
Development of PBS/Nano Composite PHB-Based Multilayer Blown Films with Enhanced Properties for Food Packaging Applications


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of the Nanocomposites
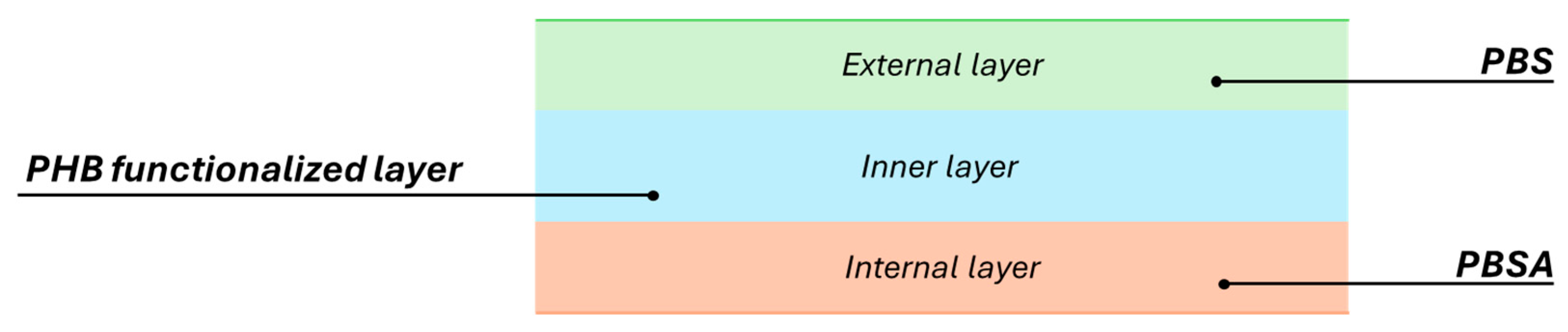
2.3. Preparation of the Films
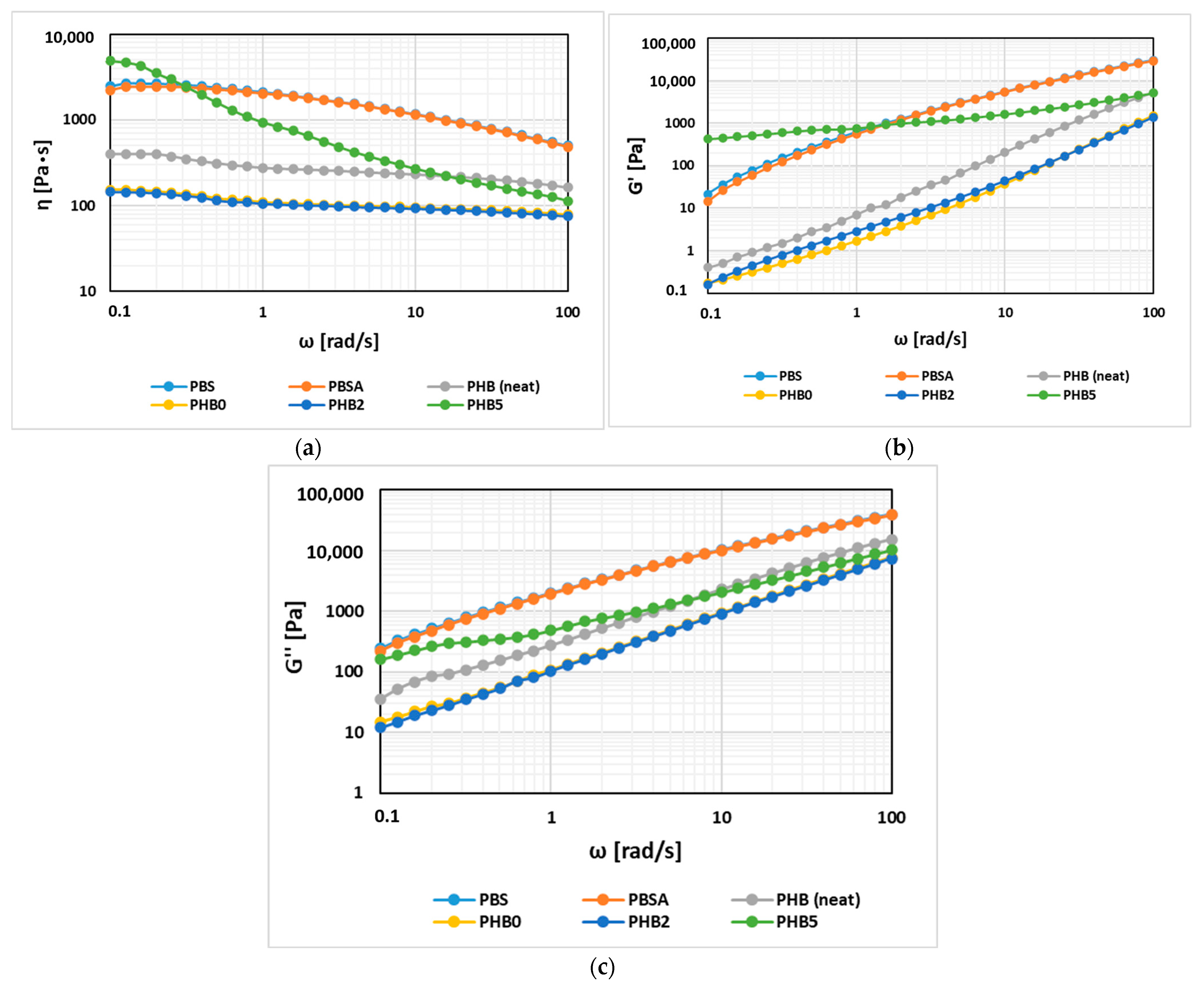
2.4. Rheological Characterization
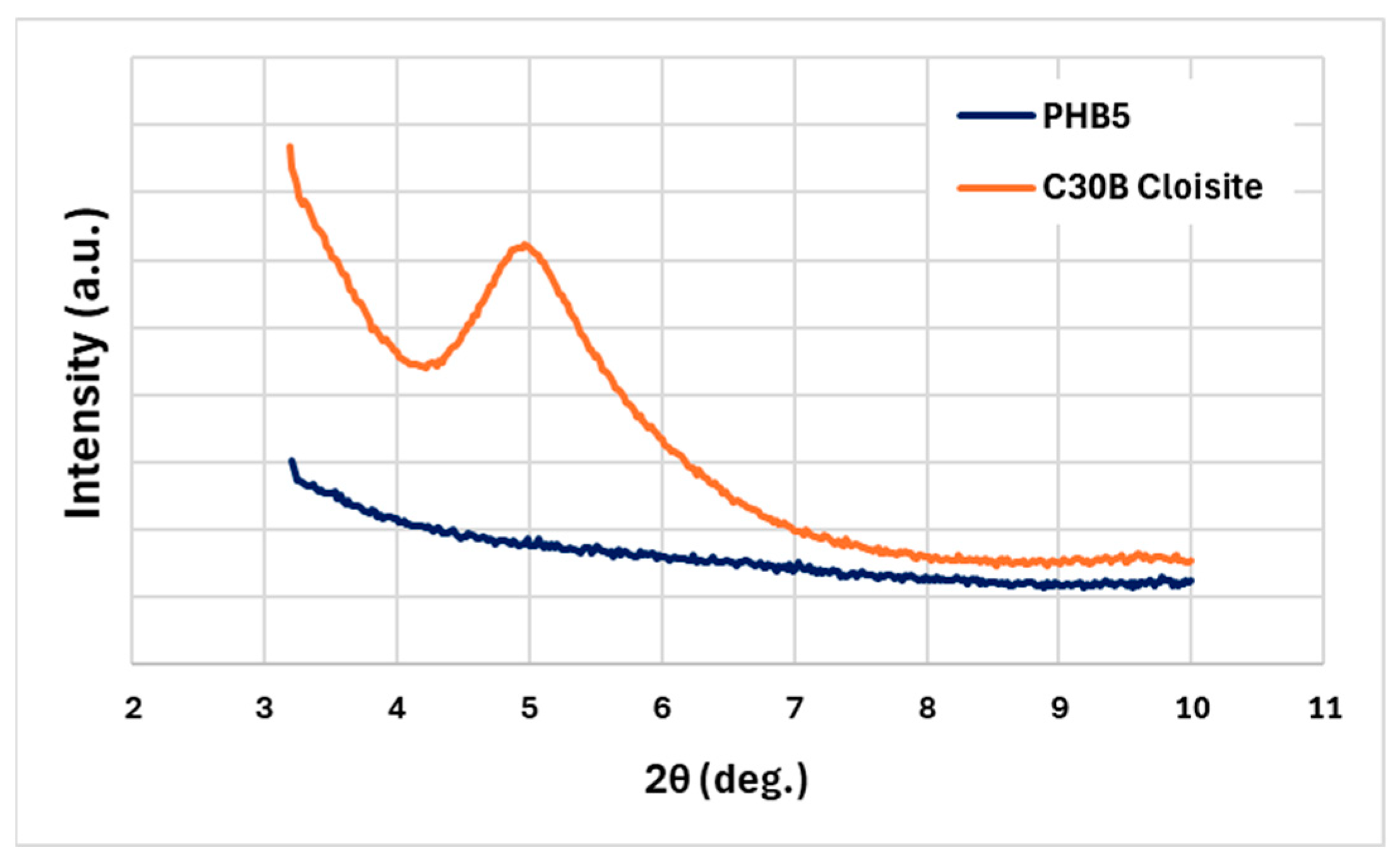
2.5. X-ray Diffraction (XRD)
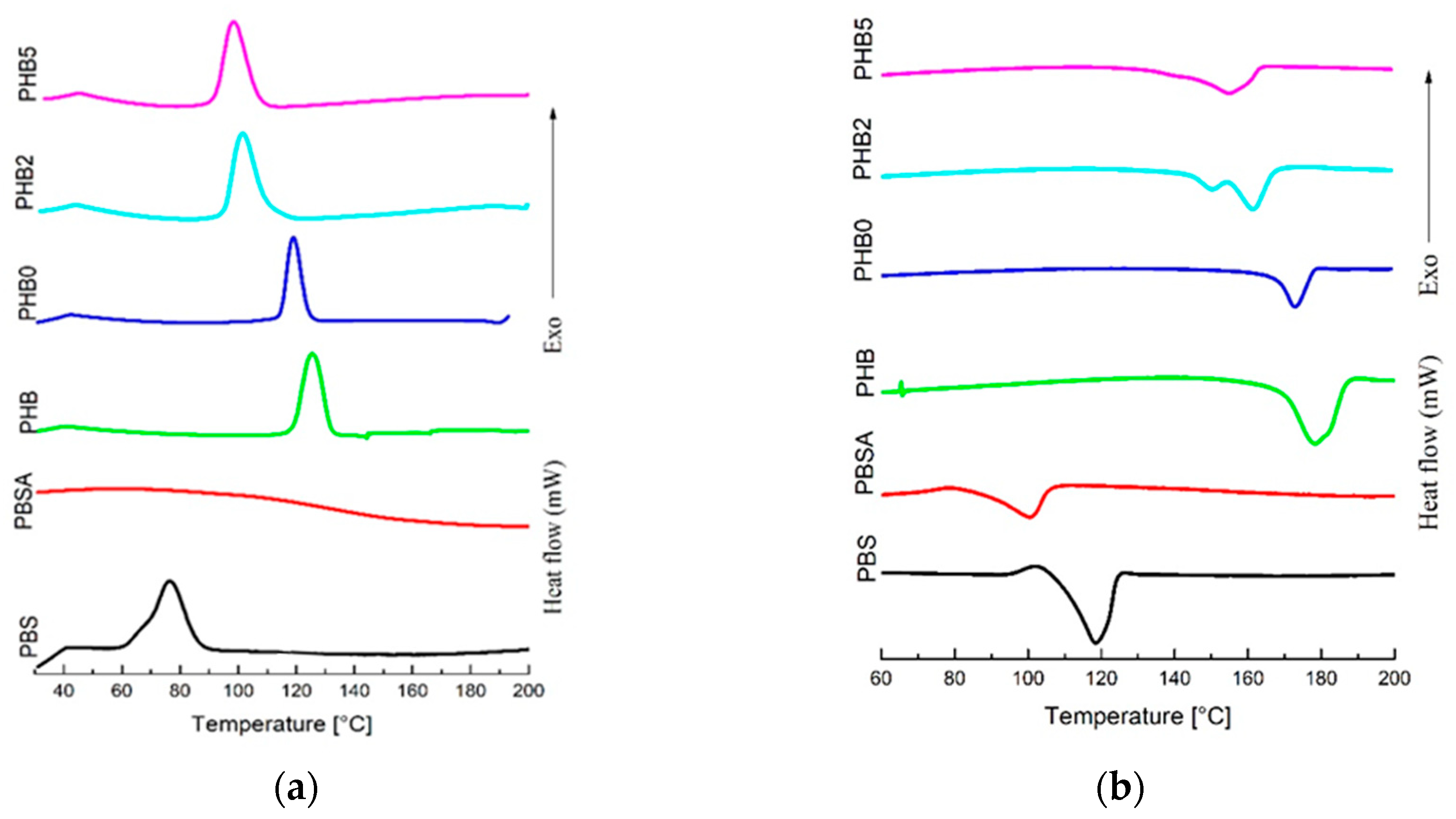
2.6. Differential Scanning Calorimetry
2.7. Mechanical Properties
2.8. The Water Vapour Transmission Rate (WVTR)
2.9. Oxygen Transmission Rate (OTR)
3. Results and Discussion
3.1. Rheology
3.2. X-Ray Diffraction (XRD)
3.3. DSC Analysis
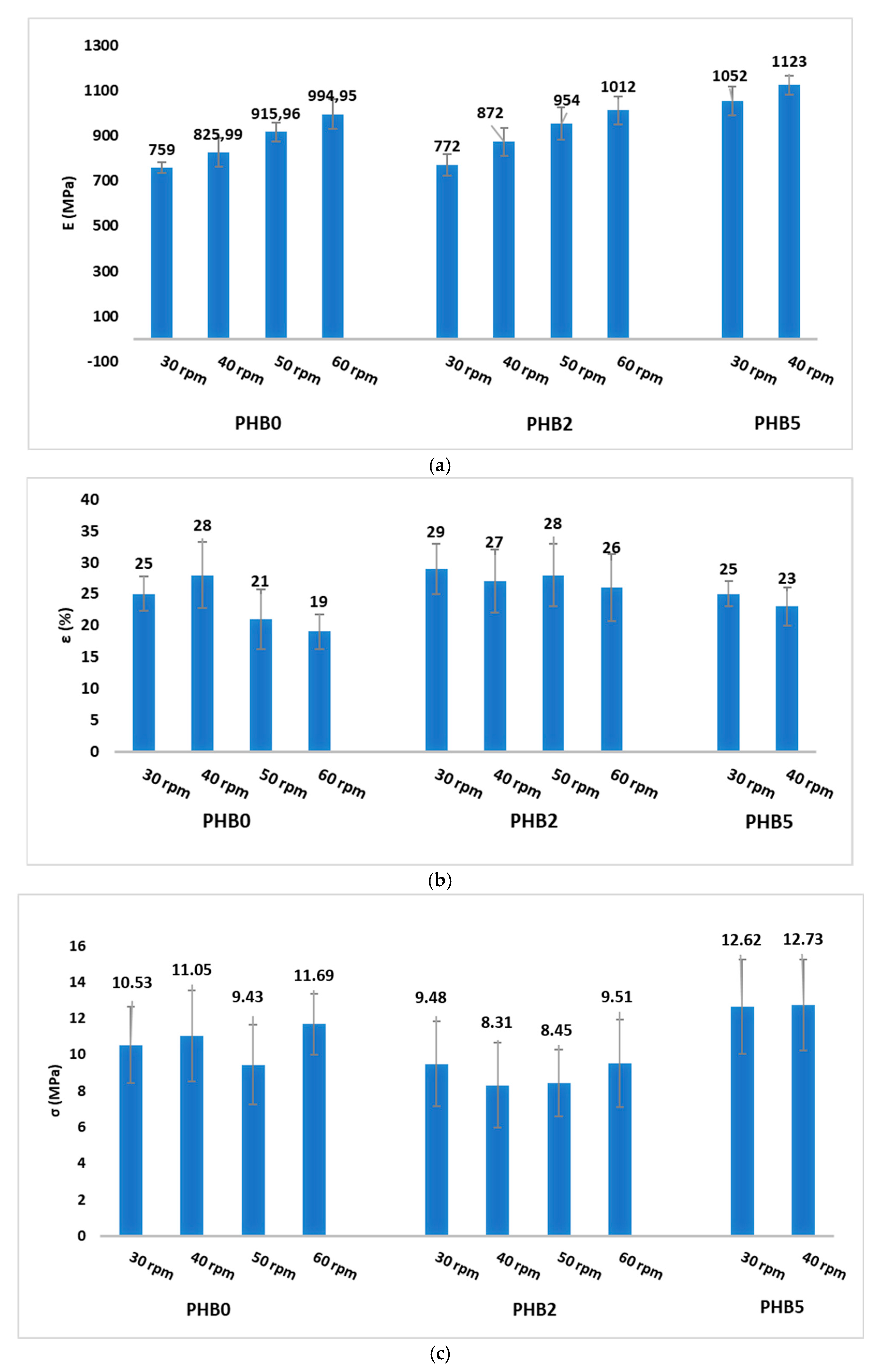
3.4. Mechanical Testing
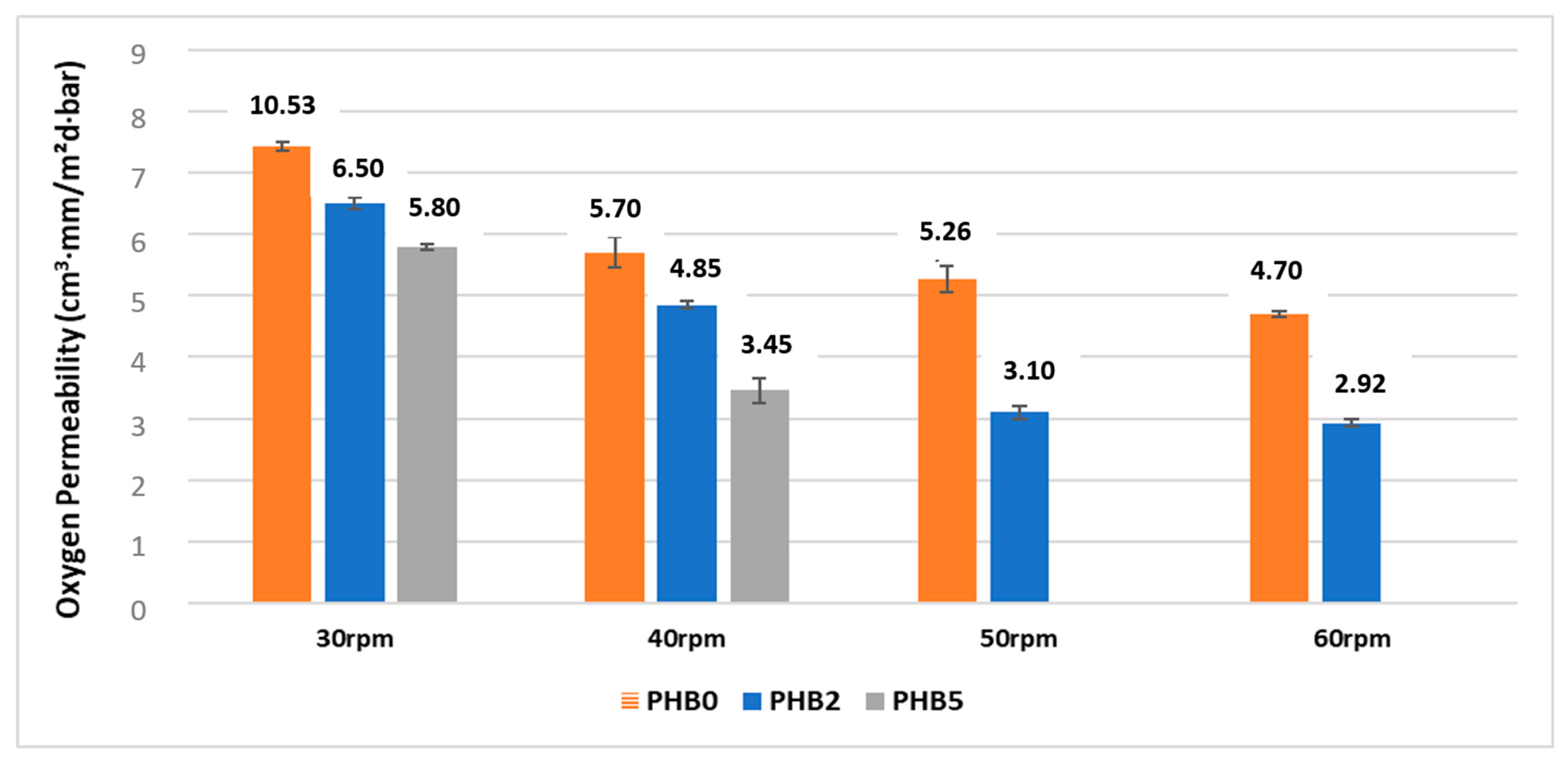
3.5. Oxygen Permeability
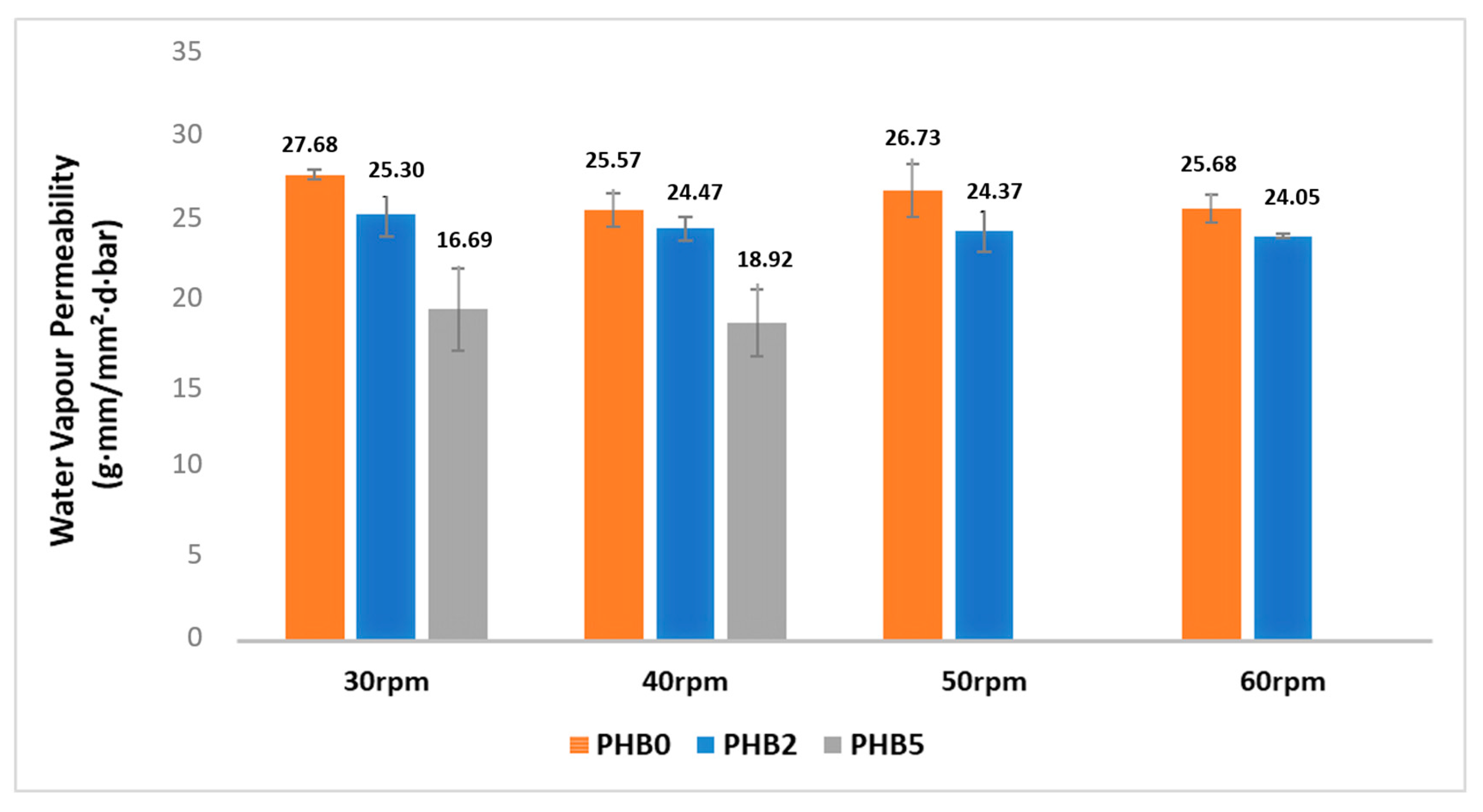
3.6. Water Vapour Permeability
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- 21252030 Agenda for Sustainable Development Web.Pdf. Available online: https://destinet.eu/resources/21252030-agenda-for-sustainable-development-web.pdf (accessed on 16 March 2024).
- Plastic Pollution Is Growing Relentlessly as Waste Management and Recycling Fall Short, Says OECD. Available online: https://www.oecd.org/environment/plastic-pollution-is-growing-relentlessly-as-waste-management-and-recycling-fall-short.htm (accessed on 16 April 2024).
- Dörnyei, K.R.; Uysal-Unalan, I.; Krauter, V.; Weinrich, R.; Incarnato, L.; Karlovits, I.; Colelli, G.; Chrysochou, P.; Fenech, M.C.; Pettersen, M.K.; et al. Sustainable Food Packaging: An Updated Definition Following a Holistic Approach. Front. Sustain. Food Syst. 2023, 7, 1119052. [Google Scholar] [CrossRef]
- Weiss, M.; Haufe, J.; Carus, M.; Brandão, M.; Bringezu, S.; Hermann, B.; Patel, M.K. A Review of the Environmental Impacts of Biobased Materials. J. Ind. Ecol. 2012, 16, S169–S181. [Google Scholar] [CrossRef]
- Manger, C. EU Policy Framework on Bioplastics. European Bioplastics e.V. Available online: https://www.european-bioplastics.org/policy/eu-policy-framework-on-bioplastics/ (accessed on 16 April 2024).
- Barbato, A.; Apicella, A.; Palmieri, F.; Incarnato, L. Development of Biodegradable PBS/PVOH-Based Films and Evaluation of Performance for Food Packaging Applications. Chem. Eng. Trans. 2023, 102, 97–102. [Google Scholar] [CrossRef]
- Olusanya, J.O.; Mohan, T.P.; Kanny, K. Effect of Nanoclay (NC) on Mechanical and Thermal Properties of Cellulose Nanoparticles (CNPs) Filled Cornstarch Bioplastic Film. J. Polym. Res. 2023, 30, 262. [Google Scholar] [CrossRef]
- Rhim, J.-W.; Ng, P.K.W. Natural Biopolymer-Based Nanocomposite Films for Packaging Applications. Crit. Rev. Food Sci. Nutr. 2007, 47, 411–433. [Google Scholar] [CrossRef]
- Fatyeyeva, K.; Chappey, C.; Marais, S. Biopolymer/Clay Nanocomposites as the High Barrier Packaging Material: Recent Advances. In Food Packaging; Grumezescu, A.M., Ed.; Academic Press: Cambridge, MA, USA, 2017; pp. 425–463. ISBN 978-0-12-804302-8. [Google Scholar]
- Caner, C.; Rahvali, F.; Yüceer, M.; Oral, A. Effects of Types and Concentrations of Modified Cloisite Clays on Properties of Chitosan Nanocomposites for Food Packaging. Polym. Adv. Technol. 2023, 34, 2248–2260. [Google Scholar] [CrossRef]
- Apicella, A.; Scarfato, P.; D’Arienzo, L.; Garofalo, E.; Di Maio, L.; Incarnato, L. Antimicrobial Biodegradable Coatings Based on LAE for Food Packaging Applications. AIP Conf. Proc. 2018, 1981, 020010. [Google Scholar] [CrossRef]
- Apicella, A.; Scarfato, P.; Di Maio, L.; Incarnato, L. Oxygen Absorption Data of Multilayer Oxygen Scavenger-Polyester Films with Different Layouts. Data Brief 2018, 19, 1530–1536. [Google Scholar] [CrossRef]
- Leneveu-Jenvrin, C.; Apicella, A.; Bradley, K.; Meile, J.-C.; Chillet, M.; Scarfato, P.; Incarnato, L.; Remize, F. Effects of Maturity Level, Steam Treatment, or Active Packaging to Maintain the Quality of Minimally Processed Mango (Mangifera indica Cv. José). J. Food Process. Preserv. 2021, 45, e15600. [Google Scholar] [CrossRef]
- Apicella, A.; Scarfato, P.; Di Maio, L.; Garofalo, E.; Incarnato, L. Evaluation of Performance of PET Packaging Films Based on Different Copolyester O2-Scavengers. AIP Conf. Proc. 2018, 1981, 020130. [Google Scholar] [CrossRef]
- Pietrosanto, A.; Apicella, A.; Scarfato, P.; Incarnato, L.; Di Maio, L. Development of Novel Blown Shrink Films from Poly(Lactide)/Poly(Butylene-Adipate-Co-Terephthalate) Blends for Sustainable Food Packaging Applications. Polymers 2022, 14, 2759. [Google Scholar] [CrossRef] [PubMed]
- Cunha, M.; Fernandes, B.; Covas, J.A.; Vicente, A.A.; Hilliou, L. Film Blowing of PHBV Blends and PHBV-based Multilayers for the Production of Biodegradable Packages. J Appl. Polym. Sci 2016, 133. [Google Scholar] [CrossRef]
- Boufarguine, M.; Guinault, A.; Miquelard-Garnier, G.; Sollogoub, C. PLA/PHBV Films with Improved Mechanical and Gas Barrier Properties. Macromol. Mater. Eng. 2013, 298, 1065–1073. [Google Scholar] [CrossRef]
- Di Lorenzo, M.L. Poly(l-Lactic Acid)/Poly(Butylene Succinate) Biobased Biodegradable Blends. Polym. Rev. 2021, 61, 457–492. [Google Scholar] [CrossRef]
- Zeng, J.-B.; Jiao, L.; Li, Y.-D.; Srinivasan, M.; Li, T.; Wang, Y.-Z. Bio-Based Blends of Starch and Poly(Butylene Succinate) with Improved Miscibility, Mechanical Properties, and Reduced Water Absorption. Carbohydr. Polym. 2011, 83, 762–768. [Google Scholar] [CrossRef]
- Apicella, A.; Scarfato, P.; Incarnato, L. Tailor-Made Coextruded Blown Films Based on Biodegradable Blends for Hot Filling and Frozen Food Packaging. Food Packag. Shelf Life 2023, 37, 101096. [Google Scholar] [CrossRef]
- Messin, T.; Marais, S.; Follain, N.; Guinault, A.; Gaucher, V.; Delpouve, N.; Sollogoub, C. Biodegradable PLA/PBS Multinanolayer Membrane with Enhanced Barrier Performances. J. Membr. Sci. 2020, 598, 117777. [Google Scholar] [CrossRef]
- Rocca-Smith, J.R.; Pasquarelli, R.; Lagorce-Tachon, A.; Rousseau, J.; Fontaine, S.; Aguié-Béghin, V.; Debeaufort, F.; Karbowiak, T. Toward Sustainable PLA-Based Multilayer Complexes with Improved Barrier Properties. ACS Sustain. Chem. Eng. 2019, 7, 3759–3771. [Google Scholar] [CrossRef]
- Ahmed, J.; Mulla, M.Z.; Al-Zuwayed, S.A.; Joseph, A.; Auras, R. Morphological, Barrier, Thermal, and Rheological Properties of High-Pressure Treated Co-Extruded Polylactide Films and the Suitability for Food Packaging. Food Packag. Shelf Life 2022, 32, 100812. [Google Scholar] [CrossRef]
- Scaffaro, R.; Maio, A.; Gulino, F.E.; Di Salvo, C.; Arcarisi, A. Bilayer Biodegradable Films Prepared by Co-Extrusion Film Blowing: Mechanical Performance, Release Kinetics of an Antimicrobial Agent and Hydrolytic Degradation. Compos. Part A Appl. Sci. Manuf. 2020, 132, 105836. [Google Scholar] [CrossRef]
- Xie, F. Biopolymer-Based Multilayer Films and Coatings for Food Preservation: An Update of the Recent Development. Curr. Food Sci. Technol. Rep. 2023, 1, 1–12. [Google Scholar] [CrossRef]
- Alias, A.R.; Wan, M.K.; Sarbon, N.M. Emerging Materials and Technologies of Multi-Layer Film for Food Packaging Application: A Review. Food Control 2022, 136, 108875. [Google Scholar] [CrossRef]
- Garofalo, E.; Di Maio, L.; Scarfato, P.; Russo, P.; Incarnato, L. Selective Localization of Nanoparticles to Enhance the Properties of PBS/PLA Nanocomposite Blown Films. J. Polym. Environ. 2023, 31, 4546–4558. [Google Scholar] [CrossRef]
- Soares, M.G.; Bevilaqua, G.C.; de Lima, M. Potential Applications of Environmentally Friendly Nanoparticles in Food Matrices: A Review. Food Bioprocess Technol. 2023, 16, 2742–2760. [Google Scholar] [CrossRef]
- Gowman, A.; Wang, T.; Rodriguez-Uribe, A.; Mohanty, A.K.; Misra, M. Bio-Poly(Butylene Succinate) and Its Composites with Grape Pomace: Mechanical Performance and Thermal Properties. ACS Omega 2018, 3, 15205–15216. [Google Scholar] [CrossRef]
- Aliotta, L.; Seggiani, M.; Lazzeri, A.; Gigante, V.; Cinelli, P. A Brief Review of Poly (Butylene Succinate) (PBS) and Its Main Copolymers: Synthesis, Blends, Composites, Biodegradability, and Applications. Polymers 2022, 14, 844. [Google Scholar] [CrossRef]
- Hazer, D.B.; Kılıçay, E.; Hazer, B. Poly(3-Hydroxyalkanoate)s: Diversification and Biomedical Applications: A State of the Art Review. Mater. Sci. Eng. C 2012, 32, 637–647. [Google Scholar] [CrossRef]
- Tan, D.; Wang, Y.; Tong, Y.; Chen, G.-Q. Grand Challenges for Industrializing Polyhydroxyalkanoates (PHAs). Trends Biotechnol. 2021, 39, 953–963. [Google Scholar] [CrossRef]
- Sharma, V.; Sehgal, R.; Gupta, R. Polyhydroxyalkanoate (PHA): Properties and Modifications. Polymer 2021, 212, 123161. [Google Scholar] [CrossRef]
- Perera, K.Y.; Hopkins, M.; Jaiswal, A.K.; Jaiswal, S. Nanoclays-Containing Bio-Based Packaging Materials: Properties, Applications, Safety, and Regulatory Issues. J. Nanostructure Chem. 2024, 14, 71–93. [Google Scholar] [CrossRef]
- Brandelli, A. Toxicity and Safety Evaluation of Nanoclays. In Nanomaterials: Ecotoxicity, Safety, and Public Perception; Rai, M., Biswas, J.K., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 57–76. ISBN 978-3-030-05144-0. [Google Scholar]
- Jandas, P.J.; Prabakaran, K.; Kumar, R.; Mohanty, S.; Nayak, S.K. Eco-friendly Poly (Hydroxybutyrate) Nanocomposites: Preparation and Characterization. J. Polym. Res. 2021, 28, 285. [Google Scholar] [CrossRef]
- Farmahini-Farahani, M.; Khan, A.; Lu, P.; Bedane, A.H.; Eic, M.; Xiao, H. Surface Morphological Analysis and Water Vapor Barrier Properties of Modified Cloisite 30B/Poly(3-Hydroxybutyrate-Co-3-Hydroxyvalerate) Composites. Appl. Clay Sci. 2017, 135, 27–34. [Google Scholar] [CrossRef]
- Sanchez-Garcia, M.D.; Lagaron, J.M. Novel Clay-Based Nanobiocomposites of Biopolyesters with Synergistic Barrier to UV Light, Gas, and Vapour. J. Appl. Polym. Sci. 2010, 118, 188–199. [Google Scholar] [CrossRef]
- Corrêa, M.C.S.; Branciforti, M.C.; Pollet, E.; Agnelli, J.A.M.; Nascente, P.A.P.; Avérous, L. Elaboration and Characterization of Nano-Biocomposites Based on Plasticized Poly(Hydroxybutyrate-Co-Hydroxyvalerate) with Organo-Modified Montmorillonite. J. Polym. Env. 2012, 20, 283–290. [Google Scholar] [CrossRef]
- Pradeep, S.A.; Kharbas, H.; Turng, L.-S.; Avalos, A.; Lawrence, J.G.; Pilla, S. Investigation of Thermal and Thermomechanical Properties of Biodegradable PLA/PBSA Composites Processed via Supercritical Fluid-Assisted Foam Injection Molding. Polymers 2017, 9, 22. [Google Scholar] [CrossRef]
- Barham, P.J.; Keller, A.; Otun, E.L.; Holmes, P.A. Crystallization and Morphology of a Bacterial Thermoplastic: Poly-3-Hydroxybutyrate. J. Mater. Sci. 1984, 19, 2781–2794. [Google Scholar] [CrossRef]
- Righetti, M.C.; Lorenzo, M.L.D.; Cinelli, P.; Gazzano, M. Temperature Dependence of the Rigid Amorphous Fraction of Poly(Butylene Succinate). RSC Adv. 2021, 11, 25731–25737. [Google Scholar] [CrossRef]
- ASTM D882; Standard Test Method for Tensile Properties of Thin Plastic Sheeting. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM F1249-90; Standard Test Method for Water Vapor Transmission Rate through Plastic Film and Sheeting Using a Modulated Infrared Sensor. ASTM International: West Conshohocken, PA, USA, 1990.
- ASTM D1434; Standard Test Method for Determining Gas Permeability Characteristics of Plastic Film and Sheeting. ASTM International: West Conshohocken, PA, USA, 2023.
- Bitinis, N.; Verdejo, R.; Maya, E.M.; Espuche, E.; Cassagnau, P.; Lopez-Manchado, M.A. Physicochemical Properties of Organoclay Filled Polylactic Acid/Natural Rubber Blend Bionanocomposites. Compos. Sci. Technol. 2012, 72, 305–313. [Google Scholar] [CrossRef]
- Capone, C.; Di Landro, L.; Inzoli, F.; Penco, M.; Sartore, L. Thermal and Mechanical Degradation during Polymer Extrusion Processing. Polym. Eng. Sci. 2007, 47, 1813–1819. [Google Scholar] [CrossRef]
- Shojaeiarani, J.; Bajwa, D.S.; Rehovsky, C.; Bajwa, S.G.; Vahidi, G. Deterioration in the Physico-Mechanical and Thermal Properties of Biopolymers Due to Reprocessing. Polymers 2019, 11, 58. [Google Scholar] [CrossRef]
- Czerniecka-Kubicka, A.; Frącz, W.; Jasiorski, M.; Błażejewski, W.; Pilch-Pitera, B.; Pyda, M.; Zarzyka, I. Thermal Properties of Poly(3-Hydroxybutyrate) Modified by Nanoclay. J. Therm. Anal. Calorim. 2017, 128, 1513–1526. [Google Scholar] [CrossRef]
- Naser, A.Z.; Deiab, I.; Darras, B.M. Poly(Lactic Acid) (PLA) and Polyhydroxyalkanoates (PHAs), Green Alternatives to Petroleum-Based Plastics: A Review. RSC Adv. 2021, 11, 17151–17196. [Google Scholar] [CrossRef] [PubMed]
- Luoma, E.; Rokkonen, T.; Tribot, A.; Nättinen, K.; Lahtinen, J. Poly(Butylene Succinate-Co-Adipate)/Poly(Hydroxybutyrate) Blend Films and Their Thermal, Mechanical and Gas Barrier Properties. Polym. Renew. Resour. 2022, 13, 83–101. [Google Scholar] [CrossRef]
- Lacoste, C.; Gallard, B.; Lopez-Cuesta, J.-M.; Ipek Kalaoglu-Altan, O.; De Clerck, K. Development of Bionanocomposites Based on Poly(3-Hydroxybutyrate-Co-3-Hydroxyvalerate)/PolylActide Blends Reinforced with Cloisite 30B. J. Funct. Biomater. 2020, 11, 64. [Google Scholar] [CrossRef] [PubMed]
- Grzebieniarz, W.; Biswas, D.; Roy, S.; Jamróz, E. Advances in Biopolymer-Based Multi-Layer Film Preparations and Food Packaging Applications. Food Packag. Shelf Life 2023, 35, 101033. [Google Scholar] [CrossRef]
- Apicella, A.; Barbato, A.; Grimaldi, M.; Scarfato, P.; Incarnato, L. Coextrusion Film Blowing of PHB, PLA and PBAT-Based Blends for the Production of Biodegradable Food Packages. Chem. Eng. Trans. 2023, 102, 91–96. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mixture | PHB Content [% w/w] | Cloisite® 30B Content [% w/w] |
|---|---|---|
| PHB0 | 100 | 0 |
| PHB2 | 98 | 2 |
| PHB5 | 95 | 5 |
| Mixture | Temperature Profile [°C] | |||
|---|---|---|---|---|
| T1 | T2 | T3 | Thead | |
| PBS | 150 | 150 | 160 | * |
| PHB0 | 170 | 170 | 170 | 175 |
| PHB2 | 170 | 170 | 165 | 165 |
| PHB5 | 170 | 165 | 165 | 165 |
| PBSA | 140 | 140 | 145 | * |
| Film Sample | Functional Layer | Functional Layer Extruder Speed (rpm) | Film Thickness (mm) |
|---|---|---|---|
| 1 | PHB0 | 30 | 0.059 ± 1 |
| 2 | 40 | 0.062 ± 1 | |
| 3 | 50 | 0.066 ± 1 | |
| 4 | 60 | 0.072 ± 1 | |
| 5 | PHB2 | 30 | 0.060 ± 1 |
| 6 | 40 | 0.063 ± 1 | |
| 7 | 50 | 0.068 ± 1 | |
| 8 | 60 | 0.075 ± 2 | |
| 9 | PHB5 | 30 | 0.060 ± 1 |
| 10 | 40 | 0.064 ± 1 | |
| 11 | * | * | |
| 12 | * | * |
| Functional Layer | 30 rpm | 40 rpm | 50 rpm | 60 rpm |
|---|---|---|---|---|
| PHB + 0% C30B |  |  |  |  |
| PHB + 2% C30B |  |  |  |  |
| PHB + 5% C30B |  |  | - | - |
| Sample | Tc [°C] | ΔHc [J/g] | Tm [°C] | ΔHm [J/g] | Xc [%] |
|---|---|---|---|---|---|
| PBS | 75.5 | 46.6 | 118.5 | 69.7 | 35.7 |
| PBSA | - | - | 100.6 | 23.7 | 21.5 |
| PHB (neat) | 125.5 | 70.0 | 178.4 | 73.0 | 50.0 |
| PHB0 (melt-processed) | 119.0 | 69.3 | 172.9 | 67.3 | 46.1 |
| PHB2 | 101.5 | 55.7 | 161.4 | 61.7 | 42.3 |
| PHB5 | 98.4 | 49.8 | 155.0 | 47.2 | 32.3 |
| Sample | Modulus of Elasticity [MPa] | Strain at Break [%] |
|---|---|---|
| PBS | 504 ± 22 | 409 ± 24 |
| PHB | 1456 ± 79 | 4 ± 1 |
| PBSA | 215 ± 16 | 553 ± 34 |
| Mixture | PO2 [cm3 mm/m2·d·bar] |
|---|---|
| PBS | 7.72 |
| PBSA | 36.19 |
| PHB | 3.25 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Palmieri, F.; Tagoe, J.N.A.; Di Maio, L. Development of PBS/Nano Composite PHB-Based Multilayer Blown Films with Enhanced Properties for Food Packaging Applications. Materials 2024, 17, 2894. https://doi.org/10.3390/ma17122894
Palmieri F, Tagoe JNA, Di Maio L. Development of PBS/Nano Composite PHB-Based Multilayer Blown Films with Enhanced Properties for Food Packaging Applications. Materials. 2024; 17(12):2894. https://doi.org/10.3390/ma17122894
Chicago/Turabian StylePalmieri, Francesco, Joseph Nii Ayi Tagoe, and Luciano Di Maio. 2024. "Development of PBS/Nano Composite PHB-Based Multilayer Blown Films with Enhanced Properties for Food Packaging Applications" Materials 17, no. 12: 2894. https://doi.org/10.3390/ma17122894