

Exploring FAST Technique for Diffusion Bonding of Tungsten to EUROFERE97 in DEMO First Wall
 , , , and
, , , and 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
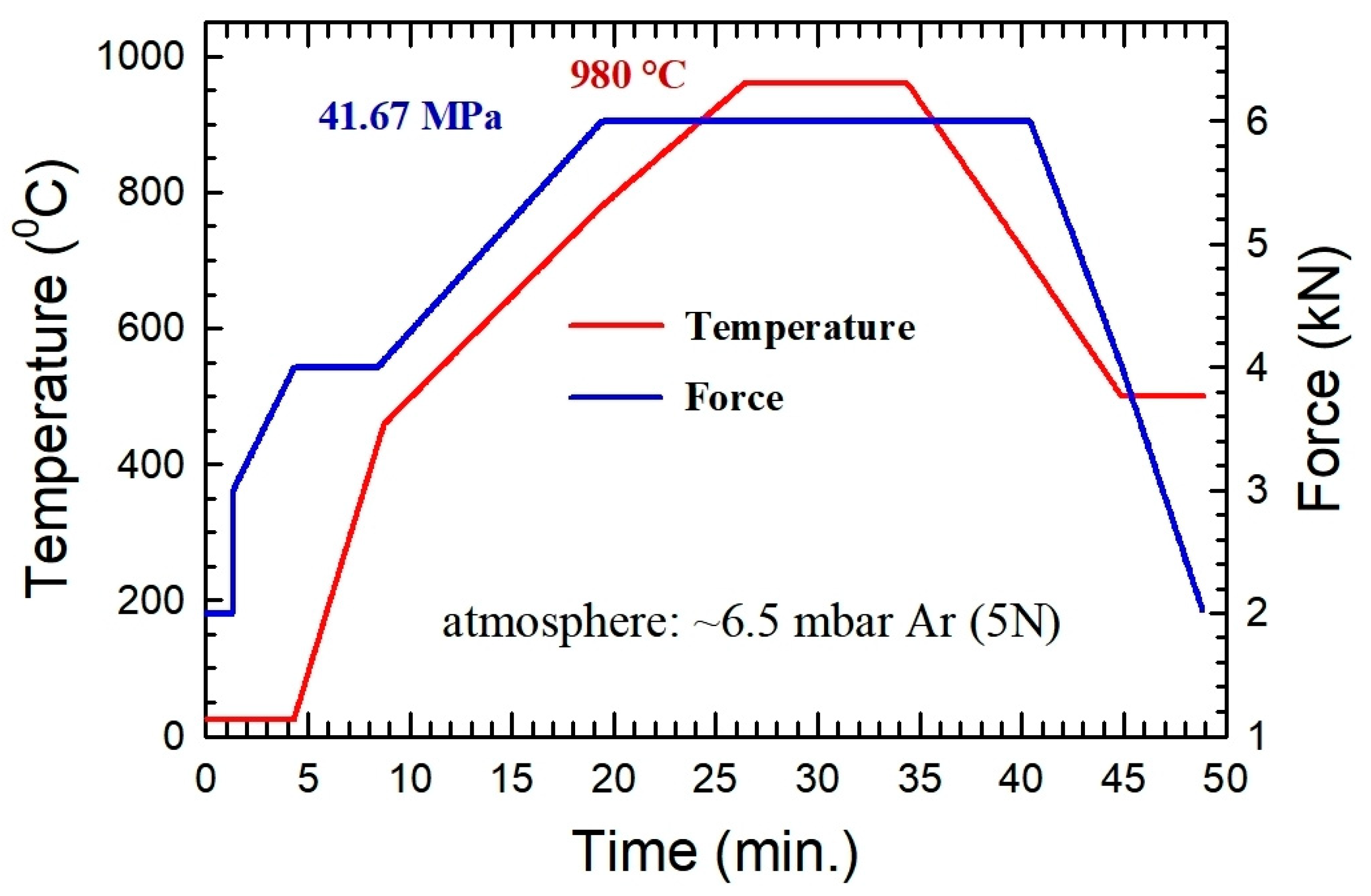
2.2. Joining by Field-Assisted Sintering Technique
2.3. Characterization Techniques
3. Results
3.1. Microstructural Analysis
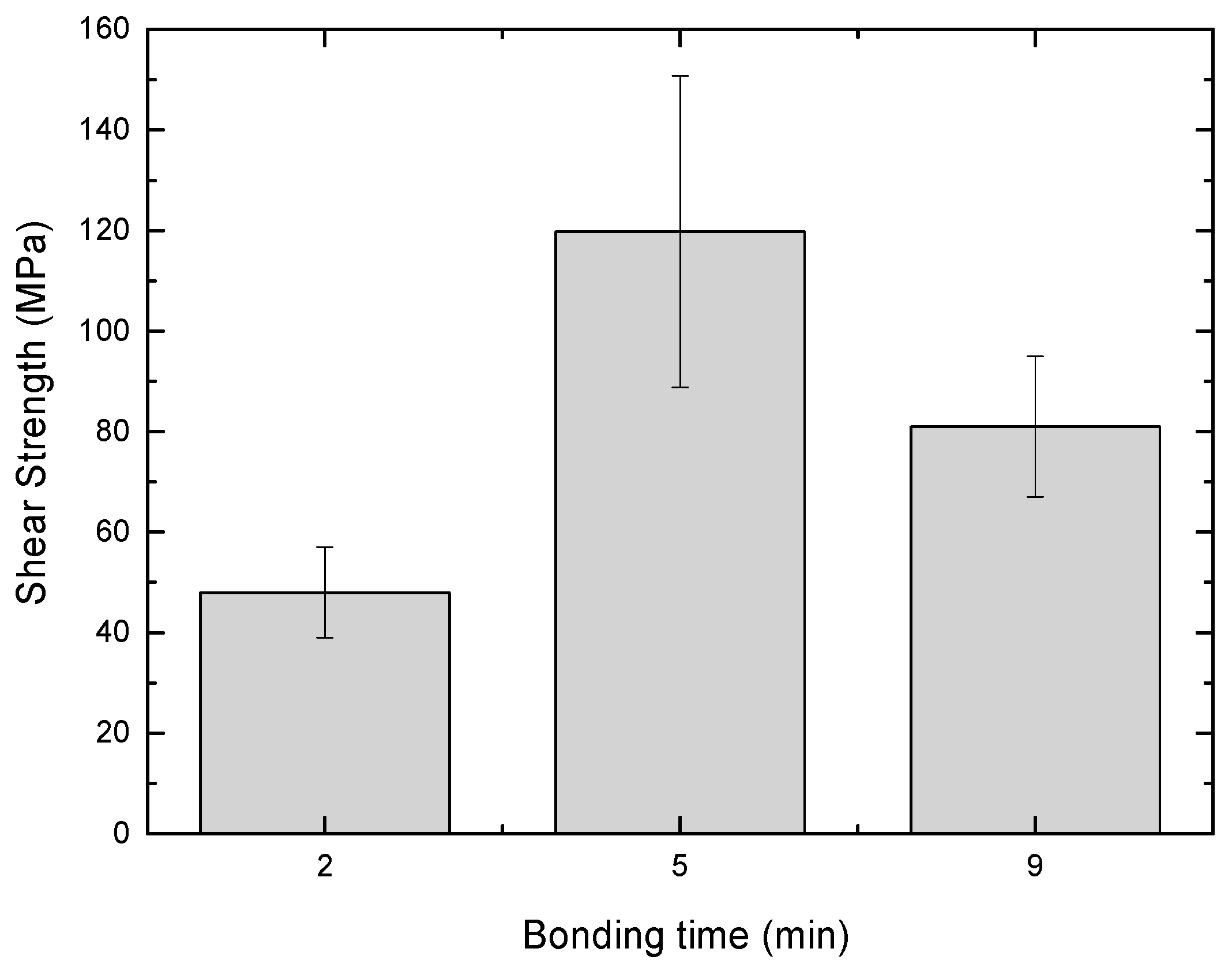
3.2. Mechanical Characterization
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Coenen, J.W.; Antusch, S.; Aumann, M.; Biel, W.; Du, J.; Engels, J.; Heuer, S.; Houben, A.; Hoeschen, T.; Jasper, B.; et al. Materials for DEMO and reactor applications—Boundary conditions and new concepts. Phys. Scr. 2015, 2016, 014002. [Google Scholar] [CrossRef]
- Wurster, S.; Gludovatz, B.; Pippan, R. High temperature fracture experiments on tungsten–rhenium alloys. Int. J. Refract. Met. Hard Mater. 2010, 28, 692–697. [Google Scholar] [CrossRef]
- Hohe, J.; Gumbsch, P. On the potential of tungsten–vanadium composites for high temperature application with wide-range thermal operation window. J. Nucl. Mater. 2010, 400, 218–231. [Google Scholar] [CrossRef]
- Basuki, W.W.; Aktaa, J. Process optimization for diffusion bonding of tungsten with EUROFERE9797 using a vanadium inter-layer. J. Nucl. Mater. 2015, 459, 217–224. [Google Scholar] [CrossRef]
- Zhong, Z.; Hinoki, T.; Nozawa, T.; Park, Y.H.; Kohyama, A. Microstructure and mechanical properties of diffusion bonded joints between tungsten and F82H steel using a titanium interlayer. J. Alloys Compd. 2010, 489, 545–551. [Google Scholar] [CrossRef]
- Munez, C.J.; Garrido, M.A.; Rams, J.; Ureña, A. Experimental study of W-EUROFERE97 laser brazing for divertor application. J. Nucl. Mater. 2011, 418, 239–248. [Google Scholar] [CrossRef]
- De Prado, J.; Sánchez, M.; Ureña, A. Evaluation of mechanically alloyed Cu-based powders as filler alloy for brazing tungsten to a reduced activation ferritic- martensitic steel. J. Nucl. Mater. 2017, 490, 188–196. [Google Scholar] [CrossRef]
- De Prado, J.; Sánchez, M.; Ureña, A. Development of brazing process for W-EUROFERE97 joints using Cu-based fillers. Phys. Scr. 2016, T167, 014022. [Google Scholar] [CrossRef]
- Hirose, T.; Shiba, K.; Ando, M.; Enoeda, M.; Akiba, M. Joining technologies of reduced activation ferritic/martensitic steel for blanket fabrication. Fusion Eng. Des. 2006, 81, 645–651. [Google Scholar] [CrossRef]
- Rakesh, P.; Davim, J.P. Joining Processes for Dissimilar and Advanced Materials; Woodhead Publishing: Soston, UK, 2021; ISBN 9780323853996. [Google Scholar]
- Kazakov, N.F. Diffusion Bonding of Materials; Elsevier Science: Amsterdam, The Netherlands, 2013; pp. 143–154. [Google Scholar]
- Tabernig, B.; Reheis, N. Joining of molybdenum and its application. Int. J. Refract. Metals Hard Mater. 2010, 28, 728–733. [Google Scholar] [CrossRef]
- American Welding Society (AWS) C3 Committee on Brazing and Soldering. Brazing Handbook; American Welding Society: Miami, FL, USA, 1991. [Google Scholar]
- Omori, M. Sintering, consolidation, reaction and crystal growth by the spark plasma system (SPS). Mater. Sci. Eng. A 2000, 287, 183–188. [Google Scholar] [CrossRef]
- Munir, Z.A.; Quach, D.V.; Ohyanagi, M. Electric current activation of sintering: A review of the pulsed electric current sintering process. J. Am. Ceram. Soc. 2011, 94, 1–19. [Google Scholar] [CrossRef]
- Guillon, O.; Gonzalez-Julian, J.; Dargatz, B.; Kessel, T.; Schierning, G.; Reathel, J.; Herrmann, M. Field-assisted sintering technology/Spark plasma sintering: Mechanisms, materials, and technology developments. Adv. Eng. Mater. 2014, 16, 830–849. [Google Scholar] [CrossRef]
- Huang, Y.; Tillack, M.S.; Ghoniem, N.M. Tungsten monoblock concepts for the Fusion Nuclear Science Facility (FNSF) first wall and divertor. Fusion Eng. Des. 2018, 135, 346–355. [Google Scholar] [CrossRef]
- Liu, D.G.; Ma, H.R.; Ruan, C.F.; Luo, L.M.; Zan, X.; Wang, Z.M.; Wu, Y.C. Effective joining between oxide dispersion strengthened tungsten-based material (ODS-W) and TZM alloy via spark plasma sintering technology. Results Mater. 2021, 9, 100175. [Google Scholar] [CrossRef]
- Galatanu, A.; Galatanu, M.; Enculescu, M.; Reiser, J.; Sickinger, S. Thermophysical and mechanical properties of W-Cu laminates produced by FAST joining. Fusion Eng. Des. 2018, 146, 2371–2374. [Google Scholar] [CrossRef]
- Naderi, M.; Toroghinejad, M.R.; Kermanpur, A. Spark plasma welding joining of copper- AISI4140 steel: Microstructures and mechanical properties. Heliyon 2023, 9, e21364. [Google Scholar] [CrossRef]
- Pasha, A.; Rajaprakash, B.M. Functionally Graded Materials (FGM) Fabrication and Its Potential Challenges & Applications. Mater. Today Proc. 2022, 52, 413–418. [Google Scholar]
- Fathi, R.; Wei, H.; Saleh, B.; Radhika, N.; Jiang, J.; Ma, A.; Ahmed, M.H.; Li, Q.; Ostrikov, K.K. Past and Present of Functionally Graded Coatings: Advancements and Future Challenges. Appl. Mater. Today 2022, 26, 101373. [Google Scholar] [CrossRef]
- Chaubey, A.K.; Gupta, R.; Kumar, R.; Verma, B.; Kanpara, S.; Bathula, S.; Khirwadkar, S.S.; Dhar, A. Fabrication and characterization of W-Cu functionally graded material by spark plasma sintering process. Fusion Eng. Des. 2018, 135 Pt A, 24–30. [Google Scholar] [CrossRef]
- You, J.-H.; Brendel, A.; Nawka, S.; Schubert, T.; Kieback, B. Thermal and mechanical properties of infiltrated W/CuCrZr composite materials for functionally graded heat sink application. J. Nucl. Mater. 2013, 438, 1–6. [Google Scholar] [CrossRef]
- Fernandez, P.; Lancha, A.M.; Lapeña, J.; Hernandez-Mayoral, M. Metallurgical characterization of the reduced activation ferritic/martensitic steel EUROFERE97 97 on as-received condition. Fusion Eng. Des. 2001, 58, 787–792. [Google Scholar] [CrossRef]
- Papynov, E.K.; Shichalin, O.O.; Belov, A.A.; Buravlev, I.Y.; Portnyagin, A.S.; Azon, S.A.; Shlyk, D.K.; Buravleva, A.A.; Parot’kina, Y.A.; Nepomnyushchaya, V.A.; et al. Synthesis of Mineral-Like SrWO4 Ceramics with the Scheelite Structure and a Radioisotope Product Based on It. Russ. J. Inorg. Chem. 2021, 66, 1434–1446. [Google Scholar] [CrossRef]
- Zhang, J.; Huang, Y.; Liu, Y.; Wang, Z. Direct diffusion bonding of inmiscible tungsten and copper at temperature close to Copper’s melting point. Mater. Des. 2018, 137, 473–480. [Google Scholar]
- Sen, S.K.; Dutt, M.B.; Barua, A.K. The diffusion of iron in copper and nickel in silver. Phys. Stat. Sol. (a) 1978, 45, 657–663. [Google Scholar] [CrossRef]
- Salje, G.; Feller-Kniepmeier, M. The diffusion and solubility of copper in iron. J. Appl. Phys. 1977, 48, 1833–1839. [Google Scholar] [CrossRef]
- Chen, X.; Bhattacharya, A.; Sokolov, M.A.; Clowers, L.N.; Yamamoto, Y.; Graening, T.; Linton, K.D.; Katoh, Y.; Rieth, M. Mechanical properties and microstructure characterization of EUROFERE9797 steel variants in EUROfusion program. Fusion Eng. Des. 2019, 146 Pt B, 2227–2232. [Google Scholar] [CrossRef]
- de Prado, J.; Sal, E.; Sánchez, M.; García-Rosales, C.; Ureña, A. Microstructural and mechanical characterization of self-passivating W-EUROFERE97 joints processed by brazing technique. Fusion Eng. Des. 2021, 169, 112496. [Google Scholar] [CrossRef]
- Izaguirre, I.; de Prado, J.; Sánchez, M.; Ureña, A. Wettability and microstructural evolution of copper filler in W and EUROFERE97 brazed joints. Int. J. Adv. Manuf. Technol. 2024, 131, 5905–5921. [Google Scholar] [CrossRef]
- Sal, E.; de Prado, J.; Sánchez, M.; Ureña, A.; García-Rosales, C. Joining of self-passivating W-Cr-Y alloy to ferritic-martensitic steel by hot isostatic pressing. Fusion Eng. Des. 2021, 170, 112499. [Google Scholar] [CrossRef]
- Chehtov, T.; Aktaa, J.; Kraft, O. Mechanical characterization and modeling of brazed EUROFERE97-tungsten-joints. J. Nucl. Mater. 2007, 367–370 Pt B, 1228–1232. [Google Scholar] [CrossRef]
- Rieth, M.; Schirra, M.; Falkenstein, A.; Graf, P.; Heger, S.; Kempe, H.; Lindau, R.; Zimmermann, H. EUROFERE 97. Tensile, Charpy, Creep and Structural Tests; FZKA-6911; Forschungszentrum Karlsruhe GmbH Technik und Umwelt: Berlin, Germany, 2003. [Google Scholar]
- De Prado, J.; Sánchez, M.; Ruiz, A.; Ureña, A. Effect of brazing temperature, filler thickness and post brazing heat treatment on the microstructure and mechanical properties of W-EUROFERE97 joints brazed with Cu interlayers. J. Nucl. Mater. 2020, 533, 152117. [Google Scholar] [CrossRef]
- de Prado, J.; Sánchez, M.; Wirtz, M.; Pintsuk, G.; Du, J.; Linke, J.; Ureña, A. High heat flux performance of W-Eurofer brazed joints. J. Nucl. Mater. 2018, 499, 225–232. [Google Scholar] [CrossRef]
- Tejado, E.; de Prado, J.; Tarancón, S.; Sánchez, M.; Martín, A.; Pastor, J.Y.; Ureña, A. Thermomechanical characterisation of W-Eurofer 97 brazed joints. J. Nucl. Mater. 2020, 542, 152504. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sánchez, M.; de Prado, J.; Izaguirre, I.; Galatanu, A.; Ureña, A. Exploring FAST Technique for Diffusion Bonding of Tungsten to EUROFERE97 in DEMO First Wall. Materials 2024, 17, 2624. https://doi.org/10.3390/ma17112624
Sánchez M, de Prado J, Izaguirre I, Galatanu A, Ureña A. Exploring FAST Technique for Diffusion Bonding of Tungsten to EUROFERE97 in DEMO First Wall. Materials. 2024; 17(11):2624. https://doi.org/10.3390/ma17112624
Chicago/Turabian StyleSánchez, María, Javier de Prado, Ignacio Izaguirre, Andrei Galatanu, and Alejandro Ureña. 2024. "Exploring FAST Technique for Diffusion Bonding of Tungsten to EUROFERE97 in DEMO First Wall" Materials 17, no. 11: 2624. https://doi.org/10.3390/ma17112624
APA StyleSánchez, M., de Prado, J., Izaguirre, I., Galatanu, A., & Ureña, A. (2024). Exploring FAST Technique for Diffusion Bonding of Tungsten to EUROFERE97 in DEMO First Wall. Materials, 17(11), 2624. https://doi.org/10.3390/ma17112624