
A Study on Yield Criteria Influence on Anisotropic Behavior and Fracture Prediction in Deep Drawing SECC Steel Cylindrical Cups





Abstract
1. Introduction
2. Material and Method
3. FE Simulation Model and Experimental Setup for the Deep Drawing Process
3.1. Finite Element Model of the Deep Drawing Process
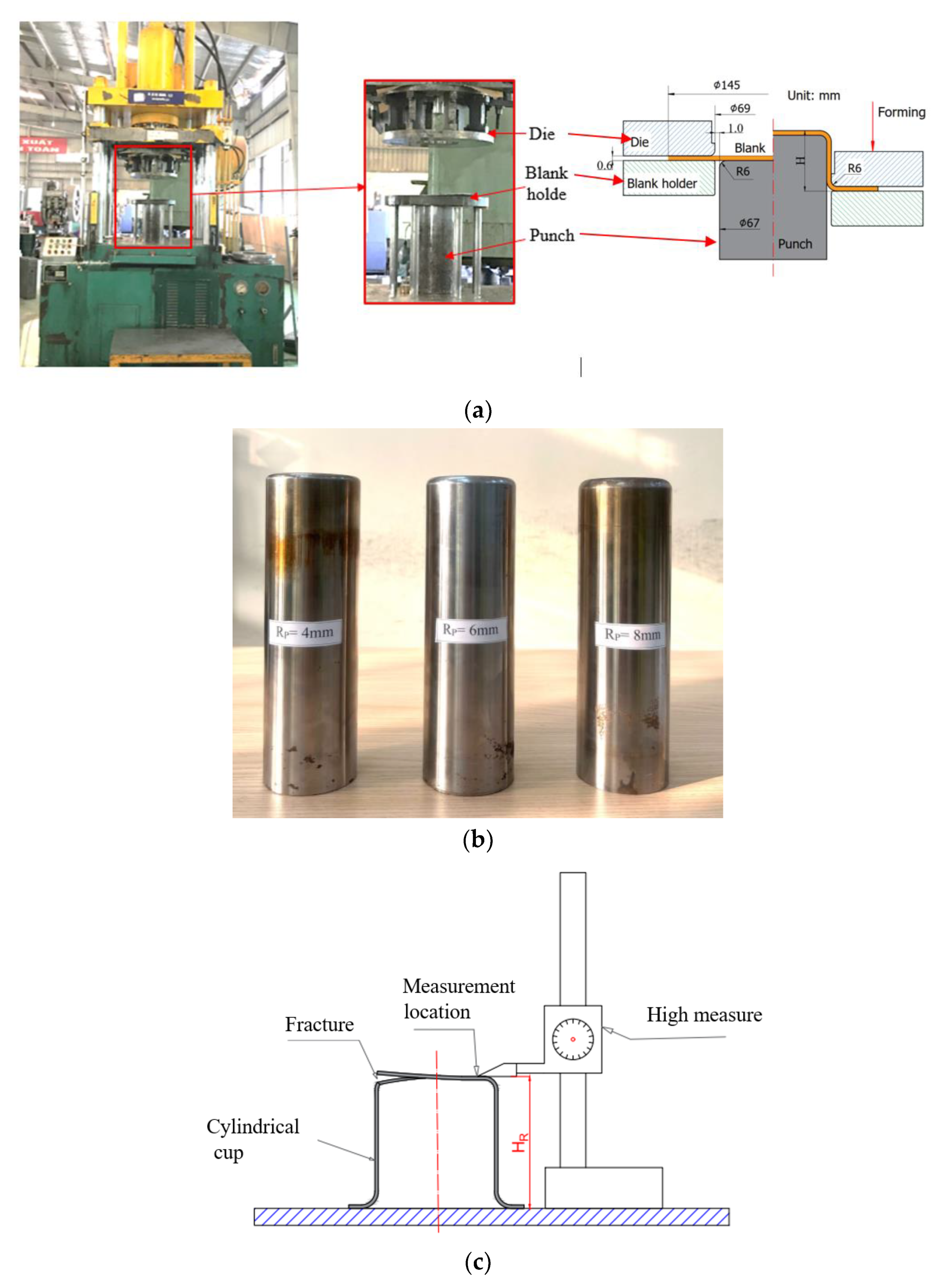
3.2. Experimental Methodology for Deep Drawing Process and Measurement of Cylindrical Cup Height
4. Results and Discussion
5. Conclusions
- -
- The adoption of Swift’s model-based stress–strain curve, customized to the 0-degree rolling direction and augmented with pertinent anisotropy coefficients, provides a robust framework for simulating cylindrical cup deep drawing. This approach facilitates the precise assessment of forming height, with simulations employing von Mises, Hill’48R, and Hill’48S models demonstrating a close agreement with experimental data.
- -
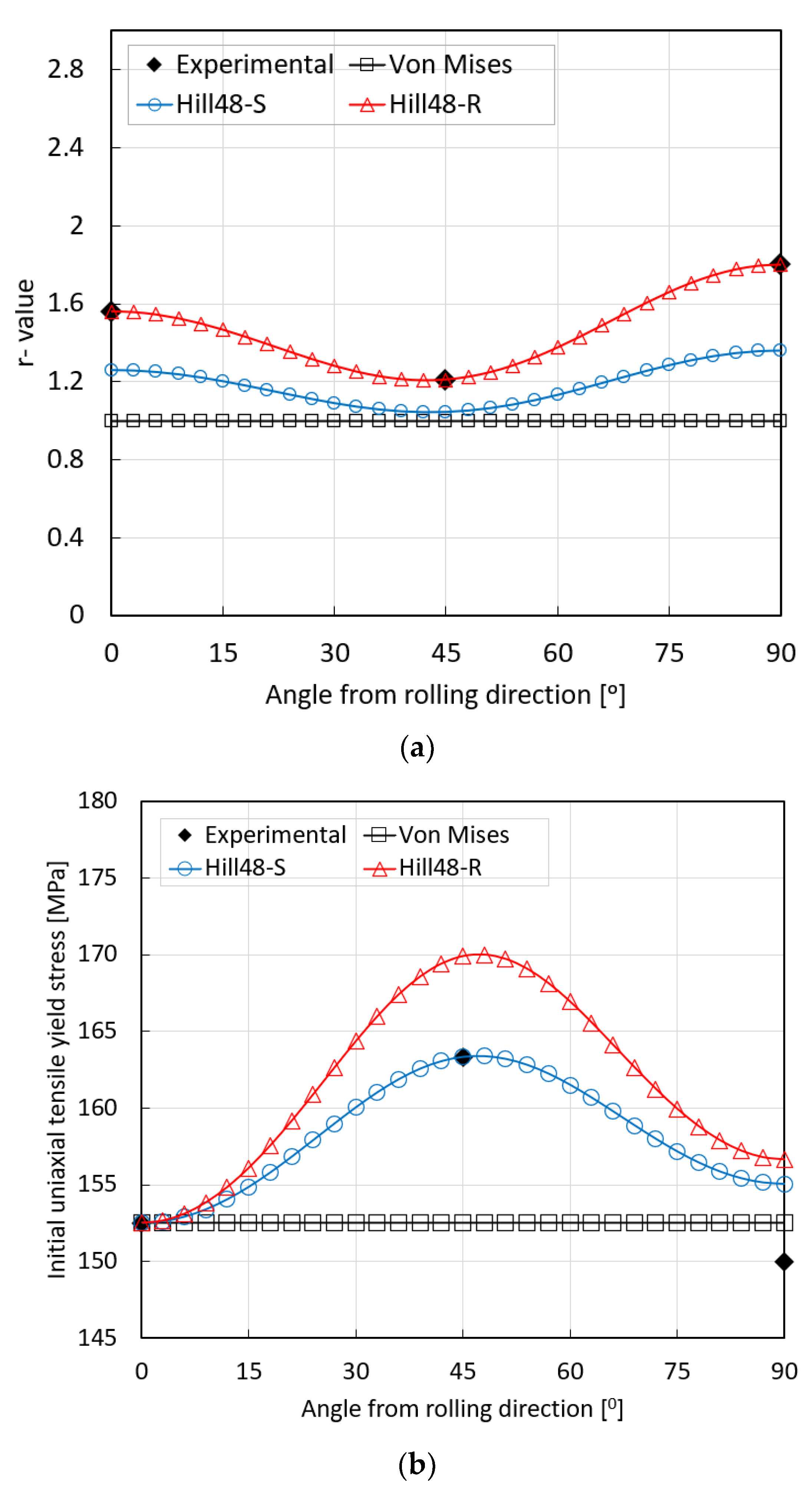
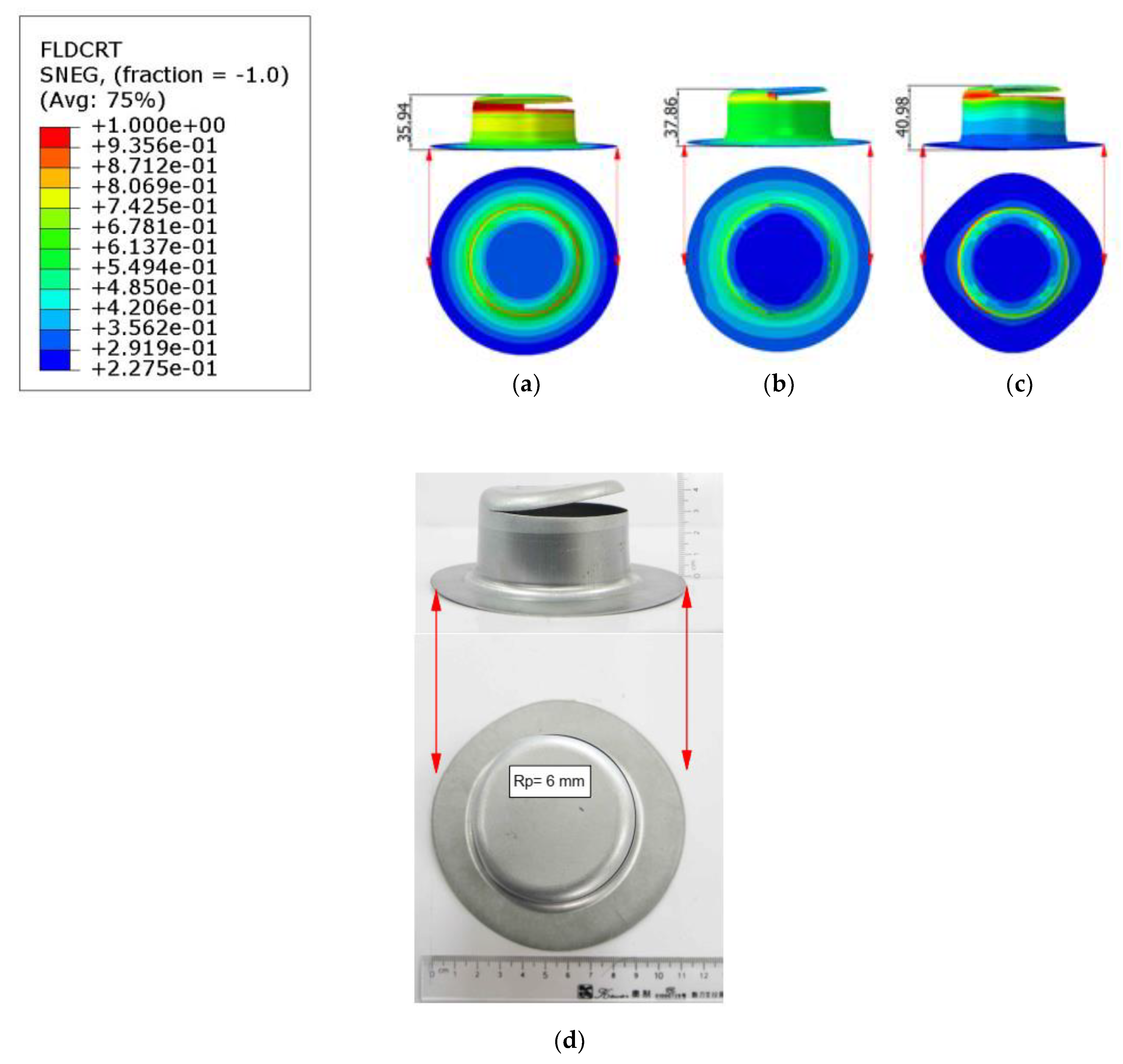
- The analysis of the simulated rim profile of the cylindrical cup reveals a distinctive oval shape, closely resembling its experimental counterpart. Notably, while the von Mises stress model exhibits a substantial deviation of 10.42% in simulated tear height compared to experimental observations, the Hill’48S model yields a deviation of 5.63%. Conversely, the Hill’48R criterion demonstrates the closest agreement, showcasing a minimal difference of 2.14%. Furthermore, the alignment of the Hill’48R model with experimental values of the r-value and the plasticity of the material is noteworthy.
- -
- The validation of the Hill’48R model’s suitability involved introducing variations in the punch’s corner radius and blank holder force in both simulation and experimentation. Consistently, strong agreement in forming height between simulation and experiment was observed, with deviations ranging from 1.25% to 3.23%. Importantly, the simulation effectively replicates the cup rim profile observed in experimental cups.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Du, B.; Li, Q.; Zheng, C.; Wang, S.; Gao, C.; Chen, L. Application of Lightweight Structure in Automobile Bumper Beam: A Review. Materials 2023, 16, 967. [Google Scholar] [CrossRef] [PubMed]
- Luyen, T.T.; Tong, V.C.; Nguyen, D.T. A simulation and experimental study on the deep drawing process of SPCC sheet using the graphical method. Alex. Eng. J. 2021, 61, 2472–2483. [Google Scholar] [CrossRef]
- Bamdad, A.H.; Hashemi, R. Analytical and numerical investigation of wrinkling limit diagram in deep drawing of two-layer sheets with experimental verification. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2021, 235, 974–990. [Google Scholar] [CrossRef]
- Shang, L.; Huang, S.; Hu, J.; Li, H.; Pang, Y. Anisotropic plasticity deformation during micro-deep drawing of 304 foils: An experimental and numerical investigation. Int. J. Mater. Forming 2024, 17, 21. [Google Scholar] [CrossRef]
- Najm, S.M.; Trzepieciński, T.; Ibrahim, O.M.; Szwajka, K.; Szewczyk, M. Analysis of the friction performance of deep-drawing steel sheets using network models. Int. J. Adv. Manuf. Technol. 2024, 132, 3757–3769. [Google Scholar] [CrossRef]
- Luyen, T.T.; Mac, T.B.; Banh, T.L.; Nguyen, D.T. Investigating the impact of yield criteria and process parameters on fracture height of cylindrical cups in the deep drawing process of SPCC sheet steel. Int. J. Adv. Manuf. Technol. 2023, 128, 2059–2073. [Google Scholar] [CrossRef]
- Reséndiz-Calderón, C.D.; Cao-Romero-Gallegos, J.A.; Farfan-Cabrera, L.I.; Campos-Silva, I.; Soriano-Vargas, O. Influence of boriding on the tribological behavior of AISI D2 tool steel for dry deep drawing of stainless steel and aluminum. Surf. Coat. Technol. 2024, 484, 130832. [Google Scholar] [CrossRef]
- Ballikaya, H.; Savas, V.; Ozay, C. The limit drawing ratio in die angled hydromechanical deep drawing method. Int. J. Adv. Manuf. Technol. 2020, 106, 791–801. [Google Scholar] [CrossRef]
- Firu, A.C.; Tapîrdea, A.I.; Feier, A.I.; Draghici, G. Virtual reality in the automotive field in industry 4.0. Mater. Today Proc. 2020, 45, 4177–4182. [Google Scholar] [CrossRef]
- Ghafar, A.A.; Abdullah, A.B.; Mahmood, J.I. Experimental and numerical prediction on square cup punch–die misalignment during the deep drawing process. Int. J. Adv. Manuf. Technol. 2021, 113, 379–388. [Google Scholar] [CrossRef]
- Trieu, Q.-H.; Luyen, T.-T.; Nguyen, D.-T. Optimization and modelling of fracture height in SECC cylindrical Cup deep drawing processes. J. Mach. Eng. 2024, 24, 74–86. [Google Scholar] [CrossRef]
- Mac, T.-B.; Ly, N.-Q.; Luyen, T.-T. Influence of Blank Holder Force and Limiting Drawing Ratio on Fracture Height During Cup—Drawing Process of SECC Sheet Metal. In Lecture Notes in Mechanical Engineering, Proceedings of the 3rd Annual International Conference on Material, Machines and Methods for Sustainable Development (MMMS2022), Can Tho, Vietnam, 10–13 November 2022; Springer Nature Switzerland AG: Cham, Switzerland, 2024; pp. 263–270. [Google Scholar] [CrossRef]
- Neto, D.M.; Oliveira, M.C.; Alves, J.L.; Menezes, L.F. Influence of the plastic anisotropy modelling in the reverse deep drawing process simulation. Mater. Des. 2014, 60, 368–379. [Google Scholar] [CrossRef]
- von Mises, R. Mechanik der festen Körper im plastisch-deformablen Zustand, Nachrichten von der Gesellschaft der Wissenschaften zu Göttingen. Math. Phys. Kl. 1913, 1913, 582–592. [Google Scholar]
- Hill, R. A Theory of the Yielding and Plastic Flow of Anisotropic Metals. Proc. R. Soc. A Math. Phys. Eng. Sci. 1948, 193, 281–297. [Google Scholar] [CrossRef]
- Barlat, F.; Lege, D.J.; Brem, J.C. A six-component yield function for anisotropic materials. Int. J. Plast. 1991, 7, 693–712. [Google Scholar] [CrossRef]
- Dal, S.R.; Darendeliler, H. Analysis of Side-Wall Wrinkling in Deep Drawing Processes. Key Eng. Mater. 2022, 926, 732–743. [Google Scholar] [CrossRef]
- Said, L.B.; Allouch, M.; Wali, M.; Dammak, F. Numerical Formulation of Anisotropic Elastoplastic Behavior Coupled with Damage Model in Forming Processes. Mathematics 2023, 11, 204. [Google Scholar] [CrossRef]
- Barrera, C.; García-Herrera, C.; Celentano, D.J.; Signorelli, J.W. Material and Damage Characterization of the Elastoplastic Response of the EK4 Deep Drawing Steel. Metals 2022, 12, 720. [Google Scholar] [CrossRef]
- Szewczyk, M.; Szwajka, K.; Trzepieciński, T. Frictional Characteristics of Deep-Drawing Quality Steel Sheets in the Flat Die Strip Drawing Test. Materials 2022, 15, 5236. [Google Scholar] [CrossRef]
- Djordjević, M.T. Influence of TiN Coating on the Drawing Force and Friction Coefficient in the Deep Drawing Process of AlMg4.5Mn0.7 Thin Sheets. Materials 2023, 16, 3968. [Google Scholar] [CrossRef]
- Swift, H.W. Plastic Instability Under. J. Mech. Phys. Solids 1952, 1, 1–18. [Google Scholar] [CrossRef]
- Gronostajski, Z. Constitutive equations for FEM analysis. J. Mater. Process. Technol. 2000, 106, 40–44. [Google Scholar] [CrossRef]
- JIS G 3313; Electrolytic Zinc-Coated Steel Sheet and Coils. Japanese Standards Association: Tokyo, Japan, 1998.
- DIN 1623; Cold Reduced Sheet and Strip–Technical Delivery Conditions—General Structural Steels Draft Standard. Springer: Berlin, Germany, 2007.
- EN 10130 (2006); Cold Rolled Low Carbon Steel Flat Products for Cold Forming—Technical Delivery Conditions. British Standard: London, UK, 2006.
- Banabic, D. Sheet Metal Forming Processes: Constitutive Modelling and Numerical Simulation; Springer Science & Business Media: Berlin, Germany, 2010. [Google Scholar] [CrossRef]
- The-Thanh, L.; Tien-Long, B.; The-Van, T.; Duc-Toan, N. A study on a deep-drawing process with two shaping states for a fuel-filter cup using combined simulation and experiment. Adv. Mech. Eng. 2019, 11, 1–11. [Google Scholar] [CrossRef]
- ISO 12004-2:2021; Metallic Materials—Determination of Forming-Limit Curves for Sheet and Strip Part 2: Determination of Forming-Limit Curves in the Laboratory. ISO: Geneva, Switzerland, 2021.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Label | F | G | H | L | M | N |
|---|---|---|---|---|---|---|
| Hill’48R | 0.3385 | 0.3960 | 0.6094 | 1.5 | 1.5 | 1.2469 |
| Hill’48S | 0.4098 | 0.4423 | 0.5577 | 1.5 | 1.5 | 1.3175 |
| R11 | R22 | R33 | R12 | R13 | R23 | |
|---|---|---|---|---|---|---|
| Hill’48R | 1 | 1.0271 | 1.1711 | 1.0968 | 1 | 1 |
| Hill’48S | 1 | 1.0167 | 1.0833 | 1.0670 | 1 | 1 |
| Fracture height | |||
| Experiment | he (mm) | 40.12 | |
| Simulation | Von Mises | (mm) | 35.94 |
| Hill’48R | (mm) | 40.98 | |
| Hill’48S | (mm) | 37.86 | |
| Deviation | Von Mises | (%) | 10.42% |
| Hill’48R | (%) | 2.14% | |
| Hill’48S | (%) | 5.63% | |
| Fracture Height | |||
|---|---|---|---|
| Case No | Simulation hs (mm) | Experiment he (mm) | Deviation |
| 1 | 37.26 | 38.32 | 2.77% |
| 2 | 47.52 | 48.12 | 1.25% |
| 3 | 33.88 | 32.82 | 3.23% |
| 4 | 29.62 | 30.28 | 2.18% |
| 5 | 43.28 | 42.66 | 1.45% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Trieu, Q.-H.; Luyen, T.-T.; Nguyen, D.-T.; Bui, N.-T. A Study on Yield Criteria Influence on Anisotropic Behavior and Fracture Prediction in Deep Drawing SECC Steel Cylindrical Cups. Materials 2024, 17, 2872. https://doi.org/10.3390/ma17122872
Trieu Q-H, Luyen T-T, Nguyen D-T, Bui N-T. A Study on Yield Criteria Influence on Anisotropic Behavior and Fracture Prediction in Deep Drawing SECC Steel Cylindrical Cups. Materials. 2024; 17(12):2872. https://doi.org/10.3390/ma17122872
Chicago/Turabian StyleTrieu, Quy-Huy, The-Thanh Luyen, Duc-Toan Nguyen, and Ngoc-Tam Bui. 2024. "A Study on Yield Criteria Influence on Anisotropic Behavior and Fracture Prediction in Deep Drawing SECC Steel Cylindrical Cups" Materials 17, no. 12: 2872. https://doi.org/10.3390/ma17122872
APA StyleTrieu, Q.-H., Luyen, T.-T., Nguyen, D.-T., & Bui, N.-T. (2024). A Study on Yield Criteria Influence on Anisotropic Behavior and Fracture Prediction in Deep Drawing SECC Steel Cylindrical Cups. Materials, 17(12), 2872. https://doi.org/10.3390/ma17122872