Wood Polymer Composite Based on Poly-3-hydroxybutyrate-3-hydroxyvalerate (PHBV) and Wood Flour—The Process Optimization of the Products

 ,
,  ,
,  , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Research Materials
2.2. Production of Composite and Test Samples
3. Results and Discussion
3.1. Accuracy Testing of Molded Parts
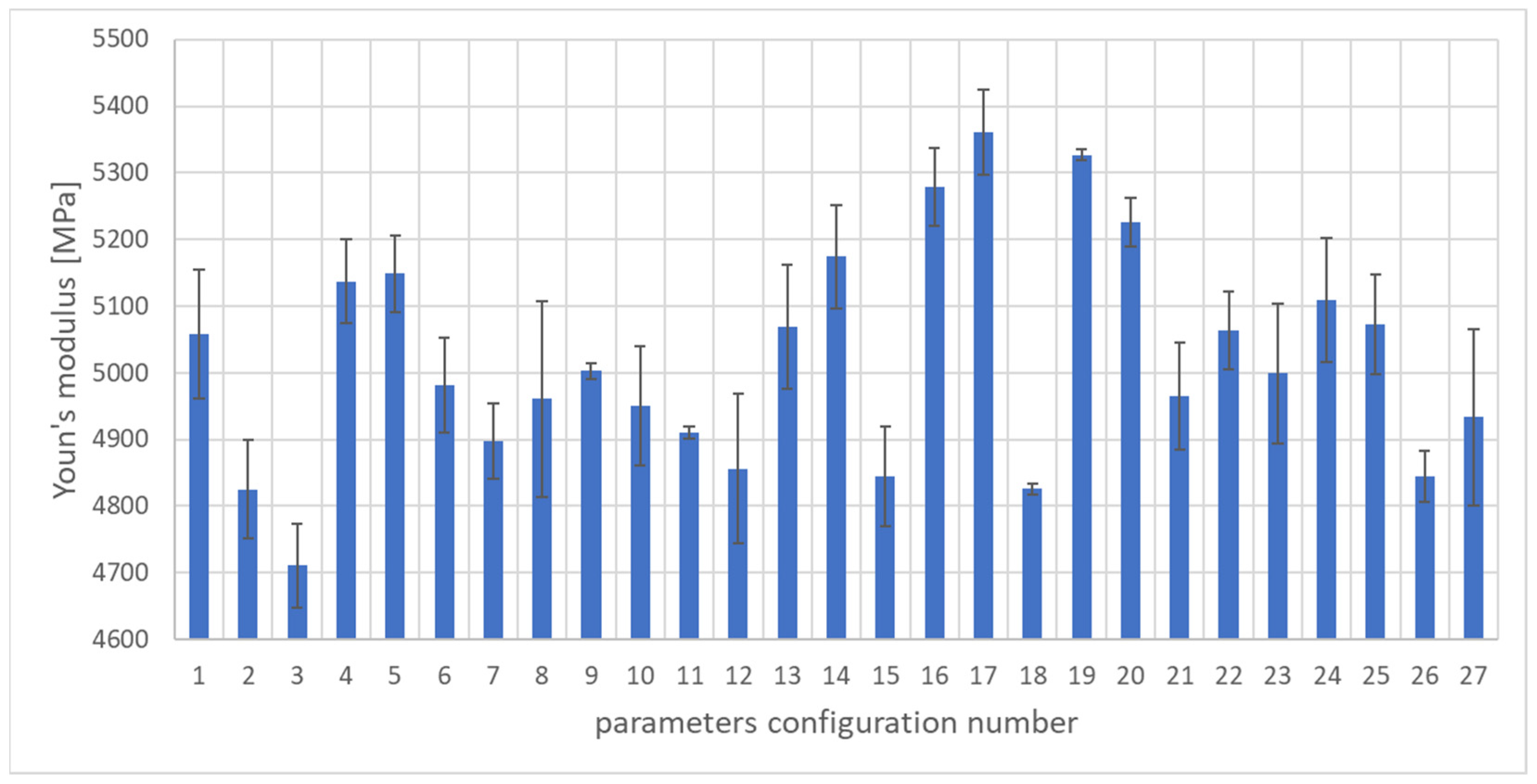
3.2. Mechanical Properties Tests
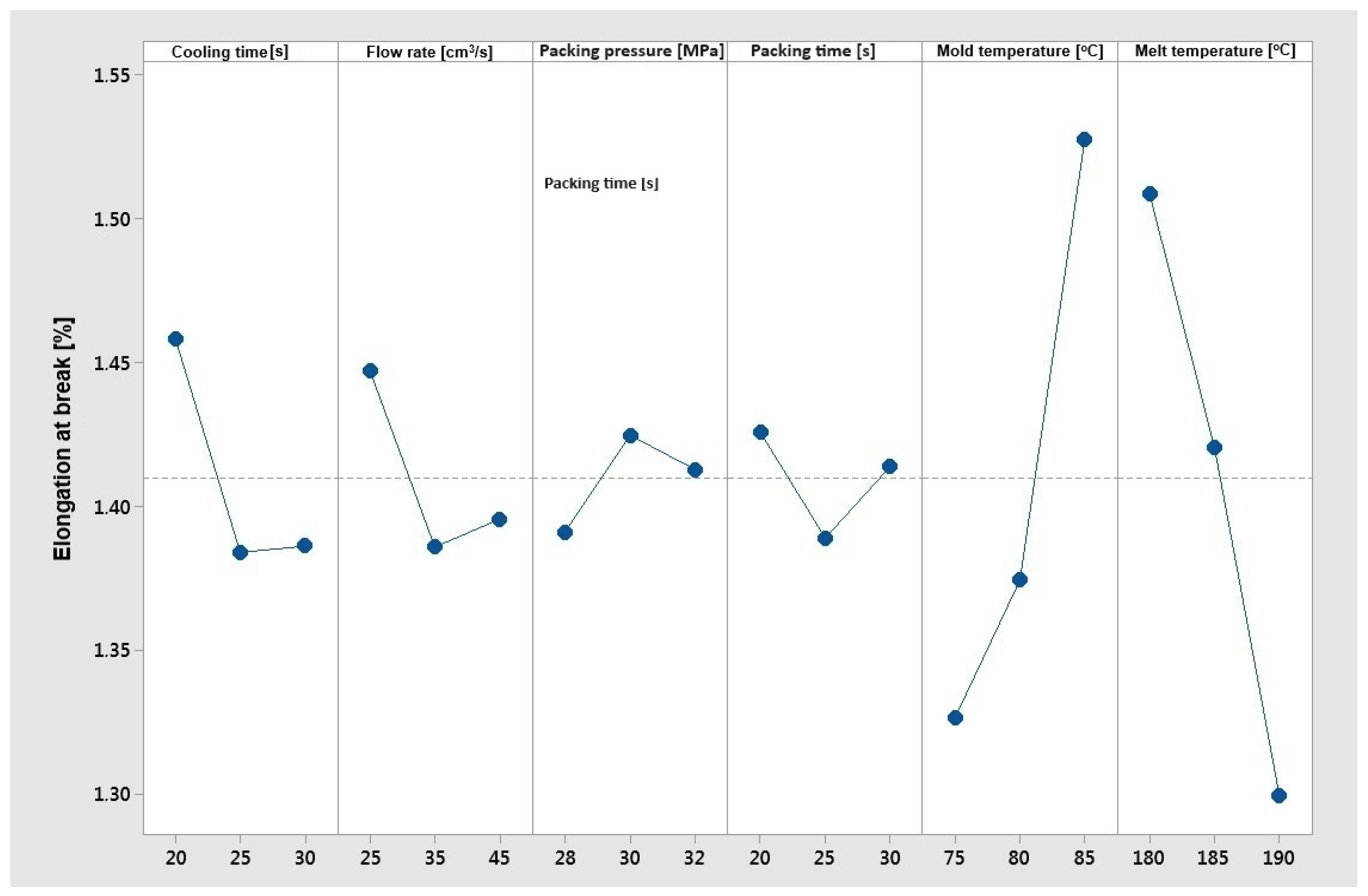
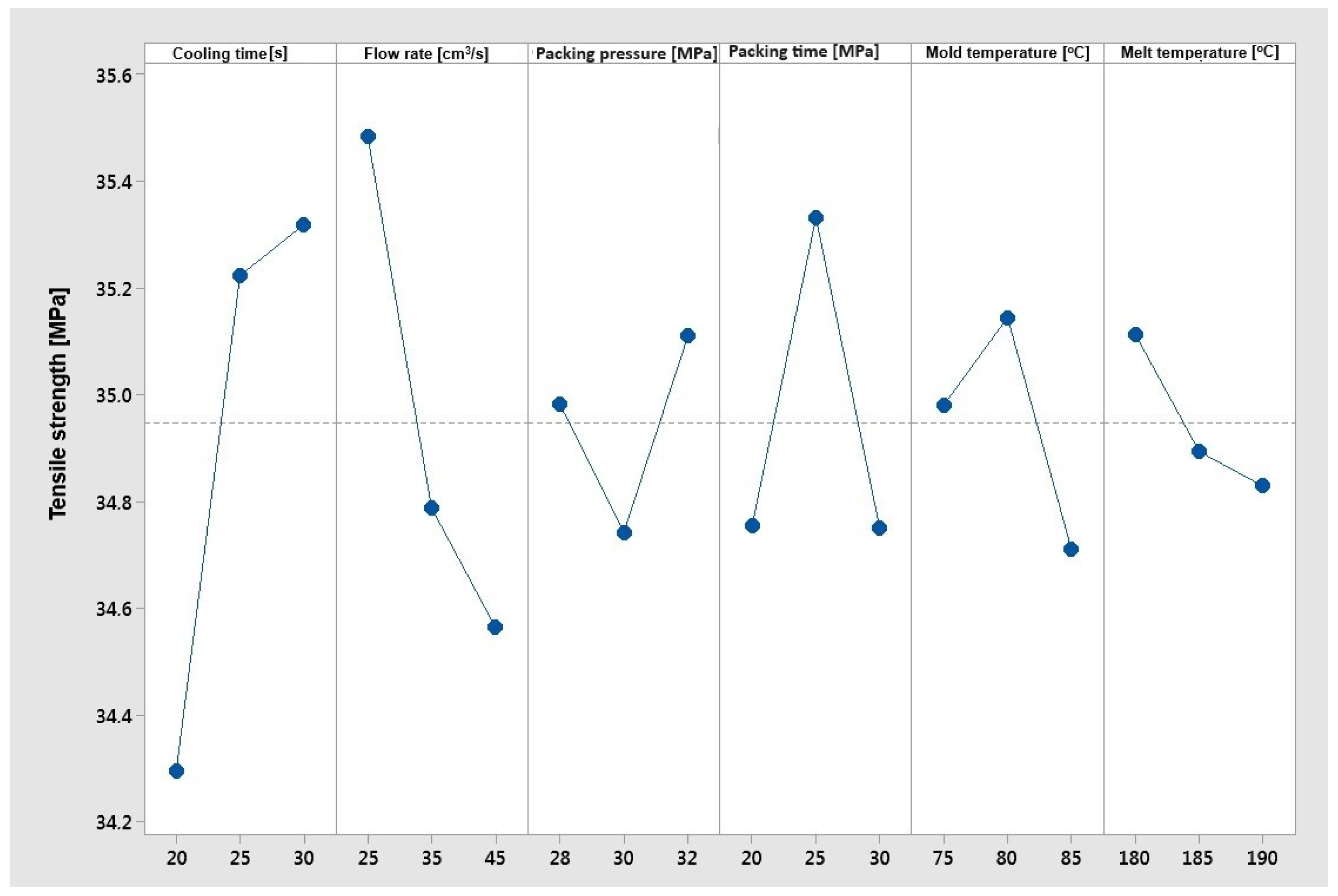
3.3. Optimization Using the Taguchi Method
- When optimizing the shrinkage of molded parts, the primary and secondary shrinkage values should be as low as possible, so the criterion chosen was “the smaller the better”. The quality characteristics and the signal-to-noise ratio (S/N) were calculated from the following equation:
- In the case of mass and mechanical properties, the values of the Young’s modulus, tensile strength, and relative elongation at maximum tensile stress should be as high as possible, so the criterion “the bigger the better” was chosen. The quality characteristics and the signal-to-noise ratio (S/N) were calculated from the following equation:
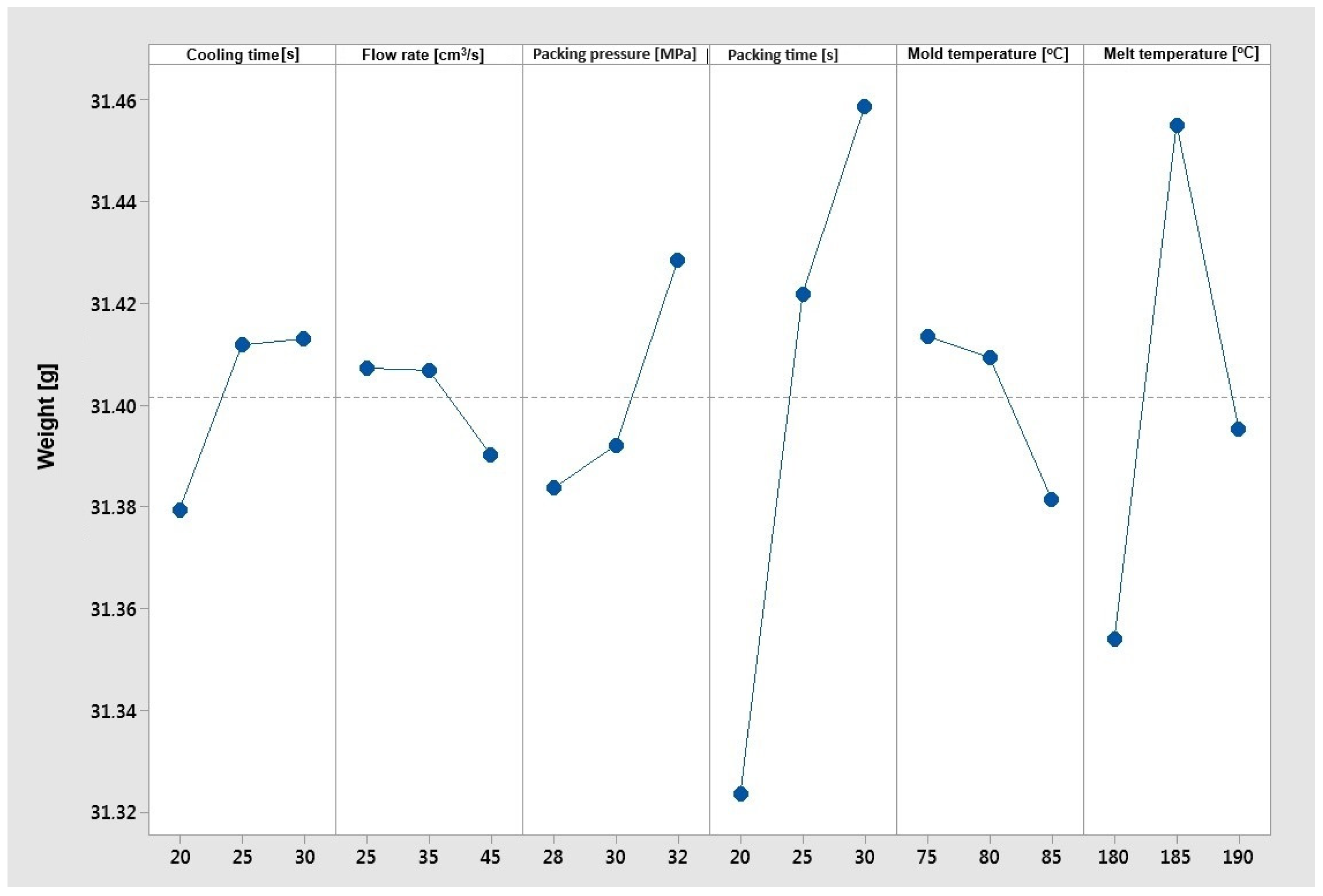
- Weight of samples (Figure 2): optimization objective function “larger is better” selected;
- Volume shrinkage (Figure 3): optimization objective function “smaller is better” selected;
- Tensile strength (Figure 4): optimization objective function “larger is better” selected;
- Young’s modulus (Figure 5): optimization objective function “larger is better” selected;
- Elongation at break (Figure 6): optimization objective function “larger is better” selected.
- –
- Cooling time—20 [s];
- –
- Flow rate—25 [cm3/s];
- –
- Packing pressure—30 [MPa];
- –
- Packing time—20 [s];
- –
- Mold temperature—85 [°C];
- –
- Melt temperature—180 [°C].
- –
- Cooling time 30 [s];
- –
- Flow rate 25 [cm3/s];
- –
- Packing pressure 32 [MPa];
- –
- Packing time 25 [s];
- –
- Mold temperature 80 [°C];
- –
- Melt temperature 180 [°C].
- –
- Cooling time 30 [s];
- –
- Flow rate 35 [cm3/s];
- –
- Packing pressure 32 [MPa];
- –
- Packing time 25 [s];
- –
- Mold temperature 75 [°C];
- –
- Melt temperature 190 [°C].
- –
- Cooling time 30 [s];
- –
- Flow rate 25 [cm3/s];
- –
- Packing pressure 32 [MPa];
- –
- Packing time 30 [s];
- –
- Mold temperature 75 [°C];
- –
- Melt temperature 185 [°C].
- –
- Cooling time 30 [s];
- –
- Flow rate 35 [cm3/s];
- –
- Packing pressure 32 [MPa];
- –
- Packing time 30 [s];
- –
- Mold temperature 85 [°C];
- –
- Melt temperature 185 [°C].
4. Summary and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Serafim, L.S.; Lemos, P.C.; Albuquerque, M.G.; Reis, M.A. Strategies for PHA Production by Mixed Cultures and Renewable Waste Materials. Appl. Microbiol. Biotechnol. 2008, 81, 615–628. [Google Scholar] [CrossRef] [PubMed]
- Senior, P.J.; Dawes, E.A. The Regulation of Poly-β-hydroxybutyrate Metabolism in Azotobacter beijerinckii. Biochem. J. 1973, 134, 225–238. [Google Scholar] [CrossRef] [PubMed]
- Fei, B.; Chen, C.; Wu, H.; Peng, S.; Wang, X.; Dong, L.; Xin, J.H. Modified Poly(3-hydroxybutyrate-co-3-hydroxyvalerate) Using Hydrogen Bonding Monomers. Polymers 2004, 45, 6275–6284. [Google Scholar] [CrossRef]
- Chiellini, E.; Solaro, R. Biodegradable Polymeric Materials. Adv. Mater. 1996, 8, 305–313. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Misra, M.; Drzal, L.T. Natural Fibers, Biopolymers, and Biocomposites; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar]
- Li, X.; Tabil, L.G.; Panigrahi, S. Chemical Treatments of Natural Fibers for Use in Natural Fiber-Reinforced Composites: A Review. J. Polym. Environ. 2007, 15, 25–33. [Google Scholar] [CrossRef]
- Dittenber, D.B.; GangaRao, H.V. Critical Review of Recent Publications on Use of Natural Composites in Infrastructure. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1419–1429. [Google Scholar] [CrossRef]
- Faruk, O.; Bledzki, A.K.; Fink, H.P.; Sain, M. Biocomposites Reinforced with Natural Fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Kalia, S.; Kaith, B.S.; Kaur, I. Cellulose Fibers: Bio-and Nano-Polymer Composites: Green Chemistry and Technology; Springer: Heidelberg, Germany, 2011. [Google Scholar]
- Hanawalt, K. Natural Fibre Extrusion. Plast. Addit. Compd. 2002, 4, 22–25. [Google Scholar] [CrossRef]
- Cisneros, F.H.; Kokini, J.L. Effect of Extrusion Operating Parameters on Air Bubble Entrapment. J. Food Process Eng. 2002, 25, 251–283. [Google Scholar] [CrossRef]
- Sahoo, S.; Misra, M.; Mohanty, A.K. Enhanced Properties of Lignin-Based Biodegradable Polymer Composites Using Injection Moulding Process. Compos. Part A Appl. Sci. Manuf. 2011, 42, 1710–1718. [Google Scholar] [CrossRef]
- Sahoo, S.; Misra, M.; Mohanty, A.K. Effect of Compatibilizer and Fillers on the Properties of Injection Molded Lignin-Based Hybrid Green Composites. J. Appl. Polym. Sci. 2013, 127, 4110–4121. [Google Scholar] [CrossRef]
- Nassar, M.M.; Alzebdeh, K.I.; Pervez, T.; Al-Hinai, N.; Munam, A. Progress and Challenges in Sustainability, Compatibility, and Production of Eco-Composites: A State-of-Art Review. J. Appl. Polym. Sci. 2021, 138, 51284. [Google Scholar] [CrossRef]
- Dominick, V.R.; Donald, V.R.; Marlene, G.R. Injection Molding Handbook; Springer: New York, NY, USA, 2000. [Google Scholar]
- Loh, N.H.; German, R.M. Statistical Analysis of Shrinkage Variation for Powder Injection Molding. J. Mater. Process. Technol. 1996, 59, 278–284. [Google Scholar] [CrossRef]
- Zhao, N.Y.; Lian, J.Y.; Wang, P.F.; Xu, Z.B. Recent progress in minimizing the warpage and shrinkage deformations by the optimization of process parameters in plastic injection molding: A review. Int. J. Adv. Manuf. Technol. 2022, 120, 85–101. [Google Scholar] [CrossRef] [PubMed]
- Kurt, M.; Kaynak, Y.; Kamber, O.S.; Mutlu, B.; Bakir, B.; Koklu, U. Influence of molding conditions on the shrinkage and roundness of injection molded parts. Int. J. Adv. Manuf. Technol. 2010, 46, 571–578. [Google Scholar] [CrossRef]
- Košík, M.; Bílik, J.; Delgado Sobrino, D.R. Reduction of Injection Moulded Plastic Part Warpage Using Advanced Gas Assisted Injection Moulding. Materials 2016, 862, 200–209. [Google Scholar] [CrossRef]
- Kuo, C.C.; Xu, Y.X. A simple method of improving warpage and cooling time of injection molded parts simultaneously. Int. J. Adv. Manuf. Technol. 2022, 122, 619–637. [Google Scholar] [CrossRef]
- Ming, C.H.; Ching, C.T. The Effective Factors in the Warpage Problem of an Injection-Molded Part with a Thin Shell Feature. J. Mater. Process. Technol. 2001, 110, 1–9. [Google Scholar]
- Pacana, A.; Gazda, A.; Dušan, M.; Štefko, R. Study on Improving the Quality of Stretch Film by Shainin Method. Przem. Chem. 2014, 93, 243–245. [Google Scholar]
- Siwiec, D.; Pacana, A. A New Model Supporting Stability Quality of Materials and Industrial Products. Materials 2022, 15, 4440. [Google Scholar] [CrossRef] [PubMed]
- Mirigul, A. Reducing Shrinkage in Injection Moldings via Taguchi, ANOVA and Neural Network Methods. Mater. Des. 2010, 31, 599–604. [Google Scholar]
- Tuncay, E.; Babur, O. Minimalization of Warpage and Sink Index in Injection-Molded Thermoplastic Parts using Taguchi Optimization Method. Mater. Des. 2006, 27, 853–861. [Google Scholar]
- Subramanian, N.R.; Lin, T.; Yak, A.S. Optimizing Warpage Analysis for an Optical Housing. Mechatronics 2005, 15, 111–127. [Google Scholar] [CrossRef]
- Babur, O.; Ibrahim, S. Warpage and Structural Analysis of Thin Shell Plastic in the Plastic Injection Molding. Mater. Des. 2009, 30, 367–375. [Google Scholar]
- Hasan, O.; Tuncay, E.; Ibrahim, U. Application of Taguchi Optimization Technique in Determining Plastic Injection Molding Process Parameters for a Thin-Shell Part. Mater. Des. 2007, 28, 1271–1278. [Google Scholar]
- Eghbal, H.; Abu, B.S. Analysis of Warpage and Shrinkage Properties of Injection-Molded Micro Gears Polymer Composites using Numerical Simulations Assisted by the Taguchi Method. Mater. Des. 2012, 42, 62–71. [Google Scholar]
- Azaman, M.D.; Sapuan, S.M.; Sulaiman, S.; Zainudin, E.S.; Khalina, A. Shrinkages and Warpage in the Processability of Wood-Filled Polypropylene Composite Thin-Walled Parts Formed by Injection Molding. Mater. Des. 2013, 52, 1018–1026. [Google Scholar] [CrossRef]
- Sanchez, R.; Aisa, J.; Martinez, A.; Mercado, A. On the Relationship between Cooling Setup and Warpage in Injection Molding. Measurement 2012, 45, 1051–1056. [Google Scholar] [CrossRef]
- Babur, O. Optimization of Injection Parameters for Mechanical Properties of Specimens with Weld Line of Polypropylene using Taguchi Method. Int. Commun. Heat Mass Transf. 2011, 38, 1067–1072. [Google Scholar]
- Kamber, S.O.; Gurcan, A.; Oguz, G. Experimental Investigation of Plastic Injection Molding: Assessment of the Effects of Cavity Pressure and Mold Temperature on the Quality of the Final Products. Mater. Des. 2009, 30, 3217–3224. [Google Scholar]
- Kuo, M.T.; Chung, Y.H.; Wei, C.L. A Study of the Effects of Process Parameters for Injection Molding on Surface Quality of Optical Lenses. J. Mater. Process. Technol. 2009, 209, 3469–3477. [Google Scholar]
- Hamdy, H.; Nicolas, R.; Cyril, P.; Eric, A.; Guy, D. Modeling the Effect of Cooling System on the Shrinkage and Temperature of the Polymer by Injection Molding. Appl. Therm. Eng. 2010, 30, 1547–1557. [Google Scholar]
- Korzyński, M. Methodology of Experiment—Planning, Realization, and Statistical Processing of Technological Experiments; PWN: Warsaw, Poland, 2006. [Google Scholar]
- Roy, R.K. A Primer on the Taguchi Method; Society of Manufacturing Engineers: New York, NY, USA, 2010. [Google Scholar]
- Fischer, M.J. Handbook of Molded Part Shrinkage and Warpage; A Volume in Plastics Design Library; Cambridge University Press: Cambridge, UK, 2013; Volume 24, pp. 99–105. [Google Scholar]
- Johannaber, F. Injection Molding Machines; Hanser Gardner Publications: Cincinnati, OH, Canada, 1994. [Google Scholar]
- Mori, T. Taguchi Methods—Benefits, Impacts, Mathematics, Statistics, and Applications; American Society of Mechanical Engineers: New York, NY, USA, 2011. [Google Scholar]
- Ahmad, M.N.; Ishak, M.R.; Mohammad Taha, M.; Mustapha, F.; Leman, Z.; Anak Lukista, D.D.; Irianto; Ghazali, I. Application of Taguchi Method to Optimize the Parameter of Fused Deposition Modeling (FDM) Using Oil Palm Fiber Reinforced Thermoplastic Composites. Polymers 2022, 14, 2140. [Google Scholar] [CrossRef]
- Gwon, J.G.; Lee, S.Y.; Chun, S.J.; Doh, G.H.; Kim, J.H. Effects of Chemical Treatments of Hybrid Fillers on the Physical and Thermal Properties of Wood Plastic Composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1491–1497. [Google Scholar] [CrossRef]
- Frącz, W.; Janowski, G.; Bąk, Ł. The Possibilities of Using Poly(3-hydroxybutyrate-co-3-hydroxyvalerate) PHBV in the Production of Wood–Polymer Composites. J. Compos. Sci. 2023, 7, 509. [Google Scholar] [CrossRef]
- Frącz, W.; Janowski, G.; Smusz, R.; Szumski, M. The Influence of Chosen Plant Fillers in PHBV Composites on the Processing Conditions, Mechanical Properties and Quality of Molded Pieces. Polymers 2021, 13, 3934. [Google Scholar] [CrossRef] [PubMed]
- Michalska-Pożoga, I.; Szczepanek, M. Analysis of Particles’ Size and Degree of Distribution of a Wooden Filler in Wood–Polymer Composites. Materials 2021, 14, 6251. [Google Scholar] [CrossRef] [PubMed]
- Enmat y1000 Safety Data Sheet. Available online: https://api.atomler.com/file/110457086 (accessed on 3 June 2024).
- EN ISO 527-1; Plastics—Determination of Tensile Properties. In Part 1: General Principles. International Organization for Standardization: Geneva, Switzerland, 2019.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Value |
|---|---|
| Density (g/cm3) | 1.25 |
| Plastic stress (MPa) | 31–36 |
| Tensile strength (MPa) | 39 |
| Elongation at break (%) | 2 |
| Young’s modulus (MPa) | 2800–3500 |
| TFeed/Throat [°C] | T1 [°C] | T2 [°C] | T3 [°C] | THead [°C] |
|---|---|---|---|---|
| 55 | 145 | 165 | 175 | 175 |
| Control Factor | Level 1 | Level 2 | Level 3 |
|---|---|---|---|
| Cooling time [s] | 20 | 25 | 30 |
| Mold temperature [°C] | 75 | 80 | 85 |
| Melt temperature [°C] | 180 | 185 | 190 |
| Packing time [s] | 20 | 25 | 30 |
| Packing pressure [MPa] | 28 | 30 | 32 |
| Flow rate [cm3/s] | 25 | 35 | 45 |
| Parameter Configuration Number | Cooling Time [s] | Flow Rate [cm3/s] | Packing Pressure [MPa] | Packing Time [s] | Mold Temperature [°C] | Melt Temperature [°C] |
|---|---|---|---|---|---|---|
| 1 | 20 | 25 | 28 | 20 | 75 | 180 |
| 2 | 20 | 25 | 28 | 20 | 80 | 185 |
| 3 | 20 | 25 | 28 | 20 | 85 | 190 |
| 4 | 20 | 35 | 30 | 25 | 75 | 180 |
| 5 | 20 | 35 | 30 | 25 | 80 | 185 |
| 6 | 20 | 35 | 30 | 25 | 85 | 190 |
| 7 | 20 | 45 | 32 | 30 | 75 | 180 |
| 8 | 20 | 45 | 32 | 30 | 80 | 185 |
| 9 | 20 | 45 | 32 | 30 | 85 | 190 |
| 10 | 25 | 25 | 30 | 30 | 75 | 185 |
| 11 | 25 | 25 | 30 | 30 | 80 | 190 |
| 12 | 25 | 25 | 30 | 30 | 85 | 180 |
| 13 | 25 | 35 | 32 | 20 | 75 | 185 |
| 14 | 25 | 35 | 32 | 20 | 80 | 190 |
| 15 | 25 | 35 | 32 | 20 | 85 | 180 |
| 16 | 25 | 45 | 28 | 25 | 75 | 185 |
| 17 | 25 | 45 | 28 | 25 | 80 | 190 |
| 18 | 25 | 45 | 28 | 25 | 85 | 180 |
| 19 | 30 | 25 | 32 | 25 | 75 | 190 |
| 20 | 30 | 25 | 32 | 25 | 80 | 180 |
| 21 | 30 | 25 | 32 | 25 | 85 | 185 |
| 22 | 30 | 35 | 28 | 30 | 75 | 190 |
| 23 | 30 | 35 | 28 | 30 | 80 | 180 |
| 24 | 30 | 35 | 28 | 30 | 85 | 185 |
| 25 | 30 | 45 | 30 | 20 | 75 | 190 |
| 26 | 30 | 45 | 30 | 20 | 80 | 180 |
| 27 | 30 | 45 | 30 | 20 | 85 | 185 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Frącz, W.; Pacana, A.; Siwiec, D.; Janowski, G.; Bąk, Ł.; Szawara, P. Wood Polymer Composite Based on Poly-3-hydroxybutyrate-3-hydroxyvalerate (PHBV) and Wood Flour—The Process Optimization of the Products. Materials 2024, 17, 2955. https://doi.org/10.3390/ma17122955
Frącz W, Pacana A, Siwiec D, Janowski G, Bąk Ł, Szawara P. Wood Polymer Composite Based on Poly-3-hydroxybutyrate-3-hydroxyvalerate (PHBV) and Wood Flour—The Process Optimization of the Products. Materials. 2024; 17(12):2955. https://doi.org/10.3390/ma17122955
Chicago/Turabian StyleFrącz, Wiesław, Andrzej Pacana, Dominika Siwiec, Grzegorz Janowski, Łukasz Bąk, and Paulina Szawara. 2024. "Wood Polymer Composite Based on Poly-3-hydroxybutyrate-3-hydroxyvalerate (PHBV) and Wood Flour—The Process Optimization of the Products" Materials 17, no. 12: 2955. https://doi.org/10.3390/ma17122955