
Study on Stamping–Bulging Process of Thin-Walled Superalloy Diaphragm for S-Shaped Bellows
Abstract
:1. Introduction
2. Characterization of Thin-Walled Diaphragms for Welded S-Shaped Bellows
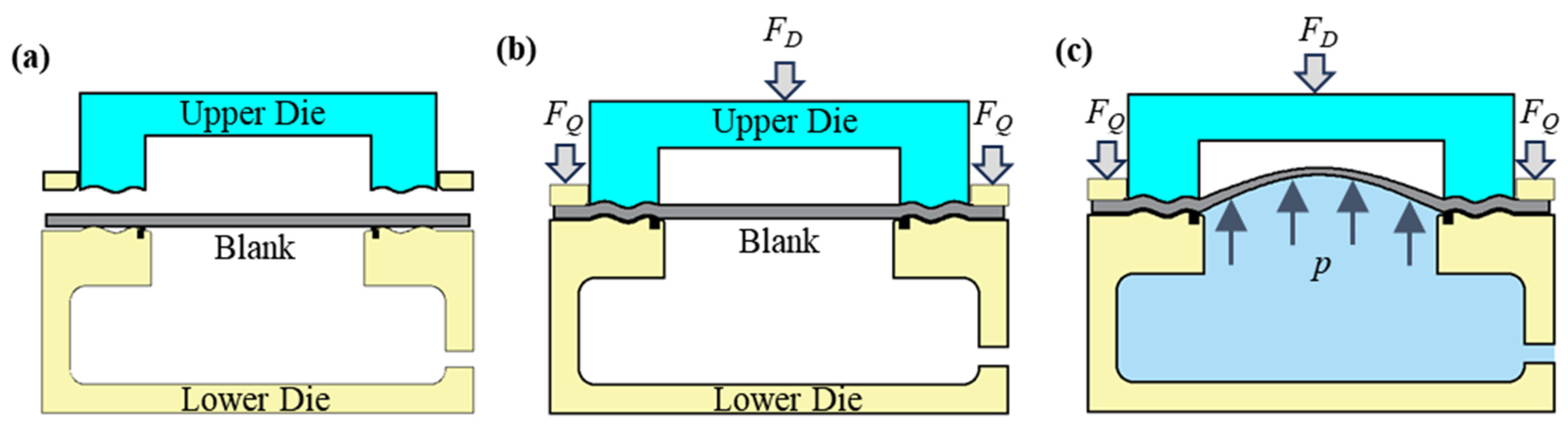
3. Principle: Stamping–Bulging of Thin-Walled Diaphragm
4. FE Analysis of the Forming Process of Welded S-Shaped Bellows Diaphragm
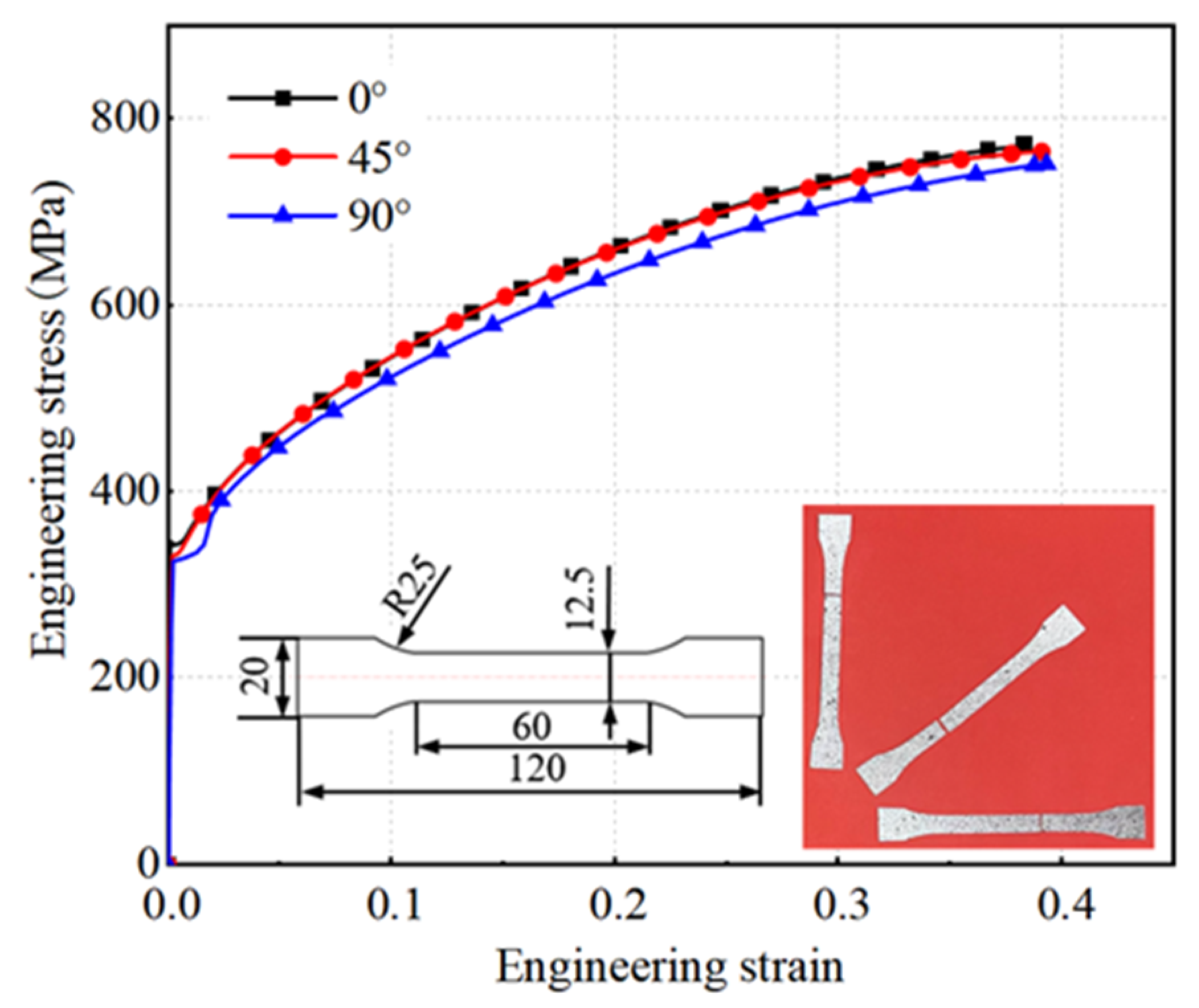
4.1. Material Properties
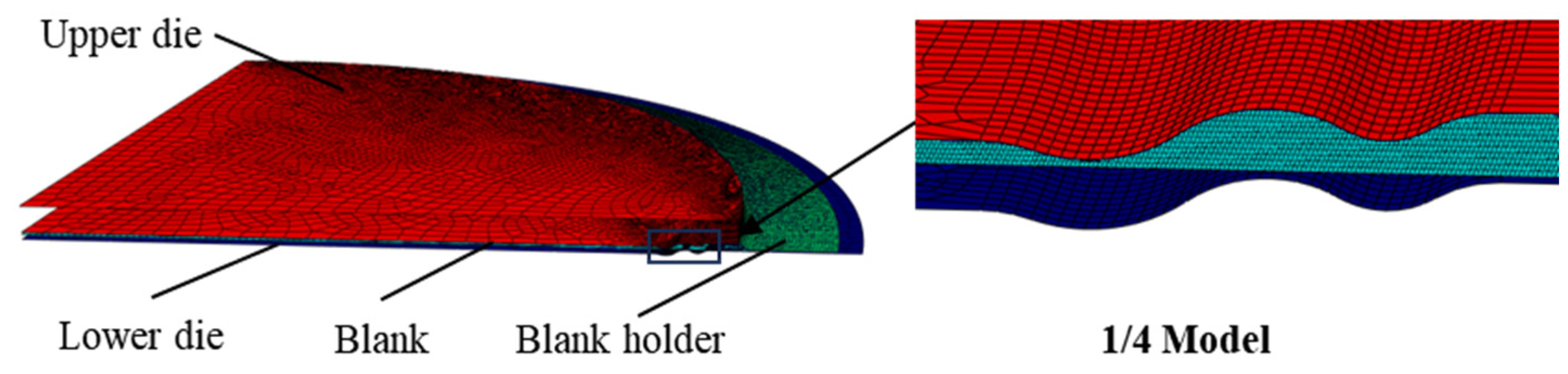
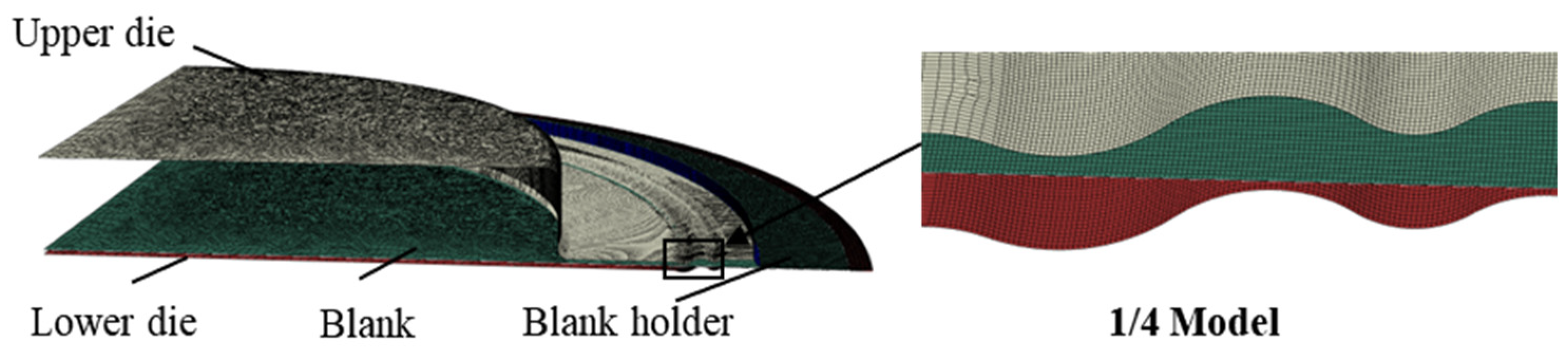
4.2. FE Model of Different Forming Processes
4.2.1. FE Model of Stamping Forming
4.2.2. FE Model of Hydraulic Bulging
4.2.3. FE Model of Stamping–Bulging Forming
4.3. Deformation Behavior of Diaphragms under Different Forming Processes
4.3.1. Stamping Forming
4.3.2. Hydraulic Bulging
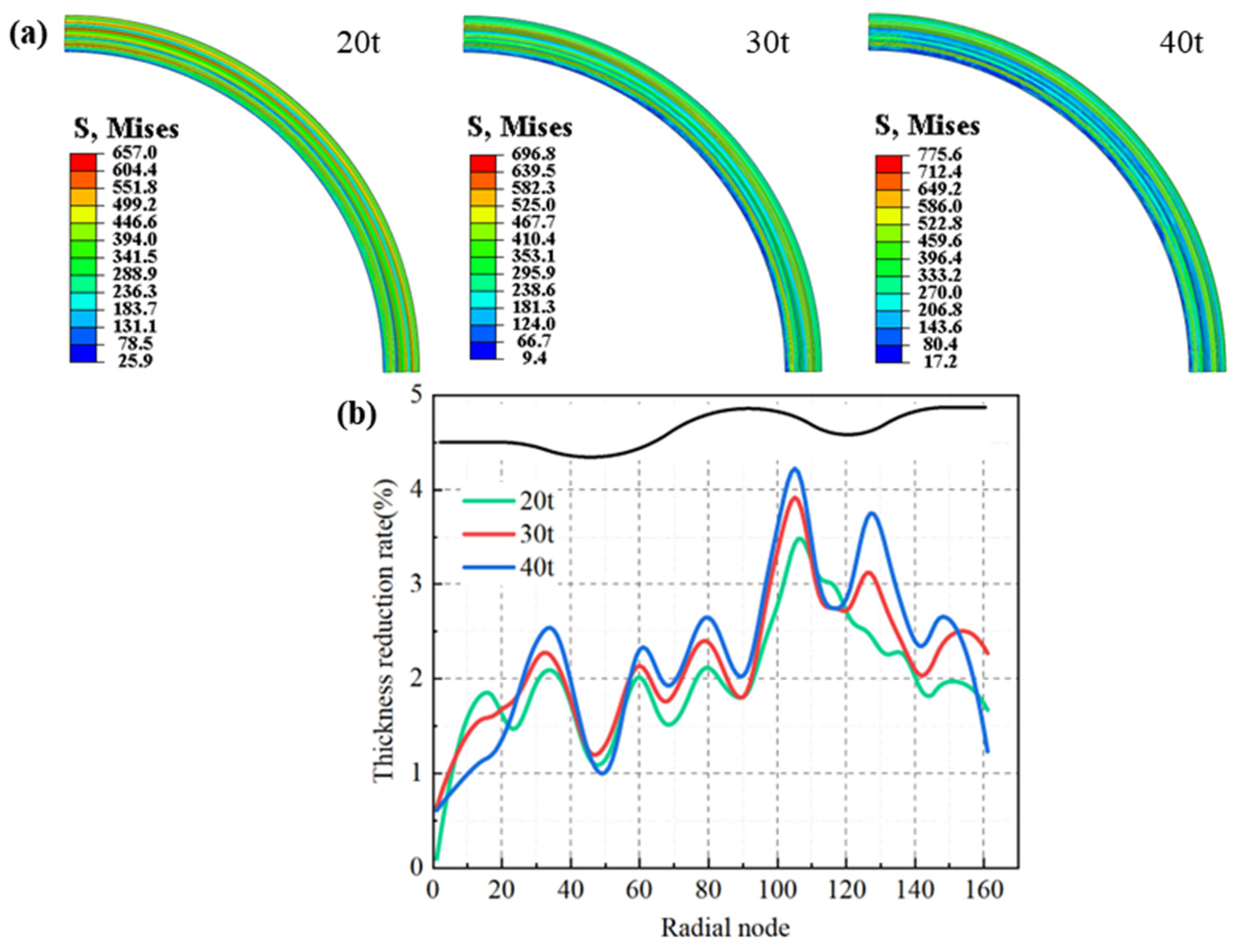
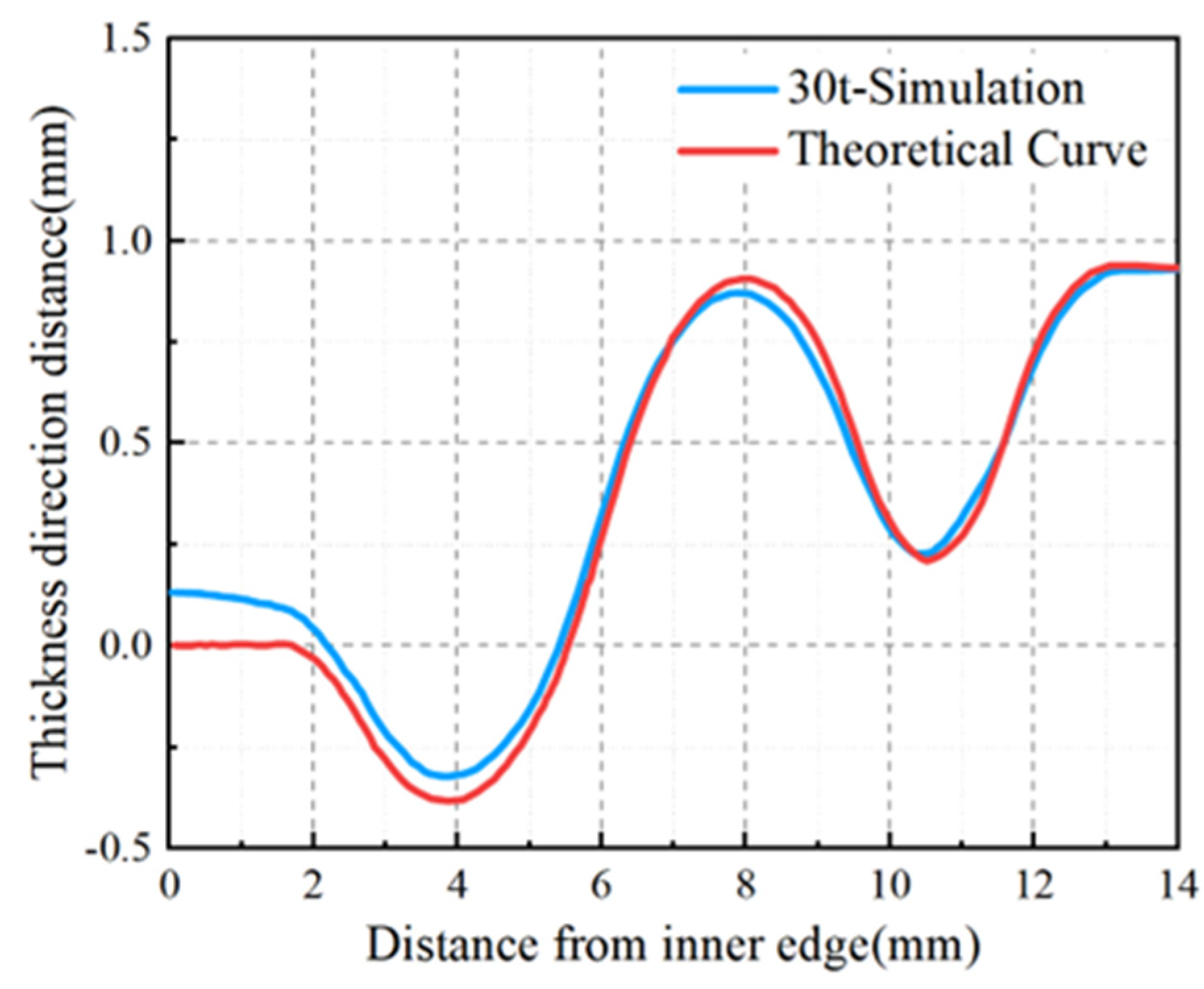
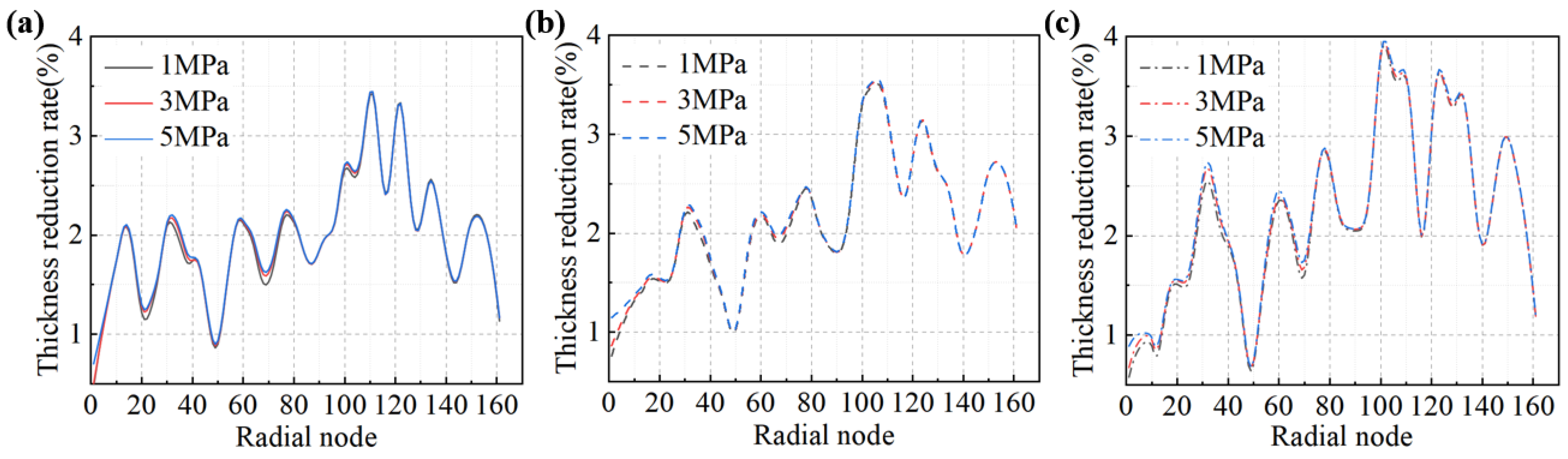
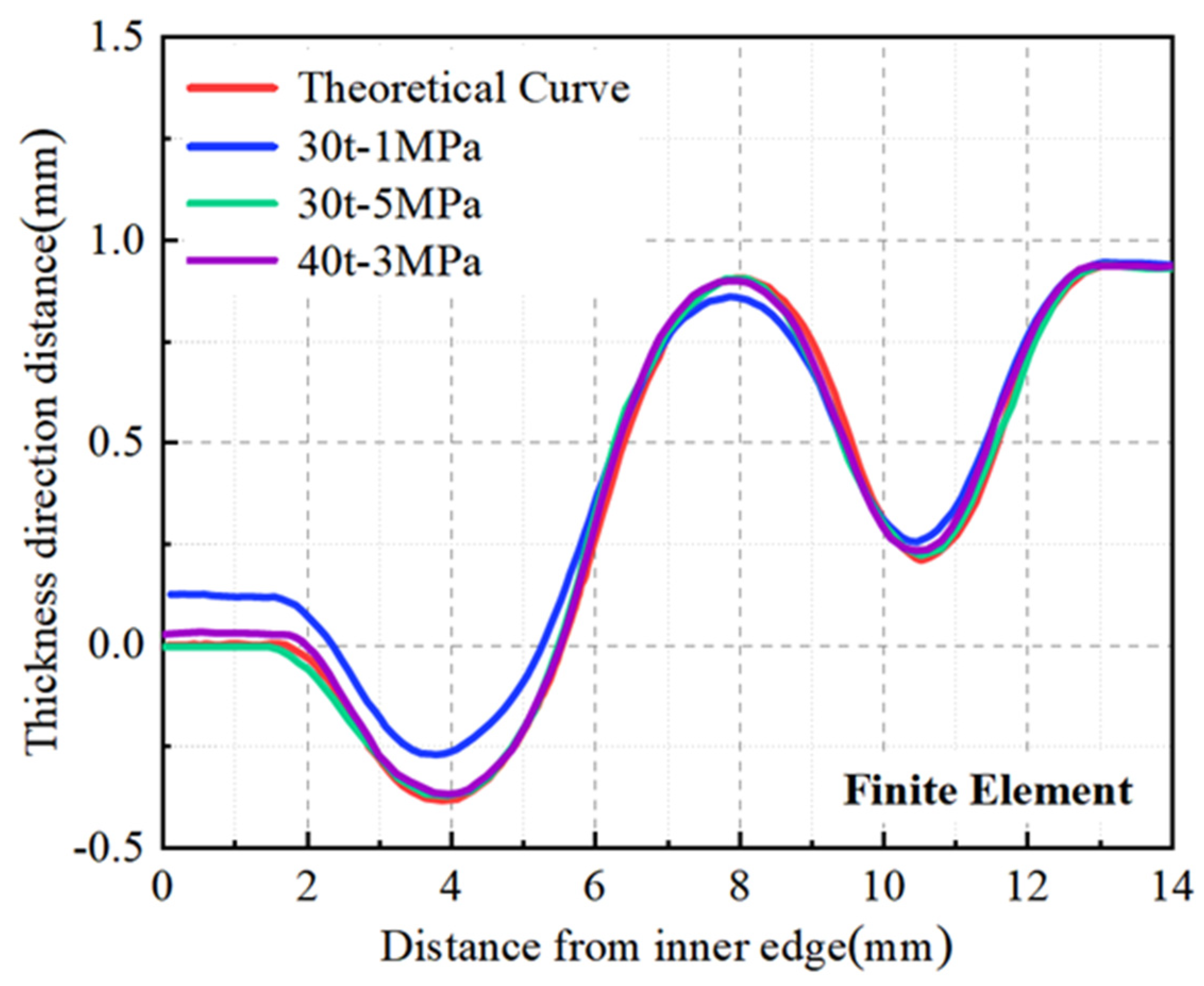
4.3.3. Stamping–Bulging Forming
5. Experimental Verification
6. Conclusions
- (1)
- This study addresses the critical challenge of achieving high forming accuracy for large-diameter, thin-walled S-shaped diaphragms made from GH4169 superalloy by introducing a novel stamping–bulging forming process. Finite element simulations conducted using ABAQUS revealed the deformation behavior during the stamping, hydraulic bulging, and combined stamping–bulging processes. Experimental validation confirmed the feasibility and effectiveness of this innovative technique.
- (2)
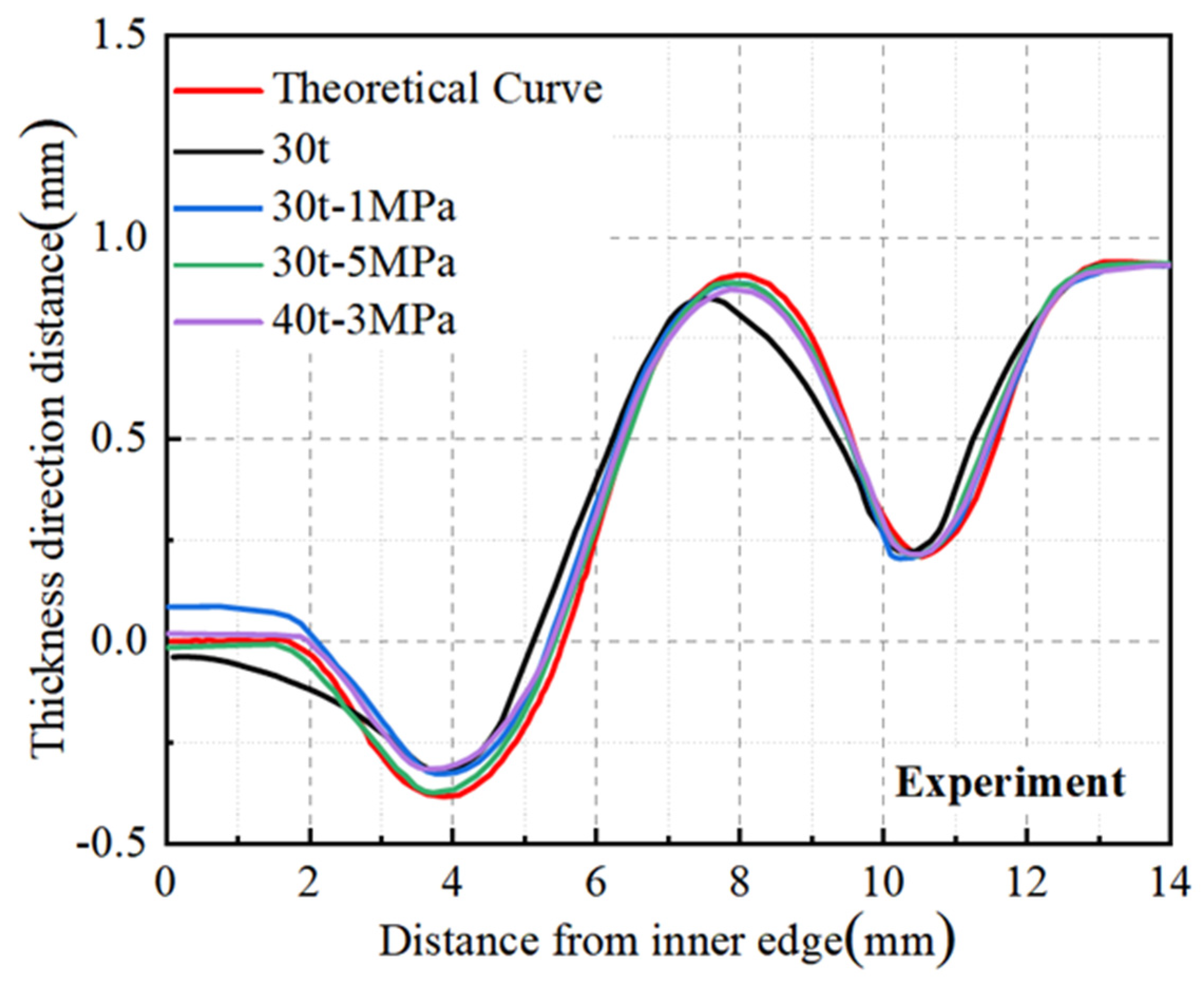
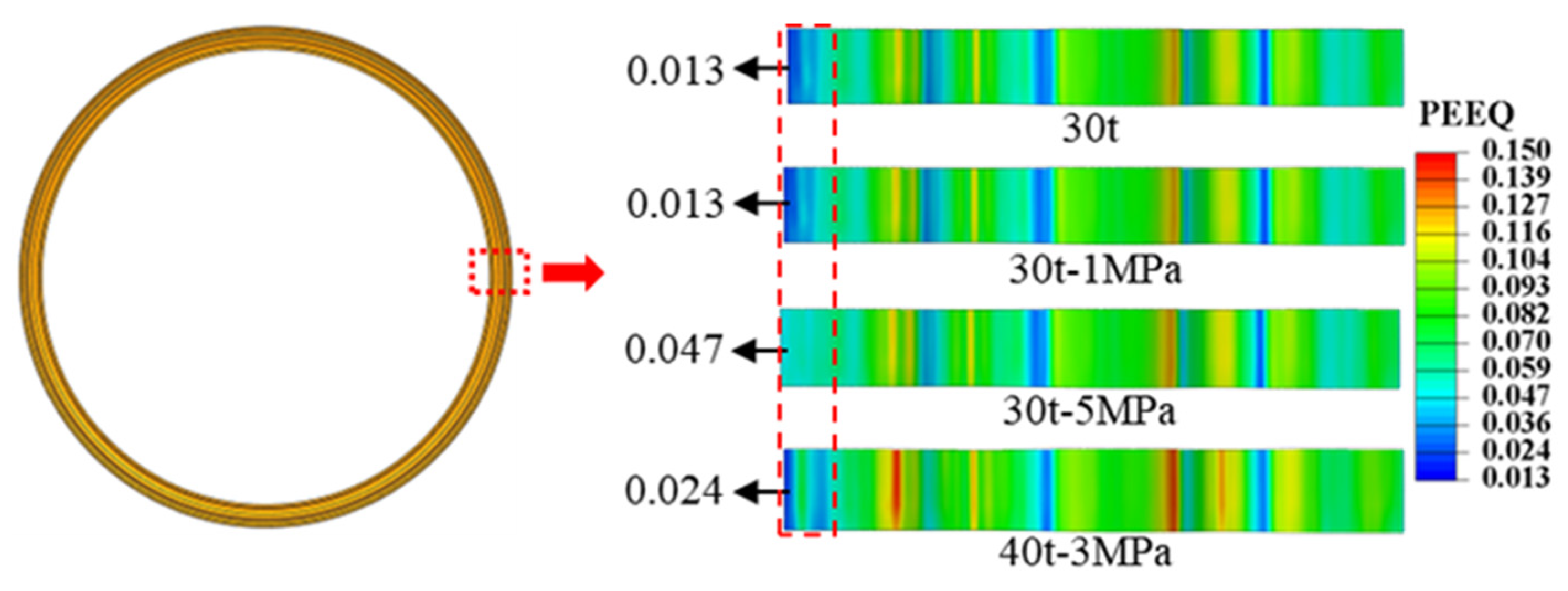
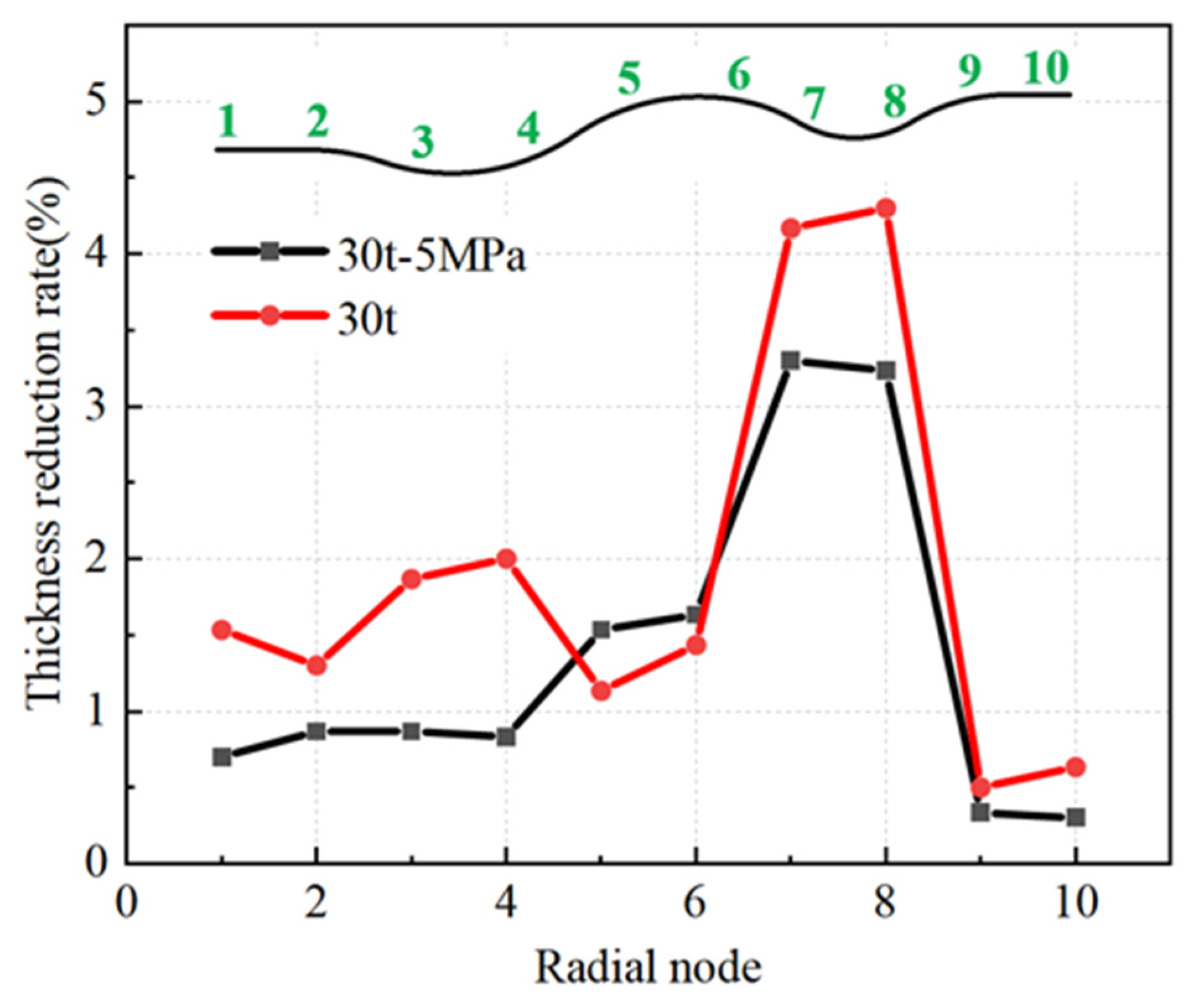
- The stamping–bulging forming process emerged as the optimal method for diaphragm fabrication. This process modifies the stress state in the blank’s forming region, resulting in more complete plastic deformation at the diaphragm’s inner edge and significantly reducing springback. Consequently, forming accuracy was substantially improved. Optimal parameters were determined to be 30 t-5 MPa, achieving a maximum shape error of 0.03 mm and a deviation rate of only 10%, reflecting high precision. Additionally, the maximum wall thinning rate was limited to 3.6%, meeting the stringent accuracy requirements for corrugated tube components.
- (3)
- Experiments confirmed the reliability of the simulation analysis and showed that the stamping–bulging forming process produces diaphragms with higher forming accuracy. The maximum shape error of the diaphragms was 0.02 mm, with a maximum deviation rate of only 6.7%, representing a 30% improvement in precision over traditional stamping. The maximum wall thinning rate was 3.3%, a reduction of 1% compared to stamping alone, and in both cases, the maximum wall thinning rate remained below 5%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Radhakrishna, M.; Rao, C.K. Axial Vibrations of U-Shaped Bellows with Elastically Restrained End Conditions. Thin-Walled Struct. 2004, 42, 415–426. [Google Scholar] [CrossRef]
- Acar, E.; Ozturkler, O. Design Optimization of Bellow Joints Used in Liquid Propellant Rocket Engines. Mater. Test. 2024, 66, 637–644. [Google Scholar] [CrossRef]
- Furushima, T.; Hung, N.Q.; Manabe, K.; Sasaki, O. Development of Semi-Dieless Metal Bellows Forming Process. J. Mater. Process. Technol. 2013, 213, 1406–1411. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, S.; Durandet, Y.; Palanisamy, S.; Lu, G. Energy Absorption Behavior of Origami Bellows under Tension. Int. J. Mech. Sci. 2023, 246, 108143. [Google Scholar] [CrossRef]
- Hao, Z.; Luo, J.; Chen, L.; Cai, Y.; Chen, Y.; Cheng, M. Failure Mechanism of Unequal Parameters Metal Bellows under Repeated Bending Process. Eng. Fail. Anal. 2021, 129, 105671. [Google Scholar] [CrossRef]
- Kang, B.H.; Lee, M.Y.; Shon, S.M.; Moon, Y.H. Forming Various Shapes of Tubular Bellows Using a Single-Step Hydroforming Process. J. Mater. Process. Technol. 2007, 194, 1–6. [Google Scholar] [CrossRef]
- Jiang, L.; He, Y.; Lin, Y.; Zhang, S.; Feng, Y.; Sun, M.; Guo, X. Influence of Process Parameters on Thinning Ratio and Fittability of Bellows Hydroforming. Int. J. Adv. Manuf. Technol. 2020, 107, 3371–3387. [Google Scholar] [CrossRef]
- Zhang, Z.; Ma, C.; Sun, J.; Zhang, Y.; Ni, X. Reliability Analysis of the Welded Bellows for Mechanical Seals Based on Six Sigma. Metals 2022, 12, 1073. [Google Scholar] [CrossRef]
- Lee, S.W. Study on the Forming Parameters of the Metal Bellows. J. Mater. Process. Technol. 2002, 130–131, 47–53. [Google Scholar] [CrossRef]
- Ye, M.; Li, H.; Wang, Y.; Qian, C. Hydroforming of Toroidal Bellows: Process Simulation and Quality Control. Materials 2021, 14, 142. [Google Scholar] [CrossRef] [PubMed]
- Faraji, G.; Mashhadi, M.M.; Norouzifard, V. Evaluation of Effective Parameters in Metal Bellows Forming Process. J. Mater. Process. Technol. 2009, 209, 3431–3437. [Google Scholar] [CrossRef]
- Wang, G.; Zhang, K.F.; Wu, D.Z.; Wang, J.Z.; Yu, Y.D. Superplastic Forming of Bellows Expansion Joints Made of Titanium Alloys. J. Mater. Process. Technol. 2006, 178, 24–28. [Google Scholar] [CrossRef]
- Nagamachi, T.; Mishiba, T.; Katsuki, K. Deformation and Fatigue Characteristics of Large Welded Bellows with Inclined External Edge. Mater. Trans. 2008, 49, 1249–1255. [Google Scholar] [CrossRef]
- Yuan, Z.; Huo, S.; Ren, J. Mathematical Description and Mechanical Characteristics of Reinforced S-Shaped Bellows. Int. J. Press. Vessels Pip. 2019, 175, 103931. [Google Scholar] [CrossRef]
- Wang, Q.; Chu, G.; Sun, L.; Ling, C.; Liu, X. Numerical and Experimental Study on Axial Hydroforging Process of 5A03 Aluminium Alloy S-Shaped Bellows. Int. J. Adv. Manuf. Technol. 2023, 127, 4413–4428. [Google Scholar] [CrossRef]
- Bakhshi-Jooybari, M.; Elyasi, M.; Gorji, A. Numerical and Experimental Investigation of the Effect of the Pressure Path on Forming Metallic Bellows. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2010, 224, 95–101. [Google Scholar] [CrossRef]
- GB/T 228.1-2021; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature. Standardization Administration of the People’s Republic of China: Beijing, China, 2021.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Φ1 | Φ2 | L1 | L2 | R1 | R2 | R3 | t |
|---|---|---|---|---|---|---|---|
| 304 | 276 | 1.5 | 1 | 3.6 | 3.5 | 1.8 | 0.3 |
| 0° | 45° | 90° | |
|---|---|---|---|
| Yield Strength (MPa) | 342.9 | 331.8 | 325.5 |
| Tensile Strength (MPa) | 772.8 | 765.1 | 751.5 |
| Elongation (%) | 0.383 | 0.395 | 0.393 |
| Lankford Coefficient | 0.932 | 1.156 | 1.136 |
| Forming Method | Thickness Reduction | Shape Accuracy |
|---|---|---|
| Stamping forming | Less | Low |
| Hydraulic bulging | More | High |
| Stamping–bulging forming | Less | High |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, Z.; Zhao, Q.; Zhang, K.; Ning, J.; Xu, Y.; Ruan, X. Study on Stamping–Bulging Process of Thin-Walled Superalloy Diaphragm for S-Shaped Bellows. Materials 2024, 17, 2829. https://doi.org/10.3390/ma17122829
He Z, Zhao Q, Zhang K, Ning J, Xu Y, Ruan X. Study on Stamping–Bulging Process of Thin-Walled Superalloy Diaphragm for S-Shaped Bellows. Materials. 2024; 17(12):2829. https://doi.org/10.3390/ma17122829
Chicago/Turabian StyleHe, Zhubin, Qingsong Zhao, Kun Zhang, Jian Ning, Yi Xu, and Xianggang Ruan. 2024. "Study on Stamping–Bulging Process of Thin-Walled Superalloy Diaphragm for S-Shaped Bellows" Materials 17, no. 12: 2829. https://doi.org/10.3390/ma17122829