
Determining the Reactivity of Selected Biomass Types Considering Their Application in Pyrometallurgical Processes of Metal Production

 , , , and
, , , and
Abstract
:1. Introduction
Cupriferous Slag Reduction
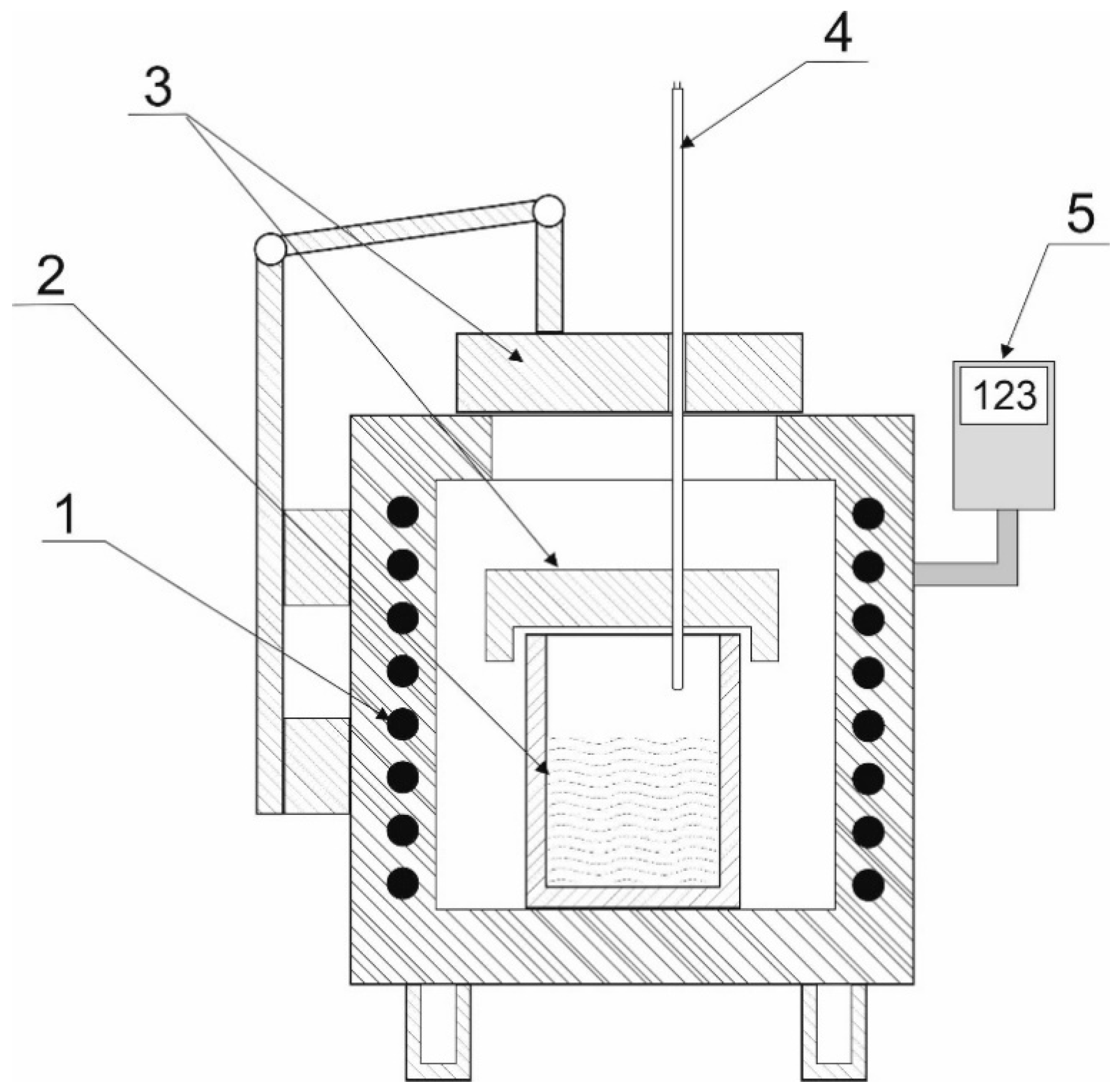
2. Materials and Methods
3. Results
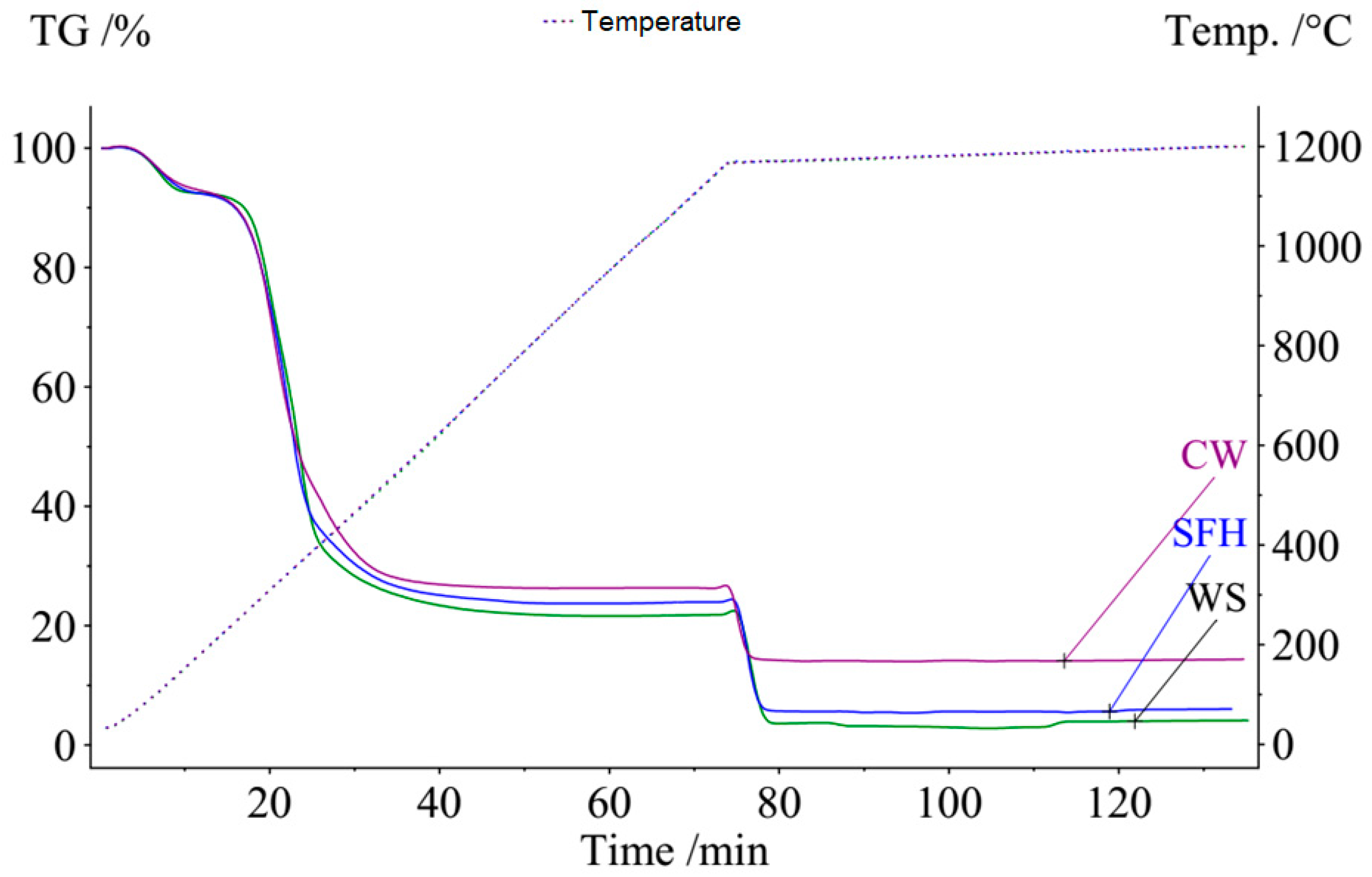
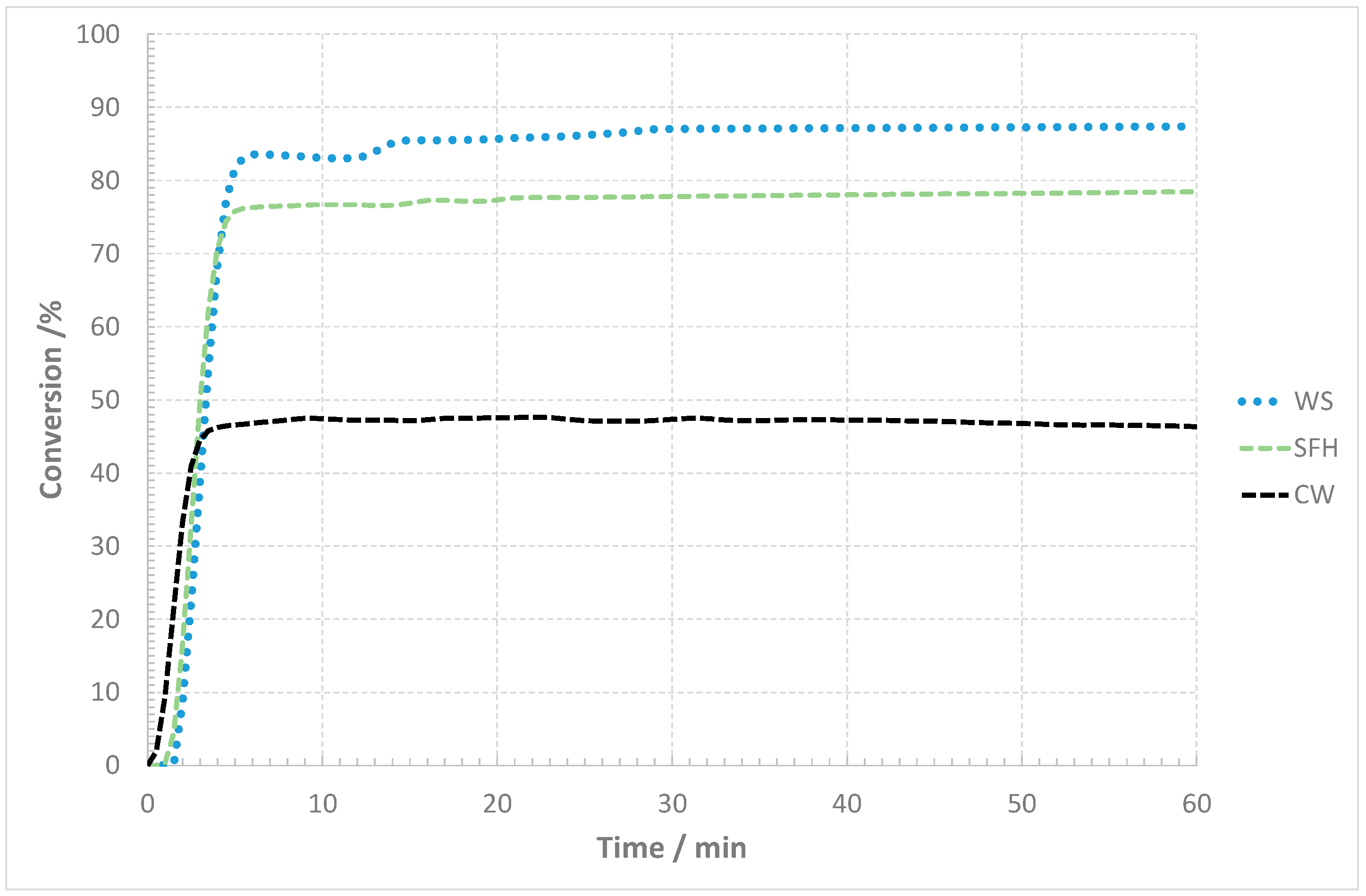
3.1. Biomass Reactivity
3.2. Reduction Melting of Slags
4. Conclusions
- All three analysed samples are classified as highly reactive, but we can see certain differences in other monitored parameters.
- The time to reach maximum reactivity ranged from 1.5 to 3 min, and the lowest value was recorded for the sample of spent coffee grounds.
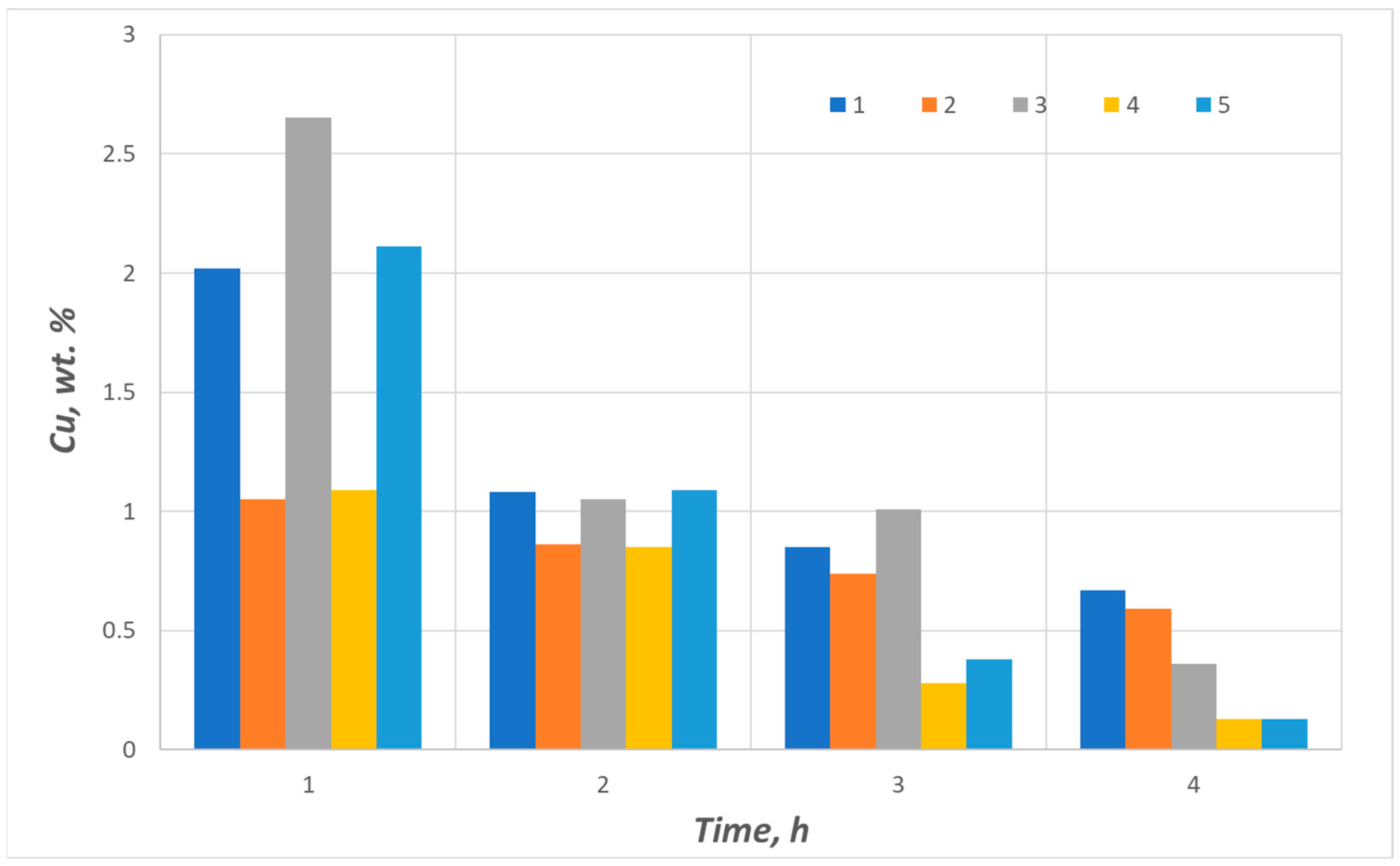
- While using the waste biomaterials (coffee spent grounds, sunflower husk pellets and walnut shells), the potential for slag decopperisation at levels comparable to those for breeze coke (a conventional reducer) was confirmed.
- The application of reducer addition, such as sunflower husk pellets or walnut shells, ensures copper content reduction at three hours to values lower than 0.5 wt%, which means that the applied waste slag can be safely stored or used as a raw material in other economic sectors.
- The industrial application of biomaterials requires a series of larger-scale tests to determine the effects of volatile matter on the atmosphere and its corrosive effects on the working components of the metallurgical system as well as on the emission of gaseous pollutants generated during the process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shaw, K.J.; Beamish, B.B.; Rodgers, K.A. Thermogravimetric Analytical Procedures for Determining Reactivities of Chars from New Zealand Coals. Thermochim. Acta 1997, 302, 181–187. [Google Scholar] [CrossRef]
- Smoliński, A.; Howaniec, N.; Stanczyk, K. Metody Badania Reaktywności Węgla w Procesach Spalania i Zgazowania. Res. Rep. Min. Environ. 2006, 39, 77–92. [Google Scholar]
- Van Heek, K.H.; Mühlen, H.-J. Aspects of Coal Properties and Constitution Important for Gasification. Fuel 1985, 64, 1405–1414. [Google Scholar] [CrossRef]
- Sharma, D.K.; Sulimma, A.; Van Heek, K.H. Comparative Studies of Pyrolysis of Coal in Inert Gas, Steam and Hydrogen under Pressure. Erdől Kohle Erdgas Petrochem. 1986, 39, 173–176. [Google Scholar]
- Li, Z.; Ma, G.; Zhang, X.; Li, J. Characteristics and Chemical Speciation of Waste Copper Slag. Environ. Sci. Pollut. Res. 2021, 28, 20012–20022. [Google Scholar] [CrossRef] [PubMed]
- Gorai, B.; Jana, R.K. Premchand Characteristics and Utilisation of Copper Slag—A Review. Resour. Conserv. Recycl. 2003, 39, 299–313. [Google Scholar] [CrossRef]
- Shi, C.; Meyer, C.; Behnood, A. Utilization of Copper Slag in Cement and Concrete. Resour. Conserv. Recycl. 2008, 52, 1115–1120. [Google Scholar] [CrossRef]
- Murari, K.; Siddique, R.; Jain, K.K. Use of Waste Copper Slag, a Sustainable Material. J. Mater. Cycles Waste Manag. 2015, 17, 13–26. [Google Scholar] [CrossRef]
- Kundu, T.; Senapati, S.; Das, S.K.; Angadi, S.I.; Rath, S.S. A Comprehensive Review on the Recovery of Copper Values from Copper Slag. Powder Technol. 2023, 426, 118693. [Google Scholar] [CrossRef]
- Guo, Z.; Zhu, D.; Pan, J.; Wu, T.; Zhang, F. Improving Beneficiation of Copper and Iron from Copper Slag by Modifying the Molten Copper Slag. Metals 2016, 6, 86. [Google Scholar] [CrossRef]
- Wang, Q.; Ma, H.; Liu, M.; Guo, R.; Liu, G. A New Method of Full Resource Utilization of Copper Slag. Hydrometallurgy 2022, 212, 105899. [Google Scholar] [CrossRef]
- Ayano, T.; Kuramoto, O.; Sakata, K. Concrete with Copper Slag Fine Aggregate. J. Soc. Mater. Sci. Jpn. 2000, 49, 1097–1102. [Google Scholar] [CrossRef]
- Gabasiane, T.S.; Danha, G.; Mamvura, T.A.; Mashifana, T.; Dzinomwa, G. Environmental and Socioeconomic Impact of Copper Slag—A Review. Crystals 2021, 11, 1504. [Google Scholar] [CrossRef]
- Fernández-González, D.; Prazuch, J.; Ruiz-Bustinza, Í.; González-Gasca, C.; Gómez-Rodríguez, C.; Verdeja, L. Recovery of Copper and Magnetite from Copper Slag Using Concentrated Solar Power (CSP). Metals 2021, 11, 1032. [Google Scholar] [CrossRef]
- Urosevic, D.M.; Dimitrijevic, M.D.; Jankovic, Z.D.; Antic, D.V. Recovery of Copper from the Copper Slag and Copper Slag Flotation Tailings by Oxidative Leaching. Physicochem. Probl. Miner. Process. 2015, 51, 73–82. [Google Scholar] [CrossRef]
- Zhang, H.; Hu, C.; Gao, W.; Lu, M. Recovery of Iron from Copper Slag Using Coal-Based Direct Reduction: Reduction Characteristics and Kinetics. Minerals 2020, 10, 973. [Google Scholar] [CrossRef]
- Erdenebold, U.; Choi, H.-M.; Wang, J.-P. Recovery of Pig Iron from Copper Smelting Slag by Reduction Smelting. Arch. Metall. Mater. 2018, 63, 1793–1798. [Google Scholar] [CrossRef]
- Siddique, R.; Singh, M.; Jain, M. Recycling Copper Slag in Steel Fibre Concrete for Sustainable Construction. J. Clean. Prod. 2020, 271, 122559. [Google Scholar] [CrossRef]
- Li, Y.; Zhu, X.; Qi, X.; Shu, B.; Zhang, X.; Li, K.; Wei, Y.; Wang, H. Removal and Immobilization of Arsenic from Copper Smelting Wastewater Using Copper Slag by in Situ Encapsulation with Silica Gel. Chem. Eng. J. 2020, 394, 124833. [Google Scholar] [CrossRef]
- Yao, X.; Xie, H. Renewable Energy and Green Metallurgy Technology. Processes 2024, 12, 340. [Google Scholar] [CrossRef]
- Zhang, J.; Fu, H.; Liu, Y.; Dang, H.; Ye, L.; Conejio, A.N.; Xu, R. Review on Biomass Metallurgy: Pretreatment Technology, Metallurgical Mechanism and Process Design. Int. J. Miner. Metall. Mater. 2022, 29, 1133–1149. [Google Scholar] [CrossRef]
- Wei, R.; Zhang, L.; Cang, D.; Li, J.; Li, X.; Xu, C.C. Current Status and Potential of Biomass Utilization in Ferrous Metallurgical Industry. Renew. Sustain. Energy Rev. 2017, 68, 511–524. [Google Scholar] [CrossRef]
- Wei, R.; Meng, K.; Long, H.; Xu, C. Biomass Metallurgy: A Sustainable and Green Path to a Carbon-Neutral Metallurgical Industry. Renew. Sustain. Energy Rev. 2024, 199, 114475. [Google Scholar] [CrossRef]
- Legemza, J.; Fröhlichová, M.; Findorák, R. Biomass and Carbon Fuels in Metallurgy, 1st ed.; CRC Press: Boca Raton, FL, USA, 2019; ISBN 978-0-429-27403-9. [Google Scholar]
- Bellouard, Q.; Rodat, S.; Grateau, M.; Abanades, S. Solar Biomass Gasification Combined With Iron Oxide Reduction for Syngas Production and Green Iron Metallurgy. Front. Energy Res. 2020, 8, 66. [Google Scholar] [CrossRef]
- Kieush, L.; Rieger, J.; Schenk, J.; Brondi, C.; Rovelli, D.; Echterhof, T.; Cirilli, F.; Thaler, C.; Jaeger, N.; Snaet, D.; et al. A Comprehensive Review of Secondary Carbon Bio-Carriers for Application in Metallurgical Processes: Utilization of Torrefied Biomass in Steel Production. Metals 2022, 12, 2005. [Google Scholar] [CrossRef]
- Matsumura, T.; Ichida, M.; Nagasaka, T.; Kato, K. Carbonization Behaviour of Woody Biomass and Resulting Metallurgical Coke Properties. ISIJ Int. 2008, 48, 572–577. [Google Scholar] [CrossRef]
- Griessacher, T.; Antrekowitsch, J. Utilization of Biomass at the Recycling of Heavy Metal Containing Wastes. Waste Biomass Valor. 2012, 3, 369–374. [Google Scholar] [CrossRef]
- Adrados, A.; De Marco, I.; López-Urionabarrenechea, A.; Solar, J.; Caballero, B.; Gastelu, N. Biomass Pyrolysis Solids as Reducing Agents: Comparison with Commercial Reducing Agents. Materials 2015, 9, 3. [Google Scholar] [CrossRef]
- Adrados, A.; Merchán, M.; Obregón, A.; Artola, A.; Iparraguirre, J.A.; García De Cortázar, M.; Eguizabal, D.; Demey, H. Development of a Sustainable Metallurgical Process to Valorize Copper Smelting Wastes with Olive Stones-Based Biochar. Metals 2022, 12, 1756. [Google Scholar] [CrossRef]
- Bazaluk, O.; Kieush, L.; Koveria, A.; Schenk, J.; Pfeiffer, A.; Zheng, H.; Lozynskyi, V. Metallurgical Coke Production with Biomass Additives: Study of Biocoke Properties for Blast Furnace and Submerged Arc Furnace Purposes. Materials 2022, 15, 1147. [Google Scholar] [CrossRef]
- Wang, S.; Chai, Y.; Wang, Y.; Luo, G.; An, S. Review on the Application and Development of Biochar in Ironmaking Production. Metals 2023, 13, 1844. [Google Scholar] [CrossRef]
- Zhou, M.; Yu, Z.; Wang, P.; Xie, H.; Wen, Y.; Li, J. Thermodynamic Analysis of Iron Ore Sintering Process Based on Biomass Carbon. Energies 2020, 13, 5988. [Google Scholar] [CrossRef]
- Dornig, C.; Hanke, G.; Antrekowitsch, J. Utilization of Charcoal Obtained from Woody Biomass in Metallurgical Processes Based on Solid–Gas Reactions. Metals 2024, 14, 592. [Google Scholar] [CrossRef]
- Matula, T.; Labaj, J.; Vadasz, P.; Plešingerová, B.; Smalcerz, A.; Blacha, L. Application of Sunflower Husk Pellet as a Reducer in Metallurgical Processes. Materials 2023, 16, 6790. [Google Scholar] [CrossRef]
- Matula, T.; Labaj, J.; Nowacki, K.; Blacha, L.; Kortyka, L.; Mycka, L.; Madej, P.; Jaworek, L.; Wojtal, T. Application of Spent Coffee Grounds (SCGs) as a Fuel and Alternative Reducer of Slags from the Copper Industry. Energies 2023, 16, 2415. [Google Scholar] [CrossRef]
- Smalcerz, A.; Matula, T.; Slusorz, M.; Wojtasik, J.; Chaberska, W.; Kluska, S.; Kortyka, L.; Mycka, L.; Blacha, L.; Labaj, J. The Use of PCB Scrap in the Reduction in Metallurgical Copper Slags. Materials 2023, 16, 625. [Google Scholar] [CrossRef]
- Ptak, S.; Matuła, T.; Blacha, L.; Łabaj, J.; Smalcerz, A.; Półka, M. Reduction of Metallurgical Slags Using Sunflower Pellets. Metall. Mater. Trans. B 2024, 55, 1690–1699. [Google Scholar] [CrossRef]
- Zuo, Z.; Yu, Q.; Wei, M.; Xie, H.; Duan, W.; Wang, K.; Qin, Q. Thermogravimetric Study of the Reduction of Copper Slag by Biomass: Reduction Characteristics and Kinetics. J. Therm. Anal. Calorim. 2016, 126, 481–491. [Google Scholar] [CrossRef]
- Li, B.; Wei, Y.; Wang, H.; Yang, Y. Reduction of Magnetite from Copper Smelting Slag Using Petro-Diesel and Biodiesel. ISIJ Int. 2018, 58, 1168–1174. [Google Scholar] [CrossRef]
- Zhou, S.; Wei, Y.; Zhang, S.; Li, B.; Wang, H.; Yang, Y.; Barati, M. Reduction of Copper Smelting Slag Using Waste Cooking Oil. J. Clean. Prod. 2019, 236, 117668. [Google Scholar] [CrossRef]
- Zuo, Z.; Yu, Q.; Luo, S.; Zhang, J.; Zhou, E. Effects of CaO on Two-Step Reduction Characteristics of Copper Slag Using Biochar as Reducer: Thermodynamic and Kinetics. Energy Fuels 2020, 34, 491–500. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reducer | Chemical Composition of the Reducer, wt% | Heat of Combustion | ||||
|---|---|---|---|---|---|---|
| C | H | O | N | S | kJ/kg | |
| Walnut shells | 46.30 | 6.59 | 41.66 | 0.50 | - | 17.35 |
| SCGs | 47.20 | 6.17 | 50.00 | 3.11 | - | 21.09 |
| Sunflower husk pellet | 52.08 | 6.06 | 37.94 | 0.75 | 0.09 | 20.49 |
| Sample | rA/min−1 | trA/min | tX50/min | ΔmINERT/% | mFINAL/% |
|---|---|---|---|---|---|
| WS | 0.366979773 | 3 | 3.86 | 78.01 | 2.78 |
| Pellet SFH | 0.414915945 | 2.5 | 3.02 | 75.88 | 5.20 |
| Spent coffee grounds | 0.18344614 | 1.5 | 4.60 * (46.6) | 3.25 | 14.35 |
| Sample No | Reducer | Reducer Weight, g | Time, h | Metal Weight, g | Secondary Slag Weight, g | Cu Content, wt% |
|---|---|---|---|---|---|---|
| 1 | coke breeze | 10.12 | 1 | 2.05 | 76.2 | 2.02 |
| 2 | 2 | 3.5 | 73.7 | 1.08 | ||
| 3 | 3 | 6.7 | 69.89 | 0.85 | ||
| 4 | 4 | 8.41 | 67.16 | 0.67 | ||
| 5 | flotation concentrate | 11.72 | 1 | 10.45 | 70.66 | 1.05 |
| 6 | 2 | 10.5 | 67.96 | 0.86 | ||
| 7 | 3 | 11.99 | 64.88 | 0.74 | ||
| 8 | 4 | 11.53 | 66.02 | 0.59 | ||
| 9 | coffee | 18.28 | 1 | 7.95 | 68.83 | 2.65 |
| 10 | 2 | 12.7 | 62.69 | 1.05 | ||
| 11 | 3 | 7.98 | 69.51 | 1.01 | ||
| 12 | 4 | 12 | 64.54 | 0.36 | ||
| 13 | pellet | 18.28 | 1 | 11.03 | 66.08 | 1.09 |
| 14 | 2 | 12.6 | 62.04 | 0.85 | ||
| 15 | 3 | 7.56 | 70 | 0.28 | ||
| 16 | 4 | 12.26 | 62.05 | 0.13 | ||
| 17 | walnut | 18.28 | 1 | 9.93 | 66.36 | 2.11 |
| 18 | 2 | 8.97 | 67.06 | 1.09 | ||
| 19 | 3 | 12.65 | 62.83 | 0.38 | ||
| 20 | 4 | 12.26 | 62.05 | 0.13 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Findorak, R.; Pikna, L.; Matuła, T.; Blacha, L.; Łabaj, J.; Smalcerz, A.; Babilas, D. Determining the Reactivity of Selected Biomass Types Considering Their Application in Pyrometallurgical Processes of Metal Production. Materials 2024, 17, 2691. https://doi.org/10.3390/ma17112691
Findorak R, Pikna L, Matuła T, Blacha L, Łabaj J, Smalcerz A, Babilas D. Determining the Reactivity of Selected Biomass Types Considering Their Application in Pyrometallurgical Processes of Metal Production. Materials. 2024; 17(11):2691. https://doi.org/10.3390/ma17112691
Chicago/Turabian StyleFindorak, Robert, Lubomir Pikna, Tomasz Matuła, Leszek Blacha, Jerzy Łabaj, Albert Smalcerz, and Dorota Babilas. 2024. "Determining the Reactivity of Selected Biomass Types Considering Their Application in Pyrometallurgical Processes of Metal Production" Materials 17, no. 11: 2691. https://doi.org/10.3390/ma17112691