
High-Performance Materials Improve the Early Shrinkage, Early Cracking, Strength, Impermeability, and Microstructure of Manufactured Sand Concrete

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
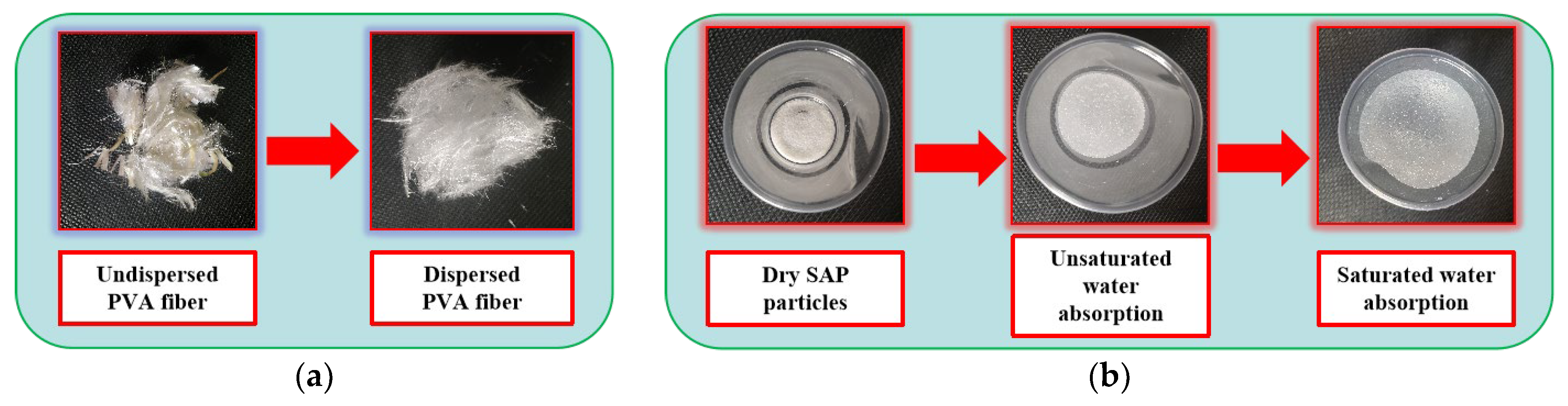
2.2. Methods and Mixtures
2.3. Testing
2.3.1. Shrinkage and Crack Tests
2.3.2. Mechanical Properties and Impermeability
2.3.3. Nuclear Magnetic Resonance (NMR) Tests
2.3.4. Microstructure Test
3. Results and Analysis
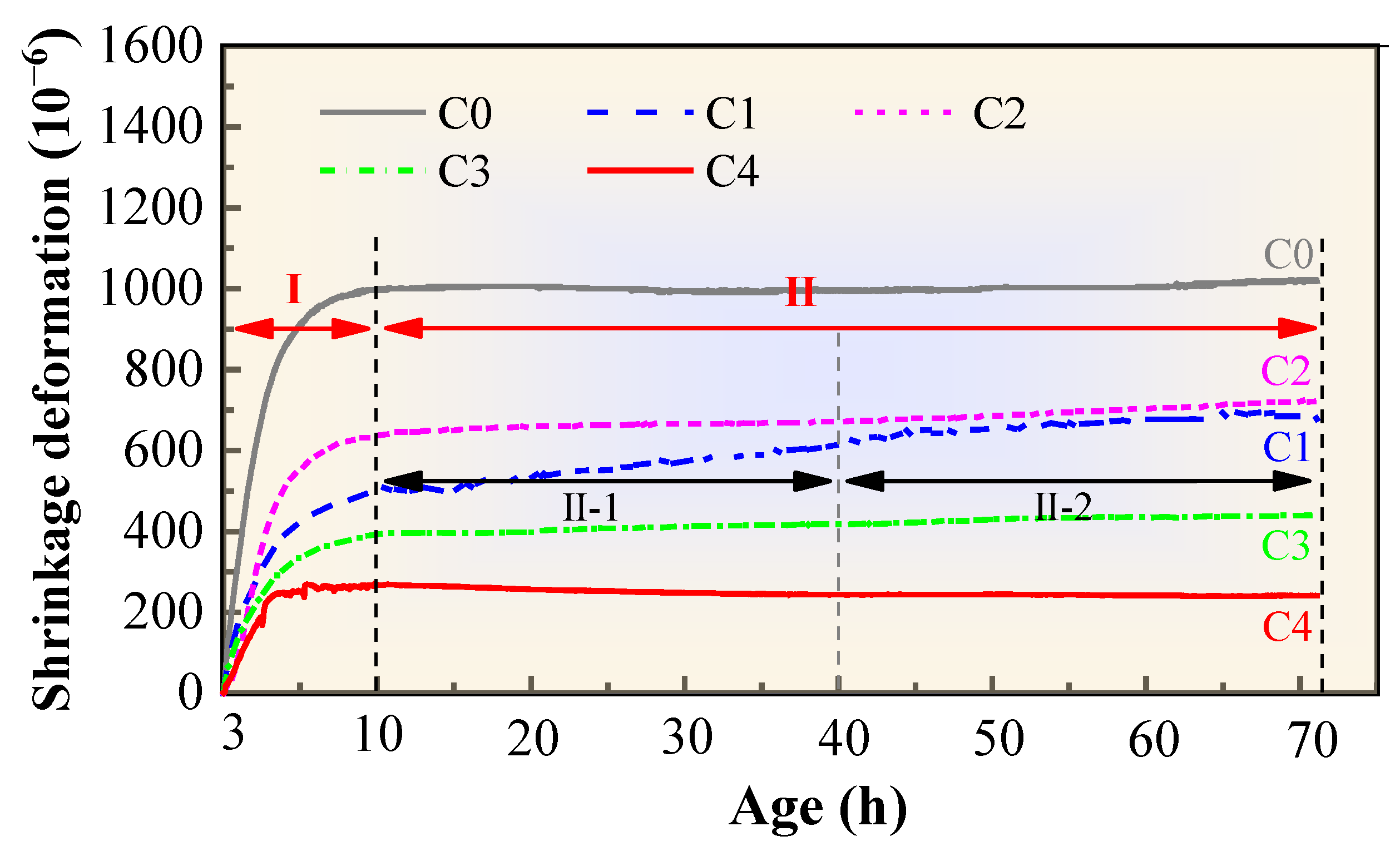
3.1. Shrinkage
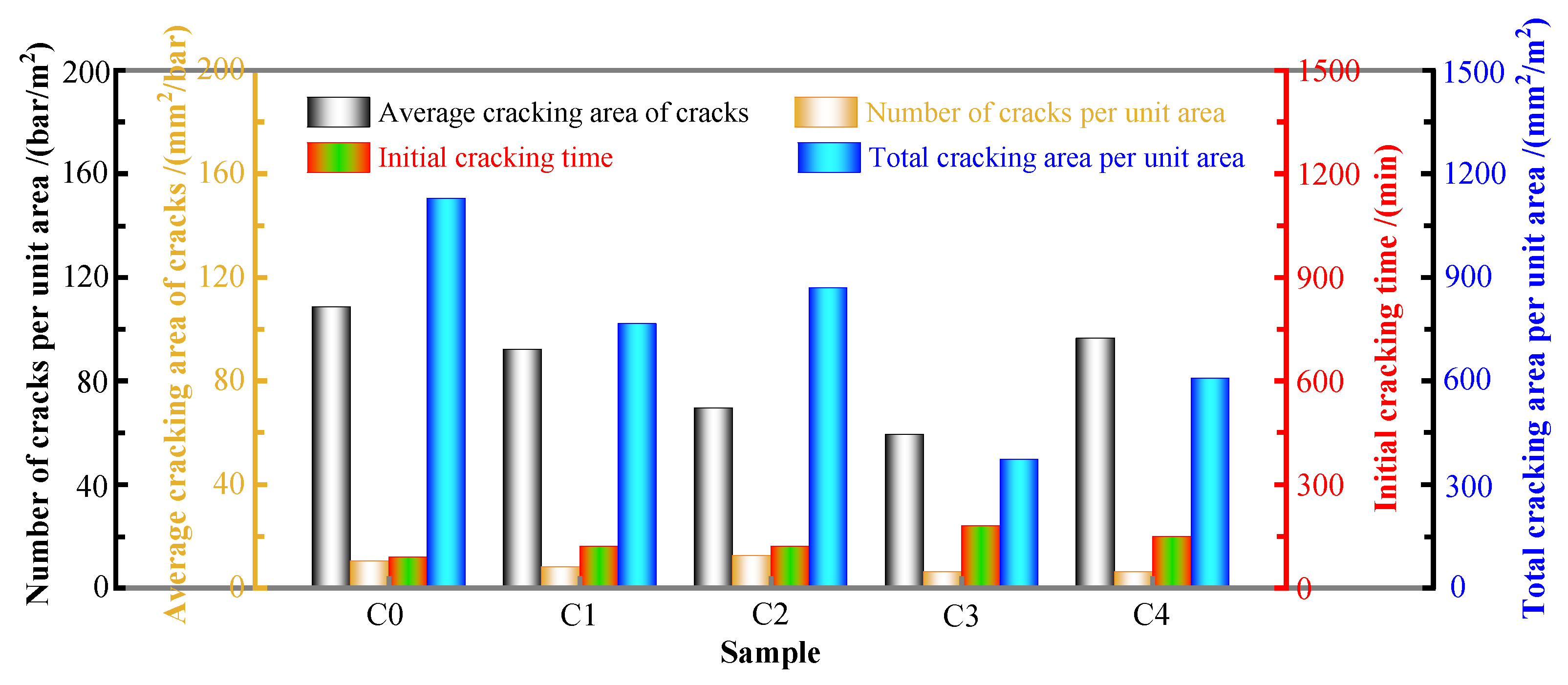
3.2. Cracking
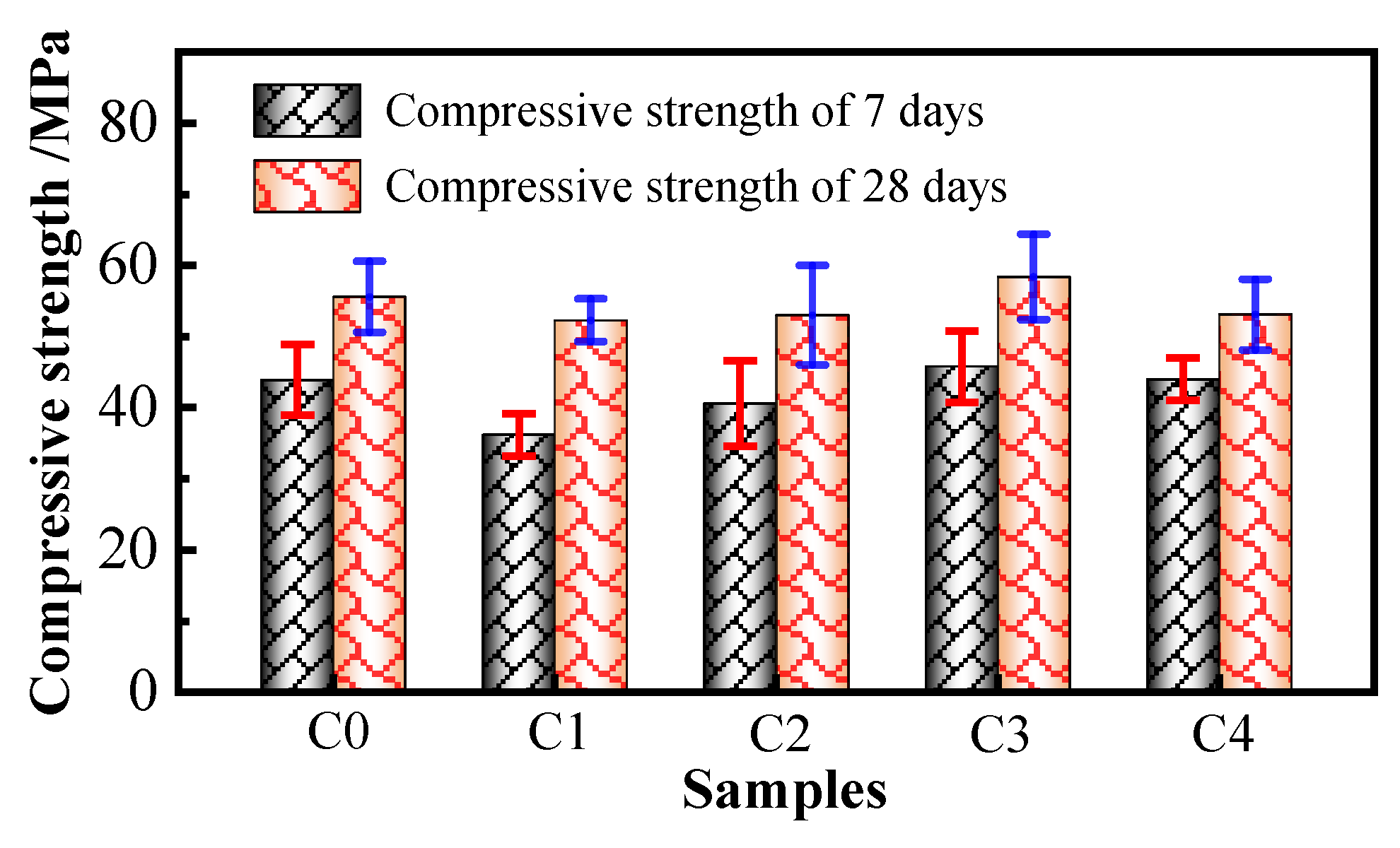
3.3. Compressive Strength
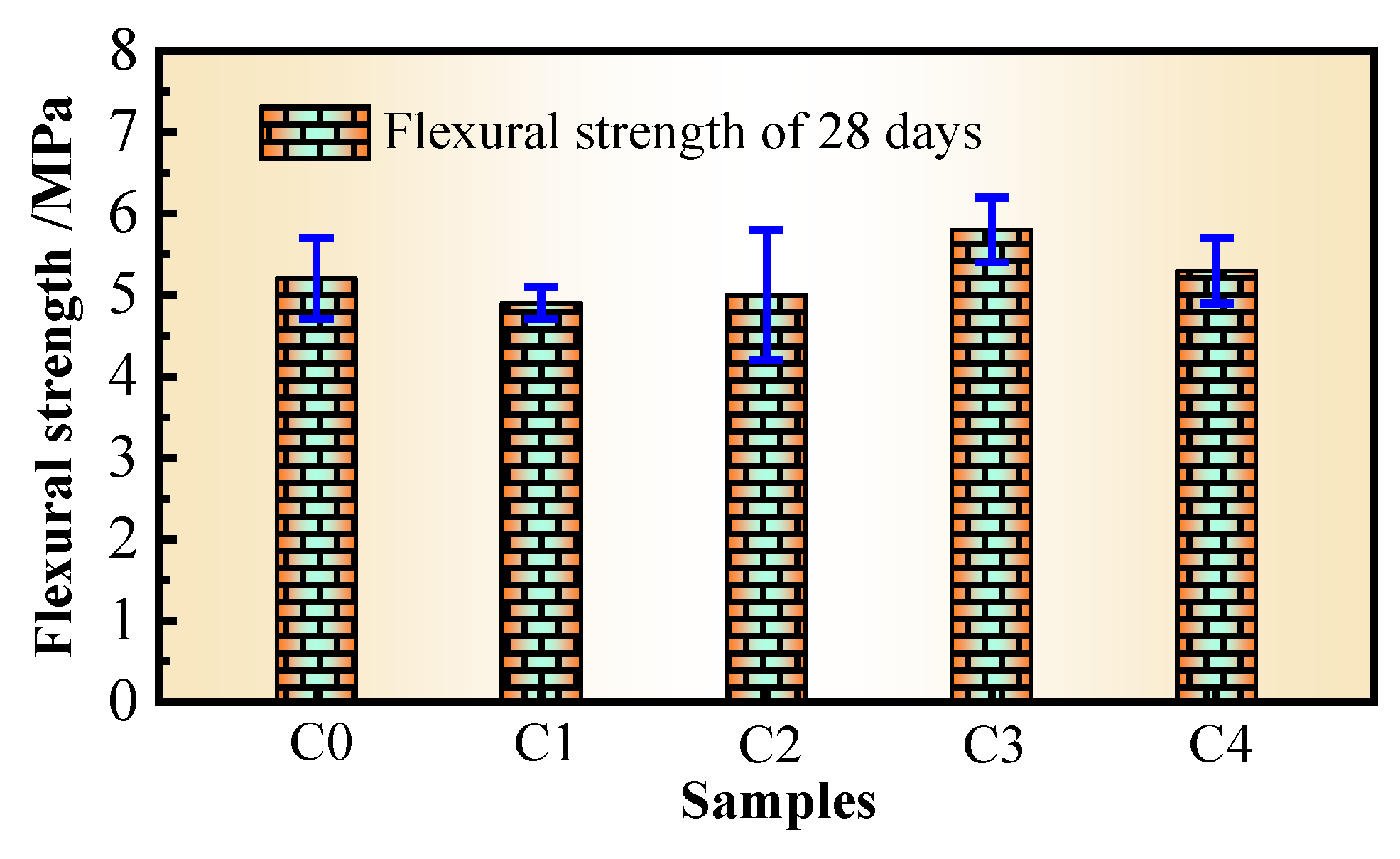
3.4. Flexural Strength
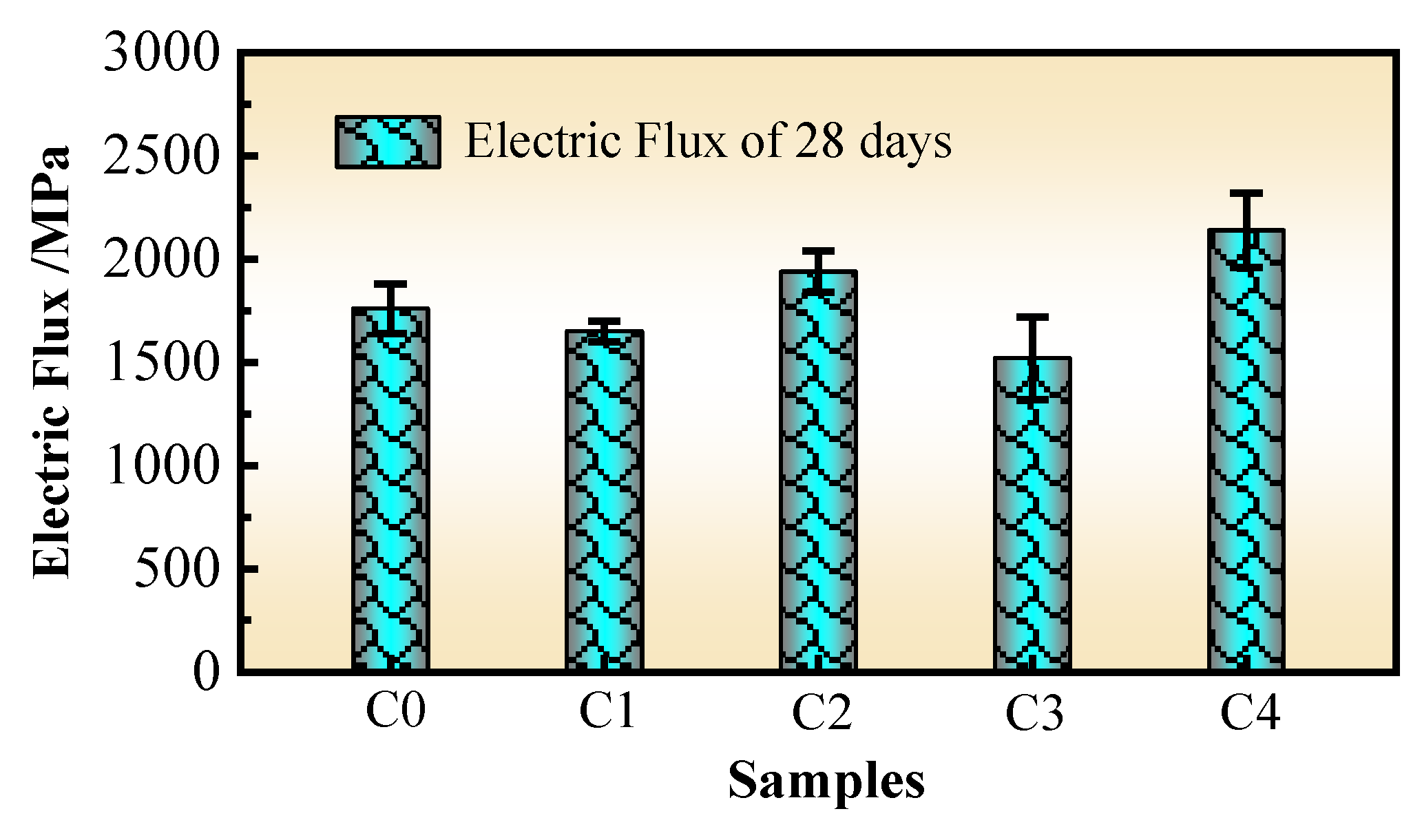
3.5. Electric Flux
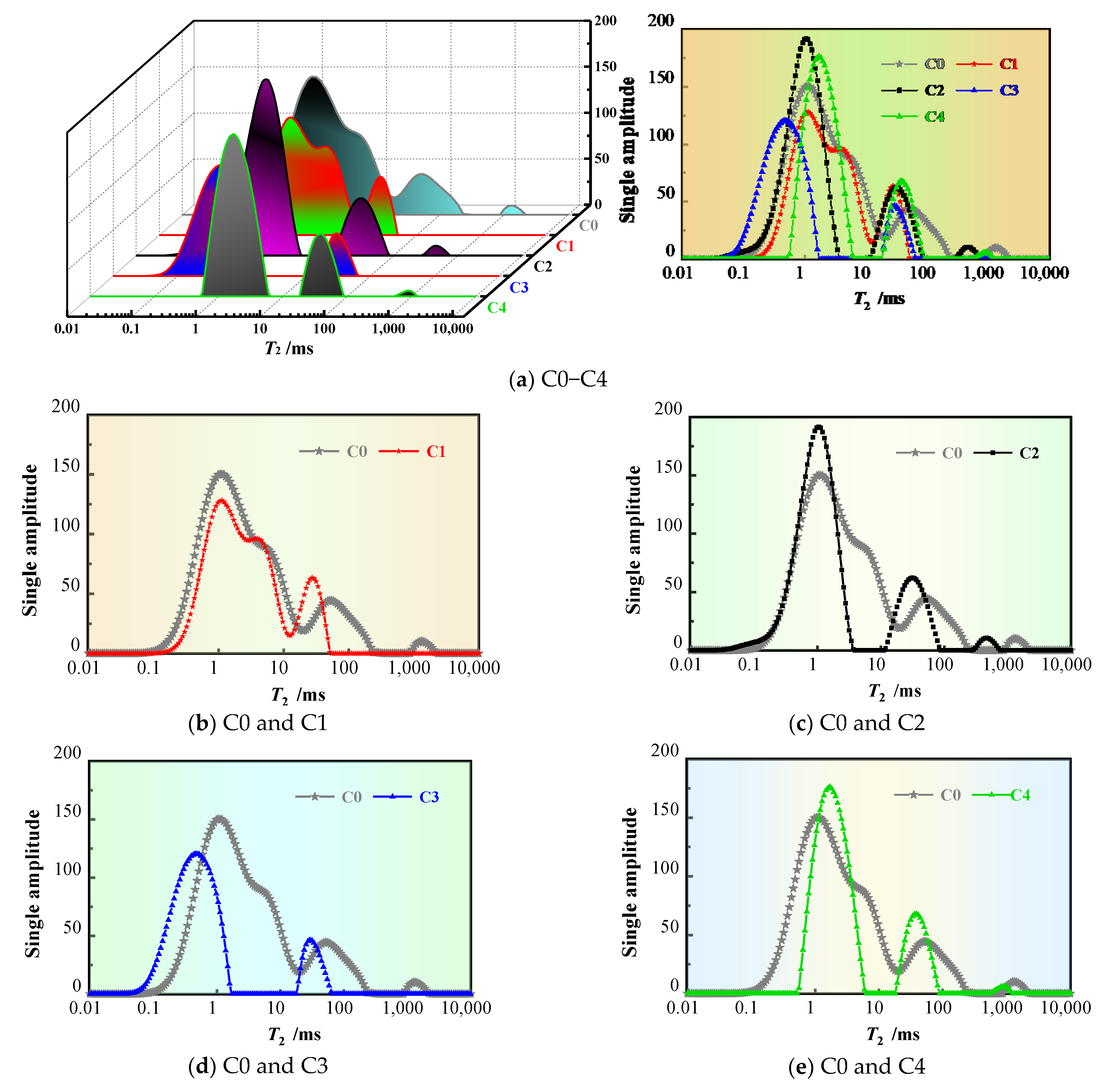
3.6. Nuclear Magnetic Resonance
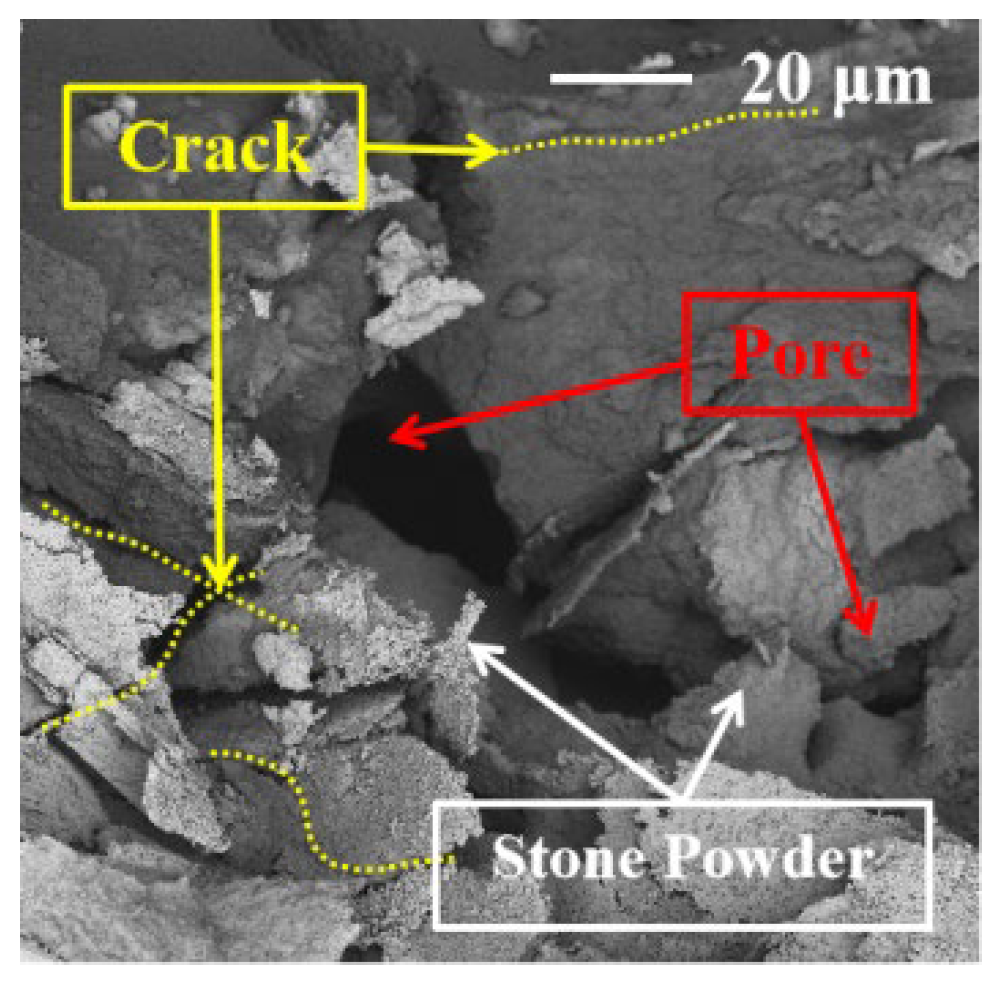
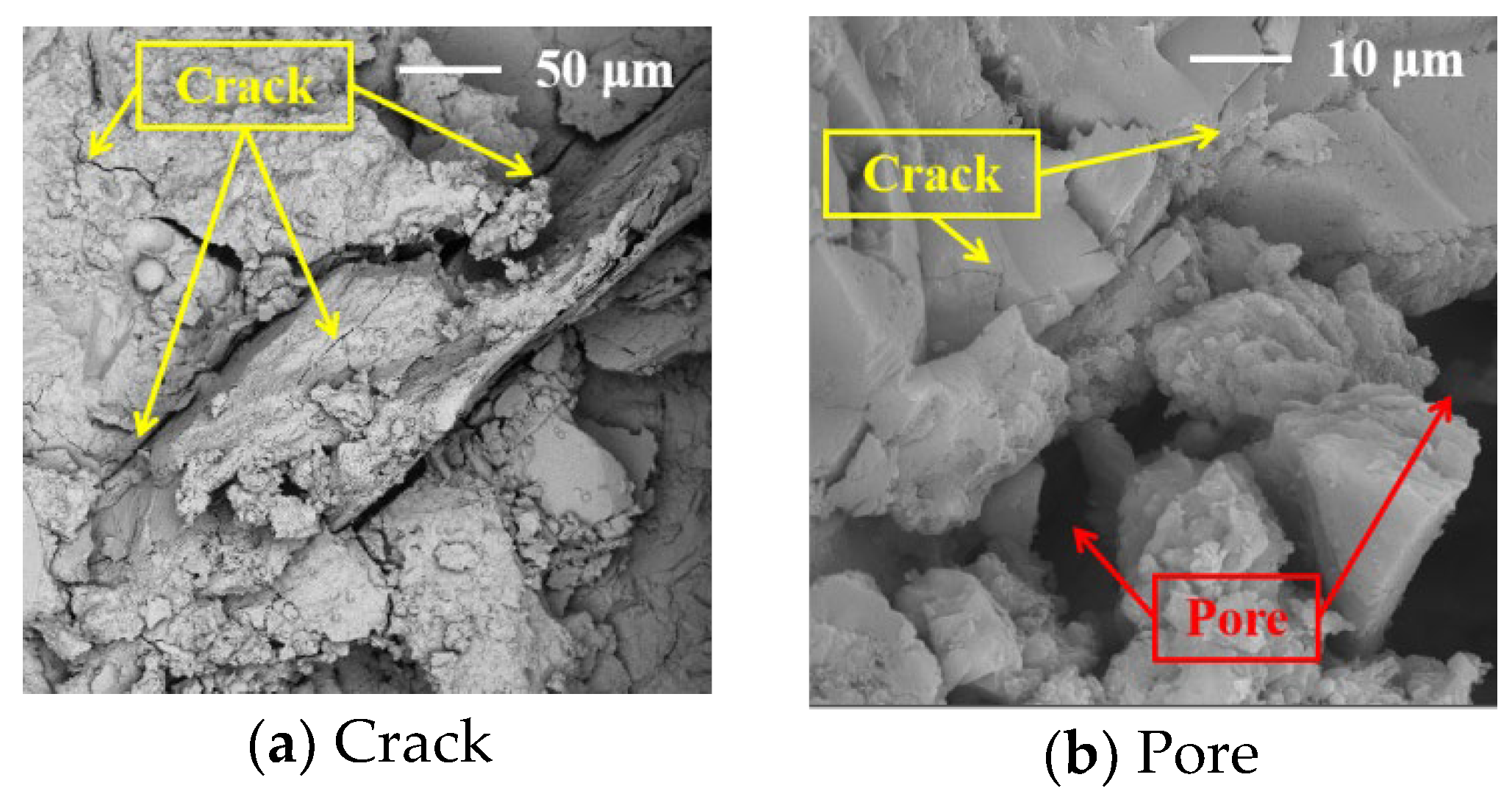
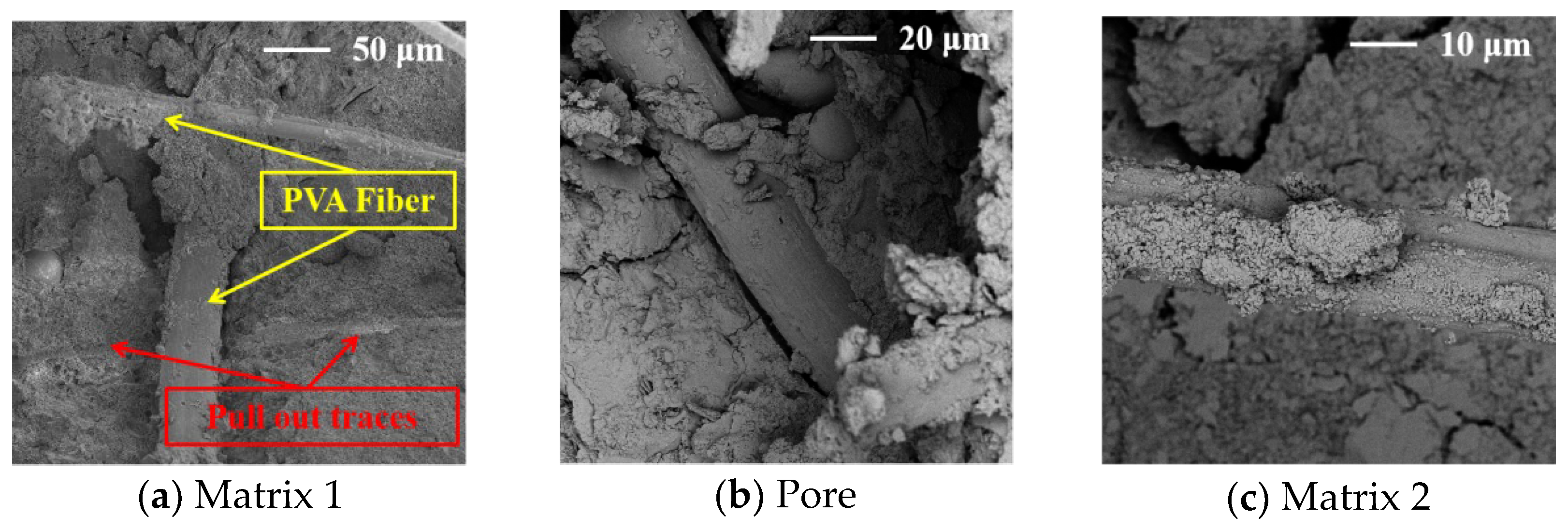
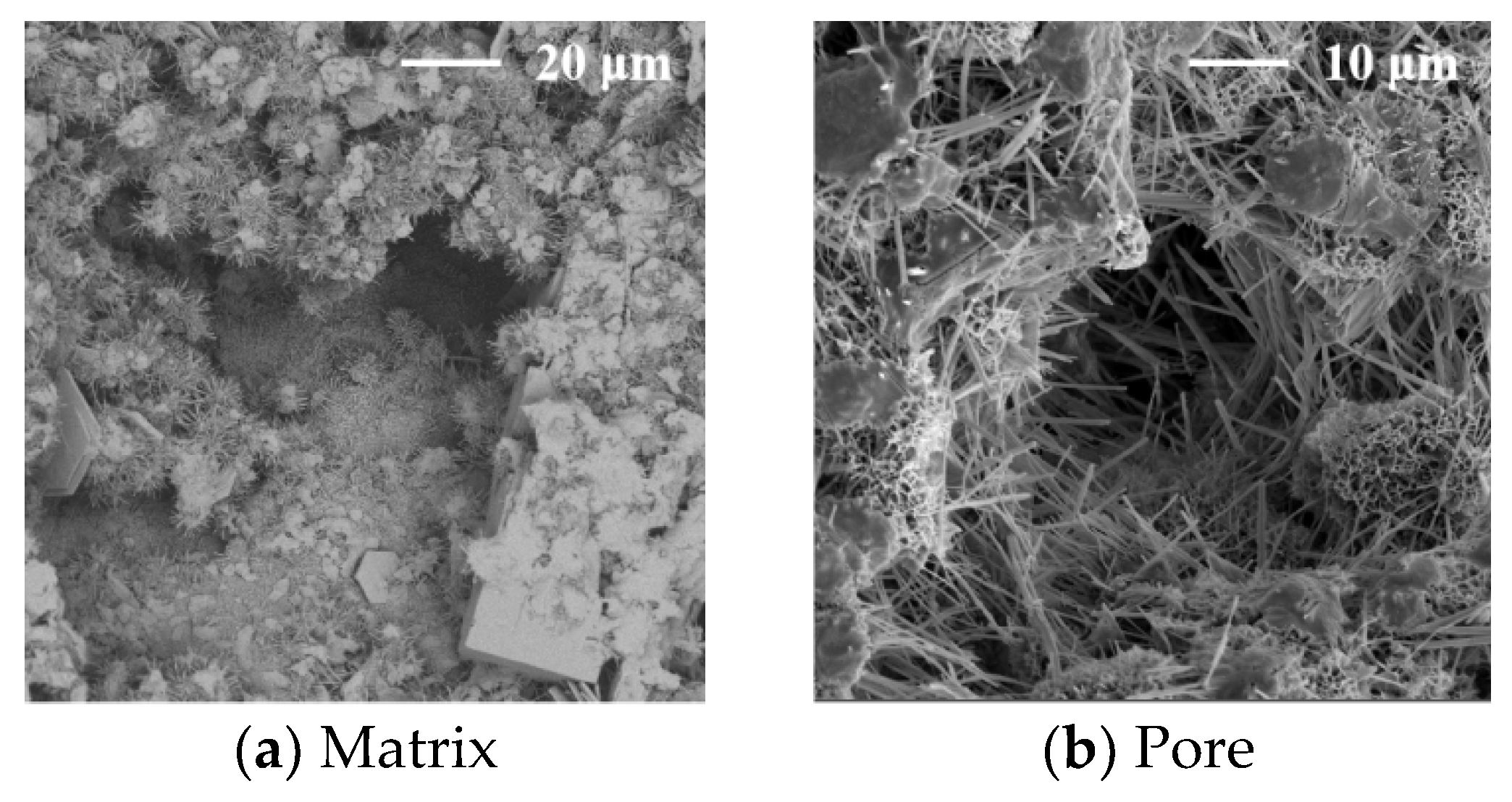
3.7. Scanning Electron Microscopy
4. Conclusions
- The incorporation of the FS, SRA, PVA fibers, and SAP can inhibit the shrinkage and cracking of the concrete at an early age. Among them, the pre-absorbent SAP has the greatest effect on reducing the early shrinkage, and the shrinkage strain can be reduced by 76.49%. The effect of PVA fibers on inhibiting early cracking was the most obvious, and the total cracking area was reduced by 66.91%;
- The incorporation of the FS can improve the particle gradation and the pore structure and improve its compactness. The shrinkage rate and cracking area of the FS concrete decreased by 33.66% and 32.22%, but the changes in the strength and impermeability did not seem to be obvious;
- The SRA can reduce the early-age shrinkage and cracking risk, but it will lead to significant decreases in the later strength and impermeability of the high-volume-SP concrete. The shrinkage rate and cracking area of the SRA concrete decreased by 29.76% and 23.02%, and the fcu and ff values and electric flux increased by −6.47%, 3.85%, and 10.25%;
- The incorporation of PVA fibers will not only improve the early-age crack resistance and reduce the shrinkage of the concrete but also lead to improvements in the later strength and impermeability of the concrete. The shrinkage rate and cracking area of the PVA concrete decreased by 57.07% and 66.91%, and the fcu and ff values and electric flux increased by 5.04%, 11.59%, and −10.25%;
- The shrinkage rate and cracking area of the SAP concrete decreased by 76.49% and 46.16%, and the fcu and ff values and electric flux increased by −4.5%, 1.92%, and 21.59%. The water absorption and release characteristics of the SAP can promote the rapid formation of Aft at an early age, and the expansion and filling effect of the Aft can improve the early shrinkage, early cracking, and early strength of the concrete. However, the water pre-absorbed by the SAP is completely released with increasing age, and the volume of the Aft that is generated is not enough to compensate for the decrease in the volume associated with the SAP water loss, which leads to significant decreases in the strength and impermeability of the high-volume-SP concrete.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, T.; Zhu, L.H.; Yu, B.T.; Li, T. Experimental Studies to Investigate Efficacies of Granite Porphyry Powder as Homologous Manufactured Sand Substitute. J. Adv. Concr. Technol. 2023, 21, 307–321. [Google Scholar]
- Shen, W.G.; Liu, Y.; Wang, Z.W.; Cao, L.H.; Wu, D.L.; Wang, Y.J.; Ji, X.L. Influence of manufactured sand’s characteristics on its concrete performance. Constr. Build. Mater. 2018, 172, 574–583. [Google Scholar] [CrossRef]
- Shen, W.G.; Yang, Z.G.; Cao, L.H.; Cao, L.; Liu, Y. Characterization of manufactured sand: Particle shape, surface texture and behavior in concrete. Constr. Build. Mater. 2016, 114, 595–601. [Google Scholar] [CrossRef]
- Li, H.J.; Huang, F.L.; Cheng, G.Z.; Xie, Y.J.; Tan, Y.B.; Li, L.X.; Yi, Z.L. Effect of granite dust on mechanical and some durability properties of manufactured sand concrete. Constr. Build. Mater. 2016, 109, 41–46. [Google Scholar] [CrossRef]
- Nanthagopalan, P.; Santhanam, M. Fresh and hardened properties of self-compacting concrete produced with manufactured sand. Cem. Concr. Compos. 2011, 33, 353–358. [Google Scholar] [CrossRef]
- Celik, T.; Marar, K. Effects of crushed stone dust on some properties of concrete. Cem. Concr. Res. 1996, 26, 1121–1130. [Google Scholar] [CrossRef]
- Ahmed, A.E.; El-Kourd, A.A. Properties of concrete incorporating natural and crushed stone very fine sand. ACI Mater. J. 1989, 86, 417–424. [Google Scholar]
- Chouhan, H.S.; Kall, P.; Nagar, R.; Gautam, P.K. Influence of dimensional stone waste on mechanical and durability properties of mortar: A review. Constr. Build. Mater. 2019, 227, 116662. [Google Scholar] [CrossRef]
- Singh, M.; Choudhary, K. A study on environmental and economic impacts of using waste marble powder in concrete. J. Build. Eng. 2017, 13, 87–95. [Google Scholar] [CrossRef]
- Zhang, M.M.; Xu, J.; Li, M.; Yuan, X.S. Influence of Stone Powder Content from Manufactured Sand Concrete on Shrinkage, Cracking, Compressive Strength, and Penetration. Buildings 2023, 13, 1833. [Google Scholar] [CrossRef]
- Gao, S.; Zhao, G.H.; Guo, L.H. Utilization of coal gangue as coarse aggregates in structural concrete. Constr. Build. Mater. 2021, 268, 121212. [Google Scholar] [CrossRef]
- Wang, D.H.; Shi, C.J.; Farzadnia, N.; Shi, Z.G.; Jia, H.F. A review on effects of limestone powder on the properties of concrete. Constr. Build. Mater. 2018, 192, 153–166. [Google Scholar] [CrossRef]
- Yang, H.F.; Liang, D.Y.; Deng, Z.H.; Qin, Y.H. Effect of limestone powder in manufactured sand on the hydration products and microstructure of recycled aggregate concrete. Constr. Build. Mater. 2018, 188, 1045–1049. [Google Scholar] [CrossRef]
- Wang, D.H.; Shi, C.J.; Farzadnia, N.; Shi, Z.G.; Jia, H.F.; Ou, Z.H. A review on use of limestone powder in cement-based materials: Mechanism, hydration and micro-structures. Constr. Build. Mater. 2018, 181, 659–672. [Google Scholar] [CrossRef]
- Soroka, I.; Stern, N. Calcareous fillers and the compressive strength of Portland cement. Cem. Concr. Res. 1976, 6, 367–376. [Google Scholar] [CrossRef]
- Aqel, M.; Panesar, D.K. Hydration kinetics and compressive strength of steam-cured cement pastes and mortars containing limestone filler. Constr. Build. Mater. 2016, 113, 359–368. [Google Scholar] [CrossRef]
- Das, S.; Aguayo, M.; Dey, V.; Kachala, R.; Mobasher, B.; Sant, G.; Neithalath, N. The fracture response of blended formulations containing limestone powder: Evaluations using two-parameter fracture model and digital image correlation. Cem. Concr. Compos. 2014, 53, 316–326. [Google Scholar] [CrossRef]
- Matschei, T.; Lothenbach, B.; Glasser, F.P. The role of calcium carbonate in cement hydration. Cem. Concr. Res. 2007, 37, 551–558. [Google Scholar] [CrossRef]
- Zajac, M.; Rossberg, A.; Saout, G.L.; Lothenbach, B. Influence of limestone and anhydrite on the hydration of Portland cements. Cem. Concr. Compos. 2014, 46, 99–108. [Google Scholar] [CrossRef]
- Vance, K.; Aguayo, M.; Oey, T.; Sant, G.; Neithalath, N. Hydration and strength development in ternary portland cement blends containing limestone and fly ash or metakaolin. Cem. Concr. Compos. 2013, 39, 93–103. [Google Scholar] [CrossRef]
- Yu, B.T.; Chen, Y.F.; Wang, H.; Li, X.D.; Xie, C.; Li, S. Experiment on control measures of shrinkage and cracking of high strength manufactured sand concrete containing a large amount of high absorbency stone powder. Acta Mater. Compos. Sin. 2021, 38, 2737–2746. [Google Scholar]
- Golewski, G.L. The Effect of the Addition of Coal Fly Ash (CFA) on the Control of Water Movement within the Structure of the Concrete. Materials 2023, 16, 5218. [Google Scholar] [CrossRef] [PubMed]
- Yun, K.K.; Panov, V.; Han, S. Prediction of Plastic Shrinkage Cracking of Supplementary Cementitious Material-Modified Shotcrete Using Rheological and Mechanical Indicators. Materials 2023, 16, 7645. [Google Scholar] [CrossRef] [PubMed]
- Wu, L.; Farzadnia, N.; Shi, C.; Zhang, Z.; Wang, H. Autogenous shrinkage of high performance concrete: A review. Constr. Build. Mater. 2017, 149, 62–75. [Google Scholar] [CrossRef]
- Bertelsen, I.M.G.; Ottosen, L.M.; Fischer, G. Influence of fiber characteristics on plastic shrinkage cracking in cement-based materials: A review. Constr. Build. Mater. 2020, 230, 116769. [Google Scholar] [CrossRef]
- Ghafari, E.; Ghahari, S.A.; Costa, H.; Júlio, E.; Portugal, A.; Durães, L. Effect of supplementary cementitious materials on autogenous shrinkage of ultra-high performance concrete. Constr. Build. Mater. 2016, 127, 43–48. [Google Scholar] [CrossRef]
- Huang, K.; Deng, M.; Mo, L.; Wang, Y. Early age stability of concrete pavement by using hybrid fiber together with MgO expansion agent in high altitude locality. Constr. Build. Mater. 2013, 48, 685–690. [Google Scholar] [CrossRef]
- Termkhajornkit, P.; Nawa, T.; Nakai, M.; Saito, T. Effect of fly ash on autogenous shrinkage. Cem. Concr. Res. 2005, 35, 473–482. [Google Scholar] [CrossRef]
- Yoo, D.Y.; Kang, S.T.; Lee, J.H.; Yoon, Y.S. Effect of shrinkage reducing admixture on tensile and flexural behaviors of UHPFRC considering fiber distribution characteristics. Cem. Concr. Res. 2013, 54, 180–190. [Google Scholar] [CrossRef]
- Yoo, D.Y.; Banthia, N.; Yoon, Y.S. Effectiveness of shrinkage-reducing admixture in reducing autogenous shrinkage stress of ultra-high-performance fiber-reinforced concrete. Cem. Concr. Compos. 2015, 64, 27–36. [Google Scholar] [CrossRef]
- Gonzalez-Corominas, A.; Etxeberria, M. Effects of using recycled concrete aggregates on the shrinkage of high performance concrete. Constr. Build. Mater. 2016, 115, 32–41. [Google Scholar] [CrossRef]
- Pakravan, H.R.; Latifi, M.; Jamshidi, M. Hybrid short fiber reinforcement system in concrete: A review. Constr. Build. Mater. 2017, 142, 280–294. [Google Scholar] [CrossRef]
- JGJ 55-2011; Specification for Mix Proportion Design of Ordinary Concrete. Industry Standards of People’s Republic of China: Beijing, China, 2011.
- GB/T 50080-2016; Standard for Test Method of Performance on Ordinary Fresh Concrete. National Standards of People’s Republic of China: Beijing, China, 2016.
- GB/T 50082-2009; Standard for Test Method for Long-Term Performance and Durability of Ordinary Concrete. National Standards of People’s Republic of China: Beijing, China, 2009.
- GB/T 50081-2019; Standard for Test Method of Concrete Physical and Mechanical Properties. National Standards of People’s Republic of China: Beijing, China, 2019.
- Wang, F.Z.; Wu, W.X.; Zhou, Y.F.; Wang, J.; Yang, W. Comparison of the internal curing effect of the pre-wetted light weight aggregate and super-absorbent polymer. J. Wuhan Univ. Technol. 2010, 32, 21–25. [Google Scholar]
- Espinoza-Hijazin, G.; Lopez, M. Extending internal curing to concrete mixtures with W/C higher than 0.42. Constr. Build. Mater. 2011, 25, 1236–1242. [Google Scholar] [CrossRef]
- Zhong, P.; Wyrzykowski, M.; Toropovs, N.; Li, L.; Liu, J.; Lura, P. Internal curing with superabsorbent polymers of different chemical structures. Cem. Concr. Res. 2019, 123, 105789. [Google Scholar] [CrossRef]
- Shen, Y.J.; Wang, Y.Z.; Wei, X.; Jia, H.L.; Yan, R.X. Investigation on meso-debonding process of the concrete interface induced by freeze–thaw cycles using NMR technology. Constr. Build. Mater. 2020, 252, 118962. [Google Scholar] [CrossRef]
- Vashaee, S.; Marica, F.; Newling, B.; Balcom, B.J. A comparison of magnetic resonance methods for spatially resolved T2 distribution measurements in porous media. Meas. Sci. Technol. 2015, 26, 055601. [Google Scholar] [CrossRef]
- Anovitz, L.M.; Cole, D.R. Characterization and Analysis of Porosity and Pore Structures. Rev. Mineral. Geochem. 2015, 80, 61–164. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Soundness | Setting Time/min | Specific Surface Area /(m2/kg) | Flexural Strength/MPa | Compressive Strength/MPa | |||
|---|---|---|---|---|---|---|---|
| Initial | Final | 3 Days | 28 Days | 3 Days | 28 Days | ||
| Qualified | 260 | 330 | 355 | 4.9 | 7.2 | 23.1 | 48.1 |
| Fineness Modulus | Apparent Density /(kg/m3) | Bulk Density /(kg/m3) | SP Content/% | Loose Density /(kg/m3) | Voidage /% | Crushing Index /% |
|---|---|---|---|---|---|---|
| 2.8 | 2630 | 1740 | 10 | 1630 | 38 | 10 |
| Sample | Cement | MS | Crushed Stone | Water | Superplasticizer | FA | GGBFS | SRA | PVA | SAP |
|---|---|---|---|---|---|---|---|---|---|---|
| C0 | 500 | 679 | 1061 | 160 | 6.0 | — | — | — | — | — |
| C1 | 350 | 679 | 1061 | 160 | 6.5 | 100 | 50 | — | — | — |
| C2 | 500 | 679 | 1061 | 160 | 6.0 | — | — | 7.5 | — | — |
| C3 | 500 | 679 | 1061 | 160 | 6.5 | — | — | — | 2.6 | — |
| C4 | 500 | 679 | 1061 | 160 | 7.5 | — | — | — | — | 1.0 |
| Sample | t /h | a /(mm2/bar) | b /(bar/m2) | c /(mm2/m2) | n /% | Crack Model |
|---|---|---|---|---|---|---|
| C0 | 90 | 108.60 | 10.4 | 1129.44 | — | Mostly along a knife edge and a small amount of clutter |
| C1 | 120 | 92.23 | 8.3 | 765.51 | 32.22 | More along a knife edge |
| C2 | 120 | 69.56 | 12.5 | 869.44 | 23.02 | A small amount along a knife edge and more surface microcracks |
| C3 | 180 | 59.33 | 6.3 | 373.78 | 66.91 | A small amount along a knife edge and basically no clutter cracks |
| C4 | 150 | 96.52 | 6.3 | 608.08 | 46.16 | More along a knife edge |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, M.; Gao, S.; Liu, T.; Guo, S.; Zhang, S. High-Performance Materials Improve the Early Shrinkage, Early Cracking, Strength, Impermeability, and Microstructure of Manufactured Sand Concrete. Materials 2024, 17, 2465. https://doi.org/10.3390/ma17102465
Zhang M, Gao S, Liu T, Guo S, Zhang S. High-Performance Materials Improve the Early Shrinkage, Early Cracking, Strength, Impermeability, and Microstructure of Manufactured Sand Concrete. Materials. 2024; 17(10):2465. https://doi.org/10.3390/ma17102465
Chicago/Turabian StyleZhang, Mingming, Shan Gao, Tong Liu, Shuyu Guo, and Shuotian Zhang. 2024. "High-Performance Materials Improve the Early Shrinkage, Early Cracking, Strength, Impermeability, and Microstructure of Manufactured Sand Concrete" Materials 17, no. 10: 2465. https://doi.org/10.3390/ma17102465