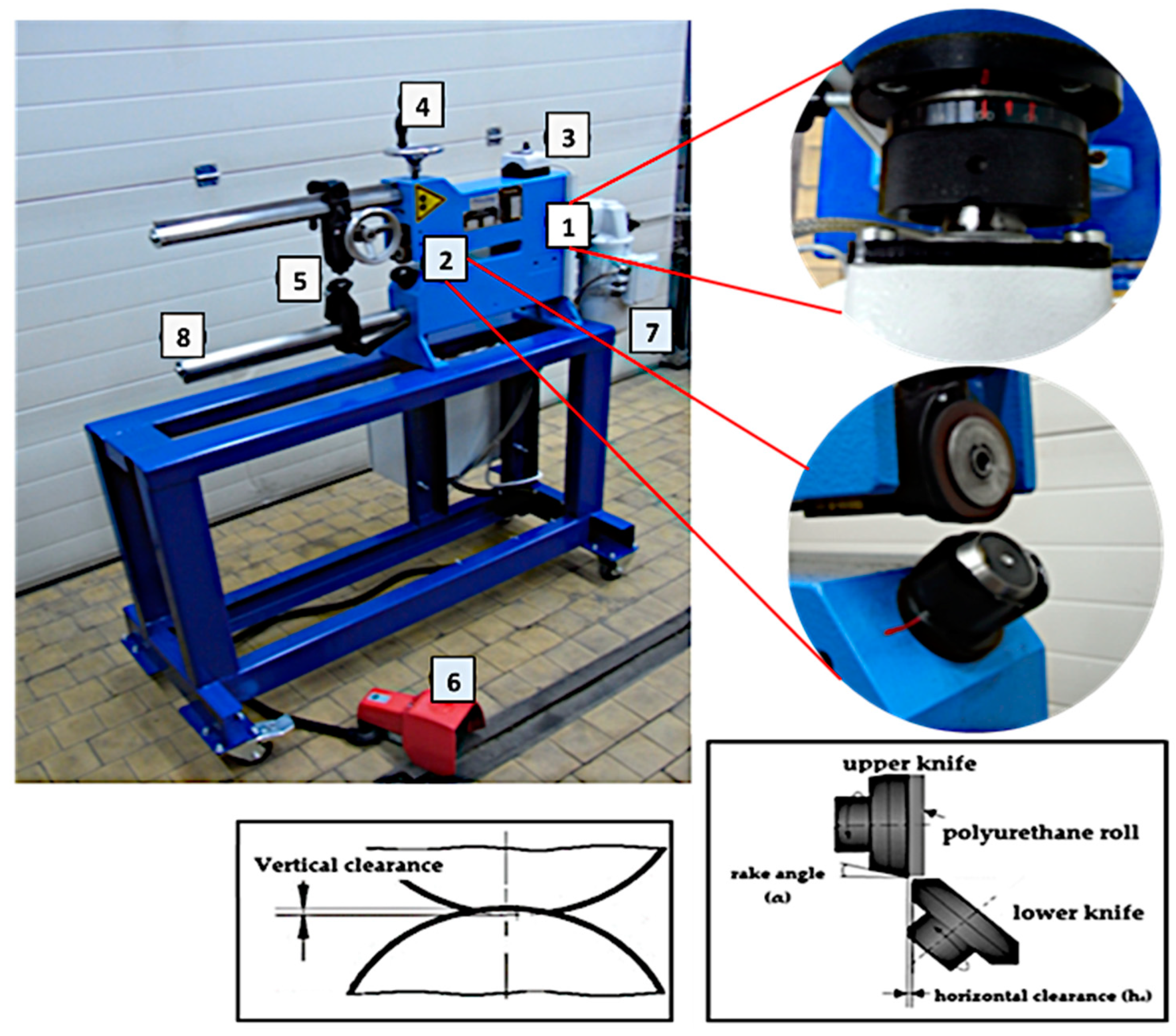
2.1.3. A Stand for Testing the Mechanical Cutting Process
2.2. Material Characteristics
2.3. Conditions and Course of the AWJ Process and Mechanical Cutting
3. Results
3.1. Experimental Research on the Process of Cutting Single Sheet Layers with a High-Pressure Abrasive Water Jet
3.2. Experimental Research on the Process of Cutting Electrical Sheet Bundles with a High-Pressure Abrasive Water Jet
3.3. Experimental Research on the Mechanical Cutting Process
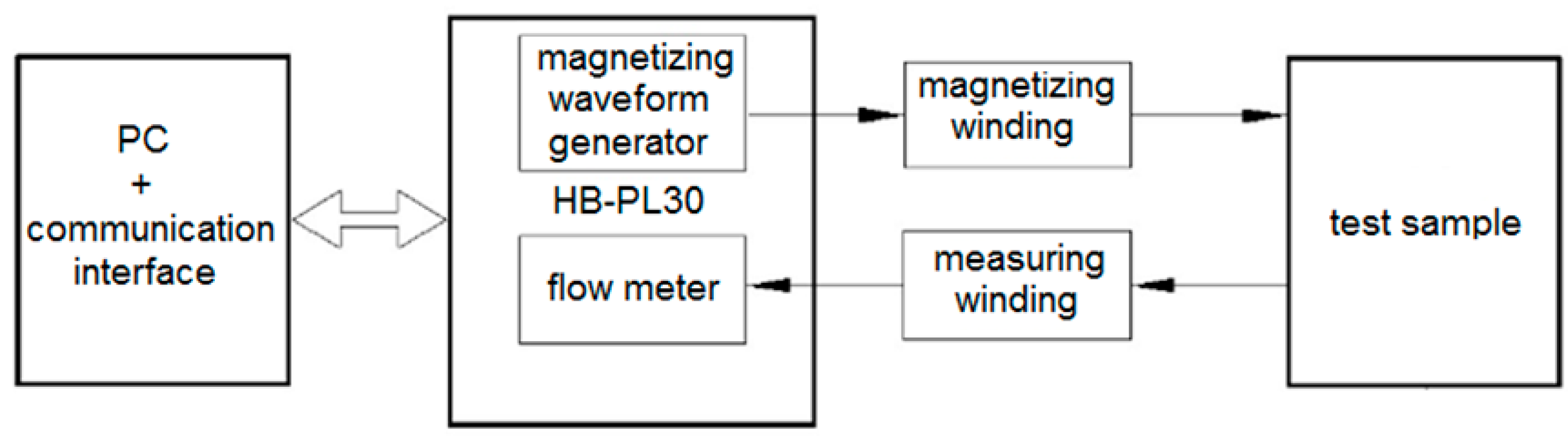
3.4. Magnetic Characteristics
4. Conclusions
- AWJ technology can economically cut complex-shaped details from electrical sheets through selecting key processing parameters. It’s suitable for cutting tiny dimensions.
- Different cutting speeds in high-pressure abrasive water jet technology allow complete material separation through adjusting the clearance between cutting tools and cutting speed in the mechanical cutting process.
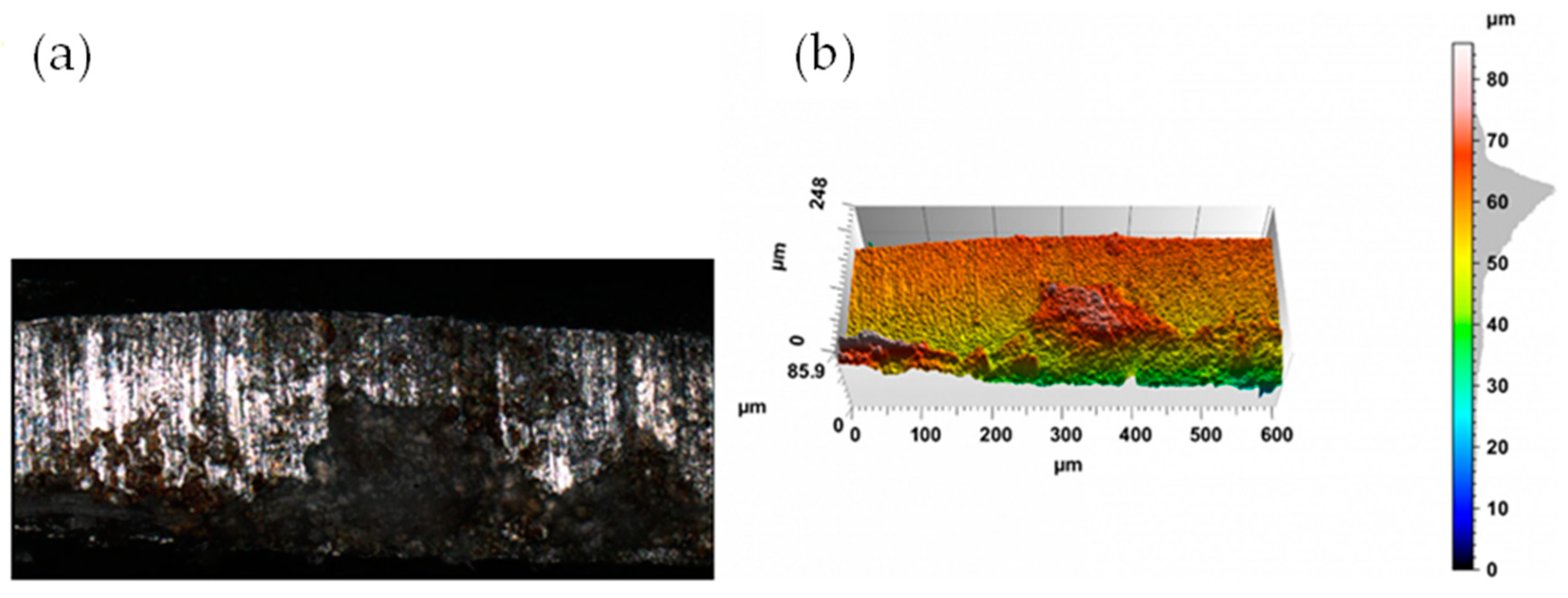
- Both AWJ and mechanical cutting processes create a zone subject to local deformation, which may adversely affect the micromechanical, microstructural, and magnetic properties of the workpiece near the cutting edge.
- The width of the cutting zone in high-pressure abrasive water jet cutting increases with speed. In mechanical cutting, it widens with both speed and clearance increments.
- AWJ significantly reduces the deformed zone compared to mechanical cutting, with reductions of about 42% at the lowest speed and 20% at the highest speed for single sheets. For sheet bundles, reductions reach approximately 54% at the lowest speed (64% for middle sheets) and around 25% (34% for middle sheets) at the highest speeds.
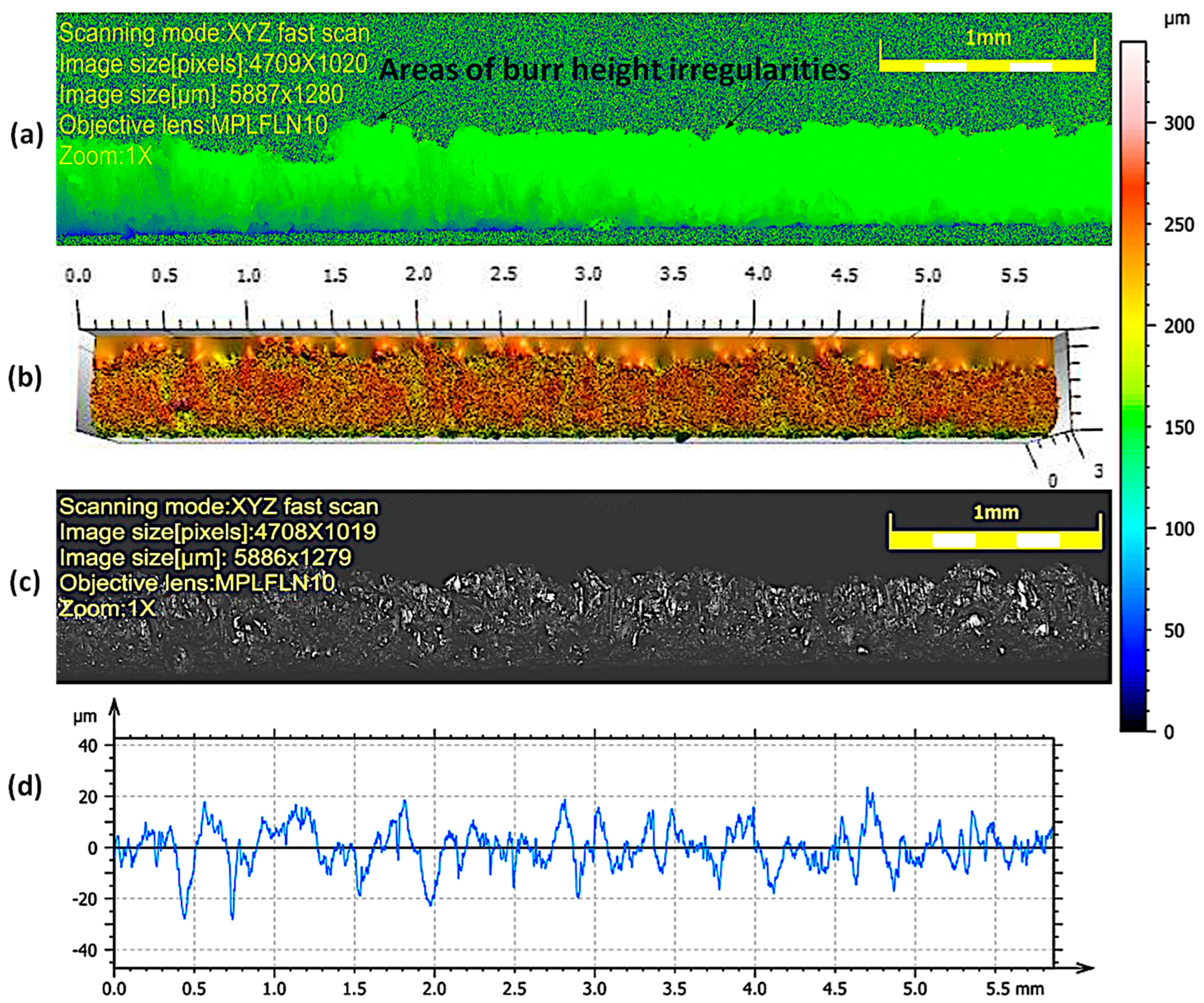
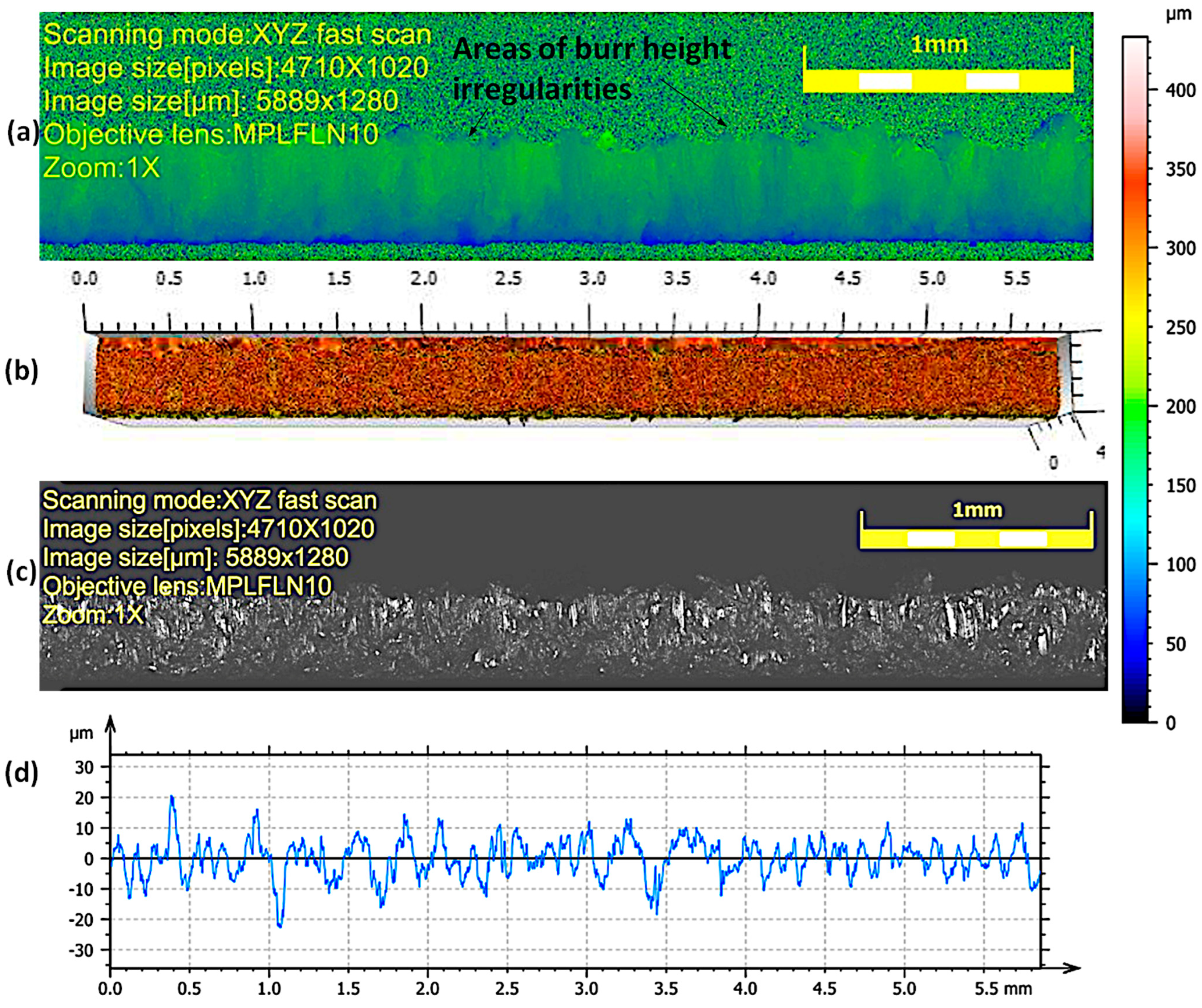
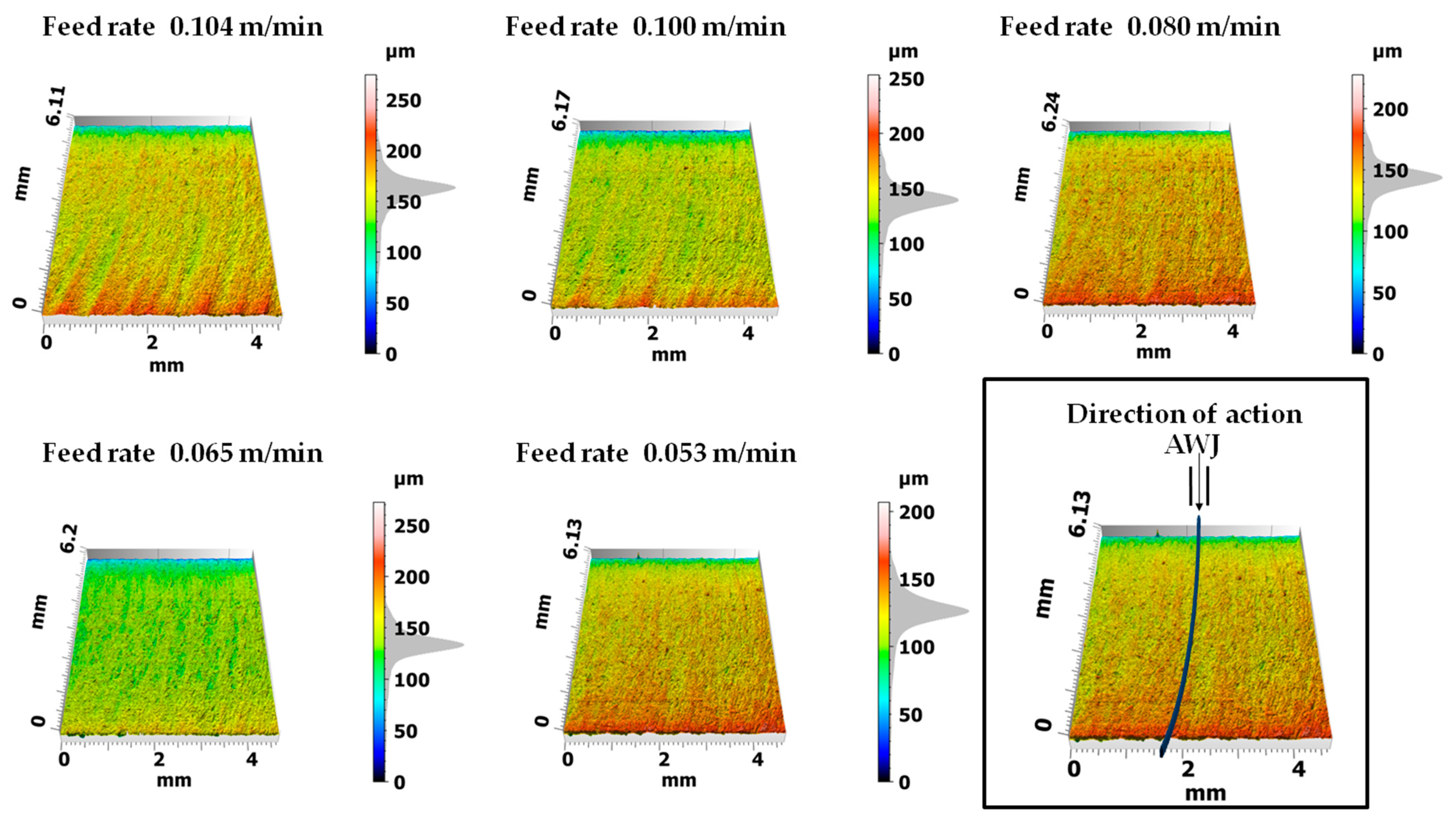
- When cutting sheets or bundles, AWJ creates uneven burrs on the sheet’s bottom, with the smallest height (29 µm) occurring in bundle cutting at the lowest speed.
- Across all 18 middle layers of the bundle (AWJ), the average burr height was less than 30 µm. In mechanical cutting, maintaining a minimum clearance value of 0.02 mm helps in reducing burr height.
- The high-pressure abrasive water jet cutting process causes the concentration of plastic deformations near the edge of the cutting surface and a smaller deformation zone than the mechanical cutting process, which reduces negative changes in the coercivity intensity and remanence induction. For mechanical cutting, when optimal processing parameters were used, there was an increase in remanence induction compared to the highest AWJ cutting speed.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jahangiri, M.R.; Bayani, H.; Ardestani, M.; Mehdizadeh, M. Core loss reduction in grain oriented silicon steel sheets by two-sided laser scribing in the presence of a magnetic field. J. Alloys Compd. 2022, 891, 162080. [Google Scholar] [CrossRef]
- Bayraktar, S.; Turgut, Y. Effects of different cutting methods for electrical steel sheets on performance of induction motors. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 232, 1287–1294. [Google Scholar] [CrossRef]
- Kurosaki, Y.; Mogi, H.; Fujii, H.; Kubota, T.; Shiozaki, M. Importance of punching and workability in non-oriented electrical steel sheets. J. Magn. Magn. Mater. 2008, 320, 2474–2480. [Google Scholar] [CrossRef]
- Steentjes, S.; Hameyer, K.; Vogt, S.; Bednarz, M.; Volk, W.; Dierdorf, J.; Hirt, G. Influence of material processing steps annealing and cutting on magnetic materials’ properties relevant for electrical machine design. In Proceedings of the Forming Technology Forum, Herrsching, Germany, 19–20 September 2013. [Google Scholar]
- Winter, K.; Liao, Z.; Ramanathan, R.; Axinte, D.; Vakil, G.; Gerada, C. How non-conventional machining affects the surface integrity and magnetic properties of non-oriented electrical steel. Mater. Des. 2021, 210, 110051. [Google Scholar] [CrossRef]
- Ghali Al-Rubaye, A.D. Characterization of Blanking Induced Magneto-Mechanical Cut Edge Defects in Non-Oriented Electrical Steel. Ph.D. Thesis, University of Sheffield, Anglia, UK, 2019. [Google Scholar]
- Kuo, C.C.; Liu, K.W.; Li, T.C.; Wu, D.Y.; Lin, B.T. Numerical simulation and optimization of fne-blanking process for copper alloy sheet. Int. J. Adv. Manuf. Technol. 2022, 119, 1283–1300. [Google Scholar] [CrossRef]
- Klocke, F.; Sweeney, K.; Raedt, H.W. Improved tool design for fine blanking through the application of numerical modeling techniques. J. Mater. Process. Technol. 2001, 115, 70–75. [Google Scholar] [CrossRef]
- Pyttel, T.; John, R.; Hoogen, M. A finite element based model for the description of aluminium sheet blanking. J. Mater. Process. Technol. 2000, 40, 1993–2002. [Google Scholar] [CrossRef]
- Hambli, R.; Reszka, M. Fracture criteria identification using an inverse technique method and banking experiment. Int. J. Mech. Sci. 2002, 44, 1349–1361. [Google Scholar] [CrossRef]
- Kwak, T.S.; Kim, Y.J.; Bae, W.B. Finite element analysis on the effect of die clearance on shear planes in fine blanking. J. Mater. Process. Technol. 2002, 130–131, 462–468. [Google Scholar] [CrossRef]
- Karnakis, D.; Fieret, J.; Rumsby, P.T.; Gower, M.C. Microhole drilling using reshaped pulsed Gaussian laser beams. Proc. SPIE Int. Soc. Opt. Eng. 2001, 4443, 150–158. [Google Scholar] [CrossRef]
- Sotnikov, A.; Laux, H.; Stritzker, B. Experimental and Numerical Optimization of Beam Shapes for Short-Pulse Ultraviolet Laser Cutting Processing. Phys. Procedia 2010, 5, 137–146. [Google Scholar] [CrossRef]
- Palanisamy, C.; Efzan, M.N.E. CO2 laser cutting of glass fibre reinforced polimer composite. ARPN J. Eng. Appl. Sci. 2022, 17, 1414–1418. [Google Scholar]
- Petousis, M.; Ninikas, K.; Vidakis, N.; Mountakis, N.; Kechagias, J.D. Multifunctional PLA/CNTs nanocomposites hybrid 3D printing integrating material extrusion and CO2 laser cutting. J. Manuf. Process. 2023, 86, 237–252. [Google Scholar] [CrossRef]
- Krenicky, T.; Servatka, M.; Gaspar, S.; Mascenik, J. Abrasive Water Jet Cutting of HardoxSteels—Quality Investigation. Processes 2020, 8, 1652. [Google Scholar] [CrossRef]
- Bañon, F.; Sambruno, A.; Batista, M.; Bartolome, S.; Jorge, S. Study of the surface quality of carbon fiber–reinforced thermoplastic matrix composite (CFRTP) machined by abrasive water jet (AWJM). Int. J. Adv. Manuf. Technol. 2020, 107, 3299–3313. [Google Scholar] [CrossRef]
- Sutowska, M.; Łukianowicz, C.; Szada-Borzyszkowska, M. Sequential Smoothing Treatment of GlassWorkpieces Cut by Abrasive Water Jet. Materials 2022, 15, 6894. [Google Scholar] [CrossRef]
- Abdullah, R.; Mahrous, A.; Barakat, A.; Zhou, Z. Surface quality of marble machined by abrasive water jet. Cogent. Eng. 2016, 3, 1178626. [Google Scholar] [CrossRef]
- Supriya, S.B.; Srinivas, S. Machinability Studies on Stainless Steel by Abrasive Water Jet—Review. Mater. Today Proc. 2018, 5, 2871–2876. [Google Scholar] [CrossRef]
- Sureban, R.; Kulkarni, V.N.; Gaitonde, V. Modern optimization techniques for advanced machining processes—A review. Mater. Today Proc. 2019, 18, 3034–3042. [Google Scholar] [CrossRef]
- Xiong, J.; Wan, L.; Qian, Y.; Sun, S.; Li, D.; Wu, S. A new strategy for improving the surface quality of Ti6Al4V machined by abrasive water jet: Reverse cutting with variable standoff distances. Int. J. Adv. Manuf. Technol. 2022, 120, 5339–5350. [Google Scholar] [CrossRef]
- Dems, M.; Gmyrek, Z.; Komeza, K. Analytical Model of an Induction Motor Taking into Account the Punching Process Influence on the Material Properties’ Change of Lamination. Energies 2021, 14, 2459. [Google Scholar] [CrossRef]
- (Paltanea), V.M.; Paltanea, G.; Ferrara, E.; Nemoianu, I.V.; Fiorillo, F.; Gavrila, H. Influence of mechanical and water-jet cutting on the dynamic magnetic properties of NO Fe-Si steels. J. Magn. Magn. Mater. 2020, 499, 166257. [Google Scholar] [CrossRef]
- Spadło, S.; Krajcarz, D. Podstawowe parametry charakteryzujące proces cięcia wysokociśnieniową strugą wodno-ścierną. Autobusy Tech. Eksploat. Syst. Transp. 2018, 19, 654–657. (In Polish) [Google Scholar]
- Wilczyński, W. Wpływ technologii na właściwości magnetyczne rdzeni maszyn elektrycznych. IEI 2003, 215, 6–187. (In Polish) [Google Scholar]
- Hloch, S.; Valíček, J. Topographical anomaly on surfaces created by abrasive waterjet. Int. J. Adv. Manuf. Technol. 2012, 59, 593–604. [Google Scholar] [CrossRef]
- Valíček, J.; Hloch, S.; Kozak, D. Surface geometric parameters proposal for the advanced control of abrasive waterjet technology. Int. J. Adv. Manuf. Technol. 2009, 41, 323–328. [Google Scholar] [CrossRef]
- Kacalak, W.; Szafraniec, F.; Lipiński, D.; Rypina, Ł.; Banaszek, K. Modeling and Analysis of Micro-Grinding Processes with the Use of Grinding Wheels with a Conical and Hyperboloid Active Surface. Materials 2022, 15, 5751. [Google Scholar] [CrossRef]
- Rypina, Ł.; Lipiński, D.; Banaszek, K.; Kacalak, W.; Szafraniec, F. Influence of the Geometrical Features of the Cutting Edges of Abrasive Grains on the Removal Efficiency of the Ti6Al4V Titanium Alloy. Materials 2022, 15, 6189. [Google Scholar] [CrossRef]
- Lipiński, D.; Rypina, Ł.; Banaszek, K. Analysis of the Cutting Abilities of the Multilayer Grinding Wheels—Case of Ti-6Al-4V Alloy Grinding. Materials 2021, 15, 22. [Google Scholar] [CrossRef]
- Karmiris-Obratański, P.; Kudelski, R.; Karkalos, N.E.; Markopoulos, A.P. Determination of the Correlation between Process Parameters and Kerf Characteristics in Abrasive Waterjet Milling of High Strength 7075-T6 Aluminum Alloy. Procedia Manuf. 2020, 51, 812–817. [Google Scholar] [CrossRef]
- Krajcarz, D.; Bańkowski, D.; Młynarczyk, P. The Effect of Traverse Speed on Kerf Width in AWJ Cutting of Ceramic Tiles. Procedia Eng. 2017, 192, 469–473. [Google Scholar] [CrossRef]
- ASTM A976; Standard Classification of Insulating Coatings for Electrical Steels by Composition. Relative Insulating Ability and Application. ASTM International (ASTM): West Conshohocken, PA, USA, 2018.
- Kovasiipi, S. Potential of Multilayer Punching of Electrical Steel Components. Master’s Thesis, LUT University, LUT School of Energy Systems LUT Mechanical Engineering, Lahti, Finland, 2021. [Google Scholar]
- Perec, A. Multiple Response Optimization of Abrasive Water Jet Cutting Process using Response Surface Methodology (RSM). Procedia Comput. Sci. 2021, 192, 931–940. [Google Scholar] [CrossRef]
- Perec, A.; Musial, W.; Prazmo, J.; Sobczak, R.; Radomska-Zalas, A.; Fajdek-Bieda, A.; Nagnajewicz, S.; Pude, F. Multi-criteria Optimization of the Abrasive Waterjet Cutting Process for the High-Strength and Wear-Resistant Steel Hardox®500. In Advances in Water Jetting; Klichová, D., Sitek, L., Hloch, S., Valentinčič, J., Eds.; Springer International Publishing: Cham, Switzerland, 2021; pp. 145–154. [Google Scholar]
- Boehm, L.; Hartmann, C.; Gilch, I.; Stoecker, A.; Kawalla, R.; Wei, X.; Hirt, G.; Heller, M.; Korte-Kerzel, S.; Leuning, N.; et al. Grain Size Influence on the Magnetic Property Deterioration of Blanked Non-Oriented Electrical Steels. Materials 2021, 14, 7055. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Rm [MPa] | Rp0.2 [MPa] | Density [kg/m3] | Fm [kN] | Ag [%] | Hardness [HB] | Hardness [HV] |
|---|---|---|---|---|---|---|
| 337 | 314 | 7800 | 0.96 | 10.94 | 157 | 164 |
| Parameters | Values |
|---|---|
| Water jet pressure, MPa | 366.8 |
| Abrasive mass flow rate, kg/min | 0.256 |
| Water jet orifice diameter, mm | 0.38 |
| Focusing tube diameter, mm | 0.76 |
| Standoff distance, mm | 1.65 |
| Parameters | Values |
|---|---|
| Slitting velocity v, m/min | 3−32 |
| Horizontal clearance hc, mm | 0.02−0.1 |
| Rake angle α, ◦ | 7 |
| Vertical clearance cv, mm | 0.1 |
| lp | Pressure p, MPa | Feed Rate, m/min | Burr Height hz, µm | Deformation-Affected Zone Dmz, µm |
|---|---|---|---|---|
| 1 | 366 | 0.774 | 62 | 66 |
| 2 | 0.972 | 91 | 71 | |
| 3 | 1.290 | 102 | 82 | |
| 4 | 1.854 | 115 | 88 | |
| 5 | 2.052 | 128 | 91 |
| lp | Pressure p, MPa | Feed Rate, m/min | Height of a Burr hz20, µm | Deformation Zone Dmz20, µm | Height of a burr hz18, µm | Deformation Zone Dmz18, µm |
|---|---|---|---|---|---|---|
| 1 | 366 | 0.053 | 29 | 52 | 19.2 | 40 |
| 2 | 0.065 | 49 | 62 | 24.2 | 44 | |
| 3 | 0.080 | 64 | 56 | 26.7 | 52 | |
| 4 | 0.100 | 67 | 82 | 27.4 | 60 | |
| 5 | 0.104 | 72 | 84 | 28.2 | 74 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Szada-Borzyszkowska, M.; Kacalak, W.; Bohdal, Ł.; Szada-Borzyszkowski, W. Analysis of the Process and Results of High-Pressure Abrasive Water Jet Multilayer Cutting of Electrical Steel. Materials 2024, 17, 94. https://doi.org/10.3390/ma17010094
Szada-Borzyszkowska M, Kacalak W, Bohdal Ł, Szada-Borzyszkowski W. Analysis of the Process and Results of High-Pressure Abrasive Water Jet Multilayer Cutting of Electrical Steel. Materials. 2024; 17(1):94. https://doi.org/10.3390/ma17010094
Chicago/Turabian StyleSzada-Borzyszkowska, Monika, Wojciech Kacalak, Łukasz Bohdal, and Wiesław Szada-Borzyszkowski. 2024. "Analysis of the Process and Results of High-Pressure Abrasive Water Jet Multilayer Cutting of Electrical Steel" Materials 17, no. 1: 94. https://doi.org/10.3390/ma17010094