

A Comprehensive Approach for Designing Low Carbon Wood Bio-Concretes

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
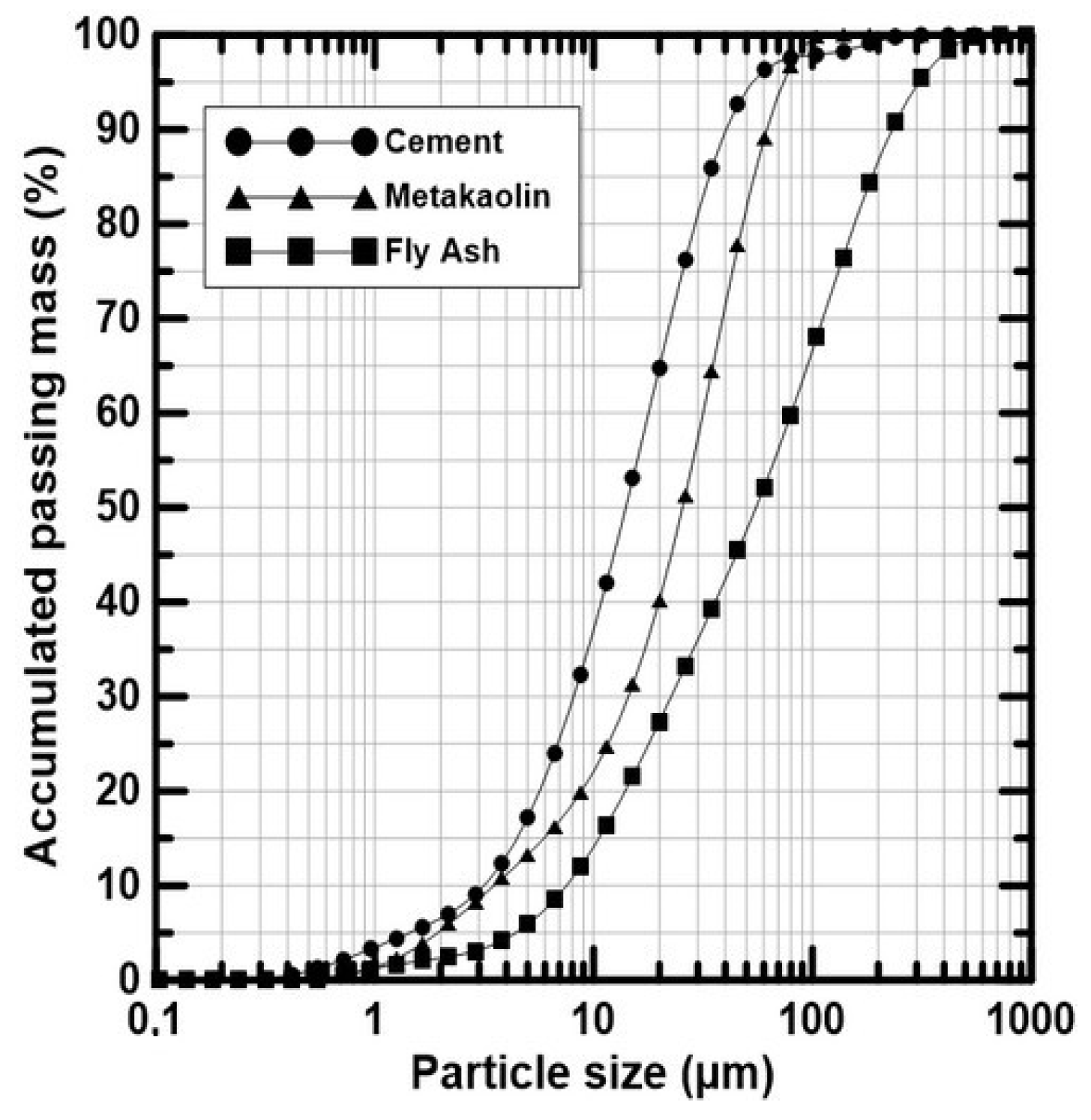
2.1. Materials
2.2. Wood Shavings Treatment
2.3. Bio-Concretes Fabrication and Testing
2.3.1. Bio-Concretes Production
2.3.2. Bulk Density and Compressive Test
2.4. Life Cycle Assessment (LCA) for GHG Emissions Calculation
2.4.1. Definition of Goal, Scope and Functional Unit
2.4.2. Life Cycle Inventory (LCI)
2.4.3. Life Cycle Impact Assessment (LCIA)
2.4.4. Biogenic Carbon Calculation
2.4.5. GHG Emissions-Mechanical Performance Intensity Indicator
3. Results and Discussions
3.1. Workability
3.2. Bulk Density
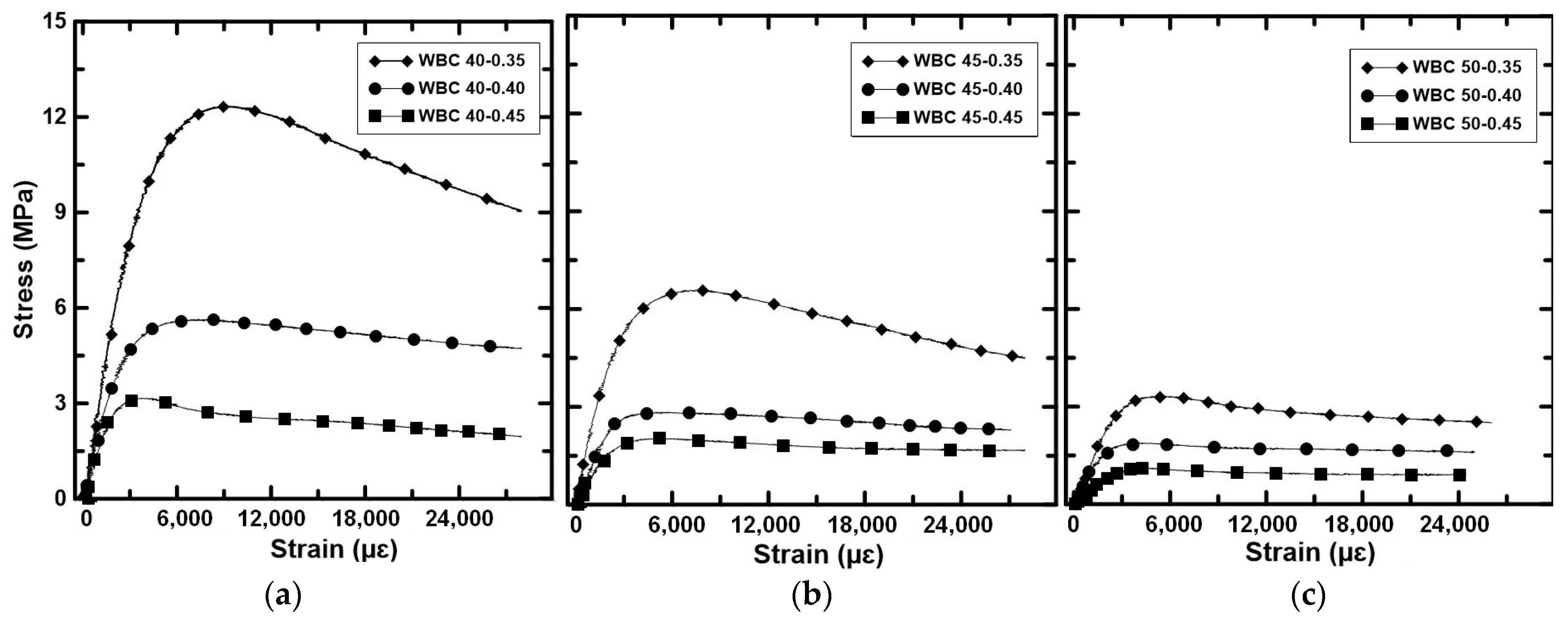
3.3. Compressive Strength
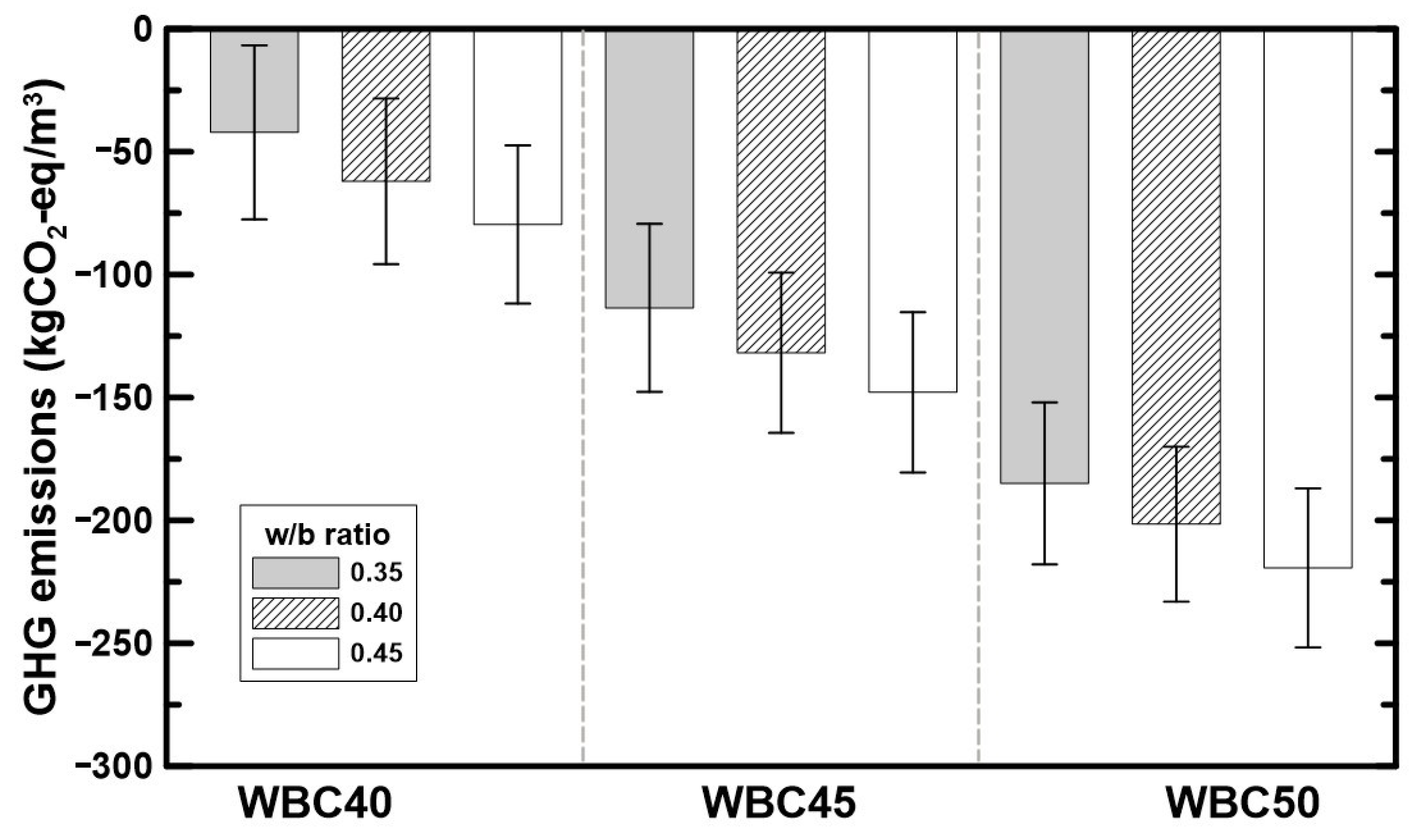
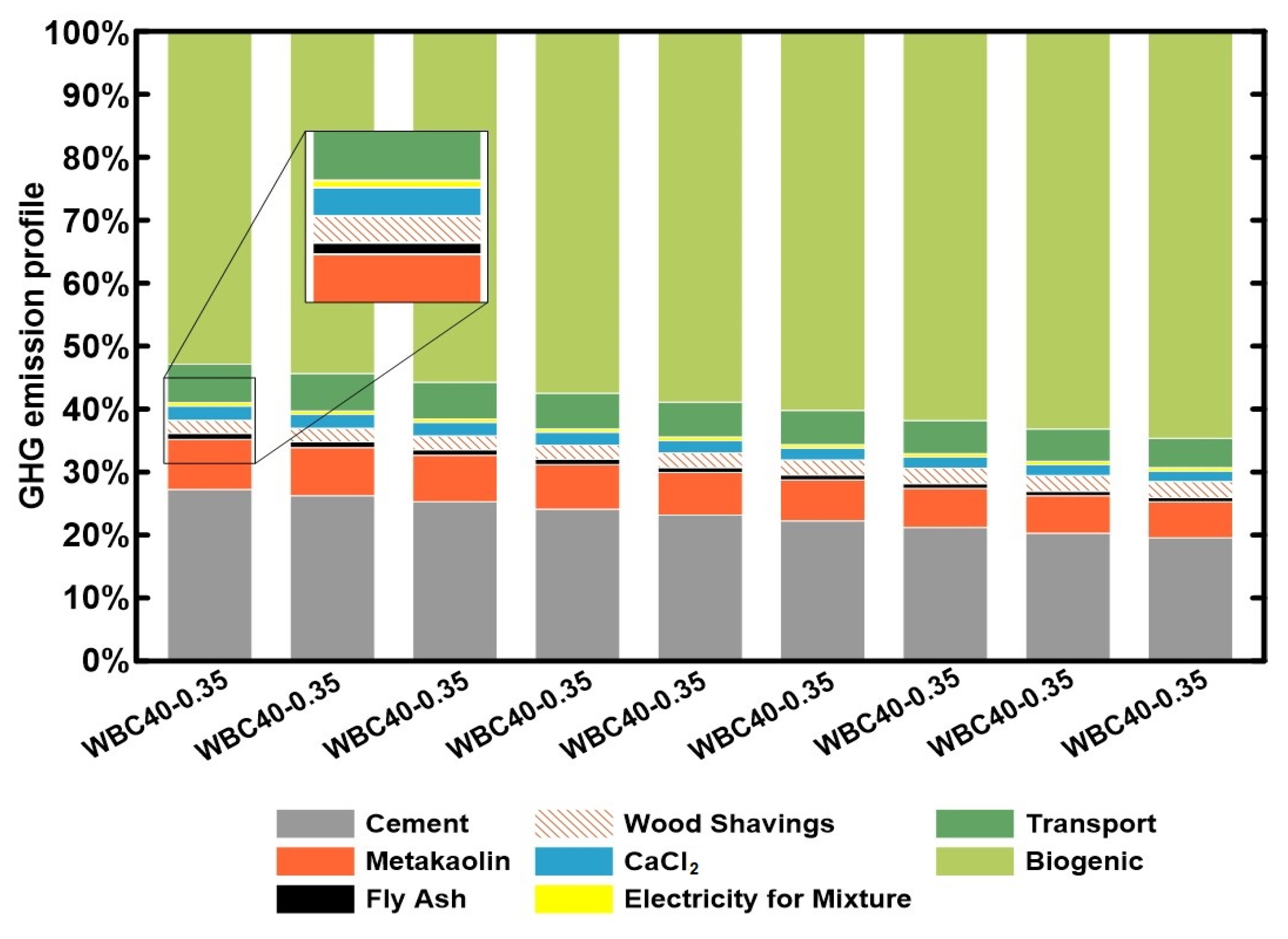
3.4. GHG Emissions
3.5. Mix Design Diagram Construction
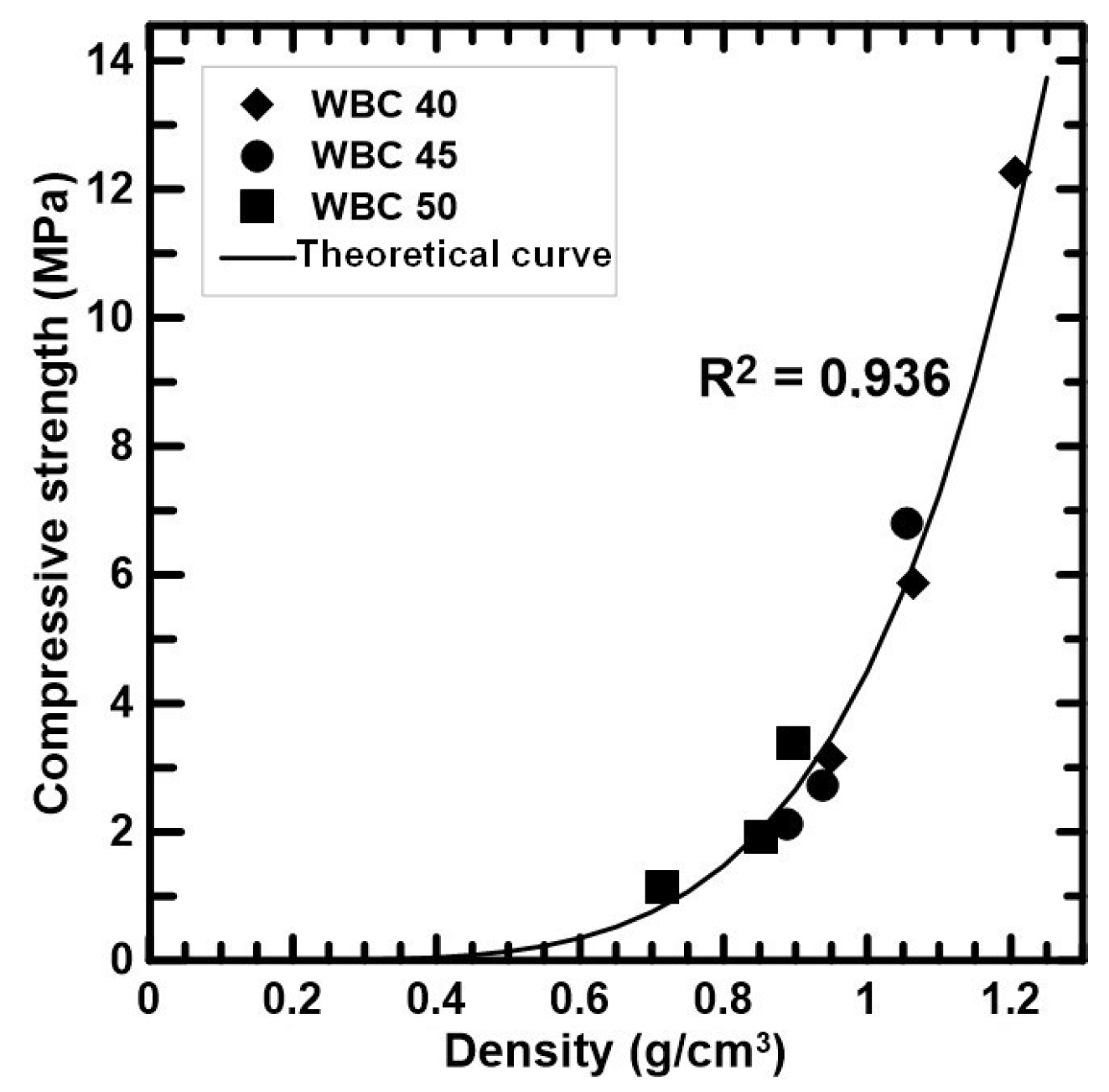
3.5.1. Compressive Strength vs. Bulk Density
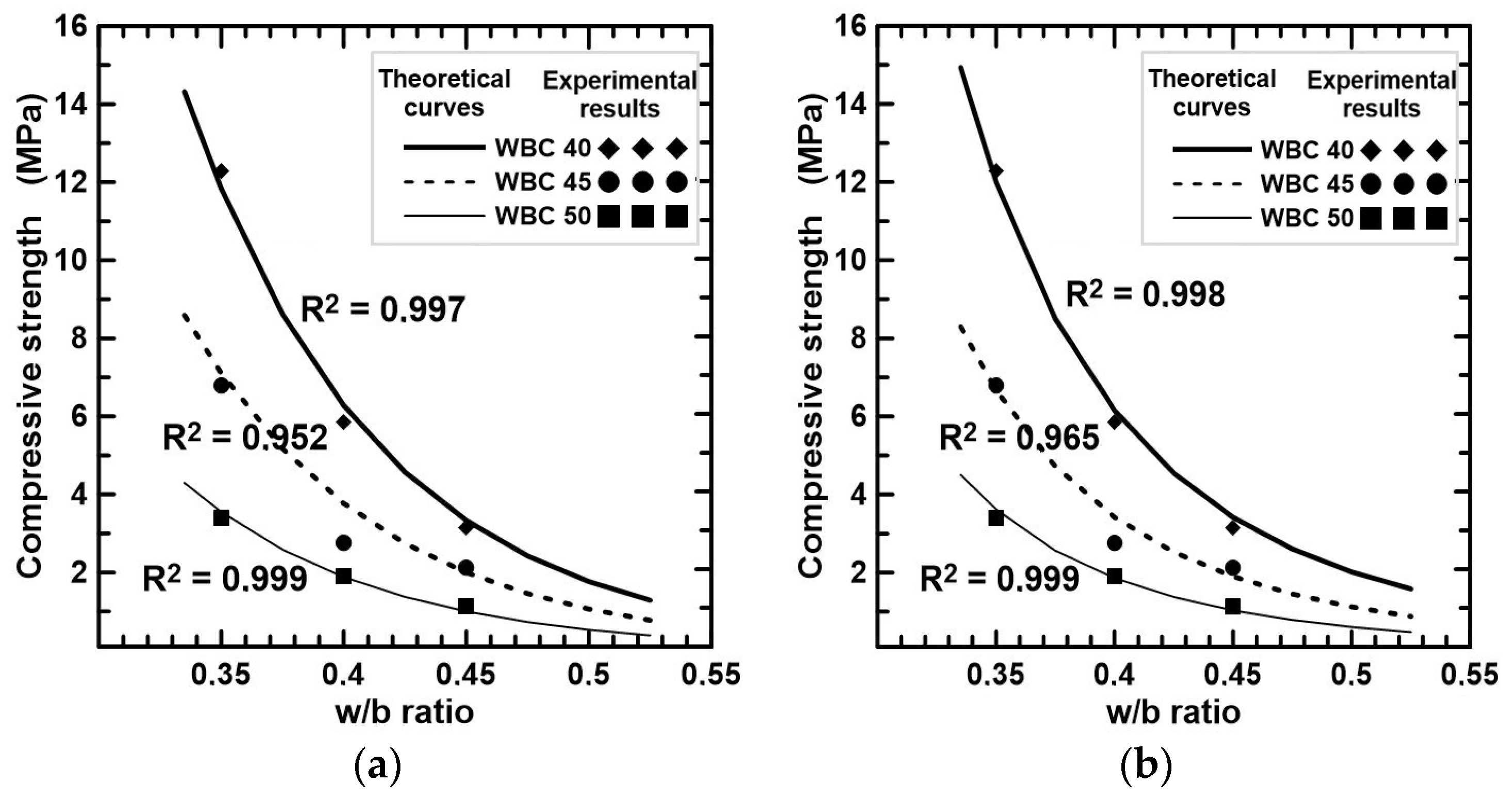
3.5.2. Compressive Strength vs. Water-to-Binder Ratio
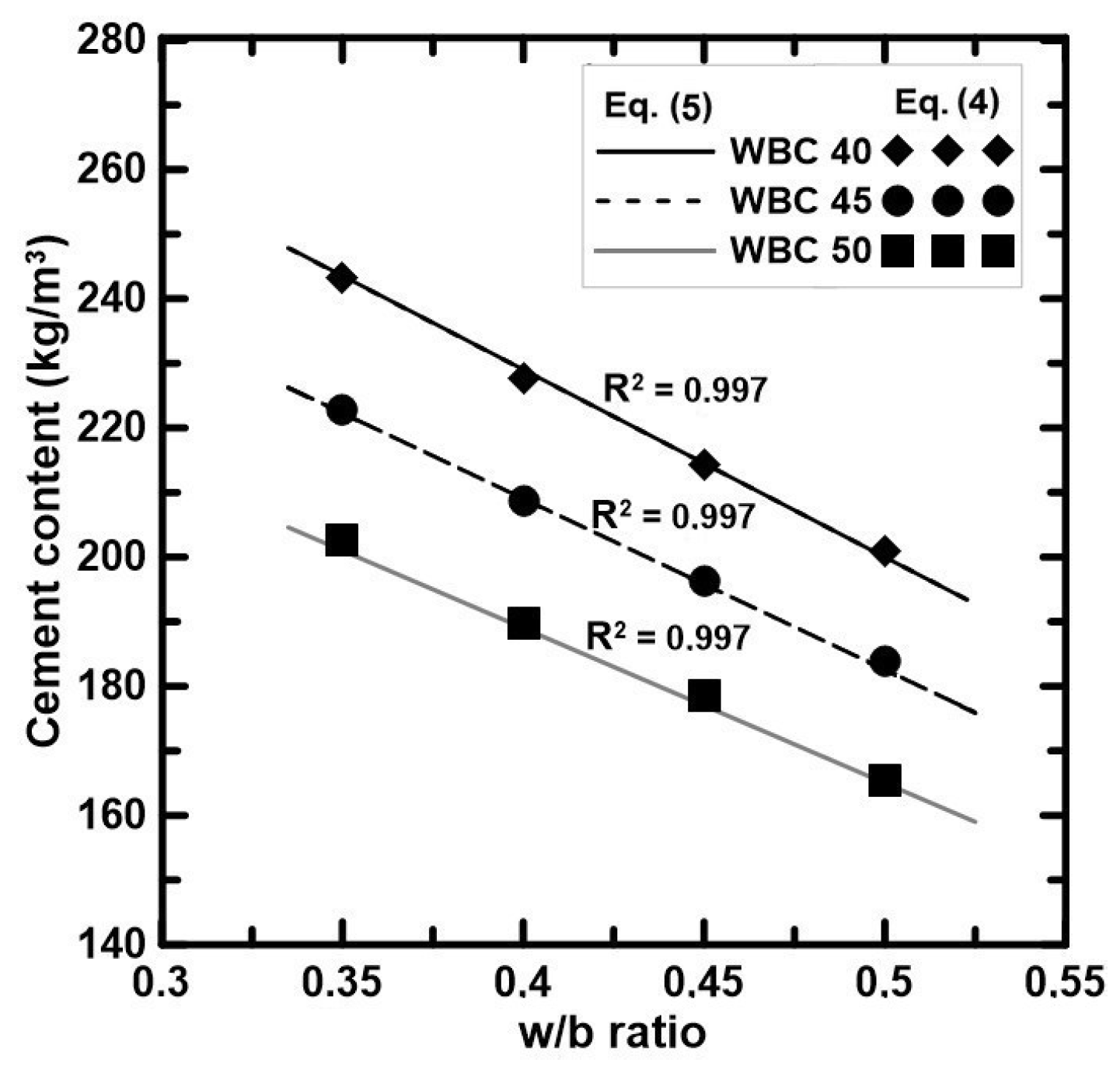
3.5.3. Cement Content vs. Water-to-Binder Ratio
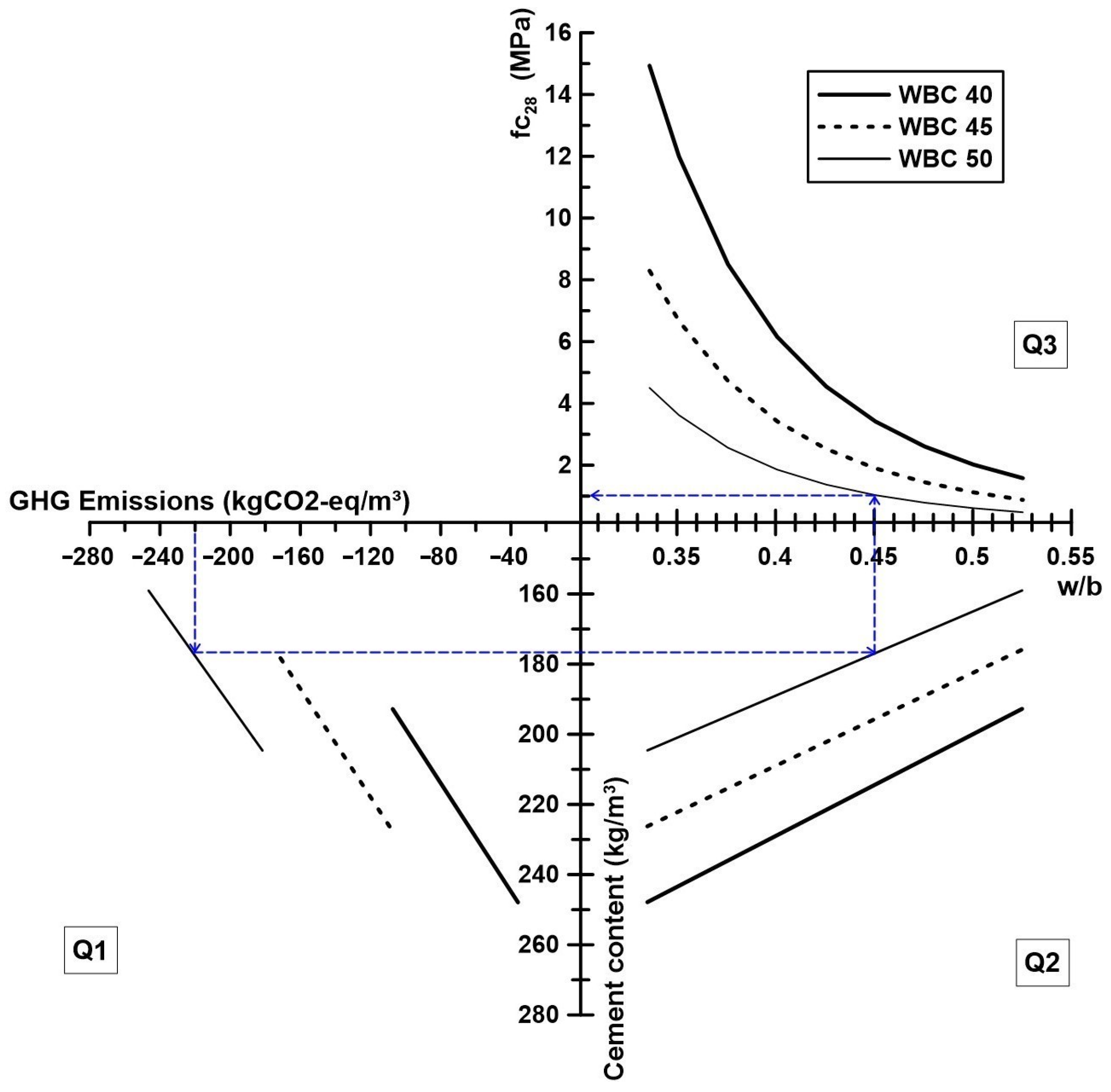
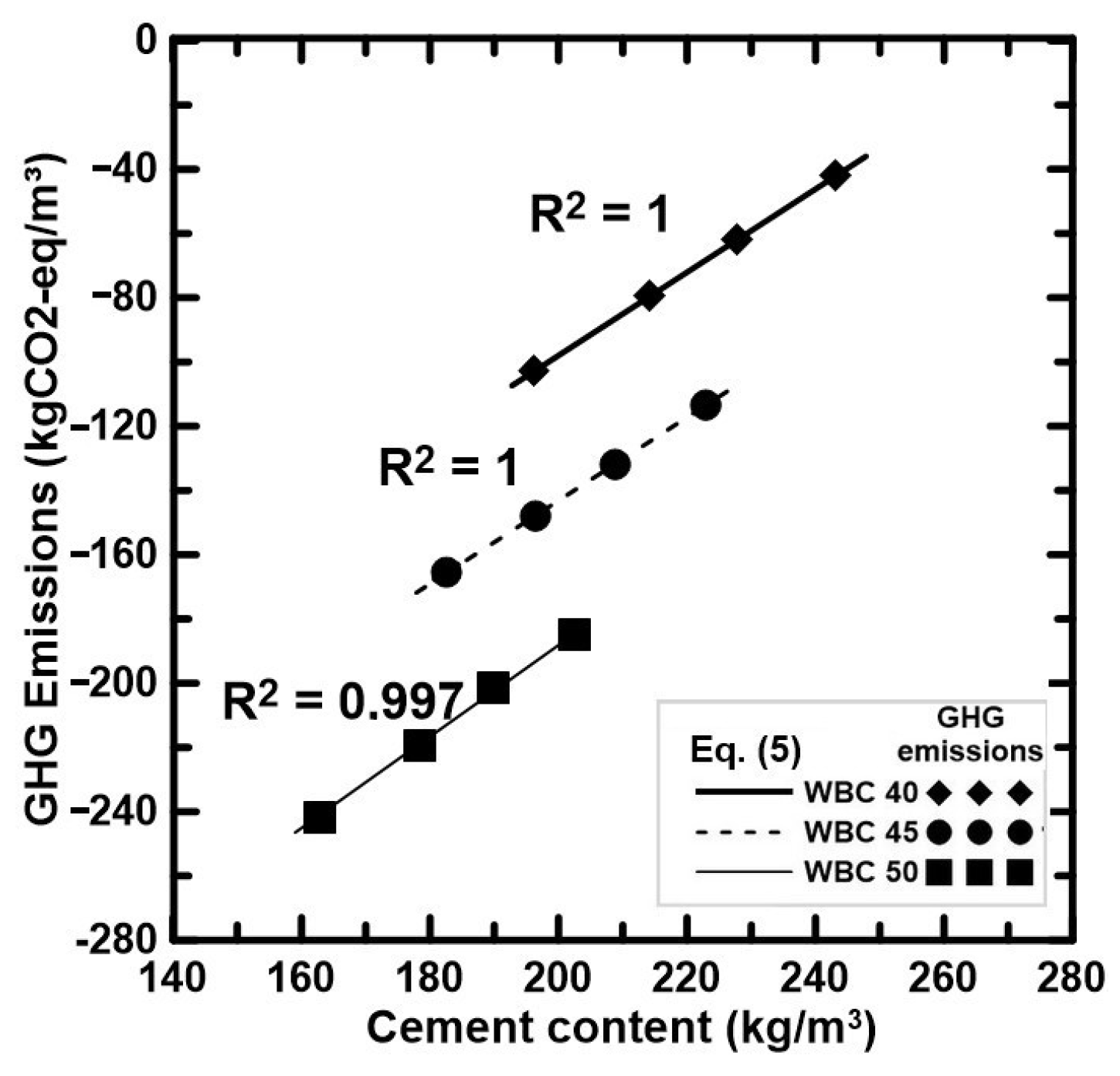
3.5.4. Cement Content vs. GHG Emissions
3.5.5. Mix Design Diagrams Construction
- Quadrant 1 (Q1): Select a target density and determine the corresponding compressive strength.
- Quadrant 2 (Q2): From the compressive strength, choose a Vf and determine the w/b ratio.
- Quadrant 3 (Q3): Determine the cement content for the adopted WBC Vf and w/b ratio.

- Quadrant 1 (Q1): Select a target GHG emissions value, the corresponding Vf and determine the cement content.
- Quadrant 2 (Q2): Determine the w/b ratio.
- Quadrant 3 (Q3): Determine the compressive strength.
4. Conclusions
- The alkaline treatment of the wood shavings was efficient in terms of improving the chemical compatibility between cement and wood. Such a positive result allowed us to treat the WS without using heat energy, and also reduced the amount of water over the procedure that used several hot washing cycles.
- The combination of metakaolin and fly ash lead to a 70% of cement substitution, which promoted the development of workable low-carbon WBC, with negative GHG emissions (or in other words, with potential to generate carbon credits).
- The increase in wood shavings, metakaolin, and fly ash content significantly decreased the life cycle GHG emissions, reaching a reduction of 80%.
- In a hardened state, the bio-concretes presented compressive strength varying between 1.15 and 12.27 MPa. The bio-concretes with low cement content demonstrated a high-strength decrease when the water-to-binder ratio was increased. This behaviour was also demonstrated by GHG’s emissions-mechanical performance (in kgCO2-eq/m3. MPa). In other words, for the gain of 1 MPa of resistance, the mixtures with more water content will emit more GHG emissions.
- From the experimental results, a mix design diagram was developed. This diagram can satisfactorily estimate the compressive strength of WBC with 40%, 45%, and 50% of wood, produced by setting the water-to-binder ratio between 0.33 and 0.52.
- This diagram includes a quadrant dedicated to the GHG emissions, being also a parameter considered in the mix design diagram of WBC. It can be used for other bio-concretes and can be a helpful way to evaluate and archive low-carbon targets during mix designs.
- The diagram confirmed the expectation in a previous publication regarding the possibility of the dosage method extension to other types of bio-concretes.
- The diagram obtained can be used for designing bio-concretes containing other types of bio-aggregates once their volumetric fractions are the same as used in the present paper, and also maintaining the proportion of cementitious materials.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Da Gloria, M.Y.R.; Andreola, V.M.; Santos, D.O.J.; Pepe, M.; Toledo Filho, R.D. A comprehensive approach for designing workable bio-based cementitious composites. J. Build. Eng. 2021, 34, 101696. [Google Scholar] [CrossRef]
- Md Noh, M.S.; Ahmad, Z.; Ibrahim, A.; Walker, P. Development of New Prefabricated Wall Constructed Using Wood-wool Cement Composite Panel. Procedia Environ. Sci. 2016, 34, 298–308. [Google Scholar] [CrossRef]
- Hossain, M.U.; Wang, L.; Yu, I.K.M.; Tsang, D.C.W.; Poon, C. Environmental and technical feasibility study of upcycling wood waste into cement-bonded particleboard. Constr. Build. Mater. 2018, 173, 474–480. [Google Scholar] [CrossRef]
- Mnasri, F.; Bahria, S.; Slimani, M.A.; Lahoucine, O.; El Ganaoui, M. Building incorporated bio-based materials: Experimental and numerical study. J. Build. Eng. 2020, 28, 101088. [Google Scholar] [CrossRef]
- Da Gloria, M.Y.R.; Toledo Filho, R.D. Innovative sandwich panels made of wood bio-concrete and sisal fiber reinforced cement composites. Constr. Build. Mater. 2021, 272, 121636. [Google Scholar] [CrossRef]
- Tittelein, P.; Cloutier, A.; Bissonnette, B. Design of a low-density wood–cement particleboard for interior wall finish. Cem. Concr. Compos. 2012, 34, 218–222. [Google Scholar] [CrossRef]
- Cetris®—Technical Data Sheet. Available online: https://www.cetris.cz/pagedata/boards/technical-data-sheet-basic.pdf?1680173110 (accessed on 19 May 2024).
- VIROC®—Technical Data Sheet, VIROC. 2021. Available online: https://viroc.be/content/pdf/EN_Viroc_Technical-Data-Sheet_2021_3.pdf (accessed on 23 May 2024).
- Caldas, L.R.; Da Gloria, M.Y.R.; Pittau, F.; Andreola, V.M.; Habert, G.; Toledo Filho, R.D. Environmental impact assessment of wood bio-concretes: Evaluation of the influence of different supplementary cementitious materials. Constr. Build. Mater. 2021, 268, 121146. [Google Scholar] [CrossRef]
- Lima, A.J.M.; Iwakiri, S. Use of wood residues deriving from the production of sawnwood of Pinus spp, silica fume and rice husk ash in wood cement composites. Sci. For. 2010, 38, 459–469. (In Portuguese) [Google Scholar]
- Lima, A.J.M.; Iwakiri, S. Uses of wood residues of Pinus spp. fly ash and blast slag furnace in cement-wood composites. Floresta 2012, 42, 639–650. (In Portuguese) [Google Scholar] [CrossRef]
- Lima, A.J.M.; Iwakiri, S.; Lomeli-Ramirez, M.G. Use the residue of Pinus spp, high reactivity metakaolin and residue of ceramic calcined in wood-cement composites. Madera Bosques 2011, 17, 47–65. (In Portuguese) [Google Scholar]
- Beraldo, A.L.; Payá, J.; Monzó, J.M. Evaluation of Compatibility between Sugarcane Straw Particles and Portland Cement. Key Eng. Mater. 2014, 600, 250–255. [Google Scholar] [CrossRef]
- Alberto, M.M.; Mougel, E.; Zoulalian, A. Compatibility of some tropical hardwoods species with Portland cement using isothermal calorimetry. For. Prod. J. 2000, 50, 83–88. [Google Scholar]
- Quiroga, A.; Marzocchi, V.; Rintoul, I. Influence of wood treatments on mechanical properties of wood–cement composites and of Populus Euroamericana wood fibers. Compos. Part B Eng. 2016, 84, 25–32. [Google Scholar] [CrossRef]
- NBR NM 52; Fine Aggregate—Determination of the Bulk Specific Gravity and Apparent Specific Gravity. Associação Brasileira de Normas Técnicas: Rio de Janeiro, Brazil, 2009.
- ABNT NBR 9939; Coarse Aggregate—Determination of Total Moisture Content—Test Method. Associação Brasileira de Normas Técnicas: Rio de Janeiro, Brazil, 2011. (In Portuguese)
- NBR 13276; Mortars Applied on Walls and Ceilings—Determination of the Consistence Index. ABNT—Associação Brasileira de Normas Técnicas: Rio de Janeiro, Brazil, 2016. (In Portuguese)
- NBR 5739; Concrete—Compression Test of Cylindrical Specimens; ABNT/CB-018 Cement, Concrete and Aggregates. ABNT—Associação Brasileira de Normas Técnicas: Rio de Janeiro, Brazil, 2018.
- ISO 14040; Environmental Management—Life Cycle Assessment—Principles and Framework. International Organization for Standardization: Geneva, Switzerland, 2006.
- ISO 14044; Environmental Management—Life Cycle Assessment—Requirements and Guidelines. International Organization for Standardization: Geneva, Switzerland, 2006.
- EN 15978; Sustainability of Construction Works—Assessment of Environmental Performance of Buildings—Calculation Method. European Standards: Brussels, Belgium, 2012. (In German)
- EN 15804:2012+A2:2019; Sustainability of Construction Works—Environmental Product Declarations—Core Rules for the Product Category of Construction Products. International Organization for Standardization: Geneva, Switzerland, 2012.
- Chen, C.; Habert, G.; Bouzidi, Y.; Jullien, A.; Ventura, A. Resources, Conservation and Recycling LCA allocation procedure used as an incitative method for waste recycling: An application to mineral additions in concrete. Resour. Conserv. Recycl. 2010, 54, 1231–1240. [Google Scholar] [CrossRef]
- Durão, V.; Silvestre, J.D.; Mateus, R.; de Brito, J. Assessment and communication of the environmental performance of construction products in Europe: Comparison between PEF and EN 15804 compliant EPD schemes. Resour. Conserv. Recycl. 2020, 156, 104703. [Google Scholar] [CrossRef]
- Guest, G.; Cherubini, F.; Strømman, A.H. Global Warming Potential of Carbon Dioxide Emissions from Biomass Stored in the Anthroposphere and Used for Bioenergy at End of Life. J. Ind. Ecol. 2013, 17, 20–30. [Google Scholar] [CrossRef]
- Caldas, L.R.; Saraiva, A.B.; Lucena, A.F.P.; Da Gloria, M.Y.R.; Santos, A.S.; Toledo Filho, R.D. Building materials in a circular economy: The case of wood waste as CO2-sink in bio concrete. Resour. Conserv. Recycl. 2021, 166, 105346. [Google Scholar] [CrossRef]
- Hoxha, E.; Passer, A.; Mendes Saade, M.R.; Trigaux, D.; Shuttleworth, A.; Pittau, F.; Habert, G. Biogenic carbon in buildings: A critical overview of LCA methods. Build. Cities 2020, 1, 504–524. [Google Scholar] [CrossRef]
- Pittau, F.; Krause, F.; Lumia, G.; Habert, G. Fast-growing bio-based materials as an opportunity for storing carbon in exterior walls. Build. Environ. 2018, 129, 117–129. [Google Scholar] [CrossRef]
- Celik, K.; Meral, C.; Gursel, A.P.; Mehta, P.K.; Horvath, A.; Monteiro, P.J.M. Mechanical properties, durability, and life-cycle assessment of self-consolidating concrete mixtures made with blended portland cements containing fly ash and limestone powder. Cem. Concr. Compos. 2015, 56, 59–72. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Components | CEM (%) | MK (%) | FA (%) |
|---|---|---|---|
| CaO | 68.973 | - | 1.948 |
| SiO2 | 14.955 | 50.949 | 52.246 |
| Al2O3 | 4.701 | 42.224 | 33.806 |
| Fe2O3 | 3.506 | 1.982 | 4.910 |
| K2O | 0.988 | 1.983 | 3.445 |
| SO3 | 4.296 | 1.202 | 1.793 |
| SrO | 0.425 | 0.004 | 0.024 |
| MnO | 0.140 | 0.009 | 0.039 |
| ZnO | 0.014 | 0.007 | 0.041 |
| Density (kg/m3) | 3170 | 2810 | 2160 |
| Bio-Concretes | WS | CEM | MK | FA | WH | WC | CaCl2 |
|---|---|---|---|---|---|---|---|
| WBC40-0.35 | 220.0 | 243.13 | 243.13 | 324.17 | 283.65 | 176.0 | 24.31 |
| WBC40-0.40 | 220.0 | 227.75 | 227.75 | 303.67 | 303.67 | 176.0 | 22.77 |
| WBC40-0.45 | 220.0 | 214.20 | 214.20 | 285.60 | 321.30 | 176.0 | 21.42 |
| WBC45-0.35 | 247.5 | 222.87 | 222.87 | 297.16 | 260.01 | 198.0 | 22.29 |
| WBC45-0.40 | 247.5 | 208.77 | 208.77 | 278.36 | 278.36 | 198.0 | 20.88 |
| WBC45-0.45 | 247.5 | 196.35 | 196.35 | 261.80 | 294.52 | 198.0 | 19.63 |
| WBC50-0.35 | 275.0 | 202.61 | 202.61 | 270.15 | 236.38 | 220.0 | 20.26 |
| WBC50-0.40 | 275.0 | 189.79 | 189.79 | 253.05 | 253.05 | 220.0 | 18.98 |
| WBC50-0.45 | 275.0 | 178.50 | 178.50 | 238.00 | 267.75 | 220.0 | 17.85 |
| Materials and Activities | Dataset | GHG Factor |
|---|---|---|
| Wood Shavings (WS) | Shavings, MIXwood, measured as dry mass {RoW}| suction, shavings | 0.07 kgCO2-eq/kg |
| Cement (CEM) | Cement, Portland {BR}| cement production, Portland | 0.82 kgCO2-eq/kg |
| Metakaolin (MK) | Calcined clay {BR}| calcined clay production | 0.24 kgCO2-eq/kg |
| Fly Ash (FA) | Modelled by the authors based on Chen et al. [24] and electricity, medium voltage {BR} | 0.21 kgCO2-eq/kg |
| Calcium Chloride (CaCl2) | Calcium chloride {RoW}| soda production, solvay process | 0.68 kgCO2-eq/kg |
| Calcium Hydroxide (Ca(OH)2) | Lime-hydrated-packed {RoW}| production | 0.94 kgCO2-eq/kg |
| Water (Ww 1, WH and WC) | Tap water {BR} | 0.001 kgCO2-eq/kg |
| Transportation | Transport, freight, lorry 16–32 metric ton, EURO3 {BR} | 0.13 kgCO2-eq/t.km |
| Electricity | Electricity, medium voltage {BR}| market group for electricity | 0.19 kgCO2-eq/kWh |
| WBC production | Concrete, 25 MPa {BR}| concrete production 2 | 4.21 kgCO2-eq/m3 |
| Scenarios | WS | CEM | MK | FA | CaCl2 |
|---|---|---|---|---|---|
| Best | 100 | 50 | 50 | 100 | 200 |
| Intermediate | 200 | 100 | 200 | 200 | 400 |
| Worst | 800 | 400 | 800 | 800 | 1000 |
| Scenarios | C (%) | Time in Anthroposphere (Years) | GWPbio Factor (%) | Biogenic Carbon (kgCO2/kg) |
|---|---|---|---|---|
| Best | 53 | 100 | −96 | −1.86 |
| Intermediate | 50 | 100 | −96 | −1.76 |
| Worst | 47 | 100 | −96 | −1.65 |
| w/b 0.35 | w/b 0.40 | w/b 0.45 | |
|---|---|---|---|
| WBC40 | 170 | 185 | 210 |
| WBC45 | 180 | 190 | 210 |
| WBC50 | 200 | 220 | 240 |
| w/b 0.35 | w/b 0.40 | w/b 0.45 | |
|---|---|---|---|
| WBC40 | 1206.83 (±4.7) | 1063.45 (±7.2) | 967.95 (±9.6) |
| WBC45 | 1053.83 (±3.1) | 938.38 (±4.7) | 886.59 (±11.7) |
| WBC50 | 895.51 (±12.8) | 853.33 (±15.2) | 715.15 (±12.3) |
| Bio-Concretes | Compressive Strength (MPa) | Young Modulus (GPa) |
|---|---|---|
| WBC40-0.35 | 12.27 (±0.3) | 3.31 (±0.2) |
| WBC40-0.40 | 5.87 (±0.1) | 2.23 (±0.2) |
| WBC40-0.45 | 3.15 (±0.2) | 1.62 (±0.1) |
| WBC45-0.35 | 6.80 (±0.3) | 2.44 (±0.1) |
| WBC45-0.40 | 2.78 (±0.1) | 1.28 (±0.1) |
| WBC45-0.45 | 2.13 (±0.0) | 1.01 (±0.1) |
| WBC50-0.35 | 3.39 (±0.1) | 1.43 (±0.1) |
| WBC50-0.40 | 1.92 (±0.1) | 1.06 (±0.1) |
| WBC50-0.45 | 1.15 (±0.0) | 0.64 (±0.1) |
| Bio-Concretes | GHG Emissions (kgCO2-eq/m3) |
|---|---|
| WBC40-0.35 | −42.11 (±35.42) |
| WBC40-0.40 | −62.04 (±33.70) |
| WBC40-0.45 | −79.59 (±32.19) |
| WBC45-0.35 | −113.52 (±34.19) |
| WBC45-0.40 | −131.79 (±32.61) |
| WBC45-0.45 | −147.89 (±31.23) |
| WBC50-0.35 | −184.94 (±32.96) |
| WBC50-0.40 | −201.55 (±31.52) |
| WBC50-0.45 | −219.32 (±32.36) |
| Bio-Concretes | k6 | k7 |
|---|---|---|
| WBC40 | 345 | 290 |
| WBC45 | 315 | 265 |
| WBC50 | 285 | 240 |
| Bio-Concretes | k8 | k9 |
|---|---|---|
| WBC40 | 1.2956 | 357.10 |
| WBC45 | 1.2959 | 402.33 |
| WBC50 | 1.4232 | 472.78 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
da Gloria, M.Y.R.; Caldas, L.R.; Barros, J.A.O.; Toledo Filho, R.D. A Comprehensive Approach for Designing Low Carbon Wood Bio-Concretes. Materials 2024, 17, 2742. https://doi.org/10.3390/ma17112742
da Gloria MYR, Caldas LR, Barros JAO, Toledo Filho RD. A Comprehensive Approach for Designing Low Carbon Wood Bio-Concretes. Materials. 2024; 17(11):2742. https://doi.org/10.3390/ma17112742
Chicago/Turabian Styleda Gloria, M’hamed Y. R., Lucas R. Caldas, Joaquim A. O. Barros, and Romildo D. Toledo Filho. 2024. "A Comprehensive Approach for Designing Low Carbon Wood Bio-Concretes" Materials 17, no. 11: 2742. https://doi.org/10.3390/ma17112742