
Effects of Mixing Techniques and Material Compositions on the Compressive Strength and Thermal Conductivity of Ultra-Lightweight Foam Concrete
Abstract
1. Introduction
1.1. Motivation
1.2. Introduction to Mineralized Foam
2. Materials and Methods
2.1. Materials
2.1.1. Cement
2.1.2. Foaming Agent
2.2. Test Variables and Mix Proportions
2.3. Measurement Devices
2.3.1. Rheological Charateristics
2.3.2. Compressive Strength
2.3.3. Thermal Conductivity
2.4. Specimen Preparation
3. Results
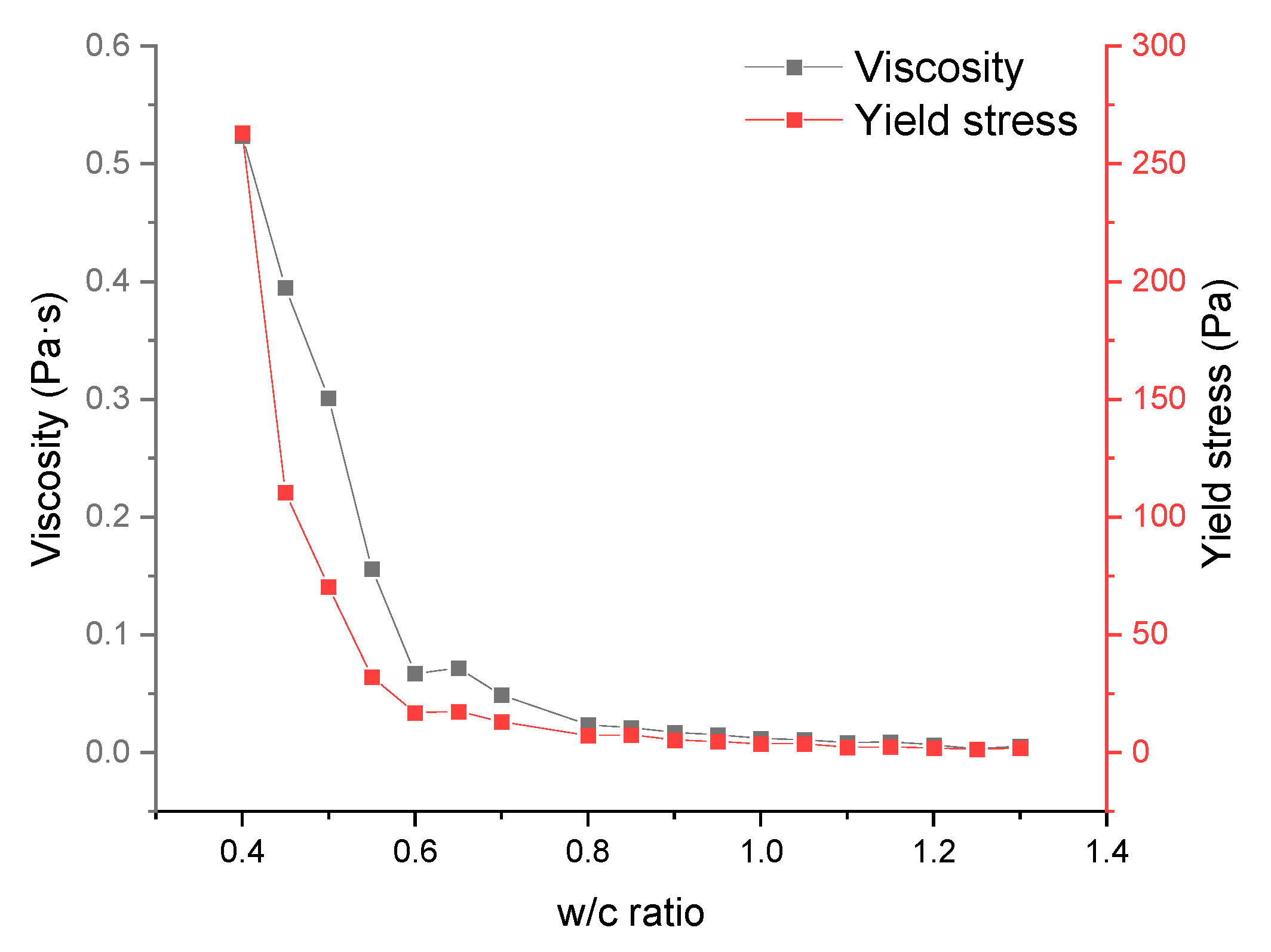
3.1. The Rheological Behavior of Cement Paste and Its Relationship to Water/Cement Ratio
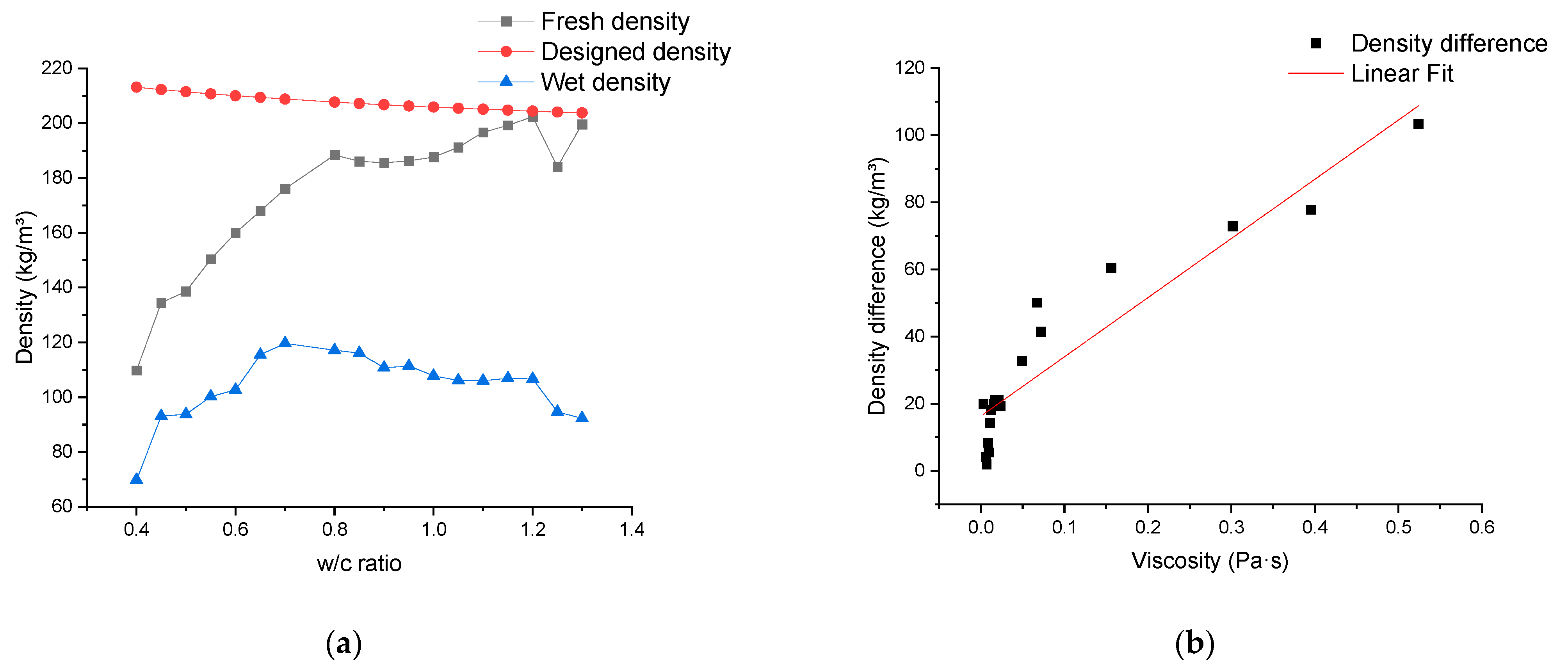
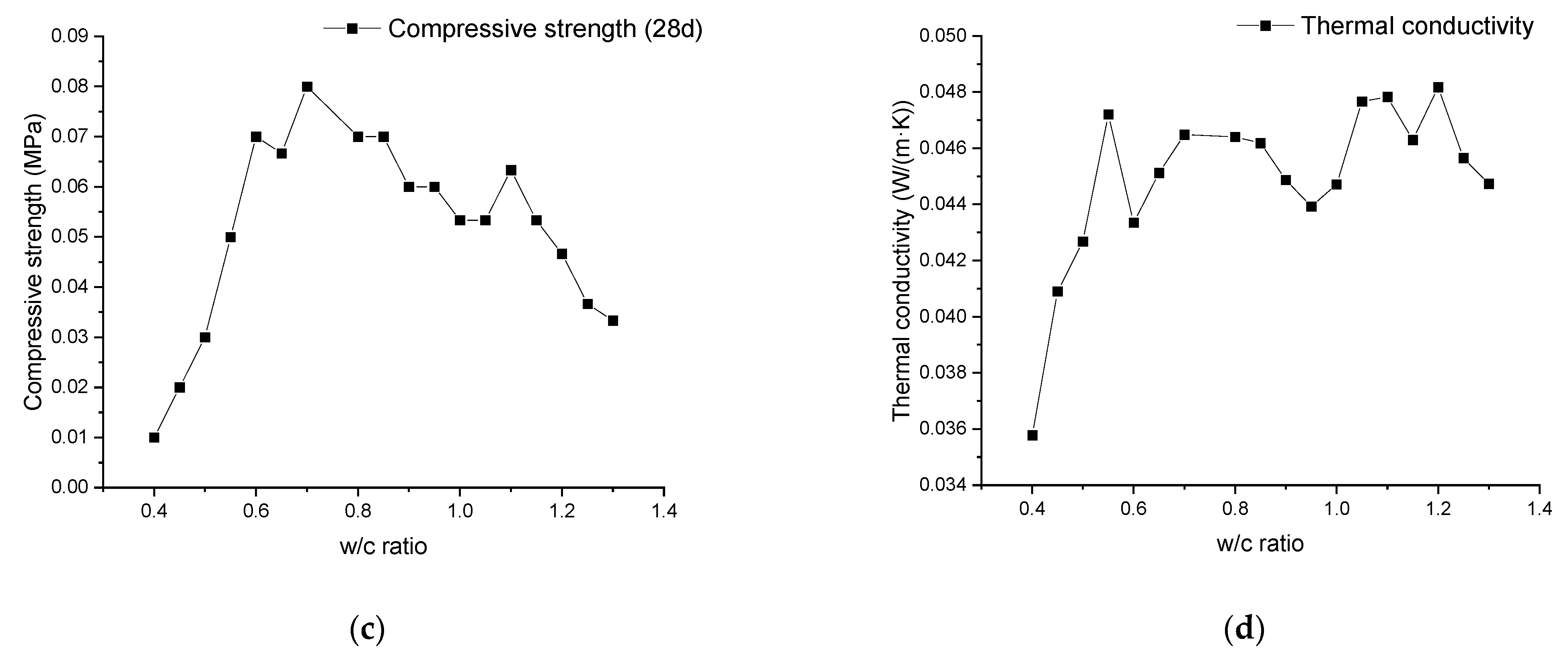
3.2. Relationship between Material Properties and Water/Cement Ratio
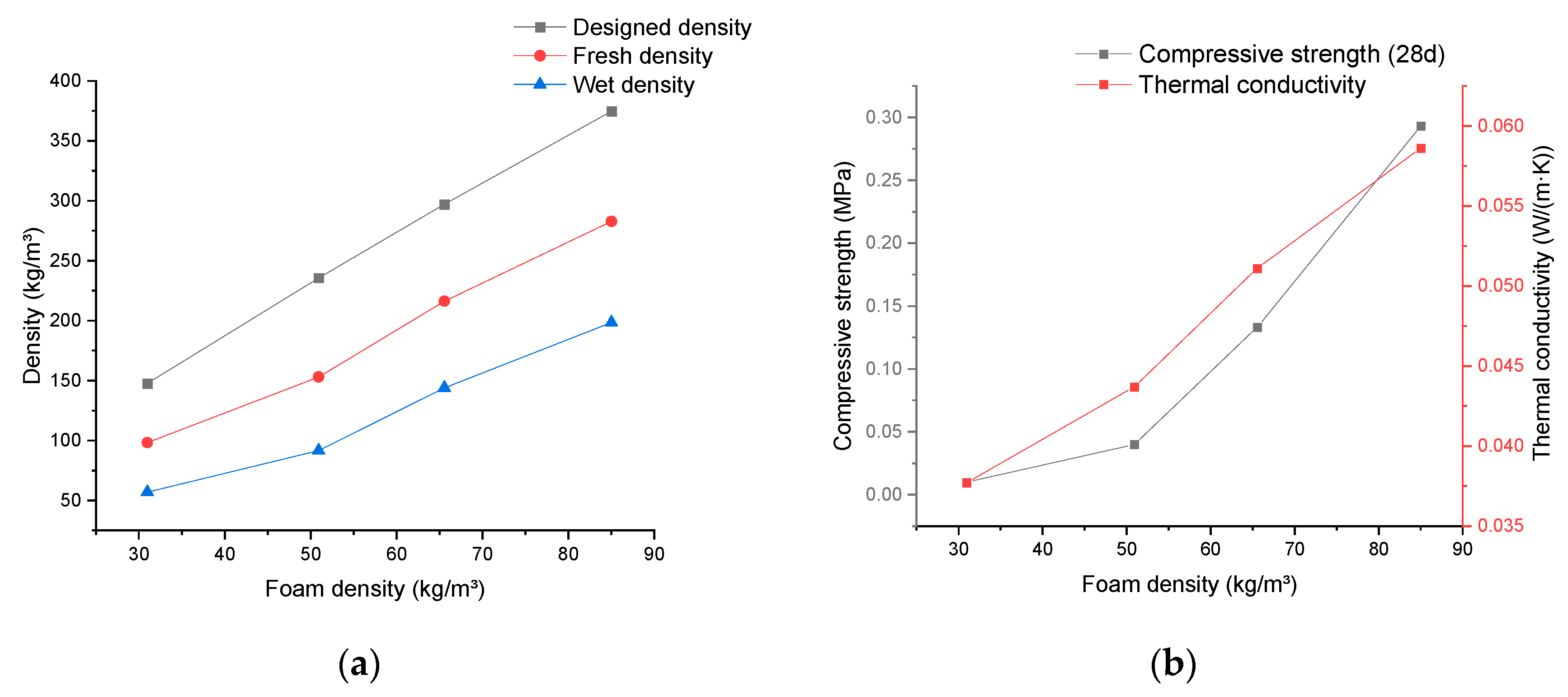
3.3. Relationship between Material Properties and Foam Density
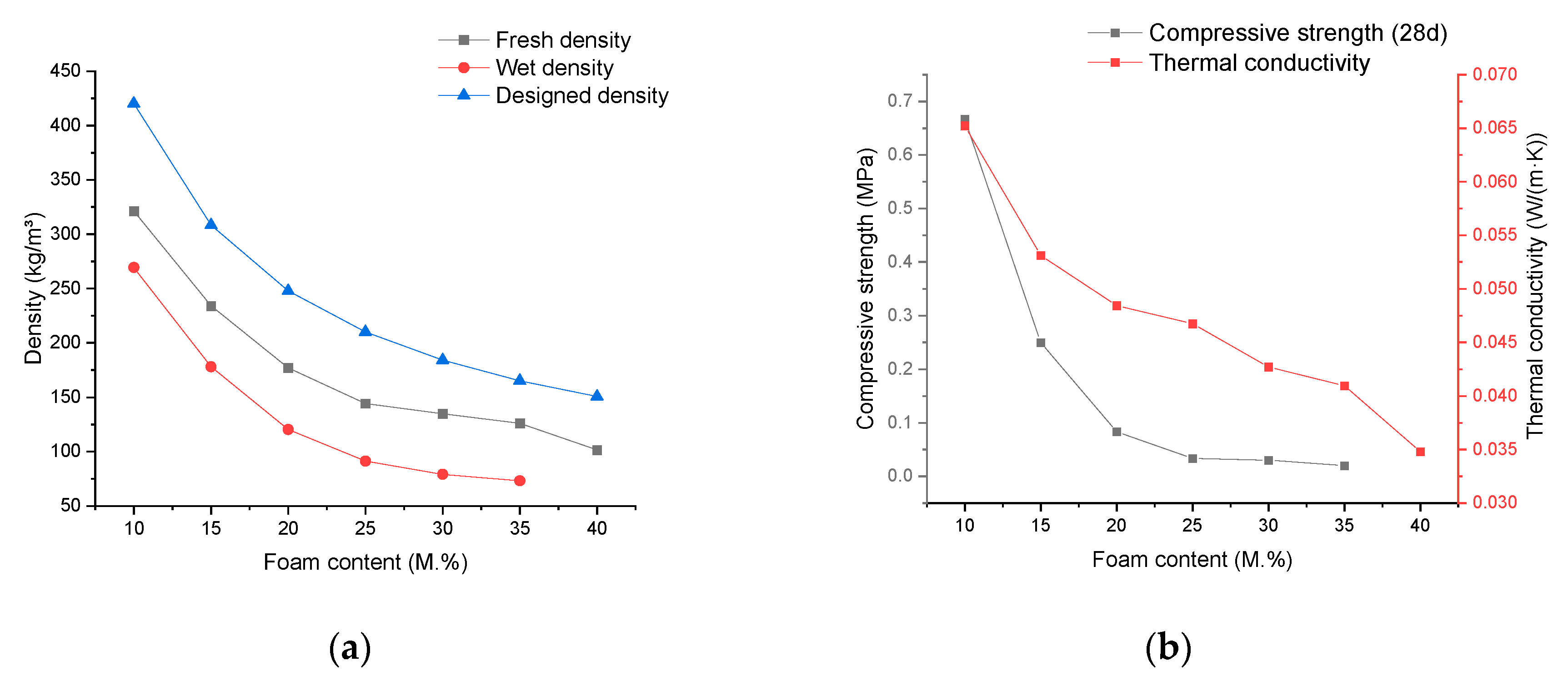
3.4. Relationship between Material Properties and Foam Content
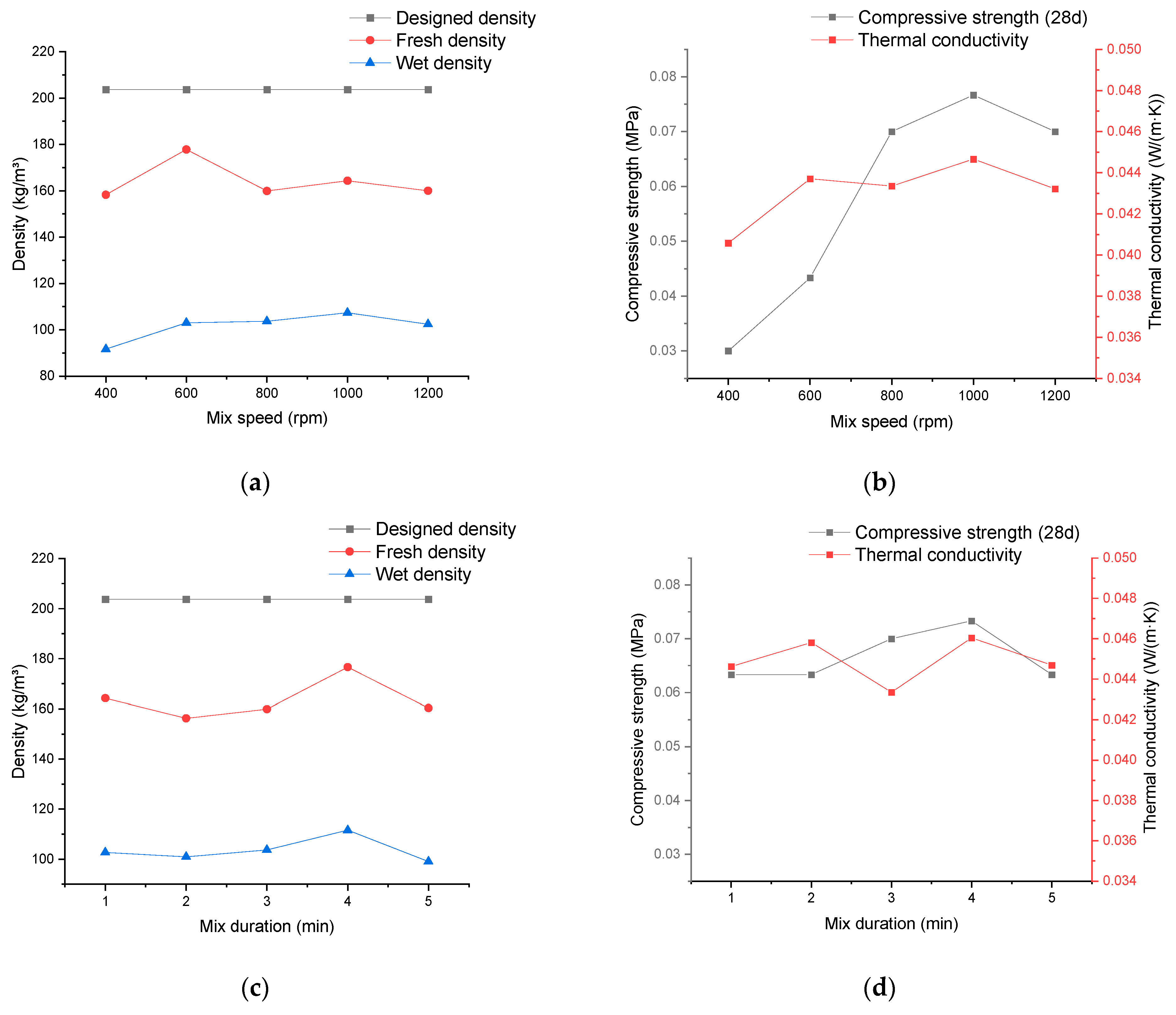
3.5. Relationship between Material Properties and Mixing Technologies for Production of Cement Pastes
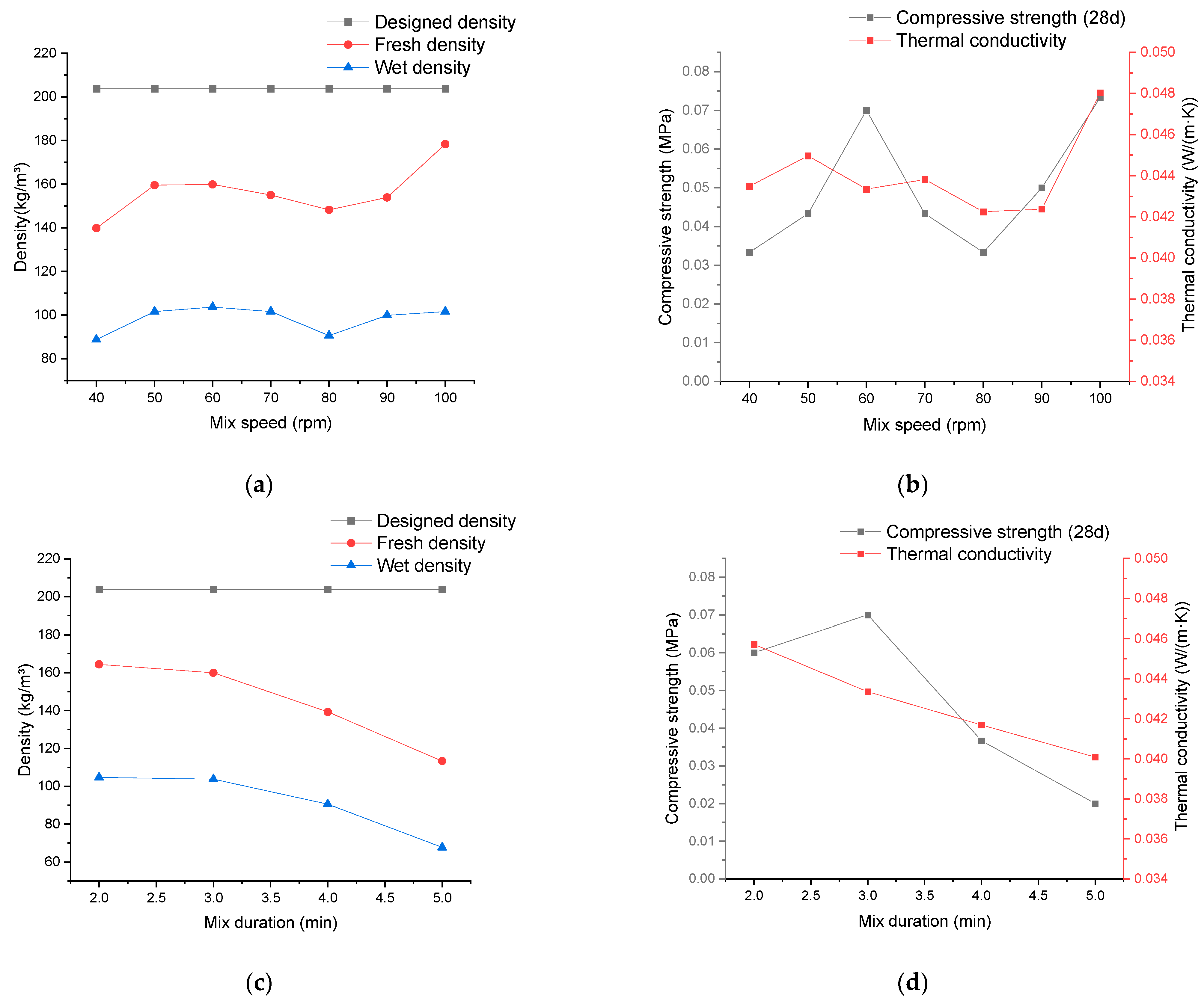
3.6. Relationship between Material Properties and Mixing Technologies for the Production of Mineralized Foam
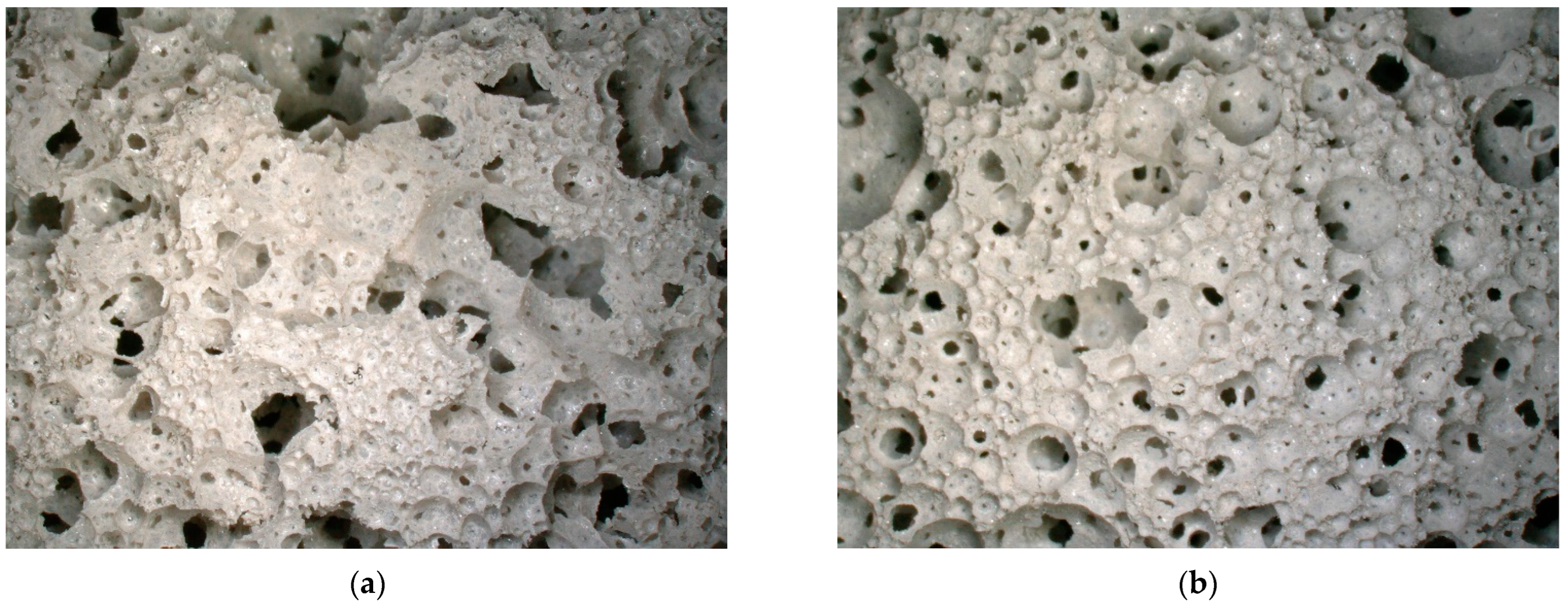
3.7. The Microscopic Observation Results of Mineralized Foam Material
4. Conclusions
- As the water/cement ratio increases, both the viscosity and yield strength of the cement paste decrease exponentially, with critical inflection points at approximately 0.6 water/cement ratio. Simultaneously, the difference between the designed and fresh densities reduces with the increasing ratio, exhibiting a slower reduction trend between 0.6 and 0.8 in the water/cement ratio. However, the variation in wet density remains relatively small. Considering the ELBA mixer used for blending the cement paste and foam, it continuously transfers the material from the bottom of the drum to the top, allowing it to fall back down, inevitably introducing a significant amount of gas from the environment into the mixture. The higher viscosity and yield strength of the cement paste post-mixing retain more air, which can explain the density variation in the samples. This phenomenon also explains the presence of numerous irregular-shaped voids in samples with a water/cement ratio below 0.6, while those above this value exhibit almost no voids. Higher ratios result in excessively low viscosity and yield strength of the cement paste, preventing stable foam structure maintenance and causing perforations on the surface of pore structures. This elucidates why the material’s strength peaks at a water–cement ratio of 0.75 before declining and why the material’s thermal conductivity increases with the water–cement ratio until approximately 0.6 and fluctuates afterward within a certain range.
- As the foam density increases, there is a significant enhancement observed in the material’s overall density, thermal conductivity, and compressive strength. Conversely, an increase in foam content results in a decline in material density, compressive strength, and thermal conductivity. Particularly notable is the noticeable impact of foam content on the material’s compressive strength. As the water–cement ratio used for sample production remains constant at 0.6, the difference between the designed and measured densities consistently maintains relative stability.
- In the cement paste production process, only the mixing speed moderately affects the compressive strength of mineralized foam. Higher speeds can enhance the sample’s strength without influencing other properties. Conversely, the time consumed in cement paste production has a minimal impact on the final material properties.
- The blending process of cement paste and foam is significantly influenced by machinery and procedures. Specifically, the mixing duration exhibits a trend where prolonged stirring results in a higher probability and volume of environmental air entering the material. This leads to a decline in both fresh and wet densities, with a more pronounced impact on the fresh density. With increased air content, a reduction in the thermal conductivity and strength of the material is observed. However, the impact of the selected mixing speed in the range of this study during mixing remains less conclusive. It’s possible that at speeds below 60 rotations per minute, higher speeds contribute to a more uniform material mixture. On the other hand, higher speeds might disrupt the original foam structure, allowing a significant influx of environmental air into the material, followed by its release, resulting in unpredictable consequences.
5. Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- 2018 Global Status Report: Towards a Zero-Emission, Efficient and Resilient Buildings and Construction Sector; International Energy Agency: Paris, France; United Nations Environment Programme: Nairobi, Kenya, 2018; ISBN 978-92-807-3729-5.
- BPIE; UCL. 2022 Global Status Report for Buildings and Construction; United Nations Environment Programme: Nairobi, Kenya, 2022. [Google Scholar]
- CO2 Emissions in 2022—Analysis. Available online: https://www.iea.org/reports/co2-emissions-in-2022 (accessed on 3 May 2024).
- Schiavoni, S.; D’Alessandro, F.; Bianchi, F.; Asdrubali, F. Insulation Materials for the Building Sector: A Review and Comparative Analysis. Renew. Sustain. Energy Rev. 2016, 62, 988–1011. [Google Scholar] [CrossRef]
- Asdrubali, F.; D’Alessandro, F.; Schiavoni, S. A Review of Unconventional Sustainable Building Insulation Materials. Sustain. Mater. Technol. 2015, 4, 1–17. [Google Scholar] [CrossRef]
- Katerusha, D. Attitude towards Sustainability, Study Contents and the Use of Recycled Concrete in Building Construction—Case Study Germany and Switzerland. J. Clean. Prod. 2021, 289, 125688. [Google Scholar] [CrossRef]
- Raj, A.; Sathyan, D.; Mini, K.M. Physical and Functional Characteristics of Foam Concrete: A Review. Constr. Build. Mater. 2019, 221, 787–799. [Google Scholar] [CrossRef]
- Zhang, S.; Qi, X.; Guo, S.; Zhang, L.; Ren, J. A Systematic Research on Foamed Concrete: The Effects of Foam Content, Fly Ash, Slag, Silica Fume and Water-to-Binder Ratio. Constr. Build. Mater. 2022, 339, 127683. [Google Scholar] [CrossRef]
- Pott, J.U. Entwicklungsstrategien für Zementgebundene Schäume; Institut für Baustoffe: Hannover, Germany, 2006; ISBN 978-3-936634-04-4. [Google Scholar]
- Johnson Alengaram, U.; Al Muhit, B.A.; bin Jumaat, M.Z.; Jing, M.L.Y. A Comparison of the Thermal Conductivity of Oil Palm Shell Foamed Concrete with Conventional Materials. Mater. Des. 2013, 51, 522–529. [Google Scholar] [CrossRef]
- Aldridge, D. Introduction to Foamed Concrete: What, Why, How? In Proceedings of the International Conference on the Use of Foamed Concrete in Construction, Dundee, UK, 5 July 2005; pp. 1–14. [Google Scholar]
- Awang, H.; Azree, M.; Mydin, O.; Roslan, A.F. Effect of Additives on Mechanical and Thermal Properties of Lightweight Foamed Concrete. Adv. Appl. Sci. Res. 2014, 3, 3326–3338. [Google Scholar]
- Mydin, A.O. Effective Thermal Conductivity of Foamcrete of Different Densities. Concr. Res. Lett. 2011, 2, 181–189. [Google Scholar]
- Sousa, V.; Bogas, J.A. Comparison of Energy Consumption and Carbon Emissions from Clinker and Recycled Cement Production. J. Clean. Prod. 2021, 306, 127277. [Google Scholar] [CrossRef]
- Nilimaa, J. Smart Materials and Technologies for Sustainable Concrete Construction. Dev. Built Environ. 2023, 15, 100177. [Google Scholar] [CrossRef]
- Scott, R. Rheology, Rheometers, and Matching Models to Experiments. Fluid Dyn. Res. 2023, 55, 015501. [Google Scholar] [CrossRef]
- Macosko, C.W. Rheology: Principles, Measurements, and Applications; VCH: Vancouver, BC, Canada, 1994; ISBN 978-1-56081-579-2. [Google Scholar]
- DIN 53019-1; Viscometry—Measurement of Viscosities and Flow Curves by Means of Rotional Viscometers—Part 1: Principles and Measuring Geometry. Beuth Verlag: Berlin, Germany, 2008.
- Gilka-Bötzow, A. Stabilität von Ultraleichten Schaumbetonen: Betrachtung Instationärer Porenstrukturen; Springer: Wiesbaden, Germany, 2016; ISBN 978-3-658-16595-6. [Google Scholar]
- DIN EN 12390-3; Testing Hardened Concrete—Part 3: Compressive Strength of Test Specimens. Beuth Verlag: Berlin, Germany, 2019.
- Falliano, D.; Parmigiani, S.; Suarez-Riera, D.; Ferro, G.; Restuccia, L. Stability, Flexural Behavior and Compressive Strength of Ultra-Lightweight Fiber-Reinforced Foamed Concrete with Dry Density Lower than 100 Kg/M3. J. Build. Eng. 2022, 51, 104329. [Google Scholar] [CrossRef]
- ASTM D5930-01; Standard Test Method for Thermal Conductivity of Plastics by Means of a Transient Line-Source Technique. ASTM International: West Conshohocken, PA, USA, 2001.
- ISO 22007-2:2008; Plastics—Determination of Thermal Conductivity and Thermal Diffusivity—Part 2: Transient Plane Heat Source (Hot Disc) Method. ISO: Geneva, Switzerland, 2008.
- ASTM D5334-14; Standard Test Method for Determination of Thermal Conductivity of Soil and Soft Rock by Thermal Needle Probe Procedure. ASTM International: West Conshohocken, PA, USA, 2022.
- DIN EN 993-15; Methods of Test for Dense Shaped Refractory Products—Part 15: Determination of Thermal Conductivity by the Hot-Wire (Parallel) Method. Beuth Verlag: Berlin, Germany, 2005.
- DIN EN ISO 8894-1; Refractory Materials—Determination of Thermal Conductivity—Part 1: Hot-Wire Methods (Cross-Array and Resistance Thermometer). Beuth Verlag: Berlin, Germany, 2010.
- Jannot, Y.; Meukam, P. Simplified Estimation Method for the Determination of the Thermal Effusivity and Thermal Conductivity Using a Low Cost Hot Strip. Meas. Sci. Technol. 2004, 15, 1932. [Google Scholar] [CrossRef]
- Cahill, D.G. Thermal-Conductivity Measurement by Time-Domain Thermoreflectance. MRS Bull. 2018, 43, 782–788. [Google Scholar] [CrossRef]
- DIN EN 12390-2; Testing Hardened Concrete—Part 2: Making and Curing Specimens for Strength Tests. Beuth Verlag: Berlin, Germany, 2019.
- Papo, A. Rheological Models for Cement Pastes. Mater. Struct. 1988, 21, 41–46. [Google Scholar] [CrossRef]
- Nguyen, V.-H.; Remond, S.; Gallias, J.-L. Influence of Cement Grouts Composition on the Rheological Behaviour. Cem. Concr. Res. 2011, 41, 292–300. [Google Scholar] [CrossRef]
- Rosquoët, F.; Alexis, A.; Abdelhafid, K.; Phelipot, A. Experimental Study of Cement Grout: Rheological Behavior and Sedimentation. Cem. Concr. Res. 2003, 33, 713–722. [Google Scholar] [CrossRef]
- Falliano, D.; De Domenico, D.; Ricciardi, G.; Gugliandolo, E. 3D-Printable Lightweight Foamed Concrete and Comparison with Classical Foamed Concrete in Terms of Fresh State Properties and Mechanical Strength. Constr. Build. Mater. 2020, 254, 119271. [Google Scholar] [CrossRef]
- Tazawa, E.; Miyazawa, S. Experimental Study on Mechanism of Autogenous Shrinkage of Concrete. Cem. Concr. Res. 1995, 25, 1633–1638. [Google Scholar] [CrossRef]
- Lu, T.; Liang, X.; Liu, C.; Chen, Y.; Li, Z. Experimental and Numerical Study on the Mitigation of Autogenous Shrinkage of Cementitious Material. Cem. Concr. Compos. 2023, 141, 105147. [Google Scholar] [CrossRef]
- Weigler, H.; Karl, S. Konstruktionsleichtbeton Mit Abgeminderter Rohdichte/Leichtzuschlagschaumbeton—Festbetoneigenschaften. Betonw. Fert.-Tech. 1980, 4, 230–239. [Google Scholar]
- Iffat, S. Relation Between Density and Compressive Strength of Hardened Concrete. Concr. Res. Lett. 2015, 6, 182–189. [Google Scholar]
- Othman, R.; Putra Jaya, R.; Muthusamy, K.; Sulaiman, M.; Duraisamy, Y.; Abdullah, M.M.A.B.; Przybył, A.; Sochacki, W.; Skrzypczak, T.; Vizureanu, P. Relation between Density and Compressive Strength of Foamed Concrete. Materials 2021, 14, 2967. [Google Scholar] [CrossRef] [PubMed]
- Mydin, M. Influence of Density, Porosity and Void Size on Thermal Conductivity of Green Lightweight Foamed Concrete. J. Adv. Res. Fluid Mech. Therm. Sci. 2022, 92, 25–35. [Google Scholar] [CrossRef]
- Li, L.; Wang, W.; Wang, Y.; Li, D.; Zhuang, M.-L. Experimental Study on Pore Structure Characteristics and Thermal Conductivity of Fibers Reinforced Foamed Concrete. PLoS ONE 2023, 18, e0287690. [Google Scholar] [CrossRef] [PubMed]
- Jia, H.; Cui, B.; Niu, G.; Chen, J.; Yang, Y.; Wang, Q.; Tang, C. Experimental and Mechanism Study on the Impermeability and Thermal Insulation of Foam Concrete Regulated by Nano-Silica and Fluorine-Free Foam. J. Build. Eng. 2022, 64, 105675. [Google Scholar] [CrossRef]
- Agung Prasetyo, J.M.; Saloma, H.; Juliantina, I.; Lindung Persada, P.W.M. The Effect of Foam and Fly Ash Percentage on Properties of Foamed Concrete. In AIP Conference Proceedings; AIP Pubishing: Woodbury, NY, USA, 2021; Volume 2339. [Google Scholar]
- Falliano, D.; Restuccia, L.; Ferro, G.; Gugliandolo, E. Strategies to Increase the Compressive Strength of Ultra-Lightweight Foamed Concrete. Procedia Struct. Integr. 2020, 28, 1673–1678. [Google Scholar] [CrossRef]
- Hanselmann, W.; Windhab, E. Flow Characteristics and Modelling of Foam Generation in a Continuous Rotor/Stator Mixer. J. Food Eng. 1998, 38, 393–405. [Google Scholar] [CrossRef]
- Sang, G.; Zhu, Y.; Yang, G.; Zhang, H. Preparation and Characterization of High Porosity Cement-Based Foam Material. Constr. Build. Mater. 2015, 91, 133–137. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Composition | Content (wt%) |
|---|---|
| Portland cement clinker | 65–79 |
| Calcined schale | 6–29 |
| Limestone | 6–19 |
| Parameters | Variables for Test | Mixture Type |
|---|---|---|
| water/cement Ratio (%) | 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100, 105, 110, 115, 120, 125, 130 | Paste |
| Foam density (kg/m3) | 30, 50, 70, 90 | Concrete |
| Foam content (%) | 10, 15, 20, 25, 30, 35, 40 | Concrete |
| CIM 30 E Mixing speed (rpm) | 400, 600, 800, 1000, 1200 | Concrete |
| CIM 30 E Mixing duration (min) | 1, 2, 3, 4, 5 | Concrete |
| ELBA Mixing speed (rpm) | 40, 50, 60, 70, 80, 90, 100 | Concrete |
| ELBA Mixing duration (min) | 2, 3, 4, 5 | Concrete |
| Parameters | Name of Specimens | W/C-Ratio (%) | Foam Density (kg/m3) | Unit Content (kg/m3) | CIM-30E | ELBA | ||||
|---|---|---|---|---|---|---|---|---|---|---|
| Water | Cement | Foam | rpm | min | rpm | min | ||||
| W/C-ratio | MS-WZ | 40 | 45 | 47.03 | 117.57 | 41.15 | 800 | 3 | 60 | 3 |
| MS-WZ | 45 | 45 | 50.94 | 113.21 | 41.04 | 800 | 3 | 60 | 3 | |
| MS-WZ | 50 | 45 | 54.58 | 109.16 | 40.93 | 800 | 3 | 60 | 3 | |
| MS-WZ | 55 | 45 | 57.96 | 105.39 | 40.84 | 800 | 3 | 60 | 3 | |
| MS-WZ | 60 | 45 | 61.12 | 101.87 | 40.75 | 800 | 3 | 60 | 3 | |
| MS-WZ | 65 | 45 | 64.07 | 98.58 | 40.66 | 800 | 3 | 60 | 3 | |
| MS-WZ | 70 | 45 | 66.84 | 95.49 | 40.58 | 800 | 3 | 60 | 3 | |
| MS-WZ | 75 | 45 | 69.44 | 92.59 | 40.51 | 800 | 3 | 60 | 3 | |
| MS-WZ | 80 | 45 | 71.89 | 89.86 | 40.44 | 800 | 3 | 60 | 3 | |
| MS-WZ | 85 | 45 | 74.20 | 87.29 | 40.37 | 800 | 3 | 60 | 3 | |
| MS-WZ | 90 | 45 | 76.38 | 84.86 | 40.31 | 800 | 3 | 60 | 3 | |
| MS-WZ | 95 | 45 | 78.44 | 82.57 | 40.25 | 800 | 3 | 60 | 3 | |
| MS-WZ | 100 | 45 | 80.39 | 80.39 | 40.20 | 800 | 3 | 60 | 3 | |
| MS-WZ | 105 | 45 | 82.24 | 78.33 | 40.14 | 800 | 3 | 60 | 3 | |
| MS-WZ | 110 | 45 | 84.00 | 76.37 | 40.09 | 800 | 3 | 60 | 3 | |
| MS-WZ | 115 | 45 | 85.68 | 74.50 | 40.05 | 800 | 3 | 60 | 3 | |
| MS-WZ | 120 | 45 | 87.27 | 72.73 | 40.00 | 800 | 3 | 60 | 3 | |
| MS-WZ | 125 | 45 | 88.79 | 71.03 | 39.96 | 800 | 3 | 60 | 3 | |
| MS-WZ | 130 | 45 | 90.24 | 69.42 | 39.91 | 800 | 3 | 60 | 3 | |
| Foam density | MS-L5W70 | 60 | 30 | 42.07 | 70.12 | 28.05 | 800 | 3 | 60 | 3 |
| MS-L5W90 | 60 | 50 | 67.21 | 112.01 | 44.80 | 800 | 3 | 60 | 3 | |
| MS-L5W110 | 60 | 70 | 90.33 | 150.55 | 60.22 | 800 | 3 | 60 | 3 | |
| MS-L3W120 | 60 | 90 | 111.68 | 186.14 | 74.46 | 800 | 3 | 60 | 3 | |
| Foam content | MS-SG10 | 60 | 45 | 133.83 | 223.04 | 35.69 | 800 | 3 | 60 | 3 |
| MS-SG15 | 60 | 45 | 95.83 | 159.71 | 38.33 | 800 | 3 | 60 | 3 | |
| MS-SG20 | 60 | 45 | 74.64 | 124.39 | 39.81 | 800 | 3 | 60 | 3 | |
| MS-SG25 | 60 | 45 | 61.12 | 101.87 | 40.75 | 800 | 3 | 60 | 3 | |
| MS-SG30 | 60 | 45 | 51.75 | 86.25 | 41.40 | 800 | 3 | 60 | 3 | |
| MS-SG35 | 60 | 45 | 44.87 | 74.78 | 41.88 | 800 | 3 | 60 | 3 | |
| MS-SG40 | 60 | 45 | 39.60 | 66.01 | 42.24 | 800 | 3 | 60 | 3 | |
| CIM 30 E Mixing speed | MS-GDZ400 | 60 | 30 | 61.12 | 101.87 | 40.75 | 400 | 3 | 60 | 3 |
| MS-GDZ600 | 60 | 50 | 61.12 | 101.87 | 40.75 | 600 | 3 | 60 | 3 | |
| MS-GDZ800 | 60 | 70 | 61.12 | 101.87 | 40.75 | 800 | 3 | 60 | 3 | |
| MS-GDZ1000 | 60 | 90 | 61.12 | 101.87 | 40.75 | 1000 | 3 | 60 | 3 | |
| MS-GDZ1200 | 60 | 45 | 61.12 | 101.87 | 40.75 | 1200 | 3 | 60 | 3 | |
| CIM 30 E Mixing duration | MS-GMZ1 | 60 | 45 | 61.12 | 101.87 | 40.75 | 800 | 1 | 60 | 3 |
| MS-GMZ2 | 60 | 45 | 61.12 | 101.87 | 40.75 | 800 | 2 | 60 | 3 | |
| MS-GMZ3 | 60 | 45 | 61.12 | 101.87 | 40.75 | 800 | 3 | 60 | 3 | |
| MS-GMZ4 | 60 | 45 | 61.12 | 101.87 | 40.75 | 800 | 4 | 60 | 3 | |
| MS-GMZ5 | 60 | 45 | 61.12 | 101.87 | 40.75 | 800 | 5 | 60 | 3 | |
| ELBA Mixing speed | MS-ADZ40 | 60 | 45 | 61.12 | 101.87 | 40.75 | 800 | 3 | 40 | 3 |
| MS-ADZ50 | 60 | 45 | 61.12 | 101.87 | 40.75 | 800 | 3 | 50 | 3 | |
| MS-ADZ60 | 60 | 45 | 61.12 | 101.87 | 40.75 | 800 | 3 | 60 | 3 | |
| MS-ADZ70 | 60 | 45 | 61.12 | 101.87 | 40.75 | 800 | 3 | 70 | 3 | |
| MS-ADZ80 | 60 | 45 | 61.12 | 101.87 | 40.75 | 800 | 3 | 80 | 3 | |
| MS-ADZ90 | 60 | 45 | 61.12 | 101.87 | 40.75 | 800 | 3 | 90 | 3 | |
| MS-ADZ100 | 60 | 45 | 61.12 | 101.87 | 40.75 | 800 | 3 | 100 | 3 | |
| ELBA Mixing duration | MS-AMZ2 | 60 | 45 | 61.12 | 101.87 | 40.75 | 800 | 3 | 60 | 2 |
| MS-AMZ3 | 60 | 45 | 61.12 | 101.87 | 40.75 | 800 | 3 | 60 | 3 | |
| MS-AMZ4 | 60 | 45 | 61.12 | 101.87 | 40.75 | 800 | 3 | 60 | 4 | |
| MS-AMZ5 | 60 | 45 | 61.12 | 101.87 | 40.75 | 800 | 3 | 60 | 5 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, T.; Garrecht, H. Effects of Mixing Techniques and Material Compositions on the Compressive Strength and Thermal Conductivity of Ultra-Lightweight Foam Concrete. Materials 2024, 17, 2640. https://doi.org/10.3390/ma17112640
Xu T, Garrecht H. Effects of Mixing Techniques and Material Compositions on the Compressive Strength and Thermal Conductivity of Ultra-Lightweight Foam Concrete. Materials. 2024; 17(11):2640. https://doi.org/10.3390/ma17112640
Chicago/Turabian StyleXu, Tongyu, and Harald Garrecht. 2024. "Effects of Mixing Techniques and Material Compositions on the Compressive Strength and Thermal Conductivity of Ultra-Lightweight Foam Concrete" Materials 17, no. 11: 2640. https://doi.org/10.3390/ma17112640
APA StyleXu, T., & Garrecht, H. (2024). Effects of Mixing Techniques and Material Compositions on the Compressive Strength and Thermal Conductivity of Ultra-Lightweight Foam Concrete. Materials, 17(11), 2640. https://doi.org/10.3390/ma17112640