
The Influence of the Grinding Media Diameter on Grinding Efficiency in a Vibratory Ball Mill


Abstract
1. Introduction
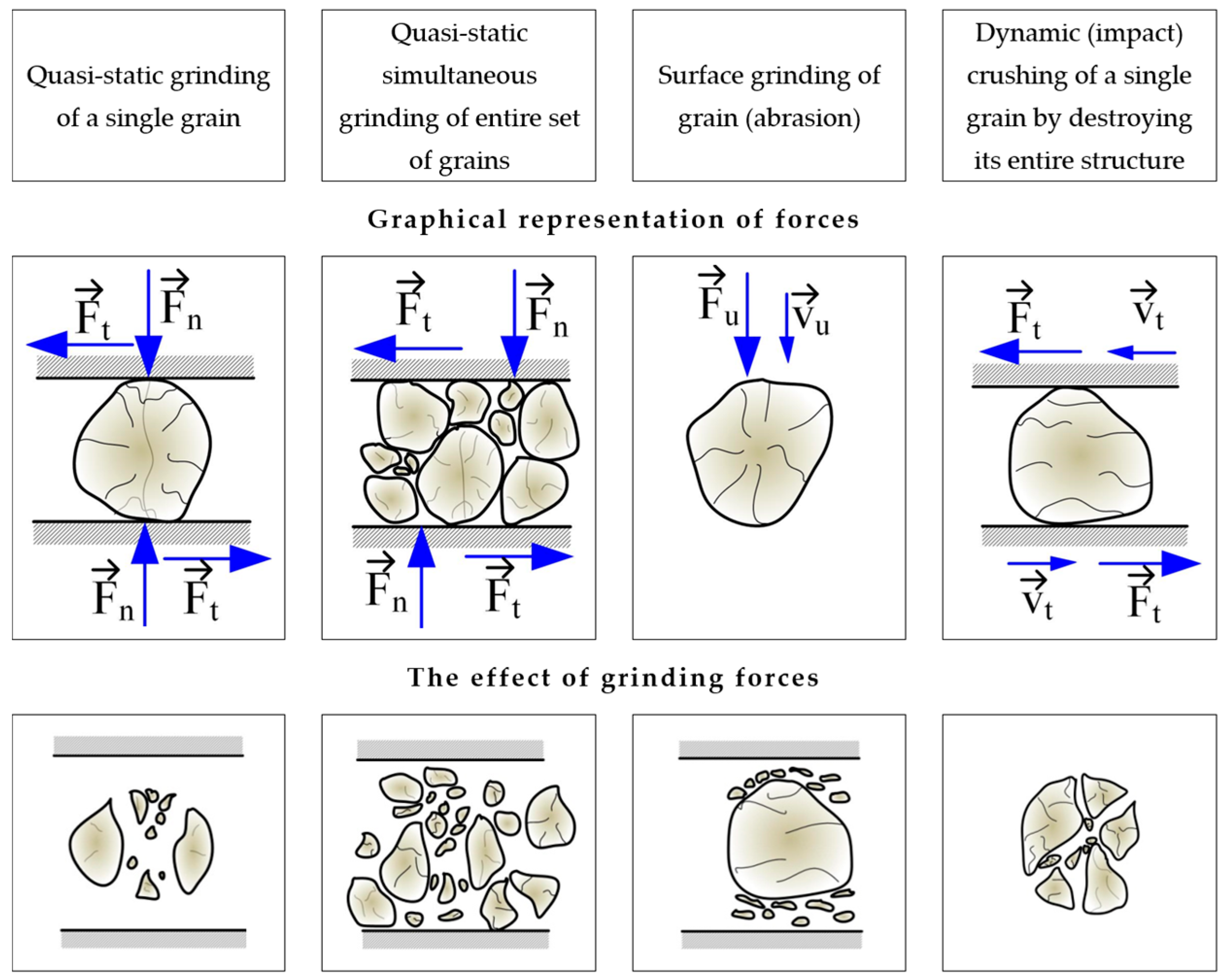
2. Comminution in Vibratory Mills with Free-Flowing Grinding Media—Elements of Theory

3. Description of Test Stands—Materials and Methods
3.1. Test Stand for a Vibratory Mill
3.2. The Course of Grinding Tests
3.3. Grain Size Distribution Analysis
3.4. Materials Utilized in the Study
- −
- specific density: 2.66 kg/dm3,
- −
- bulk density: 1.50 kg/dm3,
- −
- grain size dv(10): 242 μm,
- −
- grain size dv(50): 398 μm,
- −
- grain size dv(90): 643 μm.
4. Experimental Research on the Grinding Process—Results and Discussion
- −
- for Ø 10.0 mm grinding media: S10 = 53; S50 = 16; S90 = 10;
- −
- for Ø 12.0 mm grinding media: S10 = 54; S50 = 15; S90 = 10;
- −
- for Ø 13.5 mm grinding media: S10 = 59; S50 = 16; S90 = 10;
- −
- for Ø 15.0 mm grinding media: S10 = 67; S50 = 18; S90 = 10;
- −
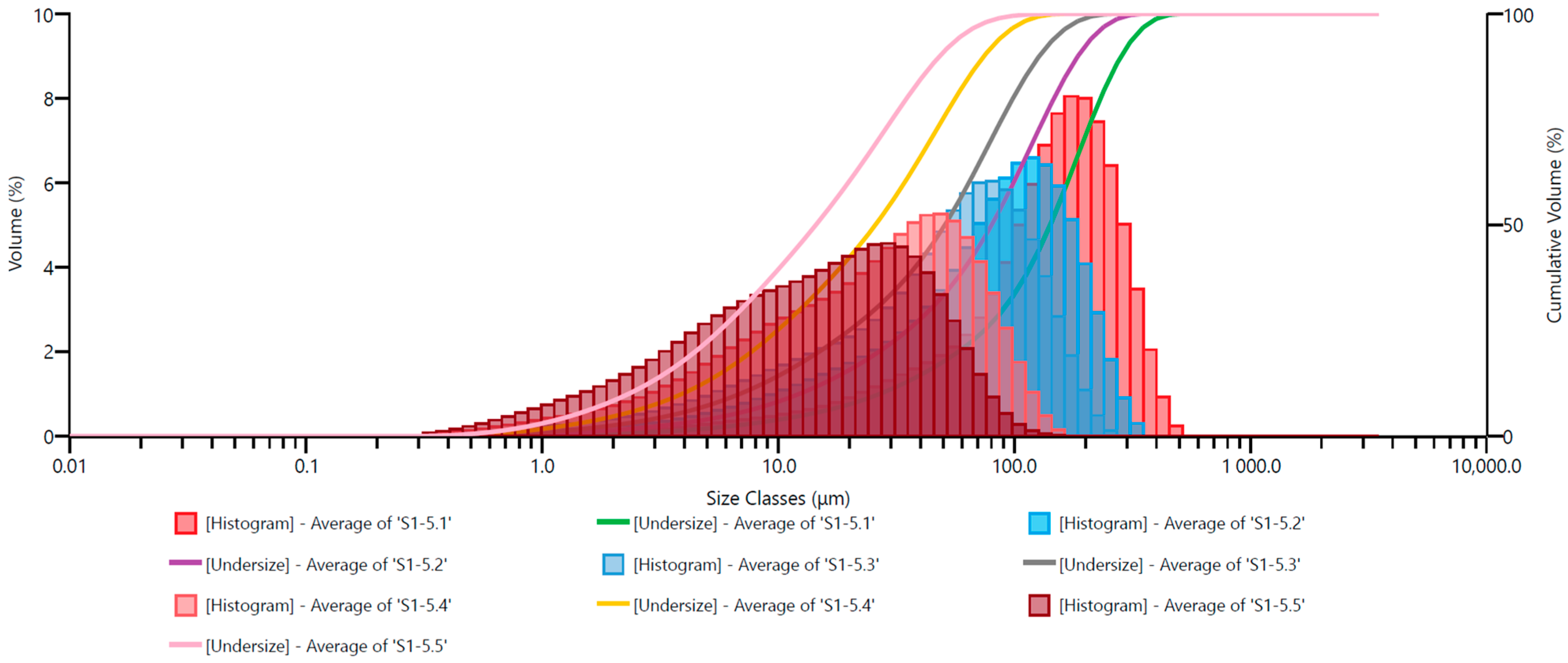
- for Ø 17.5 mm grinding media: S10 = 62; S50 = 15; S90 = 9.
5. Conclusions
- −
- The research demonstrated high efficiency in the milling process of quartz sand in the vibratory mill—as evidenced by the grain size parameters of the milling products and the achieved degrees of comminution.
- −
- The obtained research results indicate that the type of grinding media used significantly affects the grain size of the milling product—especially in fine and very fine grinding (below 10 µm).
- −
- Analysis of the percentage share of the grain size class below 10 μm revealed that for a milling time of 20 min, the finest grain size was obtained using grinding media with a diameter of 15 mm. This set of grinding media allowed for obtaining 16% more of this grain size class at the same time compared to grinding media with a diameter of 12 mm. As shown earlier, this translates into even 22.5% less energy consumption.
- −
- Two milling variants for a milling time of 40 min showed that if the technological goal of the production plant was to achieve a grain size class of 0–10 μm in an amount of 36%, the use of the appropriate size of grinding media—in this case 17.5 mm—would allow achieving this goal 19% faster compared to using grinding media with a diameter of 10 mm. Moreover, this would be associated with 19% less energy consumption.
- −
- The finer the grain size we aim to achieve in the comminution process, the greater the energy demand. In the case of very fine milling, proper selection of grinding media allows for a significant reduction in energy consumption, positively impacting the natural environment.
- −
- The examples of comminution degrees and the provided data on grain size parameters showed that grinding media with a diameter of 15.0 mm was the most favorable set.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Matsanga, N.; Nheta, W.; Chimwani, N. A Review of the Grinding Media in Ball Mills for Mineral Processing. Minerals 2023, 13, 1373. [Google Scholar] [CrossRef]
- Can, M.; Altun, O. Performance Comparison of the Vertical and Horizontal Oriented Stirred Mill: Pilot Scale IsaMill vs. Full-Scale HIGMill. Minerals 2023, 13, 315. [Google Scholar] [CrossRef]
- Esteves, P.M.; Mazzinghy, D.B.; Galéry, R.; Machado, L.C.R. Industrial Vertical Stirred Mills Screw Liner Wear Profile Compared to Discrete Element Method Simulations. Minerals 2021, 11, 397. [Google Scholar] [CrossRef]
- De Almeida, J.; Delboni, H.; Bento, R.; Reggio, A.; Cremonese, E. Performance Analysis of HRCTM HPGR in Manufactured Sand Production. Minerals 2023, 13, 222. [Google Scholar] [CrossRef]
- Nghipulile, T.; Nkwanyana, S.; Lameck, N. The Effect of HPGR and Conventional Crushing on the Extent of Micro-Cracks, Milling Energy Requirements and the Degree of Liberation: A Case Study of UG2 Platinum Ore. Minerals 2023, 13, 1309. [Google Scholar] [CrossRef]
- Andres, K.; Haude, F. Application of the PallaTM Vibrating Mill in Ultra Fine Grinding Circuits. J. South. Afr. Inst. Min. Metall. 2010, 100, 125–131. [Google Scholar]
- General Kinematics Mining and Minerals Solutions. 2024. Available online: https://www.generalkinematics.com/product/grinding-crushing-leaching-solutions/ (accessed on 12 April 2024).
- Sampling, Crusher & Laboratory Equipment. 2024. Available online: https://www.siebtechnik-tema.com/download/ (accessed on 12 April 2024).
- Customizable Grinding Solutions to Fit Any Mining Application. 2024. Available online: https://www.metso.com/mining/grinding/ (accessed on 20 April 2024).
- Pfeiffer Product Portfolio. 2024. Available online: https://www.gebr-pfeiffer.com/en/products/all-products (accessed on 12 April 2024).
- Ämmälä, A. Comparison of Pin Mill and Hammer Mill in the Fine Grinding of Sphagnum Moss. Energies 2023, 16, 2437. [Google Scholar] [CrossRef]
- Bembenek, M.; Krawczyk, J.; Pańcikiewicz, K. The Wear Mechanism of Mill Beaters for Coal Grinding Made-up from High Manganese Cast Steel. Eng. Fail. Anal. 2022, 142, 106843. [Google Scholar] [CrossRef]
- Kumar, A.; Sahu, R.; Tripathy, S.K. Energy-Efficient Advanced Ultrafine Grinding of Particles Using Stirred Mills—A Review. Energies 2023, 16, 5277. [Google Scholar] [CrossRef]
- Petrakis, E. Effect of Size-Distribution Environment on Breakage Parameters Using Closed-Cycle Grinding Tests. Materials 2023, 16, 7687. [Google Scholar] [CrossRef]
- Tong, C.; Chen, Z.; Liu, C.; Xie, Q. Analysis and Optimization of the Milling Performance of an Industry-Scale VSM via Numerical Simulations. Materials 2023, 16, 4712. [Google Scholar] [CrossRef] [PubMed]
- Xie, C.; Zhao, Y. Investigation of the Ball Wear in a Planetary Mill by DEM Simulation. Powder Technol. 2022, 398, 117057. [Google Scholar] [CrossRef]
- Le Roux, J.D.; Craig, I.K. Plant-Wide Control Framework for a Grinding Mill Circuit. Ind. Eng. Chem. Res. 2019, 58, 11585–11600. [Google Scholar] [CrossRef]
- Govender, N.; Rajamani, R.; Wilke, D.N.; Wu, C.-Y.; Khinast, J.; Glasser, B.J. Effect of Particle Shape in Grinding Mills Using a GPU Based DEM Code. Miner. Eng. 2018, 129, 71–84. [Google Scholar] [CrossRef]
- Petrakis, E.; Komnitsas, K. Effect of Grinding Media Size on Ferronickel Slag Ball Milling Efficiency and Energy Requirements Using Kinetics and Attainable Region Approaches. Minerals 2022, 12, 184. [Google Scholar] [CrossRef]
- Liu, X.; Cui, H. Predictive Control and Optimization Analysis of Ball Mill System for Coal Mine. In Proceedings of the International Conference on Automation Control, Algorithm, and Intelligent Bionics (ACAIB 2023), Xiamen, China, 10 August 2023; Ladaci, S., Kaswan, S., Eds.; SPIE: Bellingham, WA, USA, 2023; p. 83. [Google Scholar]
- Fusheng, M.; Ling, D.; Chao, L.; Sheng, H. Optimization of Performance Parameters of High Pressure Grinding Rolls. In Electrical, Information Engineering and Mechatronics 2011; Wang, X., Wang, F., Zhong, S., Eds.; Lecture Notes in Electrical Engineering; Springer: London, UK, 2012; Volume 138, pp. 929–935. ISBN 978-1-4471-2466-5. [Google Scholar]
- Saramak, D. Optimizing the Performance of High-Pressure Grinding Roll Based Ore Enrichment Circuits/Optymalizacja Pracy Układów Przeróbki Mechanicznej Rud Opartych Na Wysokociśnieniowych Prasach Walcowych. Gospod. Surowcami Miner.—Miner. Resour. Manag. 2012, 28, 87–99. [Google Scholar] [CrossRef]
- Ghasemi, Z.; Neshat, M.; Aldrich, C.; Karageorgos, J.; Zanin, M.; Neumann, F.; Chen, L. An Integrated Intelligent Framework for Maximising SAG Mill Throughput: Incorporating Expert Knowledge, Machine Learning and Evolutionary Algorithms for Parameter Optimisation. Miner. Eng. 2024, 212, 108733. [Google Scholar] [CrossRef]
- Katircioglu-Bayel, D. Optimization of Operating Parameters on Dry Grinding of Calcite in a Stirred Media Mill Using the Box-Behnken Design. Minerals 2020, 10, 251. [Google Scholar] [CrossRef]
- Celep, O.; Aslan, N.; Alp, I.; Taşdemir, G. Optimization of Some Parameters of Stirred Mill for Ultra-Fine Grinding of Refractory Au/Ag Ores. Powder Technol. 2010, 208, 121–127. [Google Scholar] [CrossRef]
- Danielle, C.; Erik, S.; Patrick, T.; Hugh, M.A.M.M. Prediction of Product Size Distribution of a Vertical Stirred Mill Based on Breakage Kinetics. World Acad. Sci. Eng. Technol. Int. J. Mech. Aerosp. Ind. Mechatron. Manuf. Eng. 2017, 11, 1727–1731. [Google Scholar]
- Guo, W.; Gao, P.; Tang, Z.; Han, Y.; Meng, X. Effect of Grinding Media Properties and Stirrer Tip Speed on the Grinding Efficiency of a Stirred Mill. Powder Technol. 2021, 382, 556–565. [Google Scholar] [CrossRef]
- Mende, S.; Stenger, F.; Peukert, W.; Schwedes, J. Mechanical Production and Stabilization of Submicron Particles in Stirred Media Mills. Powder Technol. 2003, 132, 64–73. [Google Scholar] [CrossRef]
- Sinnott, M.D.; Cleary, P.W.; Morrison, R.D. Is Media Shape Important for Grinding Performance in Stirred Mills? Miner. Eng. 2011, 24, 138–151. [Google Scholar] [CrossRef]
- Taylor, L.; Skuse, D.; Blackburn, S.; Greenwood, R. Stirred Media Mills in the Mining Industry: Material Grindability, Energy-Size Relationships, and Operating Conditions. Powder Technol. 2020, 369, 1–16. [Google Scholar] [CrossRef]
- Genç, Ö. Analysis of Grinding Media Effect on Specific Breakage Rate Function of Particles in a Full-Scale Open Circuit Three-Compartment Cement Ball Mill. Miner. Eng. 2015, 81, 10–17. [Google Scholar] [CrossRef]
- Qian, H.Y.; Kong, Q.G.; Zhang, B.L. The Effects of Grinding Media Shapes on the Grinding Kinetics of Cement Clinker in Ball Mill. Powder Technol. 2013, 235, 422–425. [Google Scholar] [CrossRef]
- Mavhungu, E.; Campos, T.M.; Rocha, B.K.N.; Solomon, N.; Bergmann, C.; Tavares, L.M.; Lichter, J. Simulating Large-Diameter Industrial Ball Mills from Batch-Grinding Tests. Miner. Eng. 2024, 206, 108505. [Google Scholar] [CrossRef]
- Kabezya, K.; Motjotji, H. The Effect of Ball Size Diameter on Milling Performance. J. Mater. Sci. Eng. 2014, 4, 1000149. [Google Scholar] [CrossRef]
- Cho, H.; Kwon, J.; Kim, K.; Mun, M. Optimum Choice of the Make-up Ball Sizes for Maximum Throughput in Tumbling Ball Mills. Powder Technol. 2013, 246, 625–634. [Google Scholar] [CrossRef]
- Yu, J.; Qin, Y.; Gao, P.; Han, Y.; Li, Y. An Innovative Approach for Determining the Grinding Media System of Ball Mill Based on Grinding Kinetics and Linear Superposition Principle. Powder Technol. 2021, 378, 172–181. [Google Scholar] [CrossRef]
- Sidor, J.; Klich, A. Modern Machines for Comminution—Crushers and Mills; Instytut Techniki Górniczej KOMAG: Gliwice, Poland, 2018; ISBN 978-83-65593-10-8. [Google Scholar]
- Sidor, J.; Tomach, P. The development of vibratory tube mills. Masz. Górnicze 2010, 28, 27–34. [Google Scholar]
- Tomach, P.; Sidor, J. The Use of a Vibratory Mill for Feed Preparation for the Layered Granulation Process. In Nauka—Technika—Technologia: Seria wydawnicza AGH; Wydawnictwa AGH: Kraków, Poland, 2021; Volume 2, pp. 177–185. [Google Scholar]
- Sidor, J.; Tomach, P. The possibility of intensification of graphite nanopowder production in the vibratory tube mill. Ceram. Mater. 2016, 68, 335–339. [Google Scholar]
- Tomach, P. The Process Model of the Vibratory Mill Including the Impact of the Milling Process-Intensifying Element. Chem. Rev. 2017, 1, 93–96. [Google Scholar] [CrossRef]
- Feliks, J.; Tomach, P. The Impact of Vibrating Screen Startup Time on Vibration Amplitude and Energy Consumption in Transient State. Energies 2023, 16, 7129. [Google Scholar] [CrossRef]
- Michalczyk, J.; Cieplok, G.; Sidor, J. Numerical Simulation Model of the Rotary-Vibrational Mill Working Process. Arch. Metall. Mater. 2010, 55, 343–353. [Google Scholar]
- Powell, M.S.; McBride, A.T. A Three-Dimensional Analysis of Media Motion and Grinding Regions in Mills. Miner. Eng. 2004, 17, 1099–1109. [Google Scholar] [CrossRef]
- Yokoyama, T.; Tamura, K.; Usui, H.; Jimbo, G. Simulation of Ball Behavior in a Vibration Mill in Relation with Its Grinding Rate: Effects of Fractional Ball Filling and Liquid Viscosity. Int. J. Miner. Process. 1996, 44–45, 413–424. [Google Scholar] [CrossRef]
- Malik, S.; Muhammad, K.; Waheed, Y. Nanotechnology: A Revolution in Modern Industry. Molecules 2023, 28, 661. [Google Scholar] [CrossRef] [PubMed]
- Schönert, K. Advances in Comminution Fundamentals and Impacts on Technology. Aufbereit.-Tech. 1991, 32, 487–494. [Google Scholar]
- Sidor, J. A Mechanical Layered Model of a Vibratory Mill. Mech. Control 2010, 29, 138–148. [Google Scholar]
- Inoue, T.; Okaya, K. Grinding Mechanism of Centrifugal Mills—A Simulation Study Based on the Discrete Element Method. Int. J. Miner. Process. 1996, 44–45, 425–435. [Google Scholar] [CrossRef]
- Lameck, N.S.; Kiangi, K.K.; Moys, M.H. Effects of Grinding Media Shapes on Load Behaviour and Mill Power in a Dry Ball Mill. Miner. Eng. 2006, 19, 1357–1361. [Google Scholar] [CrossRef]
- Chen, J.; Nishiura, D.; Furuichi, M. DEM Study of the Influences of the Geometric and Operational Factors on the Mechanical Responses of an Underwater Mixing Process. Powder Technol. 2021, 392, 251–263. [Google Scholar] [CrossRef]
- Huang, F.; Zhang, H.; Liu, H.; Yin, J.; Li, Q.; Lin, Z. Numerical Study and Multi-Objective Optimization of Medical Waste Crushing Tools: A DEM-FEM Coupling Approach. Adv. Powder Technol. 2024, 35, 104491. [Google Scholar] [CrossRef]
- Yan, Y.; Zhang, L.; Luo, X.; Zhang, R.; Zeng, Q.; Jiang, S. Effects of Grain Crushing, Ductile Grain Deformation, and Grain Packing Texture on Sandstone Compaction: Implications from DEM Numerical Simulations. Geoenergy Sci. Eng. 2024, 237, 212803. [Google Scholar] [CrossRef]
- Suhr, B.; Skipper, W.A.; Lewis, R.; Six, K. DEM Simulation of Single Sand Grain Crushing in Sanded Wheel–Rail Contacts. Powder Technol. 2024, 432, 119150. [Google Scholar] [CrossRef]
- Jayasundara, C.T.; Zhu, H.P. Impact Energy of Particles in Ball Mills Based on DEM Simulations and Data-Driven Approach. Powder Technol. 2022, 395, 226–234. [Google Scholar] [CrossRef]
- Tsunazawa, Y.; Soma, N.; Iijima, M.; Tatami, J.; Mori, T.; Sakai, M. Validation Study on a Coarse-Grained DEM-CFD Simulation in a Bead Mill. Powder Technol. 2024, 440, 119743. [Google Scholar] [CrossRef]
- Mittal, A.; Kumar, M.; Mangadoddy, N. A Coupled CFD–DEM Model for Tumbling Mill Dynamics—Effect of Lifter Profile. Powder Technol. 2024, 433, 119178. [Google Scholar] [CrossRef]
- de Carvalho, R.M.; Oliveira, A.L.R.; Petit, H.A.; Tavares, L.M. Comparing Modeling Approaches in Simulating a Continuous Pilot-Scale Wet Vertical Stirred Mill Using PBM-DEM-CFD. Adv. Powder Technol. 2023, 34, 104135. [Google Scholar] [CrossRef]
- ISO 13320:2020; Particle Size Analysis—Laser Diffraction Methods. International Organization for Standardization: Geneva, Switzerland, 2020.
- Magazzù, A.; Marcuello, C. Investigation of Soft Matter Nanomechanics by Atomic Force Microscopy and Optical Tweezers: A Comprehensive Review. Nanomaterials 2023, 13, 963. [Google Scholar] [CrossRef] [PubMed]
- Stempkowska, A.; Gawenda, T.; Chajec, A.; Sadowski, Ł. Effect of Granite Powder Grain Size and Grinding Time of the Properties of Cementitious Composites. Materials 2022, 15, 8837. [Google Scholar] [CrossRef] [PubMed]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter Name | Unit | Value |
|---|---|---|
| Amplitude of chamber vibrations | mm | 10 |
| Chamber vibration frequency | Hz | 12 |
| The degree of filling of the chamber | % | 80 |
| Vibrator drive motor power | kW | 3.5 |
| Chamber diameter | mm | 210 |
| Chamber volume | dm3 | 2.2 |
| Parameter Name | Unit | Value |
|---|---|---|
| Particle type | - | Non-spherical |
| Material: refractive index | - | 1.543 |
| Material: absorption index | - | 0.01 |
| Material: density | g/cm3 | 2.66 |
| Sample dispersion: Air pressure | bar | 1.0 |
| Sample dispersion: Feed rate | % | 50 |
| Sample dispersion: Venturi type | - | Standard Venturi disperser |
| Sample dispersion: Try type | - | General purpose tray Hopper gap: 1 mm |
| Analysis model | - | General purpose |
| Diameter of Grinding Media | Grinding Time | ||||
|---|---|---|---|---|---|
| 2.5 min | 5.0 min | 10.0 min | 20.0 min | 40.0 min | |
| Ø10.0 mm | S1–1.1 | S1–1.2 | S1–1.3 | S1–1.4 | S1–1.5 |
| Ø12.0 mm | S1–2.1 | S1–2.2 | S1–2.3 | S1–2.4 | |
| Ø13.5 mm | S1–3.1 | S1–3.2 | S1–3.3 | S1–3.4 | |
| Ø15.0 mm | S1–4.1 | S1–4.2 | S1–4.3 | S1–4.4 | |
| Ø17.5 mm | S1–5.1 | S1–5.2 | S1–5.3 | S1–5.4 | S1–5.4 |
| Quartz sand feed | “Quartz sand—feed” | ||||
| Grinding Media, mm | Grinding Time, min | Sample Name | Grain Size, µm | Result Below 100 μm, % | Result Below 50 μm, % | Result Below 10 μm, % | ||
|---|---|---|---|---|---|---|---|---|
| d(10) | d(50) | d(90) | ||||||
| - | 0 | Quartz sand—feed | 242.0 | 398.0 | 643.0 | 0.0 | 0.0 | 0.0 |
| Ø10.0 | 2.5 | Average of ‘S1–1.1’ | 30.4 | 134.0 | 258.0 | 33.9 | 15.9 | 3.2 |
| 5 | Average of ‘S1–1.2’ | 13.7 | 77.7 | 172.0 | 63.2 | 32.4 | 7.3 | |
| 10 | Average of ‘S1–1.3’ | 6.5 | 38.2 | 94.5 | 91.8 | 62.2 | 15.7 | |
| 20 | Average of ‘S1–1.4’ | 4.3 | 24.4 | 61.4 | 99.3 | 82.1 | 23.9 | |
| 40 | Average of ‘S1–1.5’ | 2.7 | 16.1 | 43.9 | 100.0 | 93.9 | 35.9 | |
| Ø12.0 | 2.5 | Average of ‘S1–2.1’ | 29.8 | 135.0 | 263.0 | 34.0 | 16.1 | 3.4 |
| 5 | Average of ‘S1–2.2’ | 13.2 | 77.9 | 177.0 | 62.7 | 32.9 | 7.5 | |
| 10 | Average of ‘S1–2.3’ | 6.6 | 40.2 | 101.0 | 89.8 | 59.5 | 15.4 | |
| 20 | Average of ‘S1–2.4’ | 4.5 | 26.3 | 66.6 | 98.6 | 78.5 | 22.9 | |
| Ø13.5 | 2.5 | Average of ‘S1–3.1’ | 26.3 | 128.0 | 249.0 | 36.9 | 17.9 | 3.9 |
| 5 | Average of ‘S1–3.2’ | 12.6 | 76.9 | 185.0 | 62.7 | 33.8 | 7.9 | |
| 10 | Average of ‘S1–3.3’ | 6.6 | 41.1 | 103.0 | 89.0 | 58.5 | 15.5 | |
| 20 | Average of ‘S1–3.4’ | 4.1 | 24.5 | 64.4 | 98.9 | 80.4 | 24.9 | |
| Ø15.0 | 2.5 | Average of ‘S1–4.1’ | 27.8 | 136.0 | 275.0 | 35.2 | 17.5 | 3.6 |
| 5 | Average of ‘S1–4.2’ | 12.4 | 75.4 | 176.0 | 63.7 | 34.5 | 8.1 | |
| 10 | Average of ‘S1–4.3’ | 6.4 | 40.9 | 105.0 | 88.5 | 58.4 | 15.8 | |
| 20 | Average of ‘S1–4.4’ | 3.6 | 22.2 | 63.1 | 98.7 | 82.0 | 27.6 | |
| Ø17.5 | 2.5 | Average of ‘S1–5.1’ | 27.0 | 142.0 | 285.0 | 33.7 | 17.6 | 3.9 |
| 5 | Average of ‘S1–5.2’ | 12.3 | 80.1 | 186.0 | 60.4 | 33.3 | 8.2 | |
| 10 | Average of ‘S1–5.3’ | 6.9 | 50.8 | 128.0 | 80.6 | 49.4 | 14.3 | |
| 20 | Average of ‘S1–5.4’ | 3.9 | 25.8 | 74.5 | 96.9 | 75.3 | 25.2 | |
| 40 | Average of ‘S1–5.5’ | 2.3 | 14.4 | 48.4 | 99.6 | 90.9 | 39.5 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tomach, P. The Influence of the Grinding Media Diameter on Grinding Efficiency in a Vibratory Ball Mill. Materials 2024, 17, 2924. https://doi.org/10.3390/ma17122924
Tomach P. The Influence of the Grinding Media Diameter on Grinding Efficiency in a Vibratory Ball Mill. Materials. 2024; 17(12):2924. https://doi.org/10.3390/ma17122924
Chicago/Turabian StyleTomach, Paweł. 2024. "The Influence of the Grinding Media Diameter on Grinding Efficiency in a Vibratory Ball Mill" Materials 17, no. 12: 2924. https://doi.org/10.3390/ma17122924
APA StyleTomach, P. (2024). The Influence of the Grinding Media Diameter on Grinding Efficiency in a Vibratory Ball Mill. Materials, 17(12), 2924. https://doi.org/10.3390/ma17122924